
Spray Drying for Direct Compression of Pharmaceuticals




Abstract
:1. Introduction
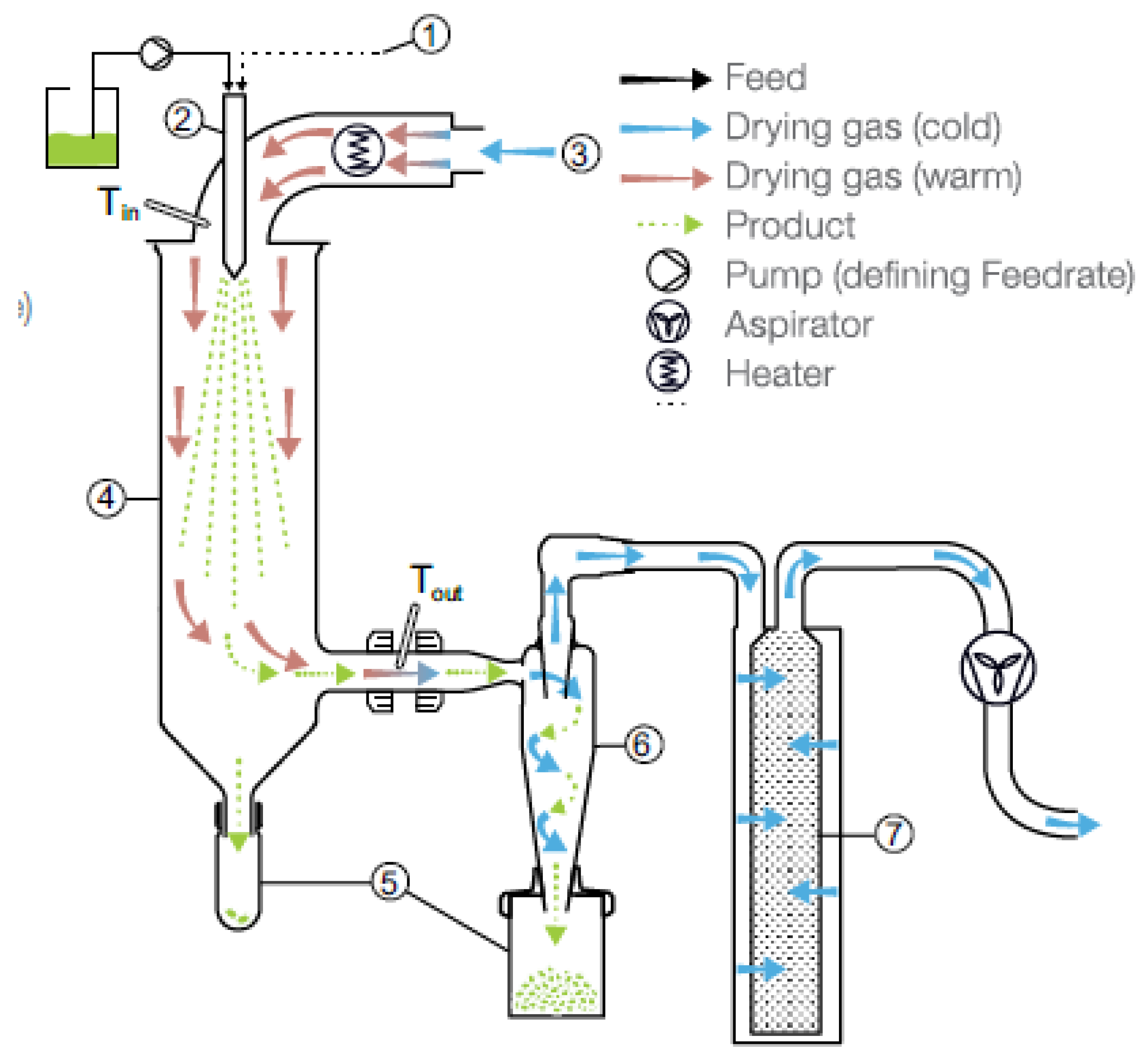
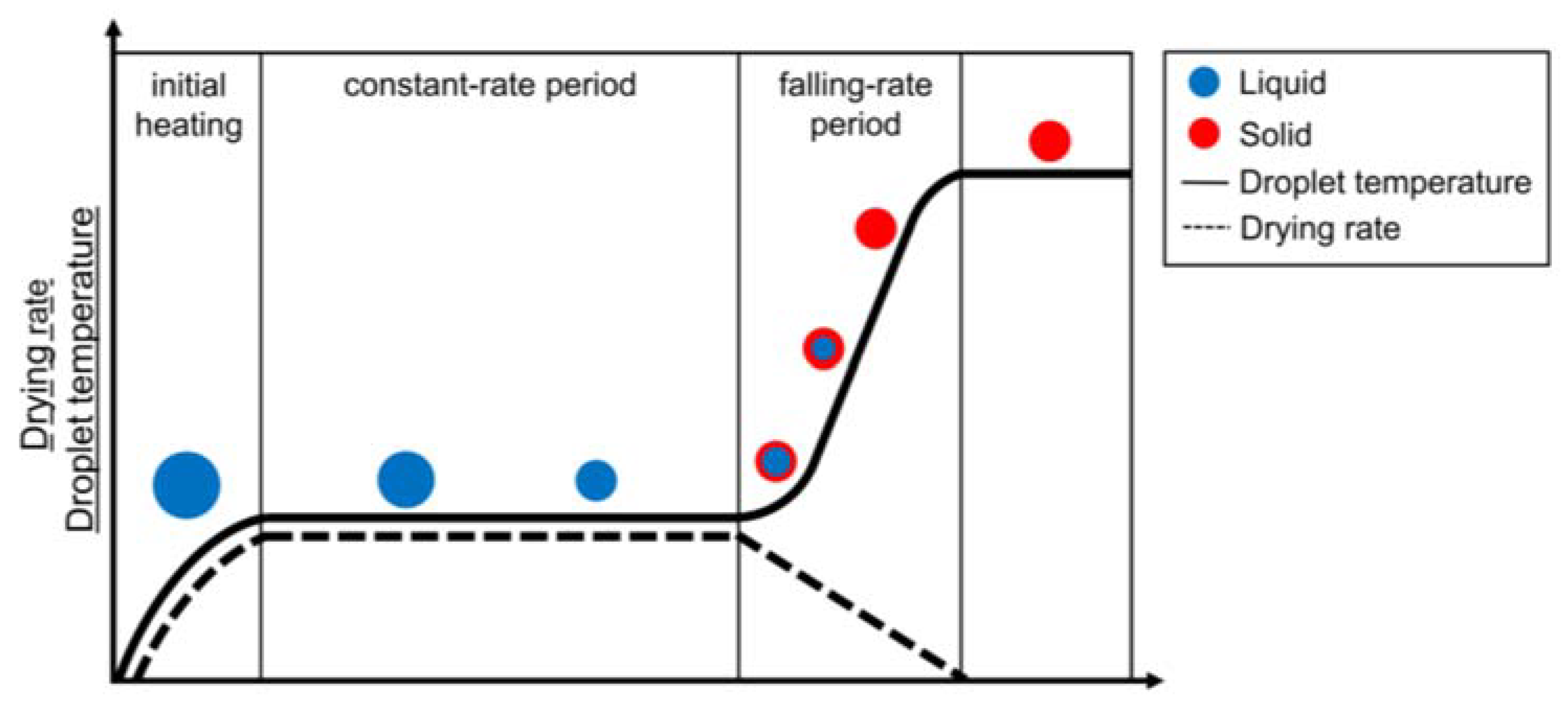
2. The Spray Drying Process
3. Direct Compression of Spray-Dried APIs
4. Direct Compression of Co-Spray Dried APIs with Excipients

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drug | Nominal Content Per Tablet (mg) | Additive (s) | Additives Nominal Percentage (%) | Alterations Due to Spray Drying Affecting Functional Properties Related to Direct Compression Improvement | Reference |
|---|---|---|---|---|---|
| Spray-dried APIs | |||||
| Acetazolamide | 250 | N/A | 0 | Formation of a mixture of polymorphs I and II; More isodiametric microparticles; Reduced elastic recovery; Higher tensile strength | [34] |
| Chlorothiazide | 250–500 | N/A | 0 | Microparticles composed of primary nanoparticles; Higher tablet tensile strength and higher tablet porosity obtained by spray drying | [35] |
| Chlorothiazide sodium | N/A | 0 | Microparticles composed of primary nanoparticles; Higher specific surface area and superior tabletability | [36] | |
| Chlorothiazide potassium | N/A | 0 | Microparticles composed of primary nanoparticles; Higher specific surface area and superior tabletability | [36] | |
| Co-spray dried API-excipients | |||||
| Paracetamol | 325–650 | Erythritol Maltodextrin Mannitol | 50.8 | Improved flowability and compactability; Prevented capping and lamination | [37] |
| Paracetamol | 325–650 | Erythritol Mannitol Maltodextrin Crospovidone Colloidal silicon dioxide Polysorbate 80 | 30–58.1 | Improved flowability and compactability, Production of an RTC mixture | [39,40] |
| Ibuprofen | 200–800 | Erythritol Mannitol Maltodextrin Crospovidone Colloidal silicon dioxide Polysorbate 80 | 25–55 | Improved flowability and compactability, Production of an RTC mixture | [40] |
| Cimetidine | 200–400 | Erythritol Mannitol Maltodextrin Crospovidone Colloidal silicon dioxide Polysorbate 80 | 30–55 | Improved flowability and compactability | [40] |
| Paracetamol | 325–650 | Lactose | 50 | Improved compressibility and compactability, lower yield pressure | [41] |
| Paracetamol | 325–650 | Mannitol | 20–25 | Improved tabletability and decreased friability | [46] |
| PVP | 0–5 | ||||
| Cefuroxime axetil | 125–500 | Mannitol Chitosan chlorhydrate | 50 | Lower yield pressure (Heckel) | [45] |
| Celecoxib | 50–400 | PVP Meglumine | 30 | High degree of amorphization; More isodiametric microparticles; Improved packing (lower Carr’s, Hausner’s indices and angle of repose) and flowability; Lower yield pressure (Heckel); Higher compactability and tabletability | [42] |
| Metformin HCl | 500–1000 | PVP | 0–3 | Disruption of crystal lattice; More isodiametric microparticles | [47] |
| Metformin HCl | 500–1000 | PVP Copovidone HPMC Sodium alginate Sodium carmellose | 0–5 | Reduced crystallinity; More isodiametric microparticles Reduced elastic recovery; Higher work of compaction; Improved compactability and tabletability by co-spray drying with sodium alginate and sodium carmellose | [48] |
| Naproxen | 250–500 | HPMC | 5 | Reduced crystallinity; more isodiametric particles; Higher compactability and tabletability | [43] |
| Naproxen sodium | 275–550 | HPMC | 5 | Increased dihydrate content; more isodiametric particles; Higher compactability and tabletability | [43] |
5. Direct-Compression Spray-Dried Excipients
5.1. Spray-Dried Lactose
5.2. Microcrystalline Cellulose (MCC)
5.3. Spray-Dried Calcium Salts
5.4. Spray-Dried Sugars and Polyols
5.5. Spray-Dried Rice Starch
5.6. Investigational Products
6. Direct-Compression Co-Spray Dried Excipients
6.1. Lactose-Based
6.1.1. Lactose-Cellulose (Cellactose®)
6.1.2. Lactose–MCC (MicroceLac® 100)
6.1.3. Lactose-Starch (StarLac®)
6.1.4. Lactose-MCC-Starch (CombiLac®)
6.2. MCC-Based
6.2.1. MCC–Mannitol (Avicel® HFE)
6.2.2. MCC–Guar Gum (Avicel® CE-15)
6.2.3. MCC–Dicalcium Phosphate (Avicel® DG)
6.2.4. Silicified Microcrystalline Cellulose
6.3. Starch-Based
StarCap1500®
6.4. Sugar-Based
6.4.1. Glucose-Dextrates (Emdex®)
6.4.2. Fructose–Starch (Advantose® FS95)
6.4.3. Sucrose–Maltodextrin–Invert Sugar
6.5. Inorganic-Based
| Excipient | Co-Excipient(s) | Co-Excipient Optimal Percentage (%) | Functional Properties Alterations Related to Improvement of Direct Compression | Reference |
|---|---|---|---|---|
| Spray-dried excipients | ||||
| HPMCAS | N/A | 0 | Improved ability to form strong compacts upon loading due to lowered brittleness | [49,80] |
| Chitinosans | N/A | 0 | Improved flowability and compaction properties of mixtures with tetracycline as a model drug | [82] |
| Cellulose nanofibers | N/A | 0 | Improved flowability compared to Avicel® PH101 | [83] |
| Co-spray dried excipients | ||||
| α-lactose monohydrate | HPMC Crospovidone | 3.5–10.5 0–3.5 | Improved deformability and compactability attributed to the presence of HPMC and formation of amorphous lactose during co-spray drying; More rapid disintegration by adding crospovidone | [116] |
| Rice starch | MCC | 30 | Spherical agglomerates; Improved flowability and tablet strength in comparison with some commercial DC diluents | [117] |
| Microcrystalline cellulose | calcium carbonate | 40 | Improved flowability and compressibility; Reduced lubricant sensitivity | [118] |
| Mannitol | HPMC | 3.5–10.5 | Improved deformability and tabletability | [119] |
| Starch | HPMC | 3.5–10.5 | Improved deformability and tabletability | [119] |
| Calcium hydrogen phosphate dihydrate | HPMC | 3.5–10.5 | Improved deformability and tabletability | [119] |
| Sodium Cholate | HPMC | 10 | Improved compactability for formulations containing large amounts of absorption enhancers | [120] |
| Deoxycholic acid | HPMC | 10 | Improved compactability for formulations containing large amounts of absorption enhancers | [120] |
| Mannitol | PVP | 0–20 | Improved tabletability, compared to PM, attributed to formation of δ-mannitol at 20% PVP ratio | [46] |
| Sodium bicarbonate | PVP Silicone oil PEG 6000 Tween 80 | 4 0.5 3 0.25 | Good compression characteristics, candidate for manufacturing of effervescent tablets by direct compression. | [121] |
6.6. Investigational Products
7. Multifunctional Co-Spray Dried Excipients
7.1. Direct Compression and Sustained Release
7.1.1. Kollidon® SR
7.1.2. Investigational Products
7.2. Direct Compression and Oral Disintegration
7.2.1. F-MELT®
7.2.2. PEARLITOL® Flash
7.2.3. Investigational Work
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rojas, J.; Buckner, I.; Kumar, V. Co-proccessed excipients with enhanced direct compression functionality for improved tableting performance. Drug Dev. Ind. Pharm. 2012, 38, 1159–1170. [Google Scholar] [CrossRef]
- Baldinger, A.; Clerdent, L.; Rantanen, J.; Yang, M.; Grohganz, H. Quality by design approach in the optimization of the spray-drying process. Pharm. Dev. Technol. 2012, 17, 389–397. [Google Scholar] [CrossRef]
- Kumar, S.; Gokhale, R.; Burgess, D.J. Quality by Design approach to spray drying processing of crystalline nanosuspensions. Int. J. Pharm. 2014, 464, 234–242. [Google Scholar] [CrossRef]
- Fonteyne, M.; Vercruysse, J.; De Leersnyder, F.; Van Snick, B.; Vervaet, C.; Remon, J.P.; De Beer, T. Process Analytical Technology for continuous manufacturing of solid-dosage forms. TrAC Trends Anal. Chem. 2015, 67, 159–166. [Google Scholar] [CrossRef] [Green Version]
- Chan, L.W.; Tan, L.H.; Heng, P.W.S. Process analytical technology: Application to particle sizing in spray drying. AAPS PharmSciTech 2008, 9, 259–266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Broadhead, J.; Edmond Rouan, S.K.; Rhodes, C.T. The spray drying of pharmaceuticals. Drug Dev. Ind. Pharm. 1992, 18, 1169–1206. [Google Scholar] [CrossRef]
- Garg, N.; Dureja, H.; Kaushik, D. Co-Processed Excipients: A Patent Review. Recent Pat. Drug Deliv. Formul. 2013, 7, 73–83. [Google Scholar] [CrossRef]
- Takeuchi, H.; Yasuji, T.; Hino, T.; Yamamoto, H.; Kawashima, Y. Spray-dried composite particles of lactose and sodium alginate for direct tabletting and controlled releasing. Int. J. Pharm. 1998, 174, 91–100. [Google Scholar] [CrossRef]
- Sakhnini, N.; Al-Zoubi, N.; Al-Obaidi, G.H.; Ardakani, A. Sustained release matrix tablets prepared from cospray dried mixtures with starch hydrophobic esters. Pharmazie 2015, 70, 177–182. [Google Scholar] [CrossRef]
- Alhnan, M.A.; Kidia, E.; Basit, A.W. Spray-drying enteric polymers from aqueous solutions: A novel, economic, and environmentally friendly approach to produce pH-responsive microparticles. Eur. J. Pharm. Biopharm. 2011, 79, 432–439. [Google Scholar] [CrossRef]
- Partheniadis, I.; Zarafidou, E.; Litinas, K.E.; Nikolakakis, I. Enteric release essential oil prepared by co-spray drying methacrylate/polysaccharides—influence of starch type. Pharmaceutics 2020, 12, 571. [Google Scholar] [CrossRef] [PubMed]
- Bora, D.; Borude, P.; Bhise, K. Taste masking by spray-drying technique. AAPS PharmSciTech 2008, 9, 1159–1164. [Google Scholar] [CrossRef] [PubMed]
- Verma, U.; Mujumdar, A.; Naik, J. Preparation of Efavirenz resinate by spray drying using response surface methodology and its physicochemical characterization for taste masking. Dry. Technol. 2020, 38, 793–805. [Google Scholar] [CrossRef]
- Jivraj, M.; Martini, L.G.; Thomson, C.M. An overview of the different excipients useful for the direct compression of tablets. Pharm. Sci. Technol. Today 2000, 3, 58–63. [Google Scholar] [CrossRef]
- Gohel, M.C.; Jogani, P.D. A review of co-processed directly compressible excipients. J. Pharm. Pharm. Sci. 2005, 8, 79–93. [Google Scholar]
- Bolhuis, G.K.; Armstrong, N.A. Excipients for direct compaction—An update. Pharm. Dev. Technol. 2006, 11, 111–124. [Google Scholar] [CrossRef]
- Saha, S.; Shahiwala, A.F. Multifunctional coprocessed excipients for improved tabletting performance. Expert Opin. Drug Deliv. 2009, 6, 197–208. [Google Scholar] [CrossRef] [PubMed]
- Mirani, A.G.; Patankar, S.P.; Borole, V.S.; Pawar, A.S.; Kadam, V.J. Direct Compression High. Functionality Excipient Using Coprocessing Technique: A Brief Review. Curr. Drug Deliv. 2011, 8, 426–435. [Google Scholar] [CrossRef]
- Li, Z.; Lin, X.; Shen, L.; Hong, Y.L.; Feng, Y. Composite particles based on particle engineering for direct compaction. Int. J. Pharm. 2017, 519, 272–286. [Google Scholar] [CrossRef]
- Chattoraj, S.; Sun, C.C. Crystal and Particle Engineering Strategies for Improving Powder Compression and Flow Properties to Enable Continuous Tablet Manufacturing by Direct Compression. J. Pharm. Sci. 2018, 107, 968–974. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, L.J.; Lin, X.; Shen, L.; Feng, Y. Direct compaction: An update of materials, trouble-shooting and application. Int. J. Pharm. 2017, 529, 543–556. [Google Scholar] [CrossRef] [PubMed]
- Vehring, R. Pharmaceutical particle engineering via spray drying. Pharm. Res. 2008, 25, 999–1022. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cal, K.; Sollohub, K. Spray drying technique. I: Hardware and process parameters. J. Pharm. Sci. 2010, 99, 575–586. [Google Scholar] [CrossRef] [PubMed]
- Sollohub, K.; Cal, K. Spray drying technique: II. Current applications in pharmaceutical technology. J. Pharm. Sci. 2010, 99, 587–597. [Google Scholar] [CrossRef]
- Arpagaus, C.; Collenberg, A.; Rütti, D.; Assadpour, E.; Jafari, S.M. Nano spray drying for encapsulation of pharmaceuticals. Int. J. Pharm. 2018, 546, 194–214. [Google Scholar] [CrossRef]
- Ziaee, A.; Albadarin, A.B.; Padrela, L.; Femmer, T.; O’Reilly, E.; Walker, G. Spray drying of pharmaceuticals and biopharmaceuticals: Critical parameters and experimental process optimization approaches. Eur. J. Pharm. Sci. 2019, 127, 300–318. [Google Scholar] [CrossRef]
- Salama, A.H. Spray drying as an advantageous strategy for enhancing pharmaceuticals bioavailability. Drug Deliv. Transl. Res. 2020, 10, 1–12. [Google Scholar] [CrossRef]
- Masters, K. Spray Drying Handbook; George Godwin Ltd.: London, UK, 1985. [Google Scholar]
- Fu, N.; Xiao, J.; Woo, M.W.; Chen, X.D. Frontiers in Spray Drying; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Celik, M.; Wendell, S.C. Spray Drying and Pharmaceutical Applications. In Handbook of Pharmaceutical Granulation Technology, 3rd ed.; Informa Healthcare: New York, NY, USA, 2010. [Google Scholar]
- BUCHI Labortechnik AG. Spray Drying & Encapsulation Solutions-Particle Formation for Lab Scale; BUCHI Labortechnik AG: Flawil, Switzerland, 2015; pp. 1–24. [Google Scholar]
- Vicente, J.; Pinto, J.; Menezes, J.; Gaspar, F. Fundamental analysis of particle formation in spray drying. Powder Technol. 2013, 247, 1–7. [Google Scholar] [CrossRef]
- Boel, E.; Koekoekx, R.; Dedroog, S.; Babkin, I.; Vetrano, M.R.; Clasen, C.; Van den Mooter, G. Unraveling particle formation: From single droplet drying to spray drying and electrospraying. Pharmaceutics 2020, 12, 625. [Google Scholar] [CrossRef]
- Di Martino, P.; Scoppa, M.; Joiris, E.; Palmieri, G.F.; Andres, C.; Pourcelot, Y.; Martelli, S. The spray drying of acetazolamide as method to modify crystal properties and to improve compression behaviour. Int. J. Pharm. 2001, 213, 209–221. [Google Scholar] [CrossRef]
- Paluch, K.J.; Tajber, L.; Adamczyk, B.; Corrigan, O.I.; Healy, A.M. A novel approach to crystallisation of nanodispersible microparticles by spray drying for improved tabletability. Int. J. Pharm. 2012, 436, 873–876. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paluch, K.J.; Tajber, L.; Corrigan, O.I.; Healy, A.M. Impact of alternative solid state forms and specific surface area of high-dose, hydrophilic active pharmaceutical ingredients on tabletability. Mol. Pharm. 2013, 10, 3628–3639. [Google Scholar] [CrossRef] [Green Version]
- Gonnissen, Y.; Remon, J.P.; Vervaet, C. Development of directly compressible powders via co-spray drying. Eur. J. Pharm. Biopharm. 2007, 67, 220–226. [Google Scholar] [CrossRef] [PubMed]
- Gonnissen, Y.; Gonçalves, S.I.V.; Remon, J.P.; Vervaet, C. Mixture design applied to optimize a directly compressible powder produced via cospray drying. Drug Dev. Ind. Pharm. 2008, 34, 248–257. [Google Scholar] [CrossRef] [PubMed]
- Gonnissen, Y.; Gonçalves, S.I.V.; De Geest, B.G.; Remon, J.P.; Vervaet, C. Process design applied to optimise a directly compressible powder produced via a continuous manufacturing process. Eur. J. Pharm. Biopharm. 2008, 68, 760–770. [Google Scholar] [CrossRef] [PubMed]
- Gonnissen, Y.; Verhoeven, E.; Peeters, E.; Remon, J.P.; Vervaet, C. Coprocessing via spray drying as a formulation platform to improve the compactability of various drugs. Eur. J. Pharm. Biopharm. 2008, 69, 320–334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- McDonagh, A.F.; Duff, B.; Brennan, L.; Tajber, L. The impact of the degree of intimate mixing on the compaction properties of materials produced by crystallo-co-spray drying. Eur. J. Pharm. Sci. 2020, 154. [Google Scholar] [CrossRef]
- Joshi, A.B.; Patel, S.; Kaushal, A.M.; Bansal, A.K. Compaction studies of alternate solid forms of celecoxib. Adv. Powder Technol. 2010, 21, 452–460. [Google Scholar] [CrossRef]
- Al-Zoubi, N.; Odeh, F.; Partheniadis, I.; Gharaibeh, S.; Nikolakakis, I. Spray drying of naproxen and naproxen sodium for improved tableting and dissolution–physicochemical characterization and compression performance. Pharm. Dev. Technol. 2020, 26, 193–208. [Google Scholar] [CrossRef]
- Chinta, D.D.; Graves, R.A.; Pamujula, S.; Praetorius, N.; Bostanian, L.A.; Mandal, T.K. Spray-dried chitosan as a direct compression tableting excipient. Drug Dev. Ind. Pharm. 2009, 35, 43–48. [Google Scholar] [CrossRef]
- Rathod, P.; Mori, D.; Parmar, R.; Soniwala, M.; Chavda, J. Co-processing of cefuroxime axetil by spray drying technique for improving compressibility and flow property. Drug Dev. Ind. Pharm. 2019, 45, 767–774. [Google Scholar] [CrossRef] [PubMed]
- Vanhoorne, V.; Van Bockstal, P.J.; Van Snick, B.; Peeters, E.; Monteyne, T.; Gomes, P.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous manufacturing of delta mannitol by cospray drying with PVP. Int. J. Pharm. 2016, 501, 139–147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barot, B.; Parejiya, P.; Patel, T.; Parikh, R.; Gohel, M. Development of directly compressible metformin hydrochloride by the spray-drying technique. Acta Pharm. 2010, 60, 165–175. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Zoubi, N.; Odeh, F.; Nikolakakis, I. Co-spray drying of metformin hydrochloride with polymers to improve compaction behavior. Powder Technol. 2017, 307, 163–174. [Google Scholar] [CrossRef]
- Honick, M.; Das, S.; Hoag, S.W.; Muller, F.X.; Alayoubi, A.; Feng, X.; Zidan, A.; Ashraf, M.; Polli, J.E. The effects of spray drying, HPMCAS grade, and compression speed on the compaction properties of itraconazole-HPMCAS spray dried dispersions. Eur. J. Pharm. Sci. 2020, 155. [Google Scholar] [CrossRef]
- Lerk, C.F. Consolidation and compaction of lactose. Drug Dev. Ind. Pharm. 1993, 19, 2359–2398. [Google Scholar] [CrossRef]
- Rassu, G.; Eissens, A.C.; Bolhuis, G.K. Tableting properties of an improved spray-dried lactose. J. Drug Deliv. Sci. Technol. 2006, 16, 455–459. [Google Scholar] [CrossRef]
- Sebhatu, T.; Alderborn, G. Relationships between the effective interparticulate contact area and the tensile strength of tablets of amorphous and crystalline lactose of varying particle size. Eur. J. Pharm. Sci. 1999, 8, 235–242. [Google Scholar] [CrossRef]
- Ziffels, S.; Steckel, H. Influence of amorphous content on compaction behaviour of anhydrous α-lactose. Int. J. Pharm. 2010, 387, 71–78. [Google Scholar] [CrossRef]
- Bolhuis, G.K.; Reichman, G.; Lerk, C.F.; Van Kamp, H.V.; Zuurman, K. Evaluation of anhydrous αlactose, a new excipient in direct compression. Drug Dev. Ind. Pharm. 1985, 11, 1657–1681. [Google Scholar] [CrossRef]
- Vromans, H.; Bolhuis, G.K.; Lerk, C.F.; van de Biggelaar, H.; Bosch, H. Studies on tableting properties of lactose. VII. The effect of variations in primary particle size and percentage of amorphous lactose in spray dried lactose products. Int. J. Pharm. 1987, 35, 29–37. [Google Scholar] [CrossRef] [Green Version]
- FlowLac® 90. Product Detail—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/lactose/9-flowlac-90.html (accessed on 20 November 2020).
- Atassi, F.; Almaya, A.; Aburub, A. Effect of storage conditions on compaction behavior of two grades of spray-dried lactose. Pharm. Dev. Technol. 2008, 13, 277–282. [Google Scholar] [CrossRef] [PubMed]
- Ilić, I.; Kása, P.; Dreu, R.; Pintye-Hódi, K.; Srčič, S. The compressibility and compactibility of different types of lactose. Drug Dev. Ind. Pharm. 2009, 35, 1271–1280. [Google Scholar] [CrossRef] [PubMed]
- Kambli, N.D.; Mageshwaran, V.; Patil, P.G.; Saxena, S.; Deshmukh, R.R. Synthesis and characterization of microcrystalline cellulose powder from corn husk fibres using bio-chemical route. Cellulose 2017, 24, 5355–5369. [Google Scholar] [CrossRef]
- Trache, D.; Hussin, M.H.; Hui Chuin, C.T.; Sabar, S.; Fazita, M.R.R.N.; Taiwo, O.F.A.; Hassan, T.M.; Haafiz, M.K.K.M. Microcrystalline cellulose: Isolation, characterization and bio-composites application—A review. Int. J. Biol. Macromol. 2016, 93, 789–804. [Google Scholar] [CrossRef] [PubMed]
- Thoorens, G.; Krier, F.; Leclercq, B.; Carlin, B.; Evrard, B. Microcrystalline cellulose, a direct compression binder in a quality by design environment—A review. Int. J. Pharm. 2014, 473, 64–72. [Google Scholar] [CrossRef] [Green Version]
- Chaerunisaa, A.Y.; Sriwidodo, S.; Abdassah, M. Microcrystalline Cellulose as Pharmaceutical Excipient. In Pharmaceutical Formulation Design—Recent Practices; IntechOpen: London, UK, 2019. [Google Scholar]
- Bolhuis, G.K.; Eissens, A.C.; Zoestbergen, E. DC Calcium lactate, a new filler-binder for direct compaction of tablets. Int. J. Pharm. 2001, 221, 77–86. [Google Scholar] [CrossRef]
- Hentzschel, C.M.; Sakmann, A.; Leopold, C.S. Comparison of traditional and novel tableting excipients: Physical and compaction properties. Pharm. Dev. Technol. 2012, 17, 649–653. [Google Scholar] [CrossRef]
- Schlack, H.; Bauer-Brandl, A.; Schubert, R.; Becker, D. Properties of fujicalin®, a new modified anhydrous dibasic calcium phosphate for direct compression: Comparison with dicalcium phosphate dihydrate. Drug Dev. Ind. Pharm. 2001, 27, 789–801. [Google Scholar] [CrossRef]
- Otsuka, M.; Yamane, I.; Matsuda, Y. Effects of lubricant mixing on compression properties of various kinds of direct compression excipients and physical properties of the tablets. Adv. Powder Technol. 2004, 15, 477–493. [Google Scholar] [CrossRef]
- Zakowiecki, D.; Lachmann, M.; Hess, T. Beyond just a filler—Application of calcium phosphates in direct compression formulations—BPD. Express Pharma 2017, 13, 90–92. [Google Scholar]
- Ohrem, H.L.; Schornick, E.; Kalivoda, A.; Ognibene, R. Why is mannitol becoming more and more popular as a pharmaceutical excipient in solid dosage forms? Pharm. Dev. Technol. 2014, 19, 257–262. [Google Scholar] [CrossRef] [PubMed]
- Sheskey, P.; Cook, W.; Cable, C. (Eds.) Handbook of Pharmaceutical Excipients, 8th ed.; Pharmceutical Press: Washington, DC, USA, 2017. [Google Scholar]
- Kosugi, A.; Leong, K.H.; Tsuji, H.; Hayashi, Y.; Kumada, S.; Okada, K.; Onuki, Y. Characterization of Powder- and Tablet Properties of Different Direct Compaction Grades of Mannitol Using a Kohonen Self-organizing Map and a Lasso Regression Model. J. Pharm. Sci. 2020, 109, 2585–2593. [Google Scholar] [CrossRef] [PubMed]
- Hulse, W.L.; Forbes, R.T.; Bonner, M.C.; Getrost, M. The characterization and comparison of spray-dried mannitol samples characterization of spray-dried mannitol. Drug Dev. Ind. Pharm. 2009, 35, 712–718. [Google Scholar] [CrossRef] [PubMed]
- Kosugi, A.; Leong, K.H.; Urata, E.; Hayashi, Y.; Kumada, S.; Okada, K.; Onuki, Y. Effect of different direct compaction grades of mannitol on the storage stability of tablet properties investigated using a kohonen self-organizing map and elastic net regression model. Pharmaceutics 2020, 12, 886. [Google Scholar] [CrossRef]
- Filler and Filler-Binder Solutions. Available online: https://www.roquette.com/-/media/roquette-sharepoint-libraries/marcomonline---pharma/roquette-pharma-oral-dosage-brochure-filler-and-filler-binder-solutions.pdf (accessed on 28 December 2020).
- Nikolakakis, I.; Newton, J.M.; Malamataris, S. Solid state “adsorption” of fine antibiotic powders onto sorbitol: Effects of particle size, state of sorbed water and surface free energy characteristics. Eur. J. Pharm. Sci. 2002, 17, 229–238. [Google Scholar] [CrossRef]
- Mužíková, J.; Balhárková, J. A study of the properties of tablets made of directly compressible maltose. Ces. Slov. Farm. 2008, 57, 21–27. [Google Scholar]
- Compressuc. Available online: https://www.signetexcipients.com/product.aspx?prdid=1035 (accessed on 11 December 2020).
- Mitrevej, A.; Sinchaipanid, N.; Faroongsarng, D. Spray-dried rice starch: Comparative evaluation of direct compression fillers. Drug Dev. Ind. Pharm. 1996, 22, 587–594. [Google Scholar] [CrossRef]
- Hsu, S.H.; Tsai, T.R.; Chuo, W.H.; Cham, T.M. Evaluation of Era-Tab as a direct compression excipient. Drug Dev. Ind. Pharm. 1997, 23, 711–716. [Google Scholar] [CrossRef]
- Bos, C.E.; Bolhuis, G.K.; Lerk, C.F.; Duineveld, C.A.A. Evaluation of modified rice starch, a new excipient for direct compression. Drug Dev. Ind. Pharm. 1992, 18, 93–106. [Google Scholar] [CrossRef]
- Iyer, R.; Hegde, S.; Zhang, Y.E.; Dinunzio, J.; Singhal, D.; Malick, A.; Amidon, G. The impact of hot melt extrusion and spray drying on mechanical properties and tableting indices of materials used in pharmaceutical development. J. Pharm. Sci. 2013, 102, 3604–3613. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rege, P.R.; Garmise, R.J.; Block, L.H. Spray-dried chitinosans: Part I: Preparation and characterization. Int. J. Pharm. 2003, 252, 41–51. [Google Scholar] [CrossRef]
- Rege, P.R.; Garmise, R.J.; Block, L.H. Spray-dried chitinosans: Part II: In vitro drug release from tablets made from spray-dried chitinosans. Int. J. Pharm. 2003, 252, 53–59. [Google Scholar] [CrossRef]
- Kolakovic, R.; Peltonen, L.; Laaksonen, T.; Putkisto, K.; Laukkanen, A.; Hirvonen, J. Spray-dried cellulose nanofibers as novel tablet excipient. AAPS PharmSciTech 2011, 12, 1366–1373. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cellactose® 80. Product Detail—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/lactose/12-cellactose-80.html (accessed on 20 November 2020).
- Casalderrey, M.; Souto, C.; Concheiro, A.; Gómez-Amoza, J.; Martínez-Pacheco, R. A comparison of cellactose with two ad hoc processed lactose-cellulose blends as direct compression excipients. Chem. Pharm. Bull. 2000, 48, 458–463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arida, A.I.; Al-Tabakha, M.M. Cellactose® a co-processed excipient: A comparison study. Pharm. Dev. Technol. 2008, 13, 165–175. [Google Scholar] [CrossRef]
- MicroceLac® 100. Product Detail—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/lactose/13-microcelac-100.html (accessed on 20 November 2020).
- Haware, R.V.; Kancharla, J.P.; Udupa, A.K.; Staton, S.; Gupta, M.R.; Al-Achi, A.; Stagner, W.C. Physico-Mechanical Properties of Coprocessed Excipient MicroceLac® 100 by DM3 Approach. Pharm. Res. 2015, 32, 3618–3635. [Google Scholar] [CrossRef]
- Akin-Ajani, O.D.; Odeku, O.A.; Olumakinde-Oni, O. Evaluation of the mechanical and release properties of lactose and microcrystalline cellulose and their binary mixtures as directly compressible excipients in paracetamol tablets. J. Excipients Food Chem. 2020, 11, 42–52. [Google Scholar]
- Klevan, I.; Nordström, J.; Tho, I.; Alderborn, G. A statistical approach to evaluate the potential use of compression parameters for classification of pharmaceutical powder materials. Eur. J. Pharm. Biopharm. 2010, 75, 425–435. [Google Scholar] [CrossRef]
- StarLac®. Product Detail—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/lactose/14-starlac.html (accessed on 20 November 2020).
- Özalp, Y.; Onayo, M.M.; Jiwa, N. Evaluation of lactose-based direct tableting agents’ compressibility behavior using a compaction simulator. Turkish J. Pharm. Sci. 2020, 17, 367–371. [Google Scholar] [CrossRef]
- Hauschild, K.; Picker-Freyer, K.M. Evaluation of a new coprocessed compound based on lactose and maize starch for tablet formulation. AAPS J. 2004, 6, 27–38. [Google Scholar] [CrossRef] [PubMed]
- CombiLac®. Product Detail—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/lactose/25-combilac.html (accessed on 20 November 2020).
- Mužíková, J.; Srbová, A.; Svačinová, P. A study of a novel coprocessed dry binder composed of α-lactose monohydrate, microcrystalline cellulose and corn starch. Pharm. Dev. Technol. 2017, 22, 964–971. [Google Scholar] [CrossRef] [PubMed]
- Bowles, B.J.; Dziemidowicz, K.; Lopez, F.L.; Orlu, M.; Tuleu, C.; Edwards, A.J.; Ernest, T.B. Co-Processed Excipients for Dispersible Tablets–Part 1: Manufacturability. AAPS PharmSciTech 2018, 19, 2598–2609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Products—Meggle Pharma—Excipients & Technology. Available online: https://www.meggle-pharma.com/en/productConfigurator.html (accessed on 25 January 2021).
- Co-Processed Avicel®. Available online: https://www.pharma.dupont.com/pharmaceutical-brands/avicelr-for-suspensions.html (accessed on 20 November 2020).
- Vodáčková, P.; Vraníková, B.; Svačinová, P.; Franc, A.; Elbl, J.; Muselík, J.; Kubalák, R.; Solný, T. Evaluation and Comparison of Three Types of Spray Dried Coprocessed Excipient Avicel® for Direct Compression. Biomed. Res. Int. 2018, 2018. [Google Scholar] [CrossRef] [PubMed]
- Jacob, S.; Shirwaikar, A.; Joseph, A.; Srinivasan, K. Novel co-processed excipients of mannitol and microcrystalline cellulose for preparing fast dissolving tablets of glipizide. Indian J. Pharm. Sci. 2007, 69, 633–639. [Google Scholar] [CrossRef]
- PROSOLV®. SMCC | Silicified Microcrystalline Cellulose—JRS Pharma. Available online: https://www.jrspharma.com/pharma_en/products-services/excipients/hfe/prosolv-smcc.php (accessed on 20 November 2020).
- Luukkonen, P.; Schæfer, T.; Hellén, L.; Juppo, A.M.; Yliruusi, J. Rheological characterization of microcrystalline cellulose and silicified microcrystalline cellulose wet masses using a mixer torque rheometer. Int. J. Pharm. 1999, 188, 181–192. [Google Scholar] [CrossRef]
- Aljaberi, A.; Chatterji, A.; Shah, N.H.; Sandhu, H.K. Functional performance of silicified microcrystalline cellulose versus microcrystalline cellulose: A case study SMCC versus MCC. Drug Dev. Ind. Pharm. 2009, 35, 1066–1071. [Google Scholar] [CrossRef]
- Mužíková, J.; Nováková, P. A study of the properties of compacts from silicified microcrystalline celluloses. Drug Dev. Ind. Pharm. 2007, 33, 775–781. [Google Scholar] [CrossRef]
- Van Veen, B.; Bolhuis, G.K.; Wu, Y.S.; Zuurman, K.; Frijlink, H.W. Compaction mechanism and tablet strength of unlubricated and lubricated (silicified) microcrystalline cellulose. Eur. J. Pharm. Biopharm. 2005, 59, 133–138. [Google Scholar] [CrossRef]
- Kachrimanis, K.; Nikolakakis, I.; Malamataris, S. Tensile strength and disintegration of tableted silicified microcrystalline cellulose: Influences of interparticle bonding. J. Pharm. Sci. 2003, 92, 1489–1501. [Google Scholar] [CrossRef]
- PROSOLV®. EASYtab SP | Excipient Composite—RS Pharma. Available online: https://www.jrspharma.com/pharma_en/products-services/excipients/hfe/prosolv-easytab-sp.php (accessed on 24 November 2020).
- Al-Zoubi, N.; Al-Rusasi, A.; Sallam, A.S. Ethanol effect on acid resistance of selected enteric polymers. Pharm. Dev. Technol. 2019, 24, 24–34. [Google Scholar] [CrossRef] [PubMed]
- Al-Zoubi, N.; Odah, F.; Obeidat, W.; Al-Jaberi, A.; Partheniadis, I.; Nikolakakis, I. Evaluation of Spironolactone Solid Dispersions Prepared by Co-Spray Drying with Soluplus ® and Polyvinylpyrrolidone and Influence of Tableting on Drug Release. J. Pharm. Sci. 2018, 107, 2385–2398. [Google Scholar] [CrossRef] [PubMed]
- Aljaberi, A.; Ardakani, A.; Khdair, A.; Abdel-Rahim, S.A.; Meqdadi, E.; Ayyash, M.; Alobaidi, G.M.; Al-Zoubi, N. Tableting functionality evaluation of Prosolv Easytab in comparison to physical mixtures of its individual components. J. Drug Deliv. Sci. Technol. 2013, 23, 499–504. [Google Scholar] [CrossRef]
- Mužíková, J.; Eimerová, I. A study of the compaction process and the properties of tablets made of a new co-processed starch excipient. Drug Dev. Ind. Pharm. 2011, 37, 576–582. [Google Scholar] [CrossRef]
- EMDEX®. Brochure- JRS Pharma. Available online: https://www.jrspharma.com/pharma_en/technical-info/brochures/brochures/emdex.php (accessed on 20 November 2020).
- Advantose® FS95. Available online: https://www.spipharma.com/media/3295/advantose-fs95-sell-sheet-d5-final.pdf (accessed on 29 December 2020).
- CS90—SPI Pharma. Available online: https://www.spipharma.com/en/products/mineral-supplement-ingredients/cs90-dc-calcium-carbonate-with-starch/ (accessed on 29 December 2020).
- MS90—SPI Pharma. Available online: https://www.spipharma.com/en/products/mineral-supplement-ingredients/ms90-dc-magnesium-hydroxide-with-starch/ (accessed on 29 December 2020).
- Wang, S.; Li, J.; Lin, X.; Feng, Y.; Kou, X.; Babu, S.; Panicucci, R. Novel coprocessed excipients composed of lactose, HPMC, and PVPP for tableting and its application. Int. J. Pharm. 2015, 486, 370–379. [Google Scholar] [CrossRef]
- Limwong, V.; Sutanthavidul, N.; Kulvanich, P. Spherical composite particles of rice starch and microcrystalline cellulose: A new coprocessed excipient for direct compression. AAPS PharmSciTech 2004, 5, 30. [Google Scholar] [CrossRef] [Green Version]
- Mehra, D.K.; West, K.P.; Wiggins, J.D. Coprocessed Microcrystalline Cellulose and Calcium Carbonate Composition and Its Preparation. U.S. Patent No. 4,744,987, 17 May 1988. [Google Scholar]
- Li, J.Z.; Zhao, L.J.; Lin, X.; Shen, L.; Feng, Y. Co-spray Drying with HPMC as a Platform to Improve Direct Compaction Properties of Various Tablet Fillers. AAPS PharmSciTech 2017, 18. [Google Scholar] [CrossRef]
- Fan, W.; Wang, A.; Wu, Y.; Water, J.J.; Buckley, S.T.; Hovgaard, L.; Yang, M.; Gan, Y. Overcoming Poor Tabletability of Bulky Absorption Enhancers by Spray Drying Technology. J. Pharm. Sci. 2019, 108, 2128–2135. [Google Scholar] [CrossRef]
- Saleh, S.I.; Boymond, C.; Stamm, A. Preparation of direct compressible effervescent components: Spray-dried sodium bicarbonate. Int. J. Pharm. 1988, 45, 19–26. [Google Scholar] [CrossRef]
- Roberts, M.; Ehtezazi, T.; Compernolle, A.; Amin, K. The effect of spray drying on the compaction properties of hypromellose acetate succinate. Drug Dev. Ind. Pharm. 2011, 37, 268–273. [Google Scholar] [CrossRef]
- Berggren, J.; Frenning, G.; Alderborn, G. Compression behaviour and tablet-forming ability of spray-dried amorphous composite particles. Eur. J. Pharm. Sci. 2004, 22, 191–200. [Google Scholar] [CrossRef] [PubMed]
- Fichtner, F.; Mahlin, D.; Welch, K.; Gaisford, S.; Alderborn, G. Effect of surface energy on powder compactibility. Pharm. Res. 2008, 25, 2750–2759. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Solomon, S.; Ziaee, A.; Giraudeau, L.; O’Reilly, E.; Walker, G.; Albadarin, A.B. Particle engineering of excipients: A mechanistic investigation into the compaction properties of lignin and [co]-spray dried lignin. Int. J. Pharm. 2019, 563, 237–248. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bühler, V. Kollidon_Polyvinylpyrrolidone Excipients for the Pharmaceutical Industry; BASF-The Chemical Company: Ludwigshafen, Germany, 2008. [Google Scholar]
- Partheniadis, I.; Karantzalis, A.E.; Shah, R.R.; Al-Zoubi, N.; Nikolakakis, I. Influence of compression at elevated temperature on the compactibility of thermo-mechanically processed polymers. Chem. Eng. Res. Des. 2020, 156, 64–75. [Google Scholar] [CrossRef]
- Al-Zoubi, N.; Al-obaidi, G.; Tashtoush, B.; Malamataris, S. Sustained release of diltiazem HCl tableted after co-spray drying and physical mixing with PVAc and PVP. Drug Dev. Ind. Pharm. 2016, 42, 270–279. [Google Scholar] [CrossRef]
- Sakr, W.; Alanazi, F.; Sakr, A. Effect of Kollidon® SR on the release of Albuterol Sulphate from matrix tablets. Saudi Pharm. J. 2011, 19, 19–27. [Google Scholar] [CrossRef] [Green Version]
- Shao, Z.J.; Farooqi, M.I.; Diaz, S.; Krishna, A.K.; Muhammad, N.A. Effects of formulation variables and post-compression curing on drug release from a new sustained-release matrix material: Polyvinylacetate-povidone. Pharm. Dev. Technol. 2001, 6, 247–254. [Google Scholar] [CrossRef]
- Kranz, H.; Wagner, T. Effects of formulation and process variables on the release of a weakly basic drug from single unit extended release formulations. Eur. J. Pharm. Biopharm. 2006, 62, 70–76. [Google Scholar] [CrossRef]
- Kranz, H.; Guthmann, C.; Wagner, T.; Lipp, R.; Reinhard, J. Development of a single unit extended release formulation for ZK 811 752, a weakly basic drug. Eur. J. Pharm. Sci. 2005, 26, 47–53. [Google Scholar] [CrossRef]
- Siepmann, F.; Eckart, K.; Maschke, A.; Kolter, K.; Siepmann, J. Modeling drug release from PVAc/PVP matrix tablets. J. Control. Release 2010, 141, 216–222. [Google Scholar] [CrossRef]
- Hauschild, K.; Picker-Freyer, K.M. Evaluation of tableting and tablet properties of Kollidon SR: The influence of moisture and mixtures with theophylline monohydrate. Pharm. Dev. Technol. 2006, 11, 125–140. [Google Scholar] [CrossRef] [PubMed]
- Takeuchi, H.; Yasuji, T.; Hino, T.; Yamamoto, H.; Kawashima, Y. Compaction properties of composite particles consisting of lactose with sodium alginate prepared by spray-drying. Pharm. Res. 1999, 16, 1193–1198. [Google Scholar] [CrossRef] [PubMed]
- Robertson, M.I. Regulatory issues with excipients. Int. J. Pharm. 1999, 187, 273–276. [Google Scholar] [CrossRef]
- Krupa, A.; Jachowicz, R.; Pędzich, Z.; Wodnicka, K. The influence of the API properties on the ODTs manufacturing from co-processed excipient systems. AAPS PharmSciTech 2012, 13, 1120–1129. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- PEARLITOL. Flash Co-processed Mannitol Starch. Available online: https://www.roquette.com/innovation-hub/product-profile-pages/pearlitol-flash-co-processed-mannitol-starch (accessed on 20 November 2020).
- Tanimura, S.; Tahara, K.; Takeuchi, H. Spray-dried composite particles of erythritol and porous silica for orally disintegrating tablets prepared by direct tableting. Powder Technol. 2015, 286, 444–450. [Google Scholar] [CrossRef]
- Mishra, D.N.; Bindal, M.; Singh, S.K.; Vijaya Kumar, S.G. Spray dried excipient base: A novel technique for the formulation of orally disintegrating tablets. Chem. Pharm. Bull. 2006, 54, 99–102. [Google Scholar] [CrossRef] [Green Version]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Zoubi, N.; Gharaibeh, S.; Aljaberi, A.; Nikolakakis, I. Spray Drying for Direct Compression of Pharmaceuticals. Processes 2021, 9, 267. https://doi.org/10.3390/pr9020267
Al-Zoubi N, Gharaibeh S, Aljaberi A, Nikolakakis I. Spray Drying for Direct Compression of Pharmaceuticals. Processes. 2021; 9(2):267. https://doi.org/10.3390/pr9020267
Chicago/Turabian StyleAl-Zoubi, Nizar, Shadi Gharaibeh, Ahmad Aljaberi, and Ioannis Nikolakakis. 2021. "Spray Drying for Direct Compression of Pharmaceuticals" Processes 9, no. 2: 267. https://doi.org/10.3390/pr9020267
APA StyleAl-Zoubi, N., Gharaibeh, S., Aljaberi, A., & Nikolakakis, I. (2021). Spray Drying for Direct Compression of Pharmaceuticals. Processes, 9(2), 267. https://doi.org/10.3390/pr9020267