
Quality of Milled Rice from Large-Scale Dried Paddy Rice by Hot Air Combined with Radio Frequency Heating


Abstract
:1. Introduction
2. Materials and Methods
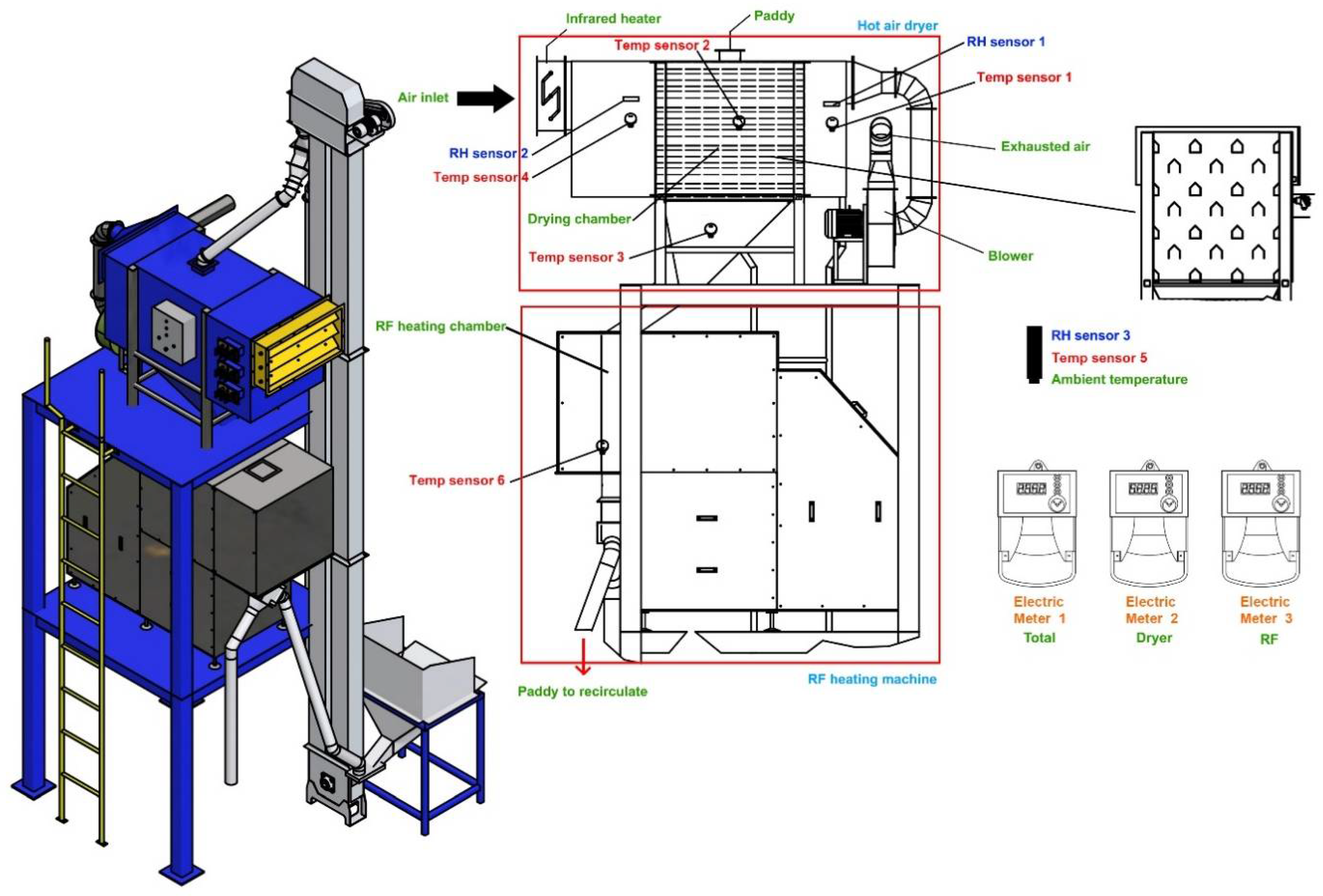
2.1. Materials and RF Heating Systems
2.2. Moisture Content Determination
2.3. Fissure Percentage Determination
2.4. Milling Quality Determination
2.5. White Rice Color Determination
2.6. Sensory Evaluation
2.7. Energy Consumption
2.8. Statistical Analysis
3. Results and Discussions
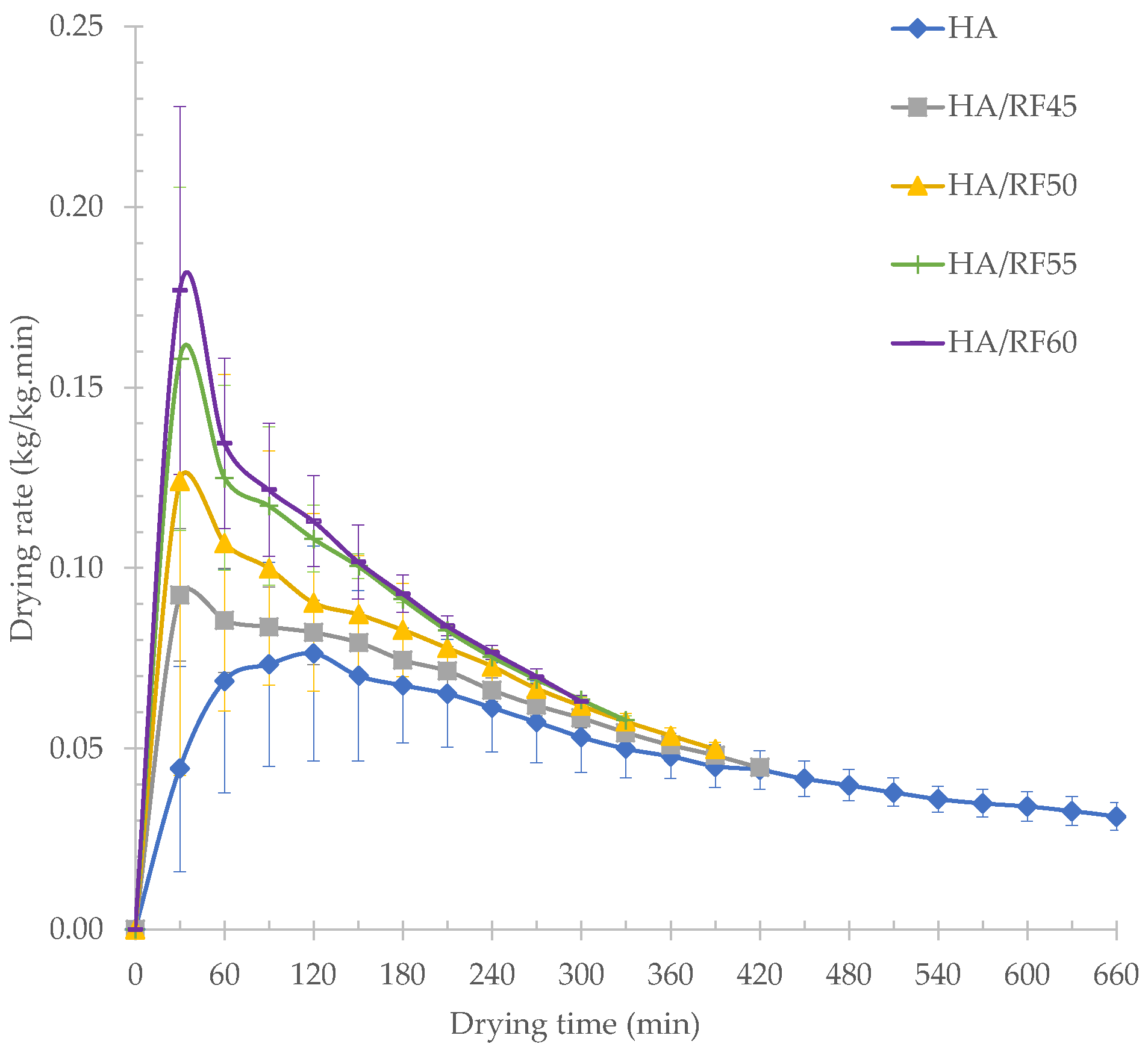
3.1. Drying Characteristics
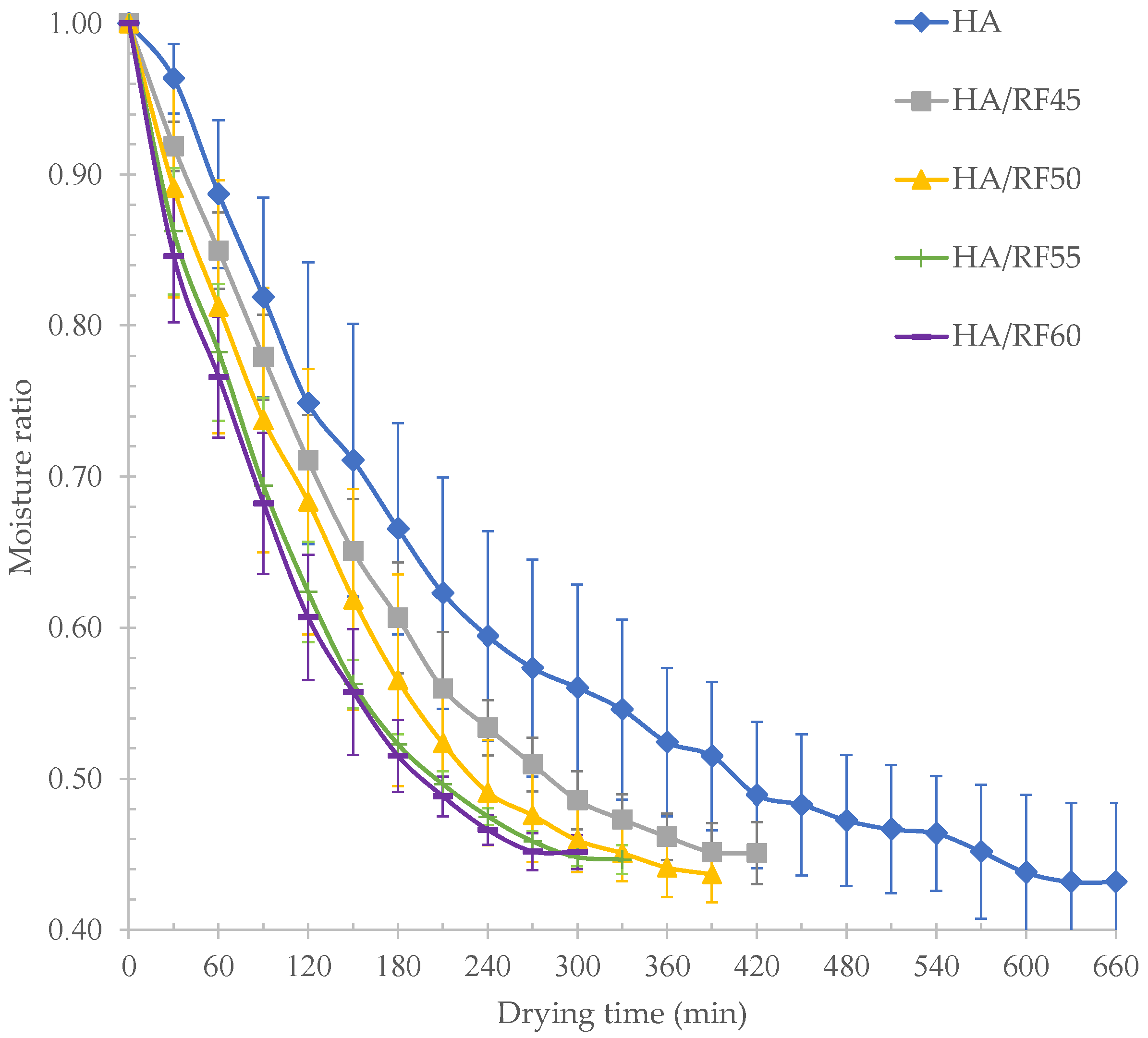
3.2. Drying Kinetics
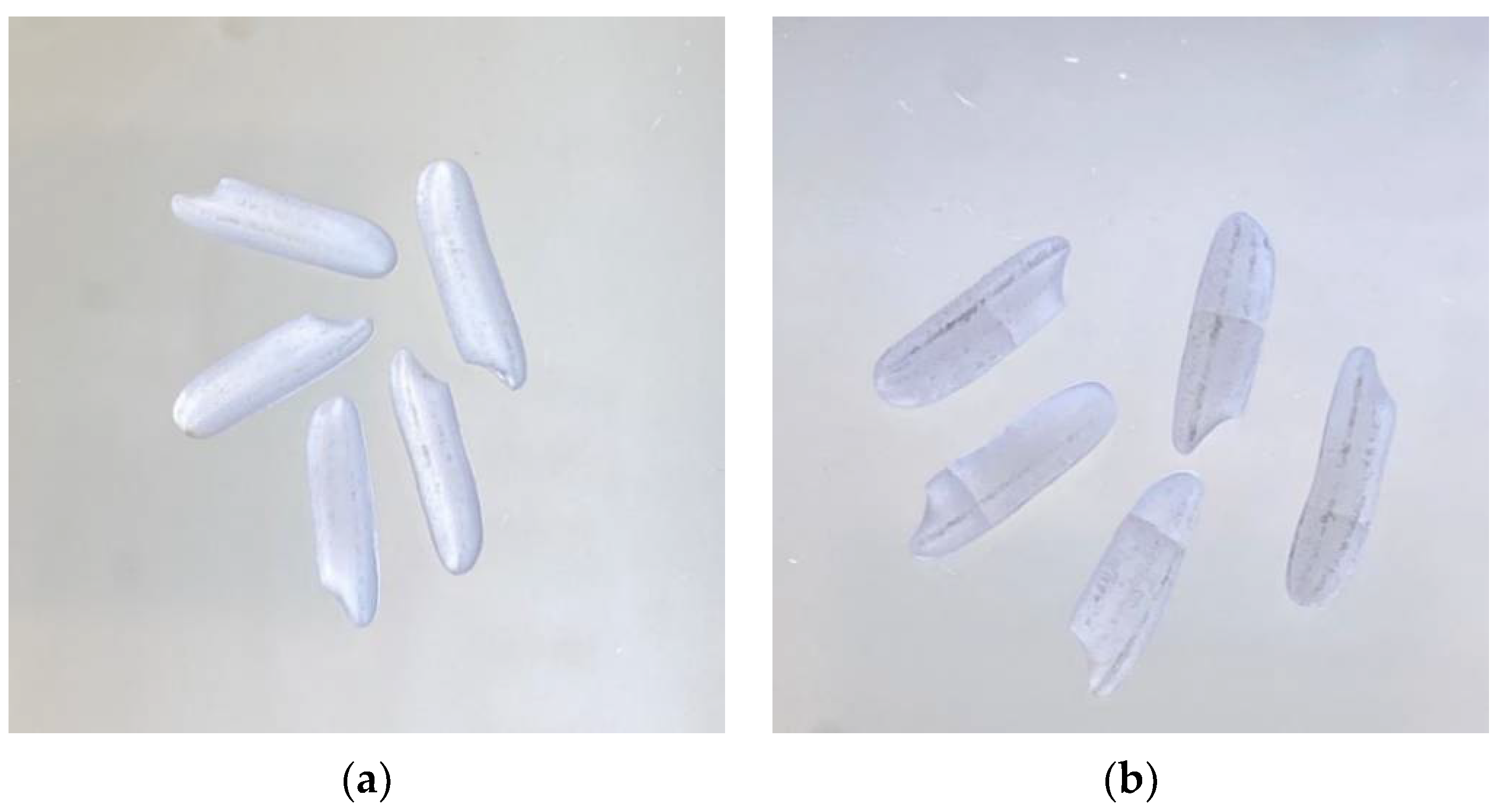
3.3. Fissure Percentage
3.4. Color Evaluation
3.5. Milling Quality Determination
3.6. Sensory Evaluation
3.7. Energy Consumption
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chinsuwan, W.; Mongpraneet, S.; Panya, N. Optimum harvest period for Hom Mali rice using combine harvester. KKU Res. J. 1997, 2, 54–63. [Google Scholar]
- Wray, D.; Ramaswamy, H.S. Novel concepts in microwave drying of foods. Dry. Technol. 2015, 33, 769–783. [Google Scholar] [CrossRef]
- Shinde, A.; Das, S.; Datta, A.K. Quality improvement of orthodox and CTC tea and performance enhancement by hybrid hot air–radio frequency (RF) dryer. J. Food Eng. 2013, 116, 444–449. [Google Scholar] [CrossRef]
- Shen, L.; Wang, L.; Zheng, C.; Liu, C.; Zhu, Y.; Liu, H.; Liu, C.; Shi, Y.; Zheng, X.; Xu, H. Continuous microwave drying of germinated brown rice: Effects of drying conditions on fissure and color, and modeling of moisture content and stress inside kernel. Dry. Technol. 2021, 39, 669–697. [Google Scholar] [CrossRef]
- Olatunde, G.A.; Atungulu, G.G. Milling behavior and microstructure of rice dried using microwave set at 915 MHz frequency. J. Cereal Sci. 2018, 80, 167–173. [Google Scholar] [CrossRef]
- Horrungsiwat, S.; Therdthai, N.; Ratphitagsanti, W. Effect of combined microwave-hot air drying and superheated steam drying on physical and chemical properties of rice. Int. J. Food Sci. Technol. 2016, 51, 1851–1859. [Google Scholar] [CrossRef]
- Palamanit, A.; Musengimana Sugira, A.; Soponronnarit, S.; Prachayawarakorn, S.; Tungtrakul, P.; Kalkan, F.; Raghavan, V. Study on quality attributes and drying kinetics of instant parboiled rice fortified with turmeric using hot air and microwave-assisted hot air drying. Dry. Technol. 2020, 38, 420–433. [Google Scholar] [CrossRef]
- Gowen, A.; Abu-Ghannam, N.; Frías, J.; Oliveira, J. Modeling dehydration and rehydration of cooked soybeans subjected to combined microwave—Hot-air drying. Innov. Food Sci. Emerg. Technol. 2008, 9, 129–137. [Google Scholar] [CrossRef]
- Mao, Y.; Wang, P.; Wu, Y.; Hou, L.; Wang, S. Effects of various radio frequencies on combined drying and disinfestation treatments for in-shell walnuts. LWT 2021, 144, 111246. [Google Scholar] [CrossRef]
- Carvalho, G.R.; Monteiro, R.L.; Laurindo, J.B.; Augusto, P.E.D. Microwave and microwave-vacuum drying as alternatives to convective drying in barley malt processing. Innov. Food Sci. Emerg. Technol. 2021, 73, 102770. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Gao, M.; Tang, J.; Wang, S. Pilot-scale radio frequency drying of macadamia nuts: Heating and drying uniformity. Dry. Technol. 2014, 32, 1052–1059. [Google Scholar] [CrossRef]
- Onwude, D.; Hashim, N.; Chen, G. Recent advances of novel thermal combined hot air drying of agricultural crops. Trends Food Sci. Technol. 2016, 57, 132–145. [Google Scholar] [CrossRef] [Green Version]
- Vearasilp, S.; Thanapornpoonpong, S.-N.; Krittigamas, N.; Suriyong, S.; Akaranuchat, P.; von Hörsten, D. Vertical operating prototype development supported radio frequency heating system in controlling rice weevil in milled rice. Agric. Agric. Sci. Procedia 2015, 5, 184–192. [Google Scholar] [CrossRef] [Green Version]
- Theanjumpol, P.; Thanapornpoonpong, S.-N.; Pawelzik, E.; Vearasilp, S. Milled rice physical properties after various radio frequency heat treatments. In Proceedings of the Conference on International Agricultural Research for Development, Stuttgart, Germany, 9–11 October 2007. [Google Scholar]
- Vearasilp, S.; Naka, J.; Thanapornpoonpong, S.-N.; von Hörsten, D.; Lücke, W. Influence of milled rice packing methods on radio frequency heat distribution in controlling aspergillus flavus and their cooking qualities. In Proceedings of the Conference on International Research on Food Security, Natural Resource Management and Rural Development, Stuttgart, Germany, 5–7 October 2011. [Google Scholar]
- Vearasilp, S.; Chaisathidvanich, K.; Thanapornpoonpong, S.-N.; von Hörsten, D.; Lücke, W. Aging milled rice by radio frequency heat treatment. In Proceedings of the Conference on International Research on Food Security, Natural Resource Management and Rural Development, Stuttgart, Germany, 5–7 October 2011. [Google Scholar]
- Duangkhamchan, W.; Siriamornpun, S. Quality attributes and anthocyanin content of rice coated by purple-corn cob extract as affected by coating conditions. Food Bioprod. Process. 2015, 96, 171–179. [Google Scholar] [CrossRef]
- Shen, L.; Zhu, Y.; Wang, L.; Liu, C.; Liu, C.; Zheng, X. Improvement of cooking quality of germinated brown rice attributed to the fissures caused by microwave drying. J. Food Sci. Technol. 2019, 56, 2737–2749. [Google Scholar] [CrossRef] [PubMed]
- Ministry of Agriculture and Cooperatives, Thailand (MOAC). Thai Agricultural Standard: Thai Rice. National Bureau of Agricultural Commodity and Food Standards, Thailand. 2017. Available online: https://www.acfs.go.th/standard/download/Thai-Rice_60.pdf (accessed on 10 February 2021).
- Jafari, H.; Kalatari, D.; Azadbakht, M. Energy consumption and qualitative evaluation of a continuous band microwave dryer for rice paddy drying. Energy 2018, 142, 647–654. [Google Scholar] [CrossRef]
- Pakawattana, C. Effect of Drying with Radio Frequency Heat Treatment and Hot Air oven on Quality of Rice Seed cv. Pathum Thani 1. Master’s Thesis, Chiang Mai University, Chiang Mai, Thailand, 2013. [Google Scholar]
- Das, I.; Das, S.; Bal, S. Drying performance of a batch type vibration aided infrared dryer. J. Food Eng. 2004, 64, 129–133. [Google Scholar] [CrossRef]
- Tulek, Y. Drying kinetics of oyster mushroom (Pleurotus ostreatus) in a convective hot air dryer. J. Agric. Sci. Technol. 2011, 13, 655–664. [Google Scholar]
- Giri, S.K.; Prasad, S. Drying kinetics and rehydration characteristics of microwave-vacuum and convective hot-air dried mushrooms. J. Food Eng. 2007, 78, 512–521. [Google Scholar] [CrossRef]
- Fasina, O.O.; Tyler, R.T.; Pickard, M.D. Modelling the infrared radiative heating of agricultural crops. Dry. Technol. 1998, 16, 2065–2082. [Google Scholar] [CrossRef]
- Chupawa, P.; Gaewsondee, T.; Duangkhamchan, W. Drying characteristics and quality attributes affected by a fluidized-bed drying assisted with swirling compressed-air for preparing instant red jasmine rice. Processes 2021, 9, 1738. [Google Scholar] [CrossRef]
- Das, I.; Das, S.; Bal, S. Drying kinetics of high moisture paddy undergoing vibration-assisted infrared (IR) drying. J. Food Eng. 2009, 95, 166–171. [Google Scholar] [CrossRef]
- Hashimoto, A.; Kameoka, T. Effect of infrared irradiation on drying characteristics of wet porous materials. Dry. Technol. 1999, 17, 1613–1626. [Google Scholar] [CrossRef]
- Rordprapat, W.; Nathakaranakule, A.; Tia, W.; Soponronnarit, S. Comparative study of fluidized bed paddy drying using hot air and superheated steam. J. Food Eng. 2005, 71, 28–36. [Google Scholar] [CrossRef]
- Inprasit, C.; Noomhorm, A. Effect of drying air temperature and grain temperature of different types of dryer and operation on rice quality. Dry. Technol. 2001, 19, 389–404. [Google Scholar] [CrossRef]
- Cnossen, A.G.; Jiménez, M.J.; Siebenmorgen, T.J. Rice fissuring response to high drying and tempering temperatures. J. Food Eng. 2003, 59, 61–69. [Google Scholar] [CrossRef]
- Le, T.; Songsermpong, S.; Rumpagaporn, P.; Suwanagul, A.; Wallapa, S. Microwave heating for accelerated aging of paddy and white rice. Aust. J. Crop. Sci. 2014, 8, 1348–1358. [Google Scholar]
- Dipti, S.S.; Bari, M.N.; Kabir, K. Grain quality characteristics of some beruin rice varieties of Bangladesh. Pak. J. Nutr. 2003, 2, 242–245. [Google Scholar] [CrossRef] [Green Version]
- Puri, S.; Dhillon, B.; Sodhi, N.S. Effect of Degree of milling (DOM) on overall quality of rice—A Review. Int. J. Adv. Biotechnol. Res. 2014, 5, 474–489. [Google Scholar]
- Jiao, S.; Sun, W.; Yang, T.; Zou, Y.; Zhu, X.; Zhao, Y. Investigation of the feasibility of radio frequency energy for controlling insects in milled rice. Food Bioprocess. Technol. 2017, 10, 781–788. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, S. Effects of various radio frequency treatment protocols on physicochemical properties and sensory quality of packaged milled rice. LWT 2019, 113, 108269. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | a | k | R2 | Average (Deff × 10−9 m2/s) |
|---|---|---|---|---|
| HA | 0.8777 | −1.2471 × 10−3 | 0.9243 | 5.89 ± 1.84 |
| HA/RF45 | 0.9203 | −1.9822 × 10−3 | 0.9489 | 8.15 ± 3.25 |
| HA/RF50 | 0.9022 | −2.1761 × 10−3 | 0.9405 | 11.11 ± 2.28 |
| HA/RF55 | 0.8895 | −2.4665 × 10−3 | 0.9293 | 12.41 ± 2.36 |
| HA/RF60 | 0.8942 | −2.6695 × 10−3 | 0.9386 | 11.26 ± 5.04 |
| Treatment | None (0 Fissure) | Few (1–2 Fissures) | Moderate (3–4 Fissures) | Severe (>5 Fissures) |
|---|---|---|---|---|
| HA | 94.22 ± 2.99 d | 5.11 ± 2.41 a | 0.67 ± 0.67 ab | 0.00 a |
| HA/RF45 | 84.89 ± 4.74 d | 13.00 ± 6.93 ab | 0.33 ± 0.58 a | 1.78 ± 2.51 a |
| HA/RF50 | 69.33 ± 3.00 c | 23.33 ± 3.85 b | 1.44 ± 1.26 ab | 5.89 ± 4.35 a |
| HA/RF55 | 50.78 ± 9.10 b | 22.67 ± 6.66 b | 2.33 ± 2.60 ab | 24.22 ± 15.11 b |
| HA/RF60 | 30.89 ± 8.79 a | 21.44 ± 7.41 b | 3.00 ± 0.58 b | 44.67 ± 8.09 c |
| Treatment | L* | a* | b* | WI | ΔE* |
|---|---|---|---|---|---|
| HA | 69.50 ± 0.57 b | −0.44 ± 0.18 a | 10.31 ± 1.72 | 67.77 ± 0.17 b | 0.00 |
| HA/RF45 | 66.99 ± 0.41 a | −0.27 ± 0.14 ab | 8.95 ± 0.62 | 65.79 ± 0.42 ab | 2.99 ± 0.74 a |
| HA/RF50 | 67.00 ± 1.19 a | −0.19 ± 0.06 b | 10.09 ± 1.59 | 65.47 ± 1.39 a | 2.67 ± 1.29 a |
| HA/RF55 | 67.72 ± 1.71 a | −0.07 ± 0.14 b | 9.54 ± 1.05 | 66.33 ± 1.67 ab | 2.69 ± 0.96 a |
| HA/RF60 | 67.46 ± 0.21 a | −0.16 ± 0.11 b | 9.83 ± 1.31 | 65.99 ± 0.56 ab | 2.77 ± 0.40 a |
| Treatment | Husk | Brown Rice | White Rice | Head Rice | Brokens | Bran |
|---|---|---|---|---|---|---|
| HA | 30.22 ± 0.94 | 69.78 ± 0.94 | 59.82 ± 1.63 | 32.80 ± 1.92 c | 27.02 ± 0.31 | 9.96 ± 0.77 a |
| HA/RF45 | 28.44 ± 0.67 | 71.56 ± 0.67 | 60.80 ± 0.53 | 33.42 ± 1.31 c | 27.73 ± 2.28 | 10.76 ± 0.15 ab |
| HA/RF50 | 27.64 ± 1.51 | 72.36 ± 1.51 | 61.07 ± 0.80 | 31.91 ± 0.67 bc | 29.33 ± 0.26 | 11.29 ± 0.77 bc |
| HA/RF55 | 28.18 ± 1.34 | 71.82 ± 1.34 | 59.82 ± 2.54 | 29.16 ± 1.61 ab | 30.76 ± 2.26 | 12.00 ± 1.22 c |
| HA/RF60 | 29.60 ± 1.33 | 70.40 ± 1.33 | 58.31 ± 2.04 | 27.56 ± 1.20 a | 30.40 ± 2.78 | 12.09 ± 0.77 c |
| Treatment | Color | Odor | Adhesiveness | Texture | Flavor | Overall |
|---|---|---|---|---|---|---|
| HA | 6.97 ± 1.67 c | 6.39 ± 1.79 c | 7.27 ± 1.51 d | 7.02 ± 1.71 c | 7.16 ± 1.61 c | 7.47 ± 1.39 d |
| HA/RF45 | 7.05 ± 1.60 c | 6.10 ± 1.87 c | 5.85 ± 2.02 c | 5.94 ± 1.97 b | 6.35 ± 1.78 b | 6.69 ± 1.69 c |
| HA/RF50 | 5.25 ± 1.90 a | 4.87 ± 1.94 a | 4.63 ± 2.00 ab | 4.73 ± 2.07 a | 5.10 ± 2.11 a | 5.47 ± 1.74 ab |
| HA/RF55 | 6.11 ± 1.84 b | 5.42 ± 1.53 b | 5.01 ± 1.91 b | 5.09 ± 1.83 a | 5.42 ± 1.85 a | 5.76 ± 1.74 b |
| HA/RF60 | 5.00 ± 1.98 a | 5.02 ± 1.82 ab | 4.25 ± 2.02 a | 4.56 ± 1.89 a | 4.89 ± 1.96 a | 5.10 ± 1.95 a |
| Treatment | Power Consumption (kWh) | SEC | Energy Cost | |
|---|---|---|---|---|
| Hot Air Dryer | RF Machine | (MJ/kg-H2O) | (USD/kg-H2O) | |
| HA | 68.67 ± 8.50 b | 0.00 | 4.22 ± 0.92 | 0.1139 ± 0.0247 |
| HA/RF45 | 33.00 ± 4.36 a | 18.20 ± 6.89 a | 3.25 ± 0.68 | 0.0875 ± 0.0184 |
| HA/RF50 | 31.67 ± 2.08 a | 26.13 ± 9.87 ab | 3.95 ± 0.10 | 0.1064 ± 0.0027 |
| HA/RF55 | 26.67 ± 1.53 a | 26.87 ± 1.53 ab | 3.99 ± 0.45 | 0.1076 ± 0.0120 |
| HA/RF60 | 25.33 ± 1.53 a | 29.00 ± 2.00 b | 4.18 ± 0.39 | 0.1127 ± 0.0105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chitsuthipakorn, K.; Thanapornpoonpong, S.-n. Quality of Milled Rice from Large-Scale Dried Paddy Rice by Hot Air Combined with Radio Frequency Heating. Processes 2021, 9, 2277. https://doi.org/10.3390/pr9122277
Chitsuthipakorn K, Thanapornpoonpong S-n. Quality of Milled Rice from Large-Scale Dried Paddy Rice by Hot Air Combined with Radio Frequency Heating. Processes. 2021; 9(12):2277. https://doi.org/10.3390/pr9122277
Chicago/Turabian StyleChitsuthipakorn, Karn, and Sa-nguansak Thanapornpoonpong. 2021. "Quality of Milled Rice from Large-Scale Dried Paddy Rice by Hot Air Combined with Radio Frequency Heating" Processes 9, no. 12: 2277. https://doi.org/10.3390/pr9122277
APA StyleChitsuthipakorn, K., & Thanapornpoonpong, S. -n. (2021). Quality of Milled Rice from Large-Scale Dried Paddy Rice by Hot Air Combined with Radio Frequency Heating. Processes, 9(12), 2277. https://doi.org/10.3390/pr9122277