
Aluminum-Free Steelmaking: Desulfurization and Nonmetallic Inclusion Evolution of Si-Killed Steel in Contact with CaO-SiO2-CaF2-MgO Slag



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Modeling Setup
3. Results
3.1. Experimental Measurements
3.2. Modeling
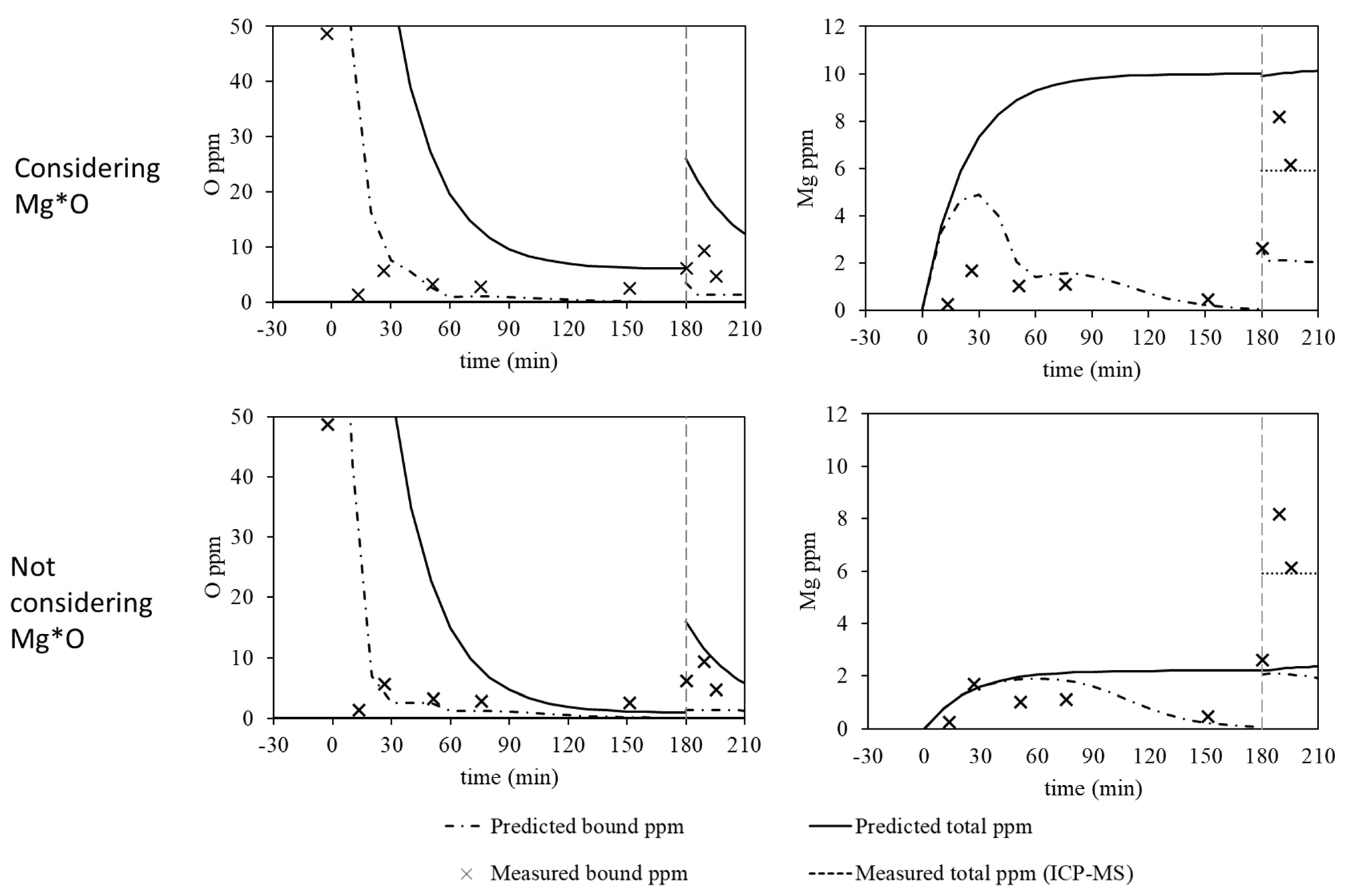
- The calculated equilibrium concentration of dissolved [Mg] is 10 ppm when Mg*O is considered, compared to the value of 2 ppm when Mg-O interaction is suppressed. For comparison, the analyzed total [Mg] in the steel after the experiments was 5.9 ppm in the sample taken 6 min after reoxidation. This total [Mg] includes both dissolved and bound forms of magnesium. From inclusion analysis, the average bound magnesium for the three samples taken after reoxidation was estimated as ppm (95% confidence interval). Immediately after reoxidation, the estimated bound magnesium concentration was 2.6 ppm.
- The predicted concentration of dissolved oxygen is higher if Mg*O is assumed to form.
- Agreement between the measured and predicted concentrations of bound Mg (before reoxidation) is better if the Mg*O associate is not considered.
4. Discussion
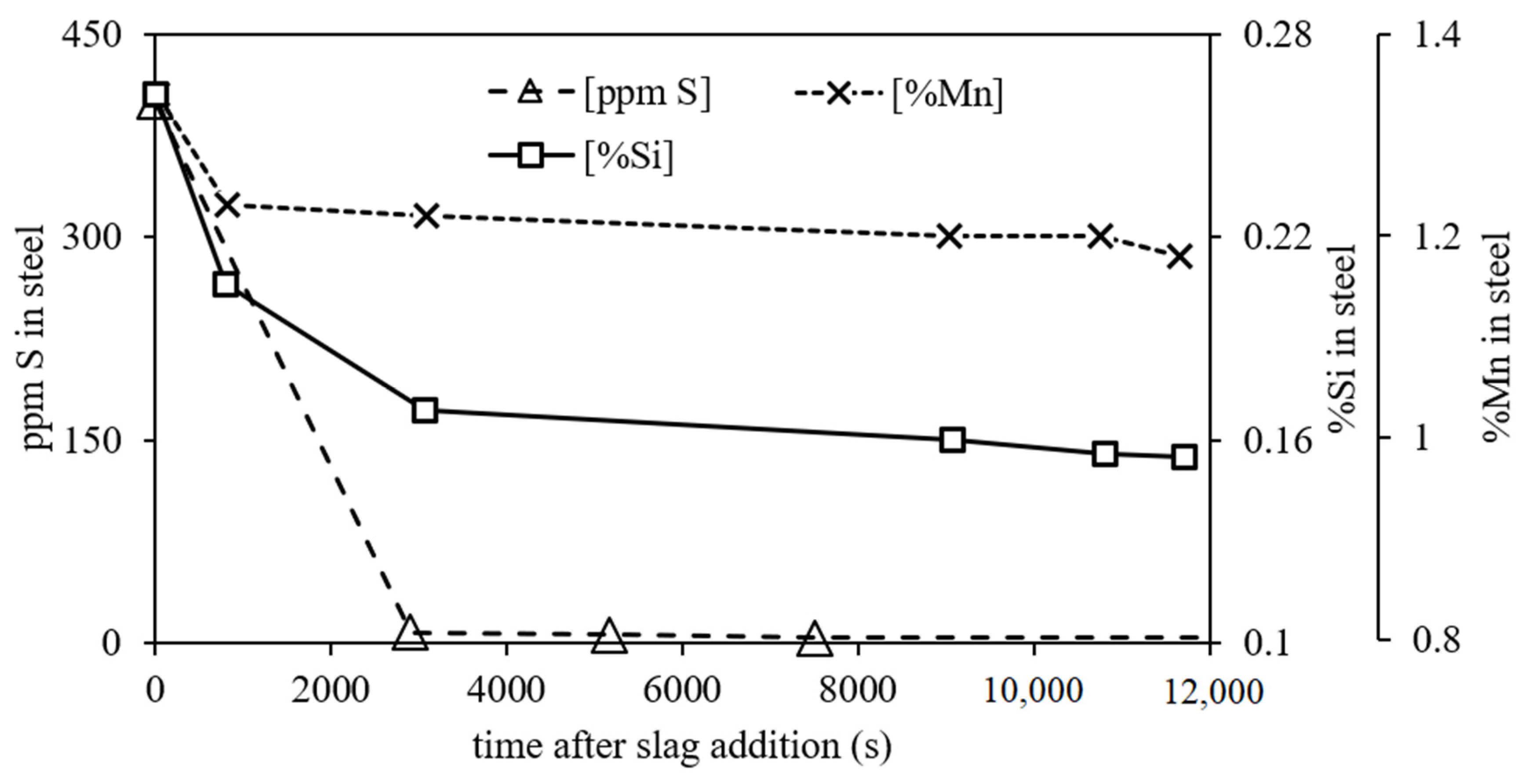
4.1. Desulfurization Reaction and Mn/Si Fade
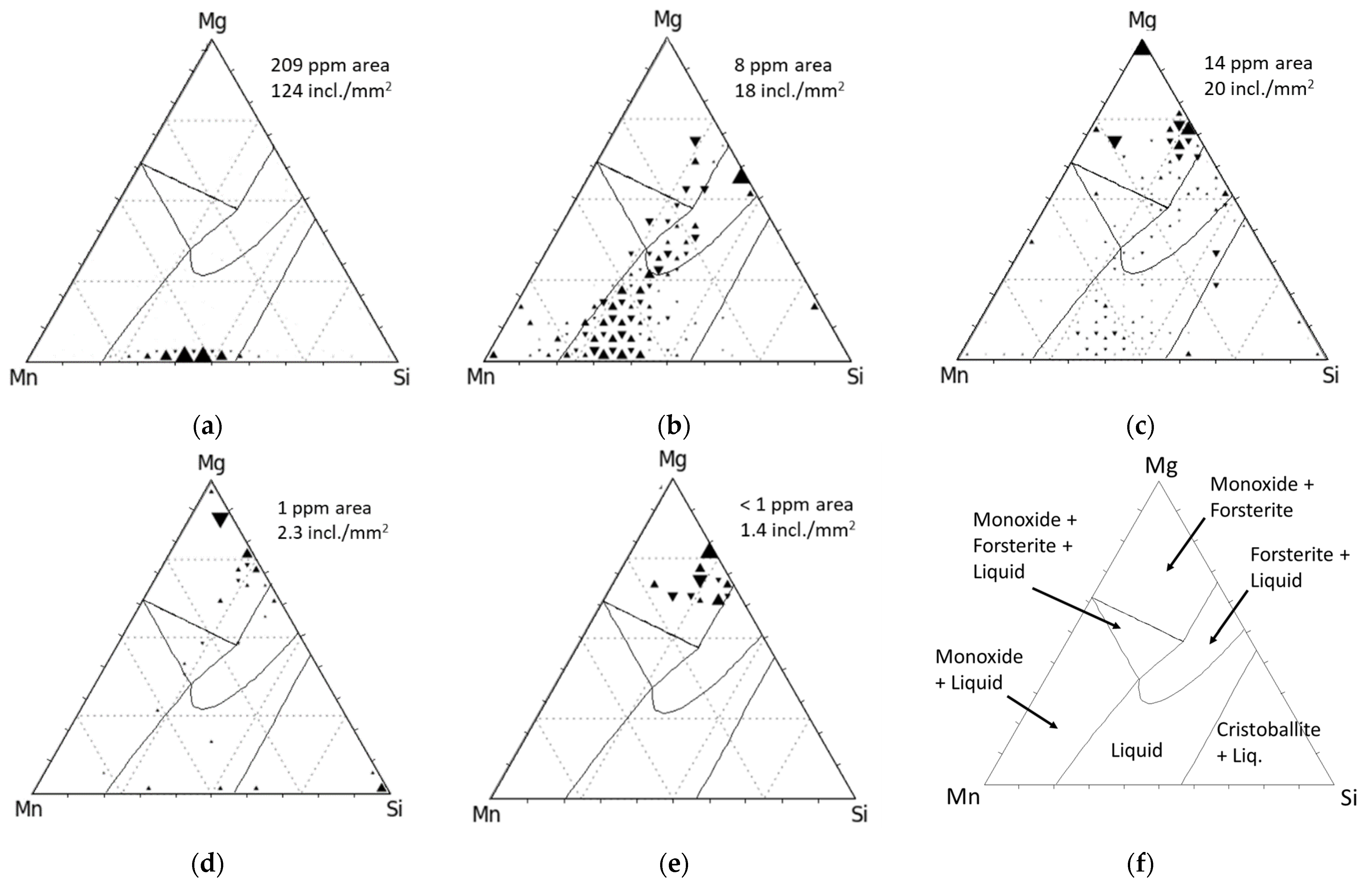
4.2. Effect of [Mg] Pickup into Nonmetallic Inclusion Composition Prior to Reoxidation
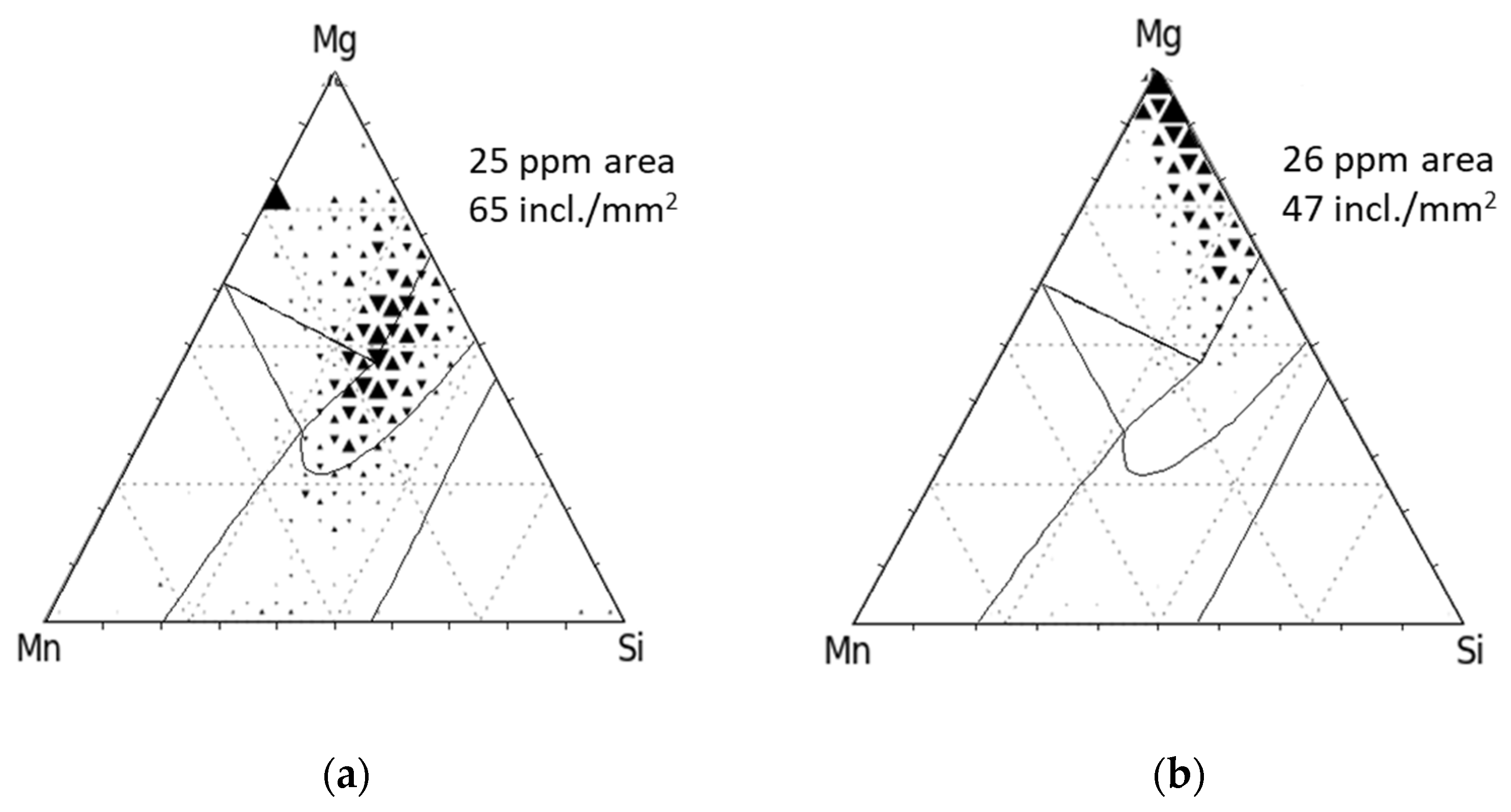
4.3. Reoxidation and Nonmetallic Inclusions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kaushik, P.; Lehmann, J.; Nadif, M. State of the art in control of inclusions, their characterization, and future requirements. Metall. Mater. Trans. B 2012, 43, 710–725. [Google Scholar] [CrossRef]
- Allibert, M.; Gaye, H.; Geiseler, J.; Janke, D.; Keene, B.J.; Kirner, D.; Kowalski, M.; Lehmann, J.; Mills, K.C.; Neuschültz, D.; et al. Slag Atlas, 2nd ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 1995; ISBN 3-514-00457-9. [Google Scholar]
- Seo, W.-G.; Han, W.-H.; Kim, J.-S.; Pak, J.-J. Deoxidation Equilibria among Mg, Al and O in Liquid Iron in the Presence of MgO Al2O3 Spinel. ISIJ Int. 2003, 43, 201–208. [Google Scholar] [CrossRef] [Green Version]
- Itoh, H.; Hino, M.; Ban-Ya, S. Thermodynamics on the formation of spinel nonmetallic inclusion in liquid steel. Metall. Mater. Trans. B 1997, 28, 953–956. [Google Scholar] [CrossRef]
- Kumar, D.; Pistorius, P.C. Rate of MgO Pickup in Alumina Inclusions in Aluminum-Killed Steel. Metall. Mater. Trans. B 2019, 50, 181–191. [Google Scholar] [CrossRef]
- Liu, C.; Kumar, D.; Webler, B.A.; Pistorius, P.C. Calcium Modification of Inclusions via Slag/Metal Reactions. Metall. Mater. Trans. B 2020, 51, 529–542. [Google Scholar] [CrossRef]
- Kumar, D.; Piva, S.P.T.; Pistorius, P.C. Transfer of calcium to oxide inclusions in steel without calcium treatment. In Proceedings of the 10th International Conference on Clean Steel, Budapest, Hungary, 18–20 September 2018. [Google Scholar]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.; Lind, M.; Story, S. Transient inclusion evolution during modification of alumina inclusions by calcium in liquid steel: Part I background experimental techniques and analysis methods. Metall. Mater. Trans. B 2011, 42, 711–719. [Google Scholar] [CrossRef]
- Harada, A.; Maruoka, N.; Shibata, H.; Kitamura, S. A Kinetic Model to Predict the Compositions of Metal, Slag and Inclusions during Ladle Refining: Part 1. Basic Concept and Application. ISIJ Int. 2013, 53, 2110–2117. [Google Scholar] [CrossRef] [Green Version]
- Panda, D.; Ross, N.; McQuillis, G.; Jenkins, J. Method of Desulfurizing Steel. U.S. Patent 8,523,977 B2, 3 September 2013. [Google Scholar]
- Choi, C.; Jo, S.; Kim, S.; Lee, K.; Kim, J. The Effect of CaF2 on Thermodynamics of CaO-CaF2-SiO2 (-MgO) Slags. Metall. Mater. Trans. B 2004, 35, 115–120. [Google Scholar] [CrossRef]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.F.; Sundman, B. Thermo-Calc and DICTRA, Computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage thermochemical software and databases, 2010–2016. Calphad Comput. Coupling Phase Diagr. Thermochem. 2016, 54, 35–53. [Google Scholar] [CrossRef] [Green Version]
- Piva, S.P.T.; Kumar, D.; Pistorius, P.C. Modeling manganese silicate inclusion composition changes during ladle treatment using FactSage macros. Metall. Mater. Trans. B 2017, 48, 37–45. [Google Scholar] [CrossRef]
- Roy, D. Effect of Silicon on the Desulfurization of Al-killed Steels. Ph.D. Thesis, Carnegie Mellon University, Pittsburgh, PA, USA, 2012. [Google Scholar]
- Ferreira, M.E. Inclusions Size Distributions After Calcium Treatment in Low Carbon Aluminum Killed Steels. Ph.D. Thesis, Carnegie Mellon University, Pittsburgh, PA, USA, 2018. [Google Scholar]
- Mu, H.; Zhang, T.; Yang, L.; Xavier, R.R.; Fruehan, R.J.; Webler, B.A. In Situ Observation of MgO Inclusions in Liquid Iron-Aluminum Alloys. Metall. Mater. Trans. B 2016, 47, 3375–3383. [Google Scholar] [CrossRef]
- Tang, D.; Pistorius, P.C. Non-metallic Inclusion Evolution in a Liquid Third-Generation Advanced High-Strength Steel in Contact with Double-Saturated Slag. Metall. Mater. Trans. B 2021, 52, 580–585. [Google Scholar] [CrossRef]
- Manning, C.P.; Fruehan, R.J. The Rate of the Phosphorous Reaction Between Liquid Iron and Slag. Metall. Mater. Trans. B 2013, 44, 37–44. [Google Scholar] [CrossRef]
- Piva, S.P.T.; Ferreira, M.E.; Kumar, D.; Pistorius, P.C. A Study on the Effect of Fluid Flow into Non-Metallic Inclusion Changes. In Proceedings of the 8th International Conference on Modeling and Simulation of Metallurgical Processes in Steelmaking (STEELSIM2019), Toronto, ON, Canada, 13–15 August 2019; AIST: Warrendale, PA, USA, 2019. [Google Scholar]
- Tang, D.; Ferreira, M.E.; Pistorius, P.C. Automated Inclusion Microanalysis in Steel by Computer-Based Scanning Electron Microscopy: Accelerating Voltage, Backscattered Electron Image Quality, and Analysis Time. Microsc. Microanal. 2017, 23, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- van Ende, M.A.; Jung, I.H. A Kinetic Ladle Furnace Process Simulation Model: Effective Equilibrium Reaction Zone Model Using FactSage Macro Processing. Metall. Mater. Trans. B 2017, 48, 28–36. [Google Scholar] [CrossRef]
- van Ende, M.-A.; Guo, M.; Proost, J.; Blanpain, B.; Wollants, P. Formation and Morphology of Al2O3 Inclusions at the Onset of Liquid Fe Deoxidation by Al Addition. ISIJ Int. 2011, 51, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Turkdogan, E.T.; Fruehan, R.J. Fundamentals of Iron and Steelmaking. In Making, Shaping and Treating of Steel: Steelmaking and Refining Volume; The AISE Steel Foundation: Pittsburgh, PA, USA, 1999; Chapter 2; pp. 37–160. [Google Scholar]
- Roy, D.; Pistorius, P.C.; Fruehan, R.J. Effect of silicon on the desulfurization of Al-killed steels: Part I. Mathematical model. Metall. Mater. Trans. B 2013, 44, 1086–1094. [Google Scholar] [CrossRef]
- Ren, Y.; Liu, C.; Gao, X.; Zhang, L.; Ueda, S.; Kitamura, S. Dissolution Behavior of Mg and Ca from Dolomite Refractory into Al-killed Molten Steel. ISIJ Int. 2021, 61, 1–9. [Google Scholar] [CrossRef]
- Piva, S.P.T.; Pistorius, P.C. Ferrosilicon-Based Calcium Treatment of Aluminum-Killed and Silicomanganese-Killed Steels. Metall. Mater. Trans. B 2020, 52, 6–16. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt%C | wt%Si | wt%Mn | ppm Otot | ppm S | |
|---|---|---|---|---|---|
| Aim | 0.03 | 0.33 | 1.15 | 200 | 400 |
| wt%CaO | Wt%SiO2 | Wt%MgO | Wt%CaF2 | |
|---|---|---|---|---|
| Aim | 56 | 24 | 5 | 15 |
| wt%Ca2+ | wt%Si4+ | wt%Mg2+ | wt%Al3+ | |
|---|---|---|---|---|
| Aim | 48 | 11 | 3 | 0 |
| Final | 51 | 8 | 2.5 | 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piva, S.P.T.; Pistorius, P.C. Aluminum-Free Steelmaking: Desulfurization and Nonmetallic Inclusion Evolution of Si-Killed Steel in Contact with CaO-SiO2-CaF2-MgO Slag. Processes 2021, 9, 1258. https://doi.org/10.3390/pr9081258
Piva SPT, Pistorius PC. Aluminum-Free Steelmaking: Desulfurization and Nonmetallic Inclusion Evolution of Si-Killed Steel in Contact with CaO-SiO2-CaF2-MgO Slag. Processes. 2021; 9(8):1258. https://doi.org/10.3390/pr9081258
Chicago/Turabian StylePiva, Stephano P. T., and Petrus Christiaan Pistorius. 2021. "Aluminum-Free Steelmaking: Desulfurization and Nonmetallic Inclusion Evolution of Si-Killed Steel in Contact with CaO-SiO2-CaF2-MgO Slag" Processes 9, no. 8: 1258. https://doi.org/10.3390/pr9081258
APA StylePiva, S. P. T., & Pistorius, P. C. (2021). Aluminum-Free Steelmaking: Desulfurization and Nonmetallic Inclusion Evolution of Si-Killed Steel in Contact with CaO-SiO2-CaF2-MgO Slag. Processes, 9(8), 1258. https://doi.org/10.3390/pr9081258