1. Introduction
Copper oxide is an important mineral resource, and studying the recovery of low grade copper oxide is of great importance for solving the problems of the shortage of copper resources and promoting its efficient utilization [
1,
2,
3]. The recycling methods of copper oxide mainly include flotation, leaching, and dressing-metallurgy. Flotation is the most widely used copper recycling method [
4,
5,
6]. Because of the hydrophilic nature of copper oxide minerals, vulcanizing agents are generally added to make the surface of sulfide minerals hydrophobic for flotation. However, most copper oxide ores are associated with copper sulfide minerals. The vulcanizing agent reacts on the interface of copper oxide and exhibits different degrees of inhibition on copper sulfide minerals [
7,
8]. Therefore, the development of effective activators is needed to solve these problems. On one hand, the sulfide concentration in the interface of copper oxide minerals should be increased, but on the other hand, the inhibition of the vulcanizing agent on copper sulfide minerals should be reduced [
9].
Recently, some studies have been conducted on the activators used in the recycling of copper oxide minerals [
10]. These studies have revealed problems, such as an unsatisfactory activation effect and high consumption of the activator. Some studies have shown that the combination of amine and an ammonium salt activator exhibits a satisfactory effect on the flotation of sulfide in copper oxide minerals [
11,
12,
13]. One of the works studied copper oxide minerals from Yunnan, China, using the sulfuration flotation method. The activation effect of amine and ammonium on copper floatation indices was examined. Meanwhile, on the basis of the experimental study, an optimization model to reasonably predict the recovery of floatation concentrate was established to improve the flotation effect of copper oxide minerals and provide references for production and further research.
The optimization models of flotation have mainly included traditional models, such as the orthogonal design, response surfaces method, and factor design. Furthermore, a neural network model has been developed in recent years [
14,
15]. Results from some previous studies have shown that the prediction and optimization of experimental data using the neural network model was better than those of the response surface method [
16,
17]. In particular, the combined model tended to have more advantages than the individual neural network model. In a combined model, the neural network is combined with one of the other models, namely the genetic algorithm, particle swarm algorithm, simulated annealing algorithm, and support vector machine. In particular, the combined model of the genetic algorithm (GA) and back propagation (BP) neural network has most commonly been used in recent years [
18,
19,
20].
The BP neural network is a kind of multilayer feed-forward neural network, whose transfer function of the neurons is an
S type function, and the output is a continuous quantity between 0–1. The model can produce arbitrary nonlinear predictions from input to output [
21,
22]. The BP neural network algorithm has become one of the most important models of the neural network and has been widely used in chemical, safety, and electrical industries. The genetic algorithm is a random search method that simulates natural selection and the genetic mechanism of Darwinian evolution in biological evolution processes, and using this method helps in searching for the optimal solution. As a discontinuous or differentiable global optimization algorithm to solve the objective function, the BP neural network lacked the ability to optimize and made up for the deficiency of the neural network because it has the advantages of a good global searching ability, potential parallelism, ability to compare multiple individuals at the same time, and a simple process. The combined model of the genetic algorithm and BP neural network has been widely used in experimental design and optimization. Furthermore, the application of the combined model has also been reported in flotation experiments. Using the neural network and genetic algorithm, Allahkarami [
23] established a mathematical model to improve the copper recovery and grade in the process of industrial flotation. The feed-forward neural networks of 10-10-10-4 with two hidden layers were selected, and studied under various conditions of pH, dosage of reagents, granularity content of below 75 µm, and feeding granularity. The initial weights of the neural network were optimized using the genetic algorithm. The results showed that the model based on the genetic algorithm and neural network was better than that based on the individual neural network. In addition, Dong [
24] used the genetic algorithm and neural network to establish a parameter prediction model for gold mine mill-grinding and the flotation process. Furthermore, Tang [
25] established a slurry pH prediction model based on the mixed adaptive genetic neural network of bubble visual information. Copper oxide flotation indices have mainly included recovery and grade. The test was conducted mainly to improve the recovery of flotation concentrate. A prediction optimization model of copper oxide flotation concentrate, which was based on the genetic algorithm and back propagation neural network (GA–BPNN), was established considering the single factor experimental data. In addition, a regression analysis model was established for comparing the results.
3. Results and Discussion
Considering the low grade oxidized copper ore in Yunnan province (China), first, a single factor experiment was carried out to examine the changes in various factors that affect the flotation indices, and the amine activation effect of the ammonium salt was demonstrated.
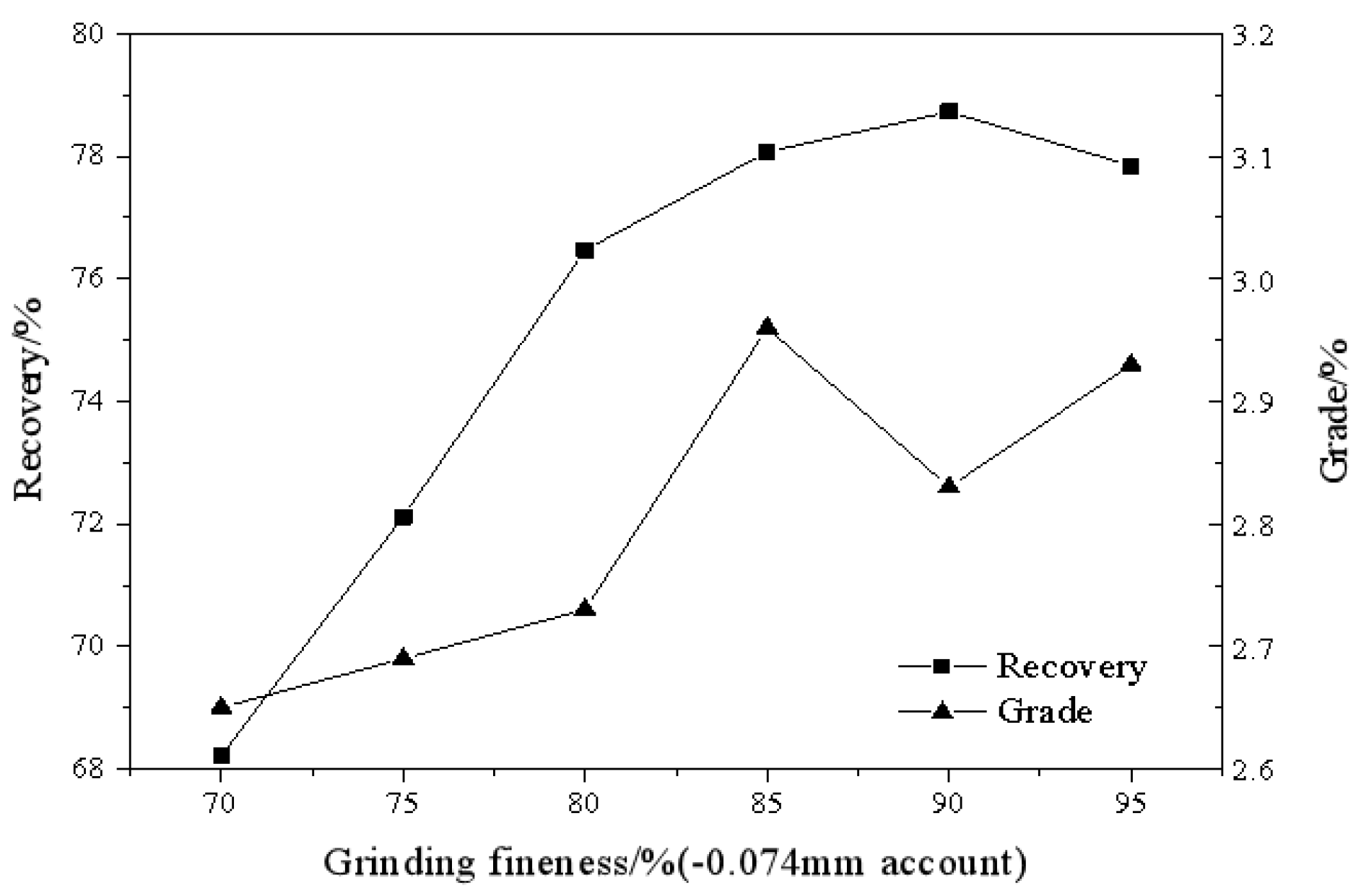
3.1. Grinding Fineness
First, under different grinding conditions, the minerals were examined for changes in flotation concentrate and recovery of copper grade. The ground particles finer than 0.074 mm accounted for 70%, 75%, 80%, 85%, 90%, and 95% of the total ground sample respectively. Under the conditions of a fixed collecting agent dosage of 600 g/t, vulcanizing agent dosage of 1000 g/t, and foaming agent dosage of 100 g/t, the experiments were carried out. The obtained results are shown in
Figure 3.
It can be seen from
Figure 3 that the content particles that are of −0.074 mm accounted for 90%, and 78.73% of the highest flotation recovery were obtained. When the grinding fineness was lower than 90%, the flotation index was not ideal, which was because of the insufficient dissociation of copper mineral, which could not be sufficiently increased. When the grinding fineness was higher than 90%, the flotation index decreased, which can be attributed to granular slime. Meanwhile, the sulfide ores containing copper was inhibited due to the addition of vulcanizing agent. The flotation concentrate copper grade first increased and then exhibited a decreasing trend, whereas it had the highest value for the grinding fineness of 85%. Therefore, the optimum grinding fineness for −0.074 mm was the one that accounted for 90%.
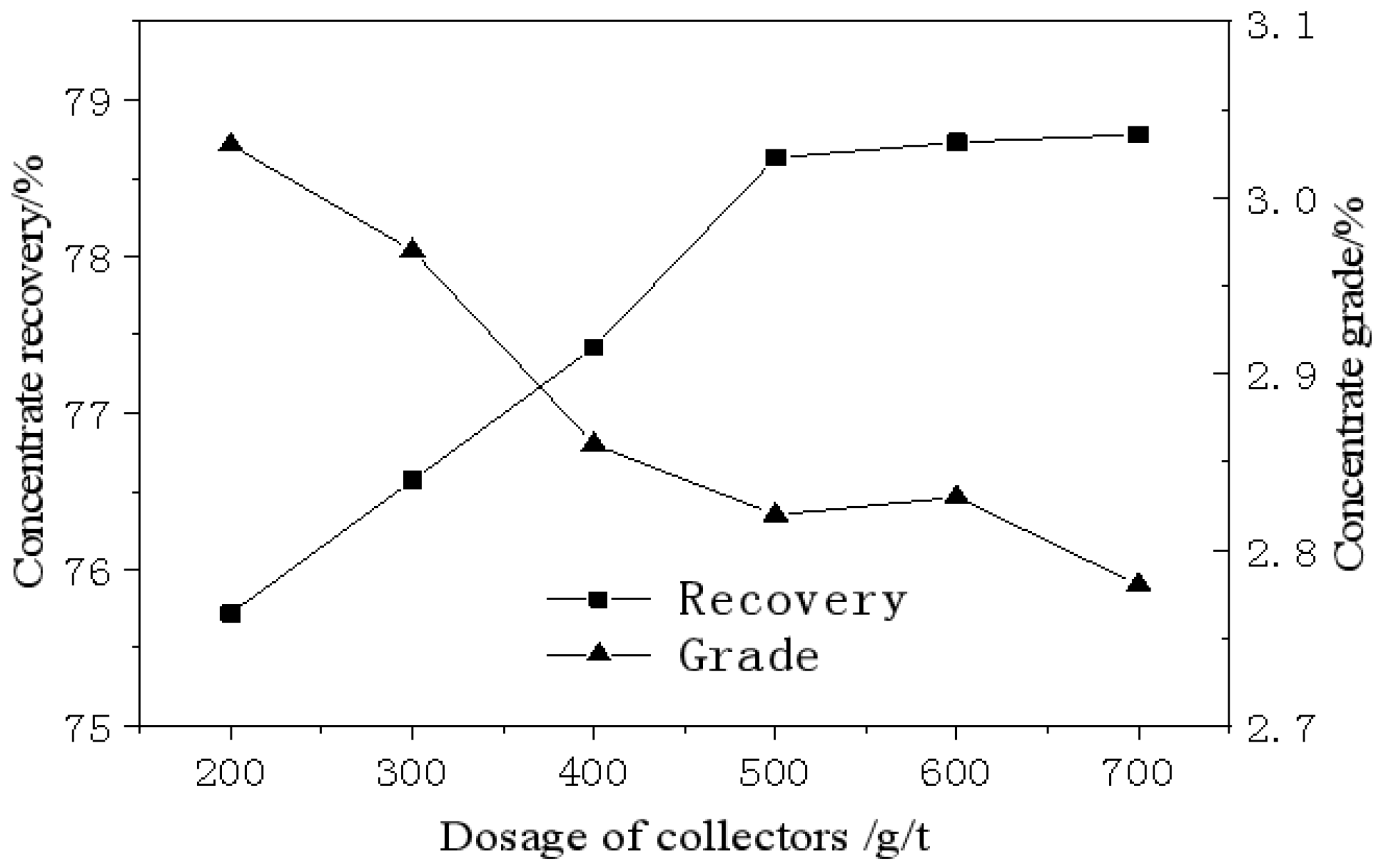
3.2. Dosage of the Collecting Agent
The dosages of collecting agent tested were 200 g/t, 300 g/t, 400 g/t, 500 g/t, 600 g/t, and 700 g/t, and the grinding fineness was fixed at −0.074 mm accounting for 90% of the total ground sample. In addition, the vulcanizing agent dosage was set to be 1000 g/t, and the inhibitor agent dosage was 300 g/t. The foaming agent dosage was kept the same and had a value of 100 g/t. The single factor experiment for the collecting agent dosage was carried out, and the results are shown in
Figure 4.
It can be seen from
Figure 4 that the recovery rate of the oxide copper flotation increased with an increase in isoamyl xanthate dosage, which was 500 g/t later, and became unaffected with changes in isoamyl xanthate dosage. The grade of flotation concentrate was gradually reduced with the increase in isoamyl xanthate dosage. Therefore, in the following single factor experiments, the dosage of isoamyl xanthate was kept to be 500 g/t.
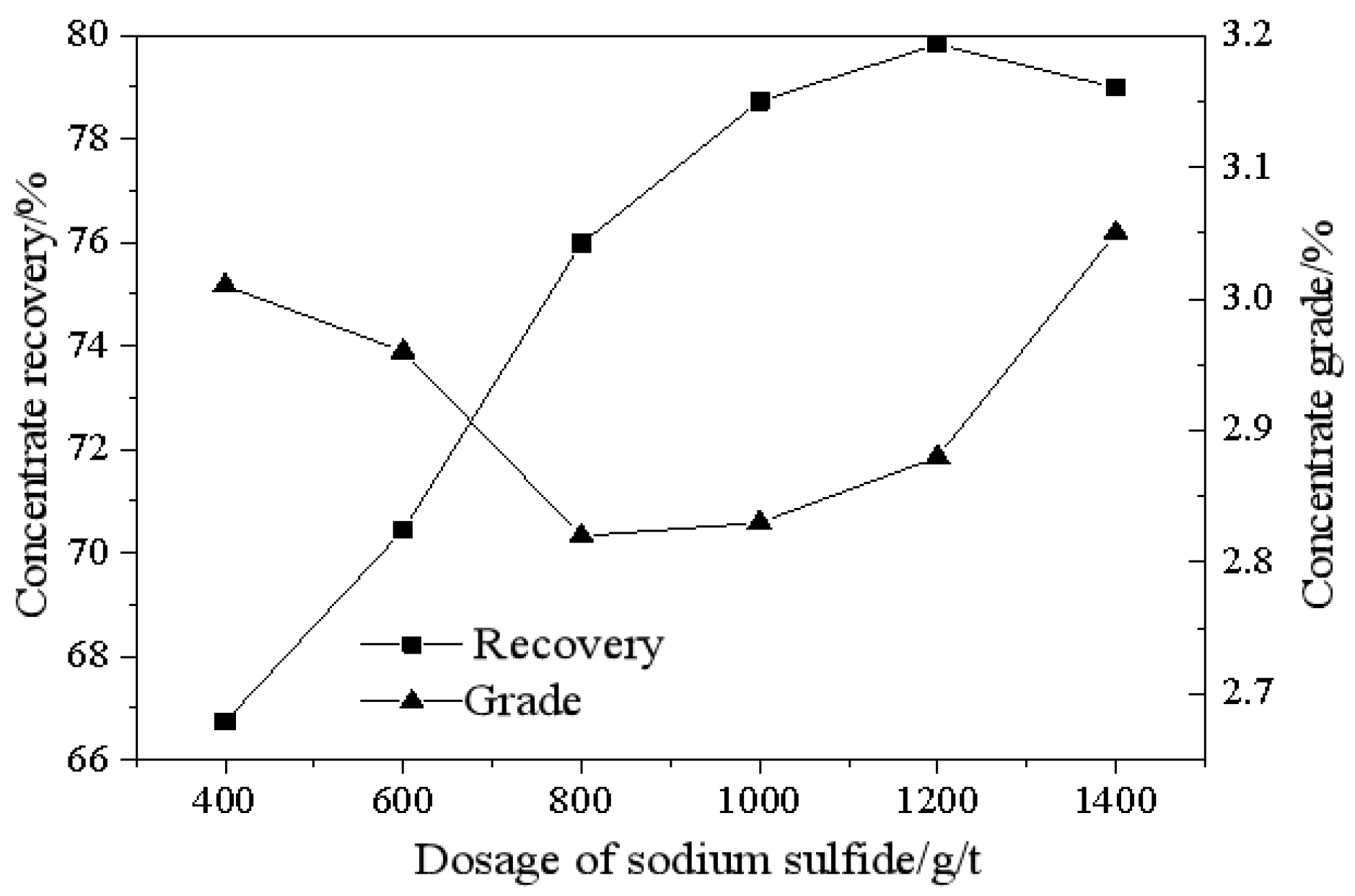
3.3. Dosage of Vulcanizing Agent
The dosage of vulcanizing agent is also an important factor for the flotation study of copper oxide ore. The experiments were conducted for sodium sulfide dosages of 400, 600, 800, 1000, 1200, and 1400 g/t. Furthermore, the collecting agent dosage was 500 g/t, and the foaming agent’s dosage was 100 g/t. Additionally, the grinding fineness was −0.074 mm accounting for 90%. The experimental results are as shown in
Figure 5.
It can be seen from
Figure 5 that when the sodium sulfide dosage was 1200 g/t, the recovery rate was the highest and reached a value of 79.83%%, which corresponded to a grade of 2.88%. Furthermore, the copper grade increased with an increase in dosage of sodium sulfide. Additionally, when the sodium sulfide dosage was 1200 g/t, the recovery rate was the highest. Therefore, in the following single factor experiments, the sodium sulfide dosage was set to be 1200 g/t.
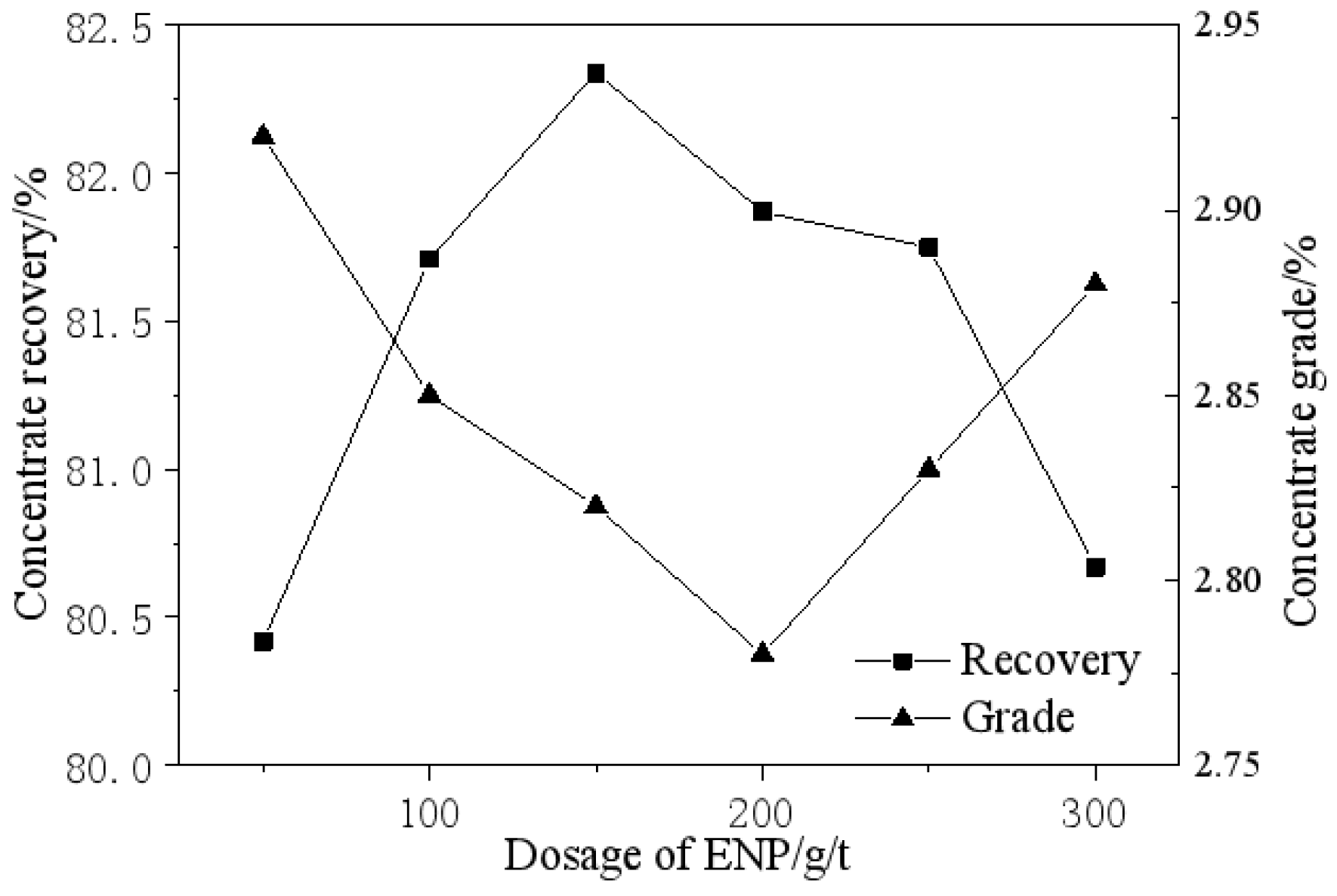
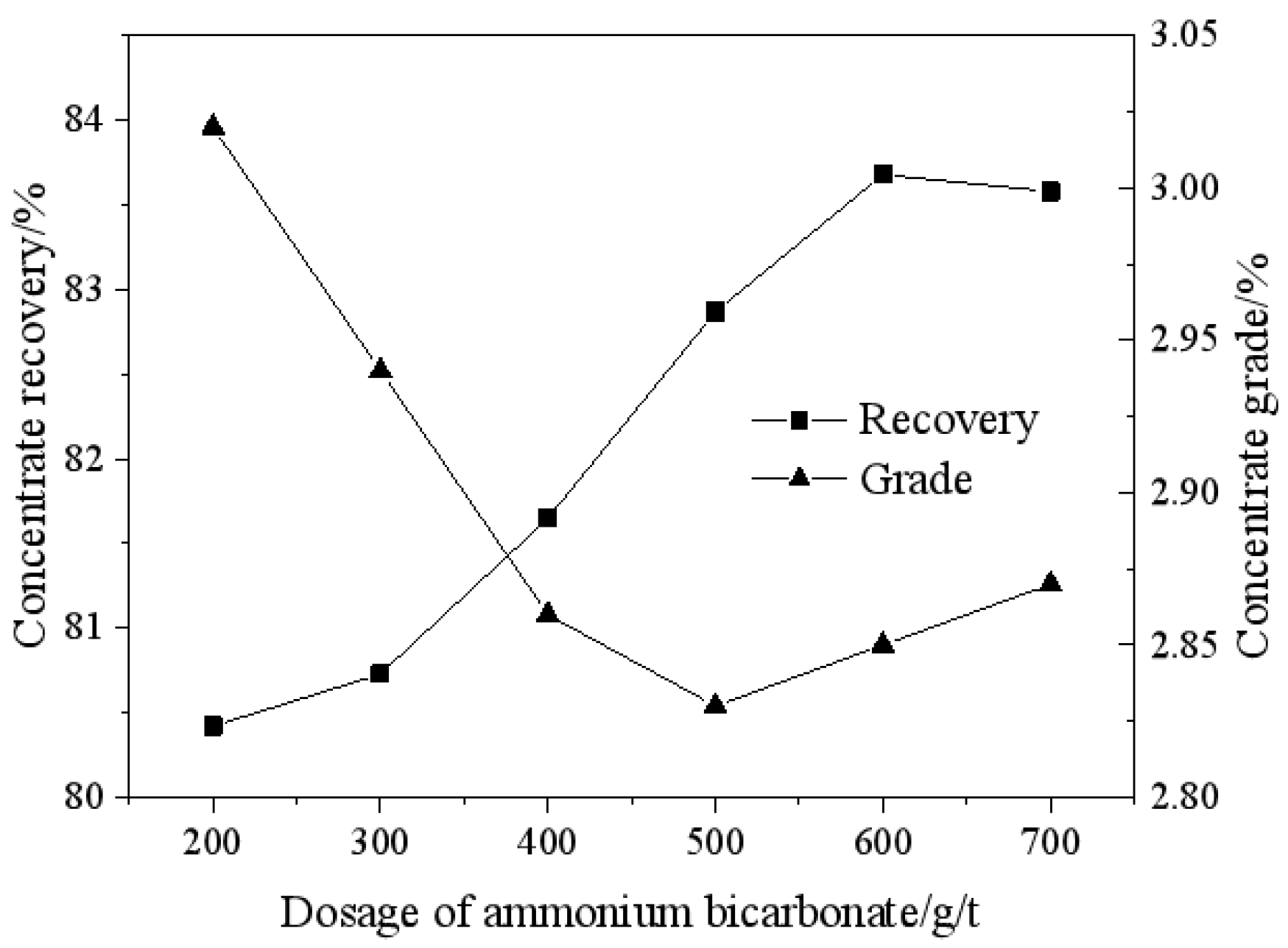
3.4. Dosage of the Activation Agent
On one hand, the addition of sodium sulfide enhanced the interfacial vulcanization of the oxidized ore, the hydrophobicity of the interface of the oxidizing ore, and the flotation effect of the oxidized ore. However, on the other hand, it inhibited the sulfide ore, which was detrimental to the flotation of sulfide ore. Therefore, the use of an activator was needed; an activator plays an important role in achieving an enhanced oxidation of the ore and the reduction of sulfide for reducing the inhibitory effect. In this study, ethylenediamine phosphate and ammonium bicarbonate were used individually, and a combination of these were used as combined amine and ammonium salt to examine the effect of flotation on copper oxide minerals. Ethylenediamine phosphate is as a copper oxide flotation activator, has a wide range of applications in industrial production, and achieves good results. First, the activation effects of ammonium bicarbonate and ethylenediamine phosphate were explored. Six different dosage rates of ethylenediamine phosphate were selected for the experiments. These dosage rates were 50, 100, 150, 200, 250, and 300 g/t. The dosage rates for ammonium bicarbonate were 200, 300, 400, 500, 600, and 700 g/t. Furthermore, the collecting agent dosage and foaming agent dosage were 500 g/t and 100 g/t, respectively. In addition, the grinding fineness was −0.074 mm accounting for 90%e, and the vulcanizing agent dosage was set to be 1200 g/t. The test results are as shown in
Figure 6 and
Figure 7.
It can be seen from
Figure 6 and
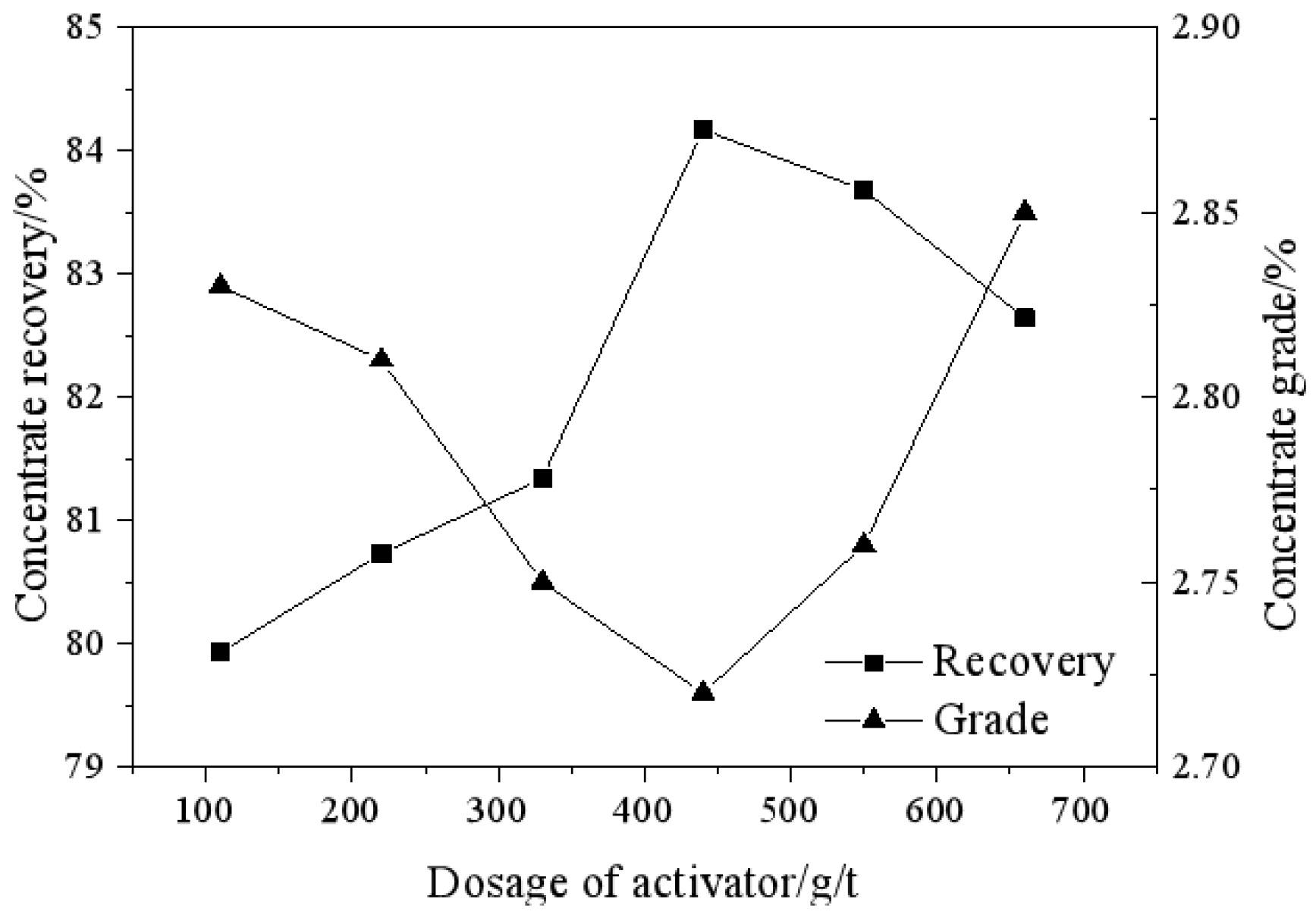
Figure 7 that both ammonium bicarbonate and ethylenediamine phosphate had a positive effect on sulfide flotation of copper oxide ore. Additionally, the dosage of ethylenediamine phosphate was obviously lower than that of ammonium bicarbonate. As low-dosage activators, the optimal dosages of ethylenediamine phosphate and ammonium bicarbonate were 150 g/t and 600 g/t, respectively. On the basis of a single-factor activator test, a dosage test was conducted on the combined activator (combination of amine and ammonium salts). The test selected a combination of amine and ammonium salts as the activator to investigate the flotation effect of copper oxide mineral. The dosage rates of the activator agent were 110, 220, 330, 440, 550, and 660 g/t, and the ratio between ammonium bicarbonate and ethylenediamine phosphate was 10:1. Furthermore, the collecting agent, vulcanizing agent, and foaming agent dosages were 500 g/t, 1200 g/t, and 100 g/t, respectively. The grinding fineness was −0.074 mm accounting for 90%. The results are shown in
Figure 8.
The results presented in
Figure 6,
Figure 7 and
Figure 8 show that the dosage for the combination of amine and ammonium salts was significantly less than that for the individual salts (when used as activators). Additionally, the combined activation agent had an obvious effect on the flotation recovery of copper and exhibited more stringent requirements for the dosage. When the dosage was low, the activation effect was not obvious. At a high dosage rate, an obvious inhibitory effect was observed on the mineral. Jiang and Mao [
12,
13] studied the enhancement of copper recovery from pure mineral malachite through experiments using the combined ammonia-ammonium activator. The results showed that the combined ammonia-ammonium activator (based on ethylenediamine phosphate and ammonium bicarbonate) exhibited better activation effects along with good synergistic effects. The results were in accordance with those obtained in the present study. Therefore, the dosage of 440 g/t was preliminarily selected for the combined activator agent to carry out further investigations.
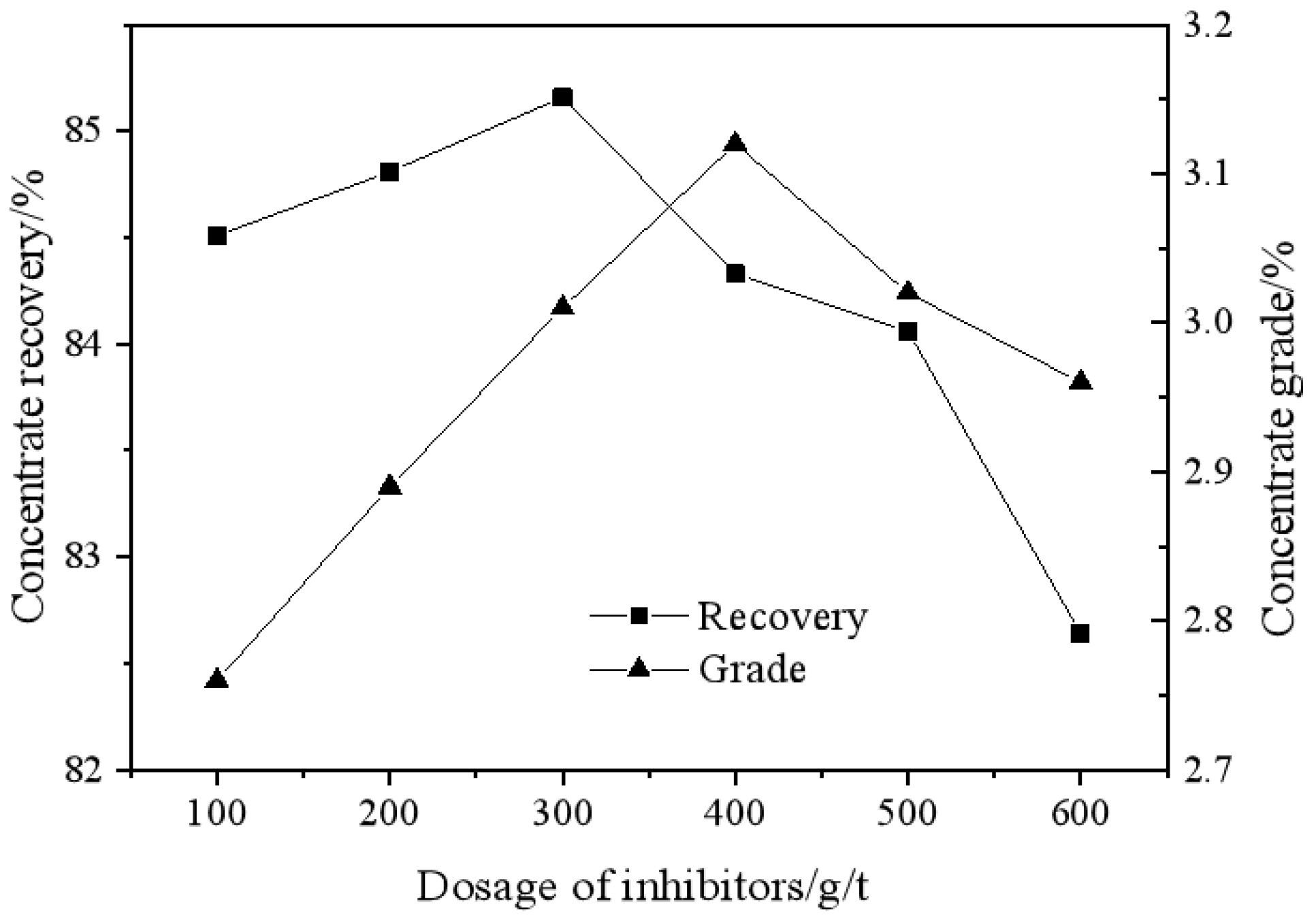
3.5. Dosage of the Inhibitor Agent
On the basis of the above test results, the ratio of sodium hexametaphosphate and sodium silicate was selected to be 1:1. The dosages were 100 g/t, 200 g/t, 300 g/t, 400 g/t, 500 g/t, and 600 g/t. Furthermore, the grinding fineness was kept the same as −0.074 mm accounting for 90%. The dosages of vulcanizing agent, combined activator agent, and collecting agent were 1200 g/t, 440 g/t, and 500 g/t, respectively. The results are shown in
Figure 9.
It can be seen from
Figure 9 that the flotation recovery of the copper oxide mineral reached a maximum value of about 300 g/t for the inhibitor. The addition of inhibitor can improve the flotation recovery of the copper oxide ore; however, the effect was quite small. Furthermore, low and high dosages of the inhibitor showed an adverse effect on the flotation recovery.
The results of single-factor tests showed that by controlling the grinding fineness, collecting dosage, sodium sulfide dosage, combined activator agent dosage, and inhibitor dosage, better sulfide flotation indices of copper oxide ore can be achieved. Compared with the individual ammonium bicarbonate and ethylenediamine phosphate salts, the combined activator agent showed a better activating effect, and the dosage required was also lower than that of the individual ammonium bicarbonate. To optimize all of the conditions in a more reasonable way, the BP neural network and genetic algorithm were combined, and the results are discussed in the following section.
3.6. Prediction from the BP Neural Network
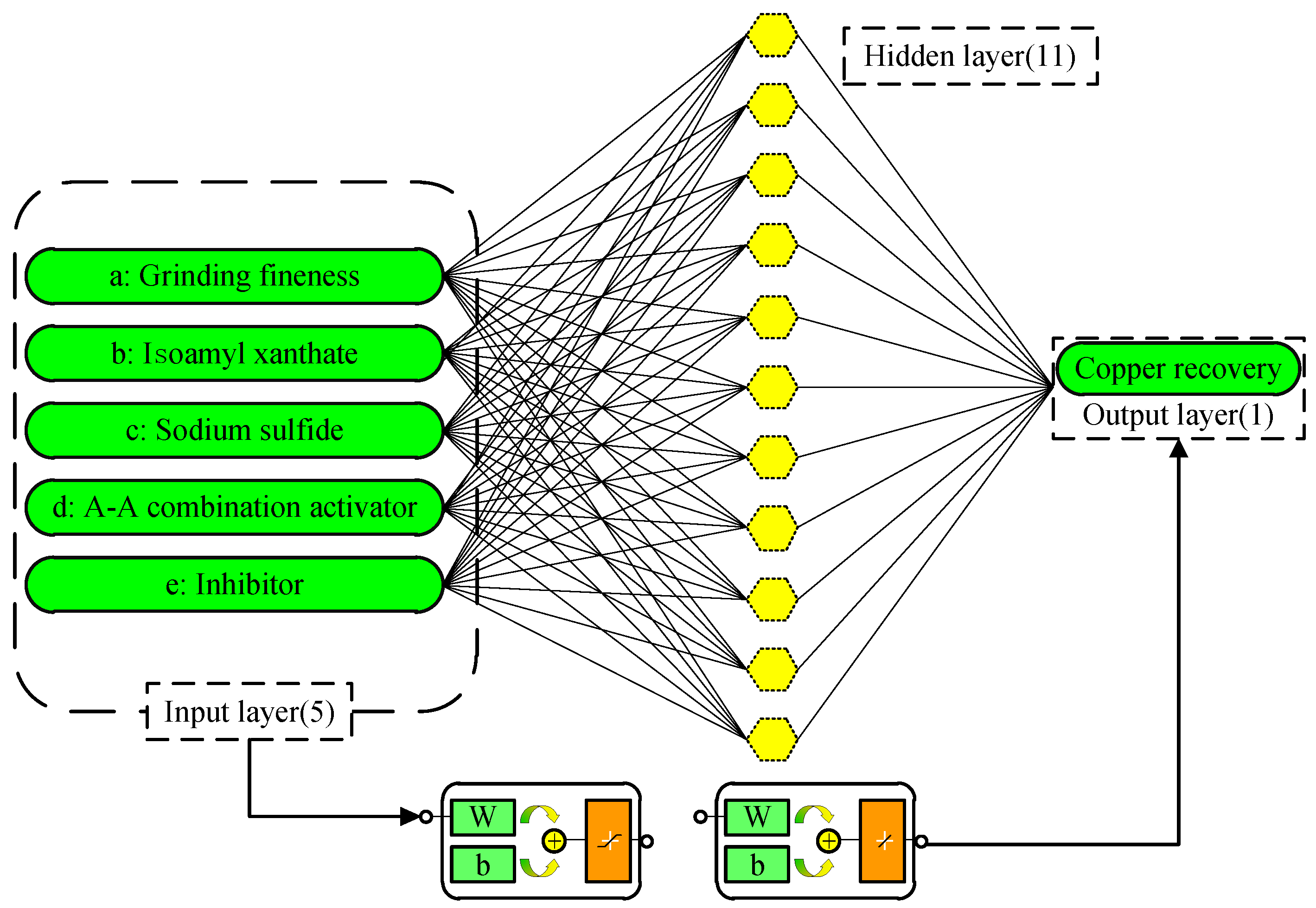
Five variables, namely, the (a) grinding fineness, (b) combined activator agent dosage, (c) sodium sulfide dosage, (d) collecting agent dosage, and (e) inhibitor dosage were selected as the input layer neurons for the BP neural network. Based upon this, the recovery rate of the oxide copper flotation concentrate was estimated as the output factor. In this way, based on the flotation concentrate recovery rate and operating conditions, the BP neural network prediction model was established. The input node number of the model was 5, and the output node number was 1. It is worth mentioning that when the input layer node was
N, the hidden layer nodes were chosen to be 2
N + 1 [
26,
27,
28]. Under these conditions, the identified single hidden layer BP network could accurately reflect the actual situation and could guarantee the accuracy of the network. Therefore, the hidden layer neurons were set to be 11 [
29,
30], and the BP neural network structure was set to be 5-11-1, as shown in
Figure 10.
MATLAB (MathWorks, Massachusetts, United States) was used to carry out the numerical calculations and simulations of the BP neural network algorithm. Furthermore, C language was used for programming and to call the corresponding toolkit function. In the BP neural network algorithm, Equation (1) in the input layer was used to input the original data to carry out the process of normalization [
31,
32].
where
,
and
respectively represent the maximum, minimum, and experimental values of the original sample data.
The sigmoid function was used as the transfer function in the network hidden layer. The gradient descent method was used to train, and the “traingd” function was selected as the objective function.
As shown in
Figure 3,
Figure 4,
Figure 5,
Figure 8 and
Figure 9, 30 groups of experimental data were used as the samples for the BP neural network model. These data samples were randomly sorted. Additionally, 20 groups of data were randomly selected as the optimization samples for the BP neural network, and the remaining 10 groups of data were selected as the test samples used to test the network model. The results of the BP neural network calculations were stored for the next step of the genetic algorithm. The minimum error for the objective function was set to be 0.001 (for convergence), the iteration process was repeated 10,000 times, and the vector value was 0.05.
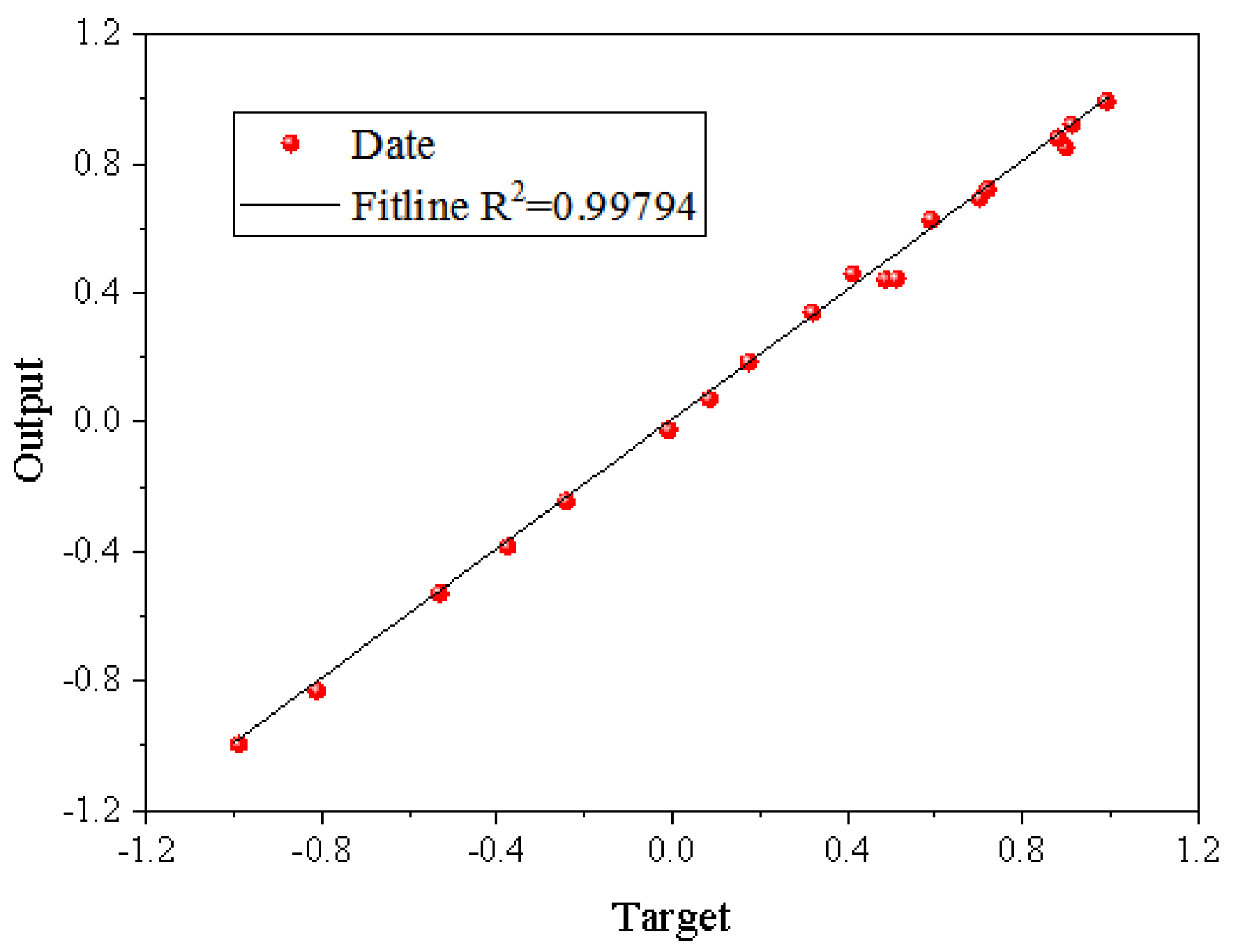
The BP neural network algorithm was run. It was found that the fitting line of the copper recovery, as predicted by the BP neural network model, was consistent with the target line. The coefficients of deter-mination (R
2) value was 0.998, as shown in
Figure 11, showing good agreement between the experimental and predicted results.
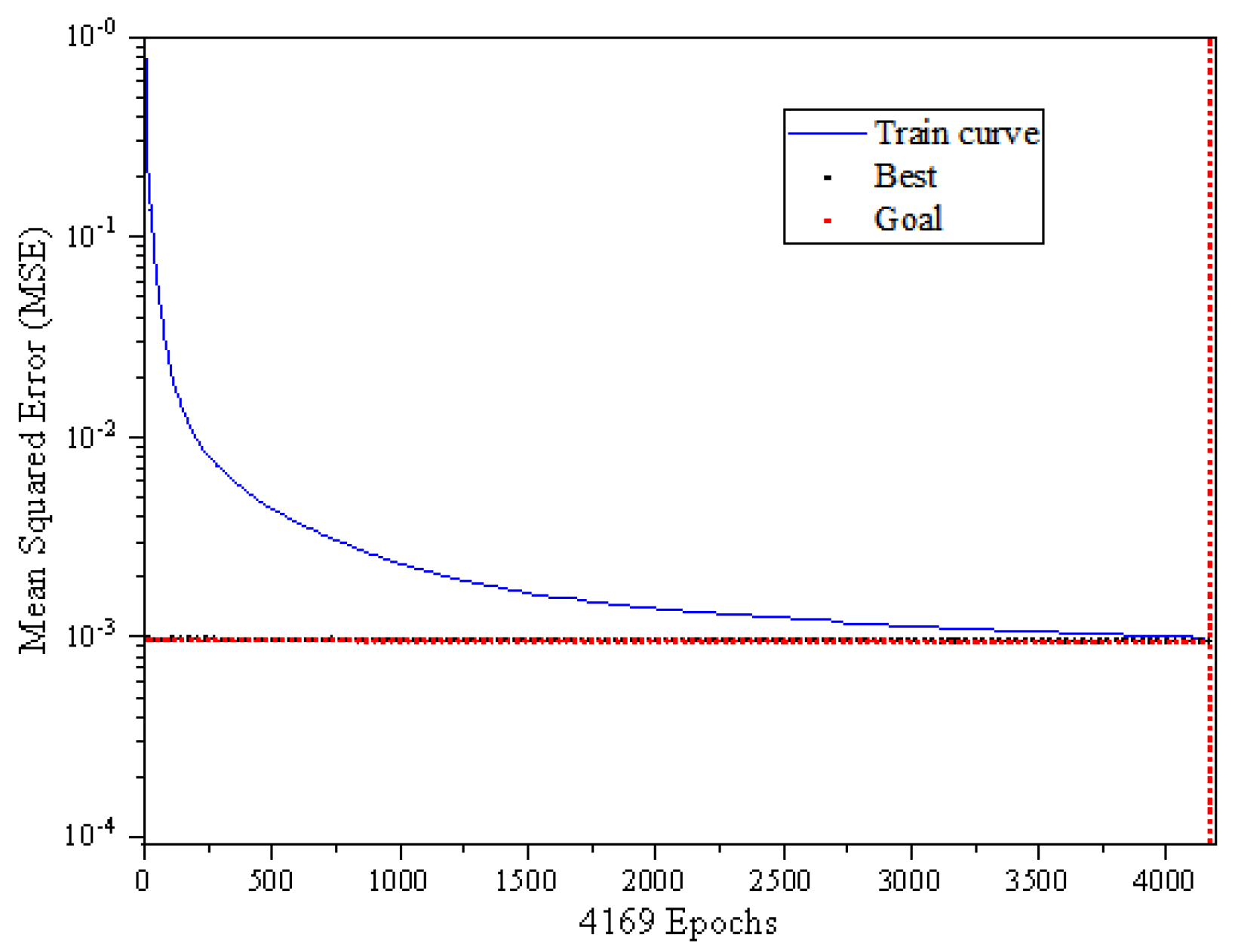
Figure 12 shows the values of error for the BP neural network predictions. After 4169 iterations, the optimization target had an error of only 0.001 and met the maximum error requirement.
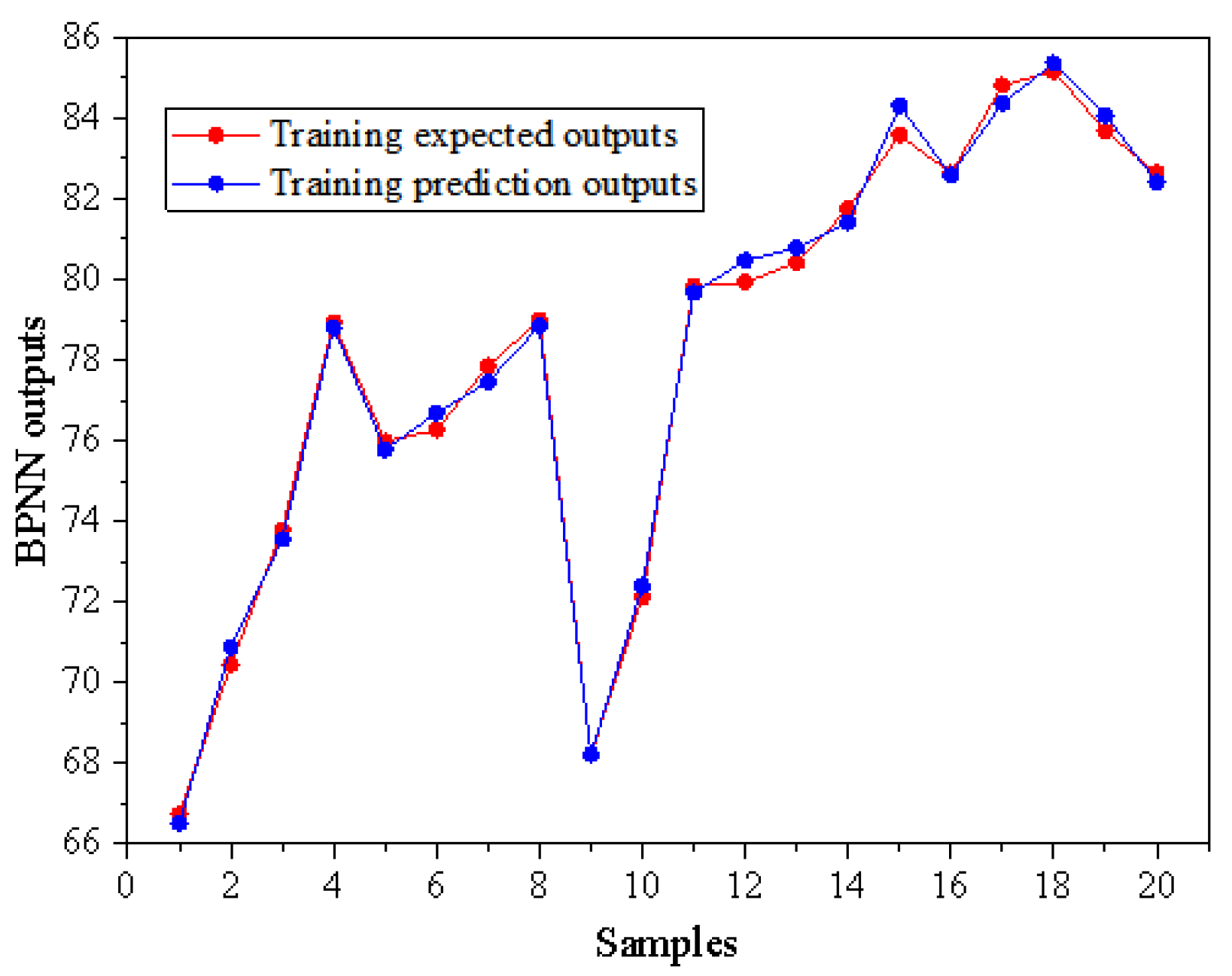
Figure 13 shows the predicted output values of the training performance (in graphical form).
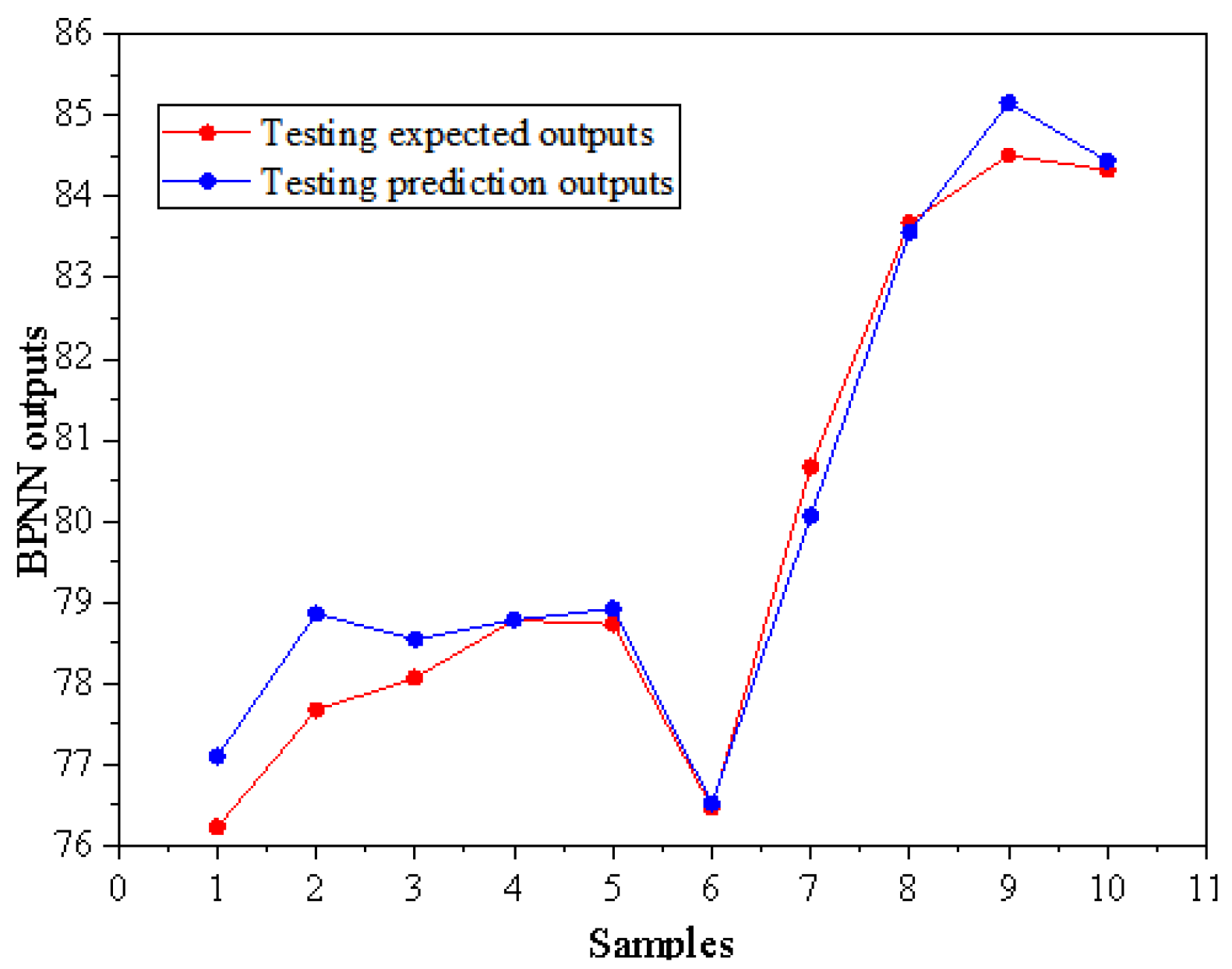
To intuitively test the accuracy of predictions made by the BP neural network, the relationship between the copper recovery prediction rate and the actual value is shown in
Figure 14. It can be seen from
Figure 14 that the predicted copper recovery rate from the BP neural network model was consistent with the experimental value, showing accurate results obtained using the BP neural network model.
3.7. Genetic Algorithm Optimization
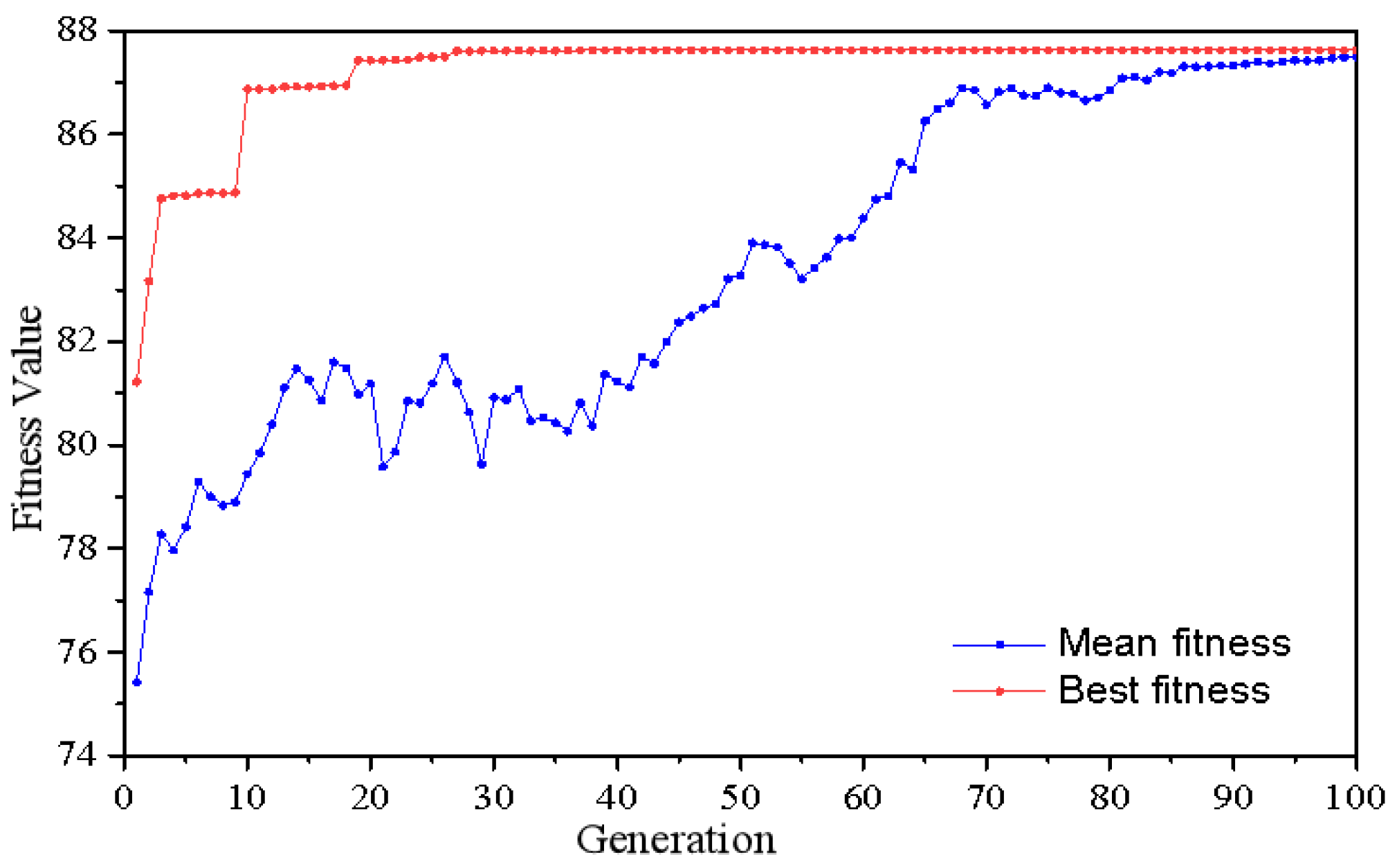
The genetic algorithm model was used to optimize the data obtained from the BP neural network model. The input and output values were consistent with those of the BP neural network, and the parameter design values are presented in
Table 2. After 100 generations, the fitted results are shown in
Figure 15.
After genetic algorithm optimization, the results obtained were as follows: the maximum predicted output value was 87.62, and the independent variables a, b, c, d, and e had the values of 91.7, 537.8, 1157.2, 487.7, and 298.9, respectively. To verify the reliability of the optimization results, the optimization parameters of the selected model were tested. The grinding fineness, combined activator agent dosage, sodium sulfide dosage, isoamyl xanthate dosage, and inhibitor dosage were 92%, 550 g/t, 1150 g/t, 500 g/t, and 300 g/t, respectively. A recovery of 87.35% was achieved, which corresponds to the grade of 2.68%. Moreover, the flotation recovery was nearly 2% higher than that before the optimization. The results showed that the model based on the genetic algorithm and BP neural network, and when it was used for the cupric oxide flotation, it showed reliable accuracy and optimization ability. As a result, the optimized flotation conditions were accepted.
4. Conclusions
The results of single-factor experiments showed that the activator agent had a good activating effect on the sulfide flotation of copper oxide ore. Compared with the individual use of either ammonium bicarbonate or ethylenediamine phosphate, the combined activator agent had a better activating effect, and the required dosage was also lower than that for the individual activator. The combined activator agent had obvious effects on the copper flotation recovery in that it showed stringent dosage requirements.
The prediction results of the BP neural network model showed that the R2 value was 0.998, and the predicted results were in accordance with the experimental values. After 4169 iterations, the objective function showed an error of only 0.001, which met the requirements of convergence. The predicted results obtained from the BP neural network model were consistent with the experimental values, and the model achieved high accuracy. The prediction precision was better than that of the regression analysis.
The genetic algorithm of the GA–BPNN model was used to optimize the BP neural network model. After 100 generations, a maximum predicted output value of 87.62% was achieved. The optimization parameters of the selected model were tested. The grinding fineness, combined activator agent dosage, sodium sulfide dosage, isoamyl xanthate dosage, and inhibitor dosage were 92%, 550 g/t, 1150 g/t, 500 g/t, and 300 g/t, respectively. The flotation recovery of 87.35% was achieved, and the grade was 2.68%. Moreover, the flotation recovery was nearly 2% higher than that before the optimization. Furthermore, the GA–BPNN model achieved high prediction accuracy.
Under the experimental conditions, this study only considered the fineness of grinding, amount of activator, amount of vulcanizing agent, amount of collector, and amount of inhibitor. The effects of pH and temperature shall be considered in a future study. Meanwhile, it is possible to establish a predictive optimization model for copper recovery. This study provides direction for future research in areas such as the particle swarm optimization algorithm and simulated annealing algorithm, which is equivalent to the neural network model.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}