
A Lagrange Relaxation Based Decomposition Algorithm for Large-Scale Offshore Oil Production Planning Optimization


Abstract
:1. Introduction
2. Process Description and Problem Statement
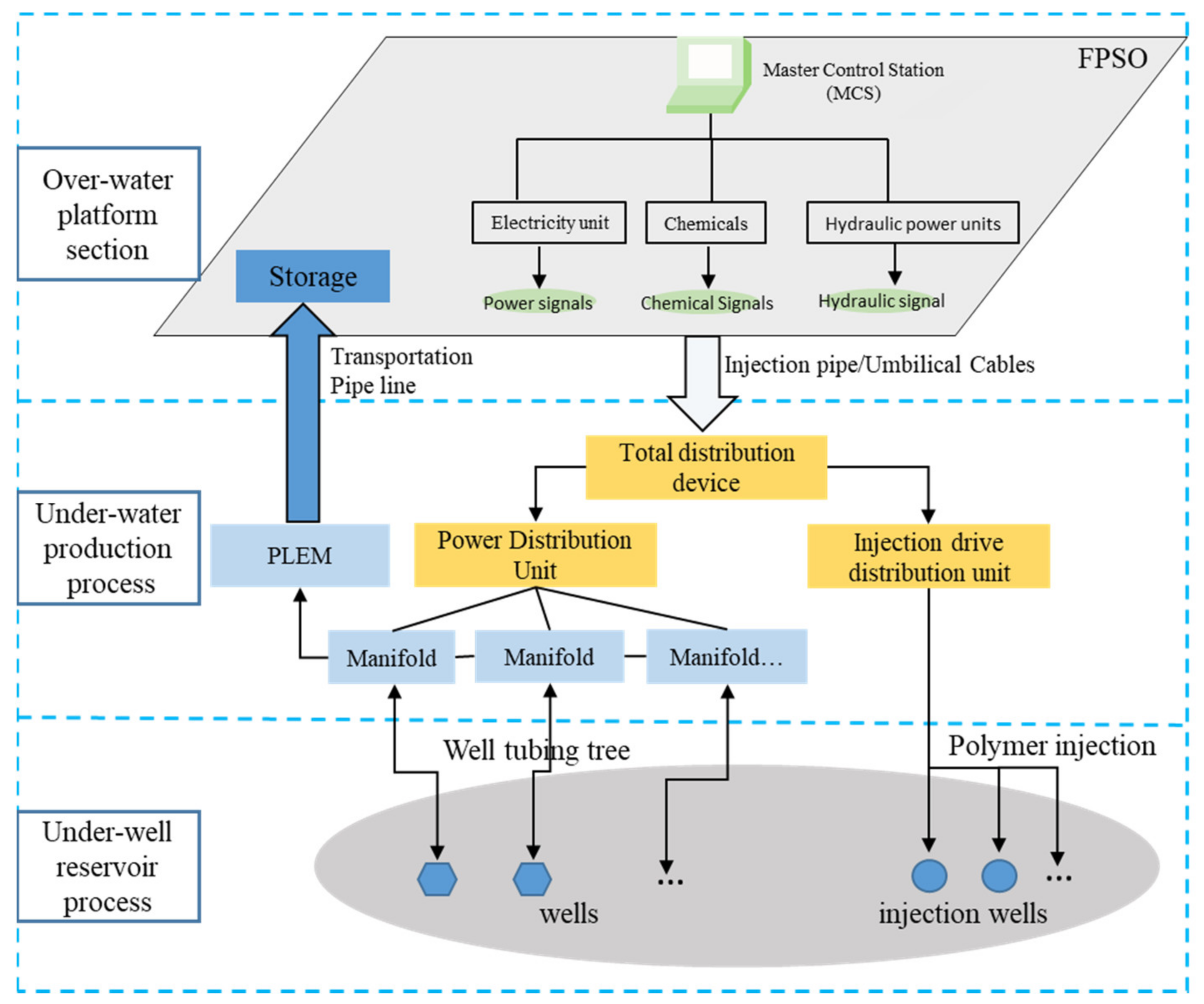
2.1. Process Description
- Optimize the capacity consumption of electric submersible pump (ESP) under changing flow conditions;
- Use the flow guarantee mechanism to balance the optimal operation scheme of oil wells and ensure the flow safety;
- Allocate the injection strategy of each well with a given amount of polymer;
- Integrate well and platform operations to separate or store oil/gas delivered to the platform.
- To facilitate modeling, the entire offshore oil and gas production process is regarded as a continuous production process, and all production-related variables can be connected through time;
- The whole oilfield is divided into several blocks according to geographical location, product characteristics and other conditions, and the modeling is optimized according to the blocks;
- To ensure smooth production, start-up and shutdown operation of each underwater well shall be considered;
- In order to ensure safe production, considering the protective effect of flow assurance guarantee on the production process, the cost of single wax removal is considered.
- The production wells are separated and totally independent of each other. It is natural because each well has its own independent reservoir.
- During the middle and later periods of oilfield development, artificial lift technology and polymer flooding is indispensable;
- All the electric submersible pumps have the same working characteristic curve;
- Geological properties characterizing the well are available;
- In the absence of polymerization flooding, oil recovery rate remains the lowest;
- The location of easily blocked pipeline section is known;
- Ignore the pressure change in the pipe.
- A planning horizon and planning period;
- Production tasks for each batch of oil wells along the planning horizon;
- Working load range of oil production wells;
- A set of storage bins, their minimum and maximum stock and initial inventories;
- The penalty of switching operations and stock out;
- A set of cost coefficient and model parameters.
- The production rate and operating state of each oil well in each time period;
- The detailed delivery quantity in each oil batch in each time period;
- The injection displacement volume of each well;
- Diesel fuel consumption within each planning period;
- The wax removal cycle of each well.
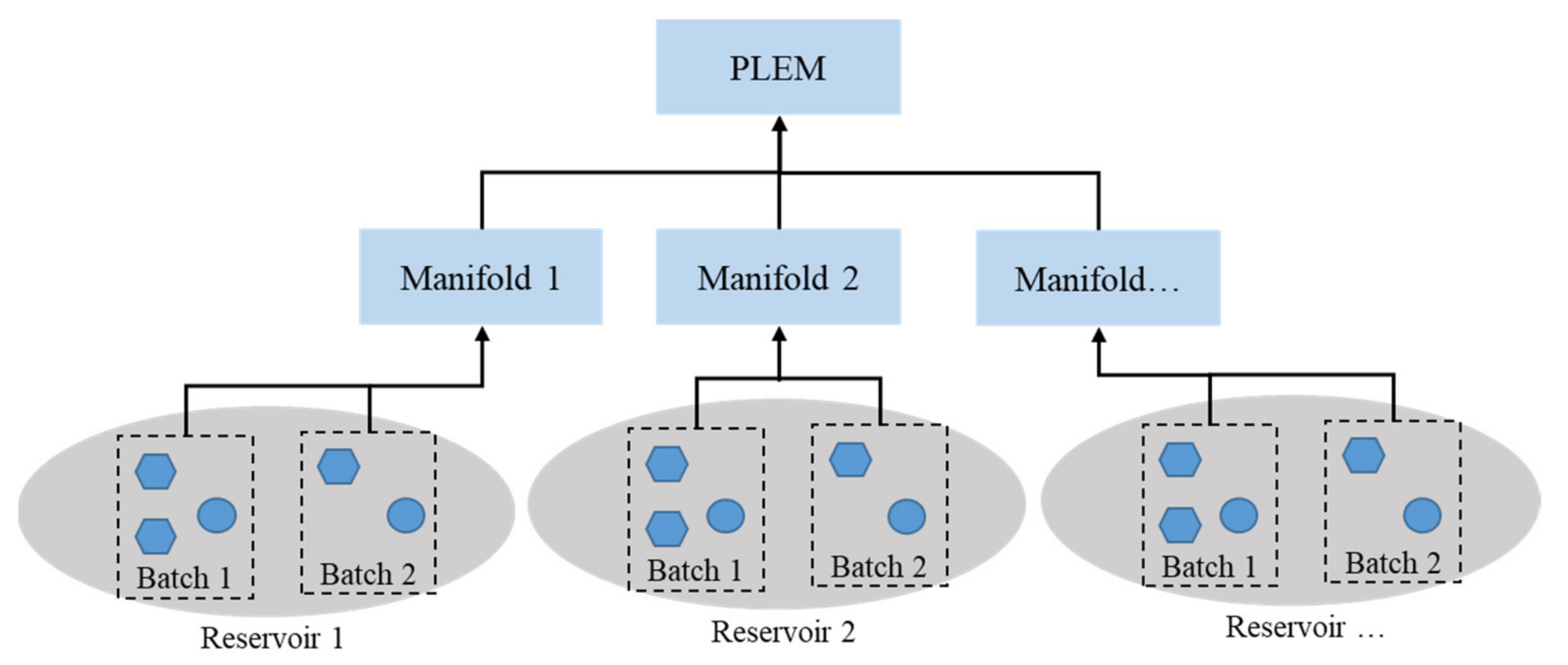
2.2. Problem Statement
2.3. LR Algorithm Implementation
3. Multi-Well Batch Decomposition Algorithm
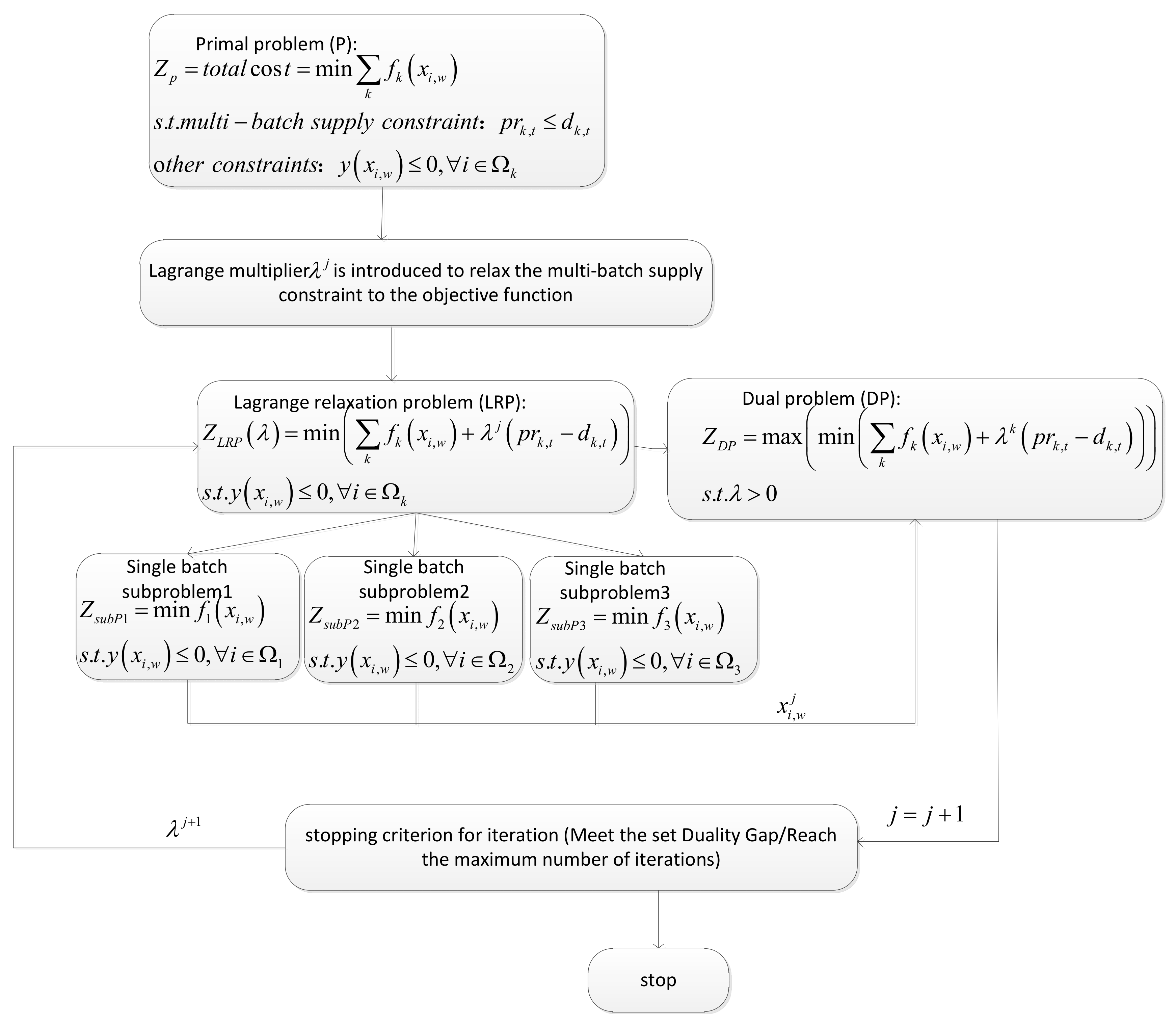
3.1. Construction of Lagrange Relaxation LRP
3.2. Construct Lagrange Duality Problem
3.3. Algorithm Iteration
4. Case Studies
4.1. Results Presentation
4.1.1. Case 1: Single Oil Well Approval for 12 Months
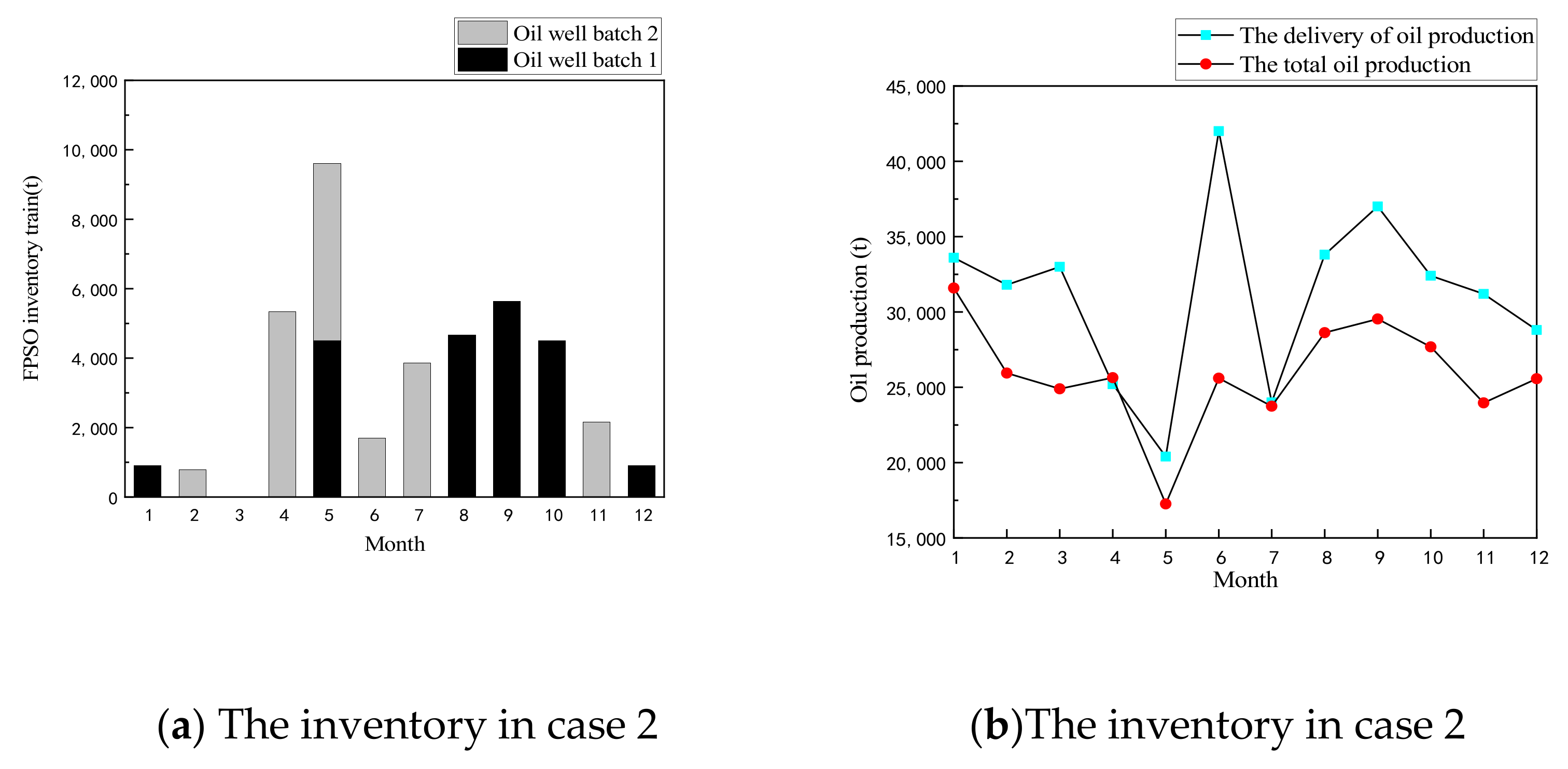
4.1.2. Case 2: Two Oil Wells Were Approved for 12 Months
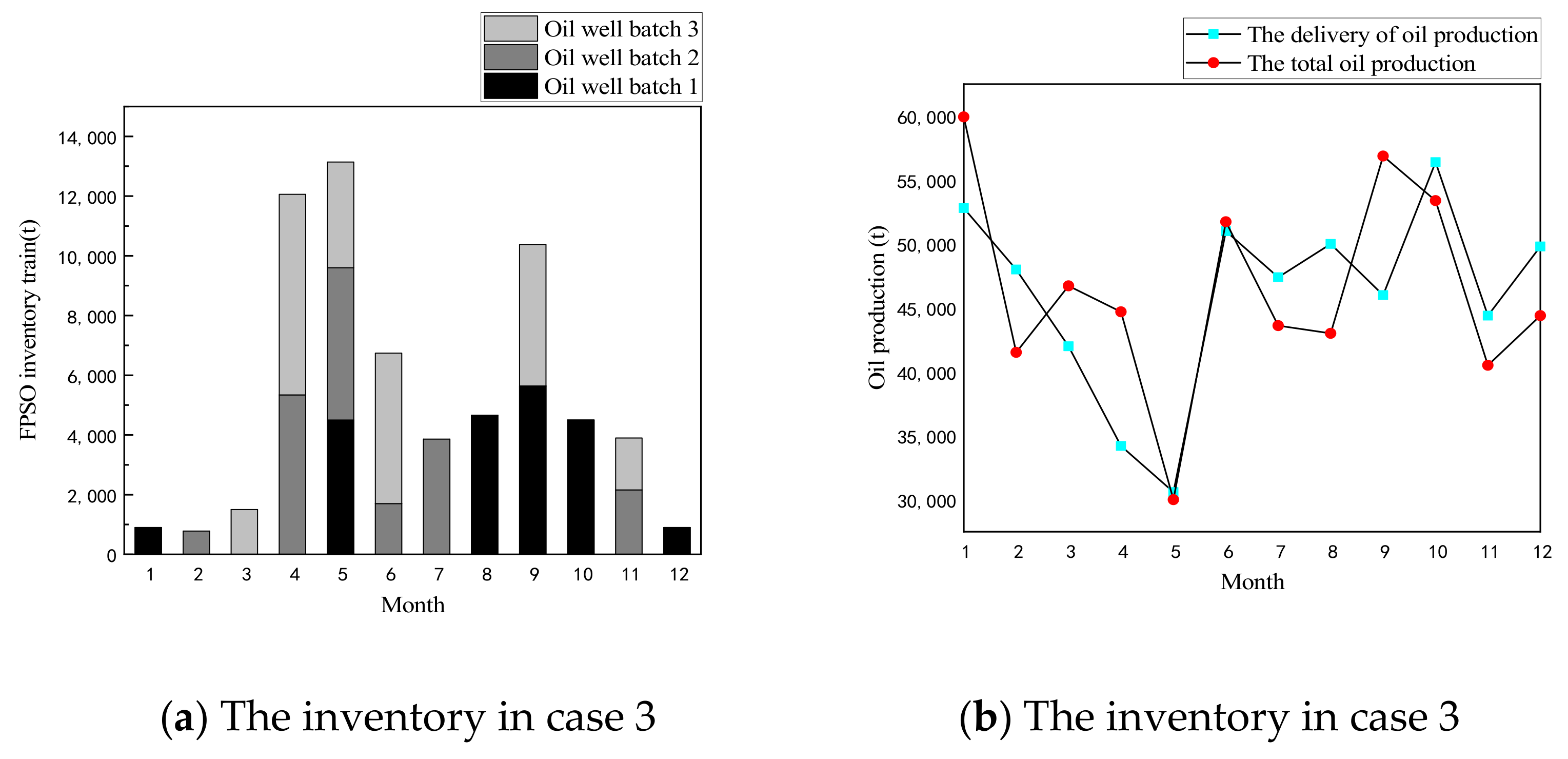
4.1.3. Case 3: Three Oil Wells Were Approved for 12 Months
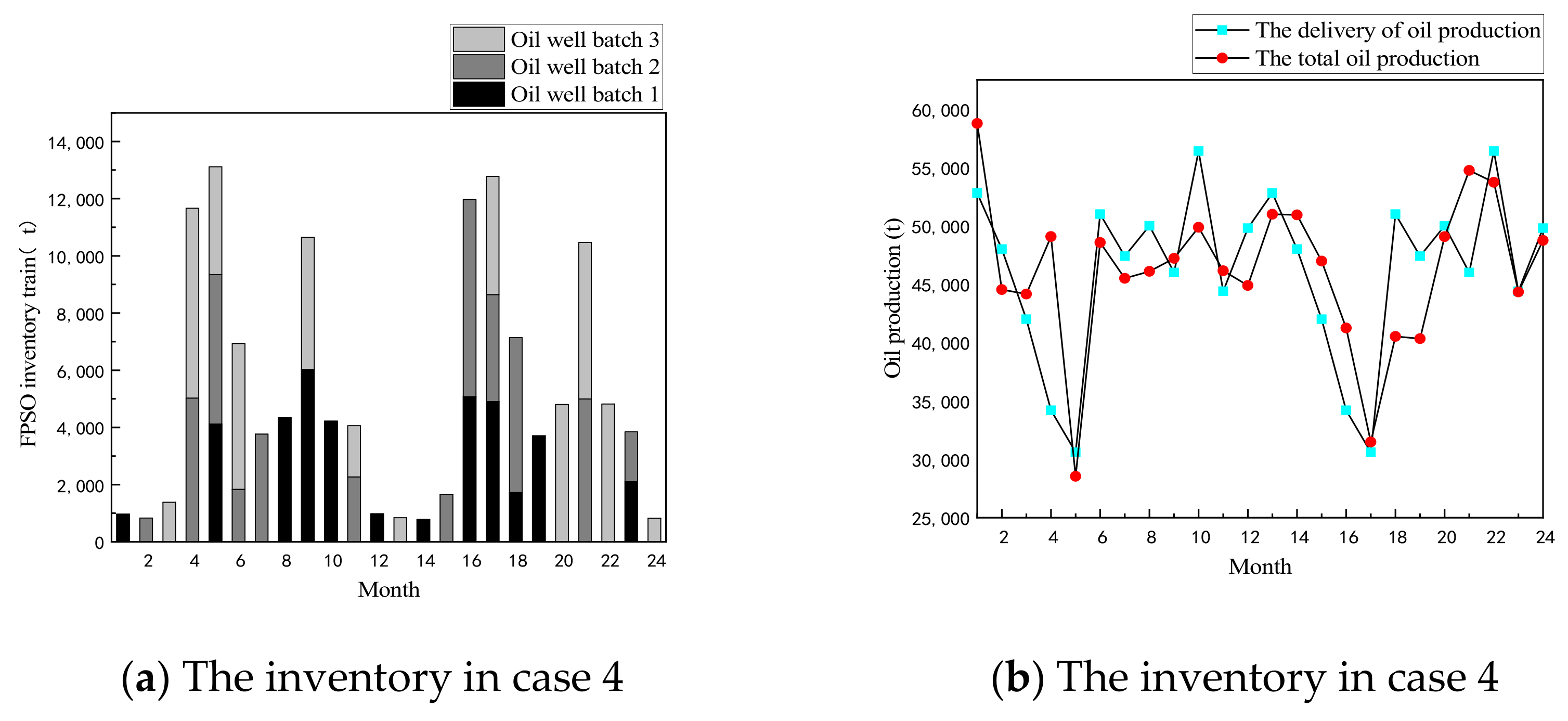
4.1.4. Case 4: Three Wells Group of 24 Months
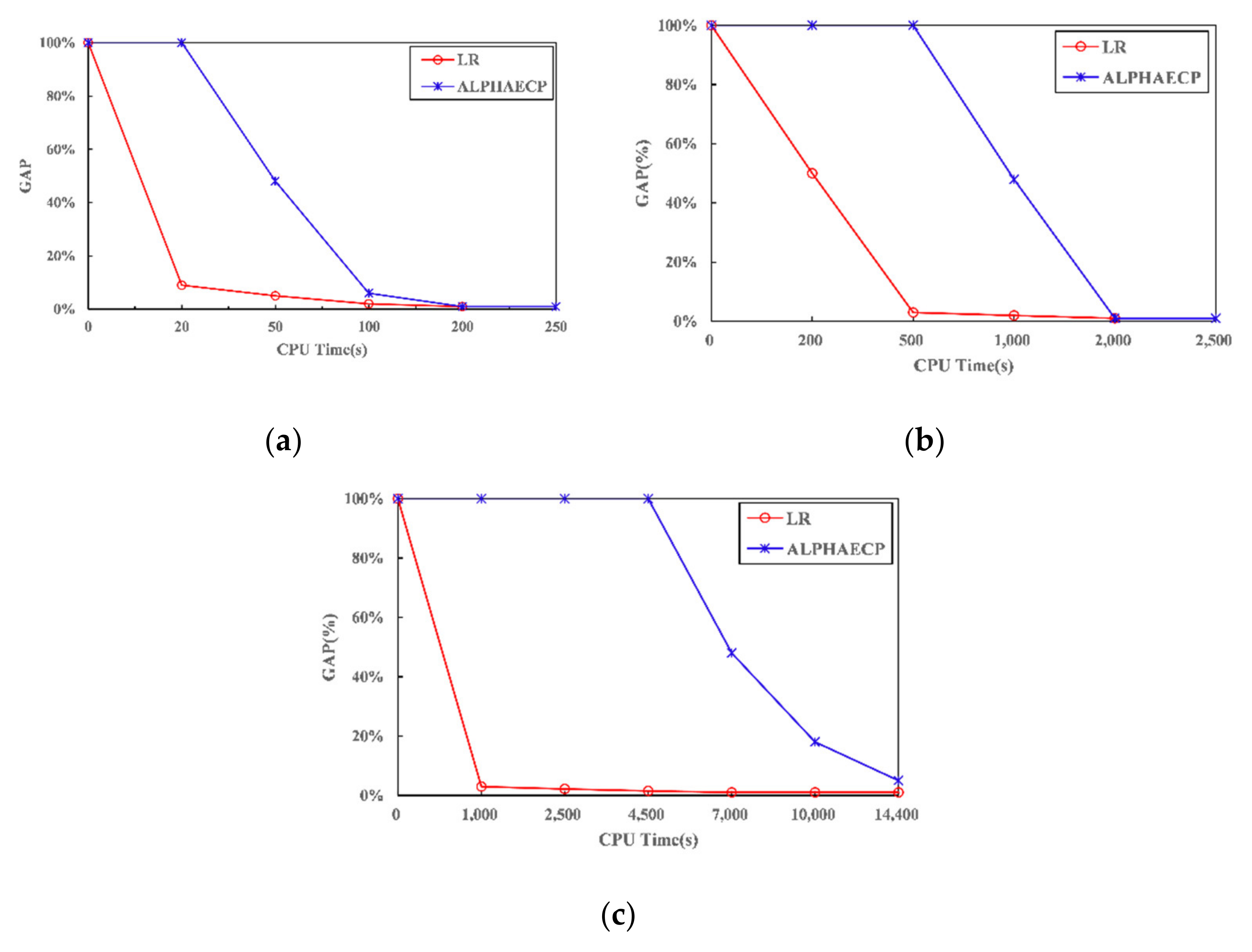
4.2. Results Presentation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ESP | electric submersible pump |
| FPSO | floating production storage and offloading |
| MILP | mixed integer linear programming |
| LP | linear programming |
| MINLP | mixed integer nonlinear programming |
| i | oil production well |
| k | well batch |
| t | time period |
| I | oil production wells |
| K | well batches |
| T | time period |
| convection heat transfer coefficient | |
| radius of the tubing | |
| the density of gas phase | |
| the density of liquid phase | |
| the liquid holdup | |
| the mass flow of the mixture | |
| the resistance coefficient | |
| thermal conductivity of insulation materials | |
| thickness of the insulation blanket | |
| thickness of the tubing | |
| valve opening change limit | |
| maximum wax deposit thickness | |
| , | coefficients of polymer flooding of well i |
| distribution density of wax | |
| maximum inventory capacity of oil | |
| minimum inventory capacity of oil | |
| temperature of flowing-out | |
| , | coefficients of pressure increase of well i |
| , | coefficients of pressure decrease of well i |
| , | coefficients of pressure variation equation which result from combinations |
| production demand of well batch k in time period t | |
| demand of production in period t | |
| pipe roughness of well batch k | |
| power generation efficiency of diesel generator set in platform | |
| up limit pressure of well i | |
| down limit pressure of well i | |
| inlet pressure | |
| maximum production rate of well i | |
| minimum production rate of well i | |
| cost of start-stop operation of unit i | |
| coefficient for electricity consumption of valve in well i | |
| length of pipeline segment | |
| 1 | the line angle |
| A | the pipeline cross-sectional area |
| TL | temperature of flowing-in |
| Ts | temperature of fluid at the fluid entry point |
| ρ | is fluid density |
| density of wax | |
| length of time period | |
| suitable upper limit | |
| length of planning horizons | |
| coefficient of inventory cost | |
| cost coefficient of polymer flooding | |
| punishment of delivery delay | |
| coefficient of wax removal cost | |
| initial bottom pressure for the well i | |
| initial inventory level for the oil batch k | |
| half of the radius of the annular region volume by uneven ups and downs. | |
| a set of Lagrange multiplier | |
| the step size of the iteration | |
| the sub gradient of coupling constraint | |
| the given initial step size | |
| the duality gap | |
| temperature inside the pipe | |
| recovery ratio differential of oil well i in period t | |
| initial inventory of well batch k | |
| inventory of well batch k in the time period t | |
| quality of the precipitated wax in pipeline of well batch k | |
| polymer flooding of well i in time period t | |
| heat accumulation | |
| heat flow in | |
| heat flow out | |
| heat transferred | |
| pressure differential in the well bore when the well i is shut in | |
| wax removal cycle of well batch k | |
| volume of the precipitated wax in pipeline of well batch k | |
| pressure differential in the well bore when the well i is producing | |
| 0–1 variable indicating whether the well bore pressure reaches the maximum allowable value in period t when well i is closed | |
| consumption of energy | |
| initial pressure of well i | |
| well bore pressure of well i at the end of period t | |
| well bore pressure of well i at the beginning of period t | |
| production supply of oil well batch k in the time period t | |
| production supply in period t | |
| wax deposit rate in pipeline of well batch k | |
| the occurrence of start–stop operation in equipment i during t week and t + 1 week. | |
| 0–1 variable denoting whether well i is working in the period t | |
| production rate of oil in well i in the period t | |
| difference in temperature between the pipeline product and the ambient temperature outside | |
| wax deposit thickness | |
| v | fluid velocity in pipeline |
| energy supply |
References
- Song, Q.; Huang, G.; Shi, X. Analysis on current situation of petroleum consumption and countermeasures of traditional petroleum enterprises in China. Petrochem. Technol. Appl. 2018, 36, 149–153. (In Chinese) [Google Scholar]
- Yin, S. The Global Distribution of Oil and Gas Resources in Deep Waters; China University of Petroleum (Beijing): Beijing, China, 2018. (In Chinese) [Google Scholar]
- Peng, D.; Pang, X.; Chen, C.; Shu, Y.; Ye, B.; Gan, Q.; Wu, C.; Huang, X. From shallow water shelf to deep water continental slope—A Study on the Deep water fan system in the South China Sea. Acta Sediba Sin. 2005, 1, 1–11. (In Chinese) [Google Scholar]
- Jiaxiong, H.; Bin, X.; Xiaobin, S.; Yongjian, Y.; Hailing, L.; Pin, Y. Prospect and progress for oil and gas in deep waters of the world, and the potential and prospect foreground for oil and gas in deep waters of the South China Sea. Nat. Gas Geosci. 2006, 17, 747–752. [Google Scholar]
- Xu, X. Entering the Deep Sea: The Hope of China’s Oil and Gas Development. In China Business News; Chinese Economy Management Science Magazine: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Alessandro, S. Trends and determinants of energy innovations: Patents, environmental policies and oil prices. J. Econ. Policy Reform 2020, 23, 49–66. [Google Scholar]
- Grossmann, I.E.; Erdirik-Dogan, M. Planning Models for Parallel Batch Reactors with Sequence-Dependent Changeovers. AIChE J. 2007, 53, 2284–2300. [Google Scholar]
- Pinto, J.M.; Joly, M.; Moro, L.F.L. Planning and scheduling models for refinery operations. Comput. Chem. Eng. 2000, 24, 2259–2276. [Google Scholar] [CrossRef]
- Neiro, S.M.; Pinto, J.M. A general modeling framework for the operational planning of petroleum supply chains. Comput. Chem. Eng. 2004, 28, 871–896. [Google Scholar] [CrossRef] [Green Version]
- Palou-Rivera, I.; Alattas, A.M.; Grossmann, I.E. Integration of Nonlinear Crude Distillation Unit Models in Refinery Planning Optimization. Ind. Eng. Chem. Res. 2011, 50, 6860–6870. [Google Scholar]
- Joly, M.; Moro, L.F.L.; Pinto, J.M. Planning and scheduling for petroleum refineries using mathematical programming. Braz. J. Chem. Eng. 2002, 19, 207–228. [Google Scholar] [CrossRef] [Green Version]
- Gupta, V.; Grossmann, I.E. An Efficient Multiperiod MINLP Model for Optimal Planning of Offshore Oil and Gas Field Infrastructure. Ind. Eng. Chem. Res. 2012, 51, 6823–6840. [Google Scholar] [CrossRef] [Green Version]
- Gupta, V. A New MINLP Model for Optimal Planning of Offshore Oil and Gas Field Infrastructure with Production Sharing Agreements. In Proceedings of the Computing and Systems Technology Division Core Programming Topic at the 2011 AIChE Annual Meeting, Minneapolis, MN, USA, 20 October 2011; pp. 1001–1002. [Google Scholar]
- Aseeri, A.; Gorman, P.; Bagajewicz, M.J. Financial Risk Management in Offshore Oil Infrastructure Planning and Scheduling. Ind. Eng. Chem. Res. 2004, 43, 3063–3072. [Google Scholar] [CrossRef]
- Ortiz-Gomez, A.; Rico-Ramirez, V.; Hernandez-Castro, S. Mixed-integer multiperiod model for the planning of oilfield production. Comput. Chem. Eng. 2002, 26, 703–714. [Google Scholar] [CrossRef]
- Lu, Y.; Jin, Q. Research on Lean Production Planning and Control Model Based on MES System. Manag. Adm. 2017, 5, 92–95. (In Chinese) [Google Scholar]
- Saravanan, V.; Nallusamy, S.; Balaji, K. Lead time reduction through execution of lean tool for productivity enhancement in small scale industries. Int. J. Eng. Res. Afr. 2018, 34, 116–127. [Google Scholar] [CrossRef]
- Gao, X.Y. Offshore oil production planning optimization: An MINLP model considering well operation and flow assurance. Comput. Chem. Eng. 2020, 133, 106674. [Google Scholar] [CrossRef]
- Patil, B.V.; Nataraj, P.S.V. An Improved Bernstein Global Optimization Algorithm for MINLP Problems with Application in Process Industry. Math. Comput. Sci. 2014, 8, 357–377. [Google Scholar] [CrossRef]
- Mouret, S.; Grossmann, I.E.; Pestiaux, P. A new Lagrangian decomposition approach applied to the integration of refinery planning and crude-oil scheduling. Comput. Chem. Eng. 2011, 35, 2750–2766. [Google Scholar] [CrossRef]
- Ghaddar, B.; Naoum-Sawaya, J.; Kishimoto, A.; Taheri, N.; Eck, B. A Lagrangian decomposition approach for the pump scheduling problem in water networks. Eur. J. Oper. Res. 2015, 241, 490–501. [Google Scholar] [CrossRef]
- Costa, L.; Oliveira, P. Evolutionary algorithms approach to the solution of mixed integer non-linear programming problems. Comput. Chem. Eng. 2001, 25, 257–266. [Google Scholar] [CrossRef]
- Jaffal, Y.; Nasser, Y.; Corre, Y.; Lostanlen, Y. K-best branch and bound technique for the MINLP resource allocation in multi-user OFDM systems. In Proceedings of the 2015 IEEE 16th International Workshop on Signal Processing Advances in Wireless Communications (SPAWC), Stockholm, Sweden, 28 June–1 July 2015; pp. 161–165. [Google Scholar]
- Aras, Ö.; Bayramoğlu, M. A MINLP Study on Shell and Tube Heat Exchanger: Hybrid Branch and Bound/Meta-heuristics Approaches. Ind. Eng. Chem. Res. 2012, 51, 14158. [Google Scholar] [CrossRef]
- Bergamini, M.L.; Grossmann, I.; Scenna, N.; Aguirre, P. An improved piecewise outer-approximation algorithm for the global optimization of MINLP models involving concave and bilinear terms. Comput. Chem. Eng. 2008, 32, 477–493. [Google Scholar] [CrossRef]
- Luo, Y.; Yuan, X.; Liu, Y. An improved PSO algorithm for solving non-convex NLP/MINLP problems with equality constraints. Comput. Chem. Eng. 2007, 31, 153–162. [Google Scholar]
- Held, M.; Karp, R.M. The traveling-salesman problem and minimum spanning trees. Oper. Res. 1970, 18, 1138–1162. [Google Scholar] [CrossRef]
- Fisher, M.L. Optimal solution of scheduling problems using Lagrange multipliers: Part II. In Symposium on the Theory of Scheduling and Its Applications; Springer: Berlin/Heidelberg, Germany, 1973; pp. 294–318. [Google Scholar]
- Luh, P.B.; Hoitomt, D.J.; Max, E.; Pattipati, K.R. Schedule generation and reconfiguration for parallel machines[C]//1989 IEEE International Conference on Robotics and Automation. IEEE Comput. Soc. 1989, 1, 528–533. [Google Scholar]
- Luh, P.B.; Hoitomt, D.J. Scheduling of manufacturing systems using the Lagrangian relaxation technique. IEEE Trans. Autom. Control 1993, 38, 1066–1079. [Google Scholar] [CrossRef]
- Yu, D.; Luh, P.B.; Soorapanth, S. A new Lagrangian relaxation based method to improve schedule quality. In Proceedings of the Proceedings 2003 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS 2003) (Cat. No. 03CH37453), Las Vegas, NV, USA, 27–31 October 2003; Volume 3, pp. 2303–2308. [Google Scholar]
- Van den Heever, S.A.; Grossmann, I.E.; Vasantharajan, S.; Edwards, K. A Lagrangean decomposition heuristic for the design and planning of offshore hydrocarbon field infrastructures with complex economic objectives. Ind. Eng. Chem. Res. 2001, 40, 2857–2875. [Google Scholar] [CrossRef]
- Álvarez, J.D.; Redondo, J.L.; Camponogara, E.; Normey-Rico, J.; Berenguel, M.; Ortigosa, P.M. Optimizing building comfort temperature regulation via model predictive control. Energy Build. 2013, 57, 361–372. [Google Scholar] [CrossRef]
- Boyd, S.; Boyd, S.P.; Vandenberghe, L. Convex Optimization; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Fisher, M.L. An applications oriented guide to Lagrangian relaxation. Interfaces 1985, 15, 10–21. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Well Batch | Monthly Demand of Production | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| 1 | 12,600 | 15,000 | 15,000 | 16,200 | 9000 | 27,000 | 15,000 | 15,000 | 22,000 | 18,000 | 16,200 | 9000 |
| Well Batch | Monthly Demand of Production | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| 1 | 12,600 | 15,000 | 15,000 | 16,200 | 9000 | 27,000 | 15,000 | 15,000 | 22,000 | 18,000 | 16,200 | 9000 |
| 2 | 21,000 | 16,800 | 18,000 | 9000 | 11,400 | 15,000 | 9000 | 18,800 | 15,000 | 14,400 | 15,000 | 19,800 |
| Well Batch | Monthly Demand of Production | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| 1 | 12,600 | 15,000 | 15,000 | 16,200 | 9000 | 27,000 | 15,000 | 15,000 | 22,000 | 18,000 | 16,200 | 9000 |
| 2 | 21,000 | 16,800 | 18,000 | 9000 | 11,400 | 15,000 | 9000 | 18,800 | 15,000 | 14,400 | 15,000 | 19,800 |
| 3 | 19,200 | 16,200 | 9000 | 9000 | 10,200 | 9000 | 23,400 | 16,200 | 9000 | 24,000 | 13,200 | 21,000 |
| Well Batch | Monthly Demand of Production | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| 1 | 12,600 | 15,000 | 15,000 | 16,200 | 9000 | 27,000 | 15,000 | 15,000 | 22,000 | 18,000 | 16,200 | 9000 |
| 2 | 21,000 | 16,800 | 18,000 | 9000 | 11,400 | 15,000 | 9000 | 18,800 | 15,000 | 14,400 | 15,000 | 19,800 |
| 3 | 19,200 | 16,200 | 9000 | 9000 | 10,200 | 9000 | 23,400 | 16,200 | 9000 | 24,000 | 13,200 | 21,000 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |
| 1 | 21,000 | 16,800 | 18,000 | 9000 | 11,400 | 15,000 | 9000 | 18,800 | 15,000 | 14,400 | 15,000 | 19,800 |
| 2 | 19,200 | 16,200 | 9000 | 9000 | 10,200 | 9000 | 23,400 | 16,200 | 9000 | 24,000 | 13,200 | 21,000 |
| 3 | 12,600 | 15,000 | 15,000 | 16,200 | 9000 | 27,000 | 15,000 | 15,000 | 22,000 | 18,000 | 16,200 | 9000 |
| Case | Formula for the Number | Number of Nonlinear Terms | Number of Discrete Variables | Number of Continuous Variables | Duality GAP (%) | CPU Run Time (S) |
|---|---|---|---|---|---|---|
| CASE 1 | 2219 | 180 | 768 | 1587 | 1 | 100 |
| CASE 2 | 4438 | 394 | 1536 | 3174 | 1 | 1000 |
| CASE 3 | 6656 | 591 | 2304 | 4760 | 1 | 7200 |
| CASE 4 | 13,312 | 1167 | 4608 | 9520 | 5 | 14,400 |
| Case | Cost | Relative Value of Difference (%) | Duality GAP (%) | CPU TIME (S) | Relative Value of Difference (%) | |
|---|---|---|---|---|---|---|
| CASE 1 | ALPHAECP | 163,786,288 | 1 | 12.27 | ||
| LR | ||||||
| CASE 2 | ALPHAECP | 355,809,355 | 4.7 | 1 | 242.02 | 43.7 |
| LR | 372,569,324 | 0.98 | 136.25 | |||
| CASE 3 | ALPHAECP | 515,030,600 | 4.1 | 1 | 2515.13 | 48.9 |
| LR | 535,930,049 | 0.96 | 1283.64 | |||
| CASE 4 | ALPHAECP | 941,556,300 | 3.8 | 5 | 14,400 | 61.6 |
| LR | 978,023,560 | 0.72 | 5531.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, X.; Zhao, Y.; Wang, Y.; Zuo, X.; Chen, T. A Lagrange Relaxation Based Decomposition Algorithm for Large-Scale Offshore Oil Production Planning Optimization. Processes 2021, 9, 1257. https://doi.org/10.3390/pr9071257
Gao X, Zhao Y, Wang Y, Zuo X, Chen T. A Lagrange Relaxation Based Decomposition Algorithm for Large-Scale Offshore Oil Production Planning Optimization. Processes. 2021; 9(7):1257. https://doi.org/10.3390/pr9071257
Chicago/Turabian StyleGao, Xiaoyong, Yue Zhao, Yuhong Wang, Xin Zuo, and Tao Chen. 2021. "A Lagrange Relaxation Based Decomposition Algorithm for Large-Scale Offshore Oil Production Planning Optimization" Processes 9, no. 7: 1257. https://doi.org/10.3390/pr9071257
APA StyleGao, X., Zhao, Y., Wang, Y., Zuo, X., & Chen, T. (2021). A Lagrange Relaxation Based Decomposition Algorithm for Large-Scale Offshore Oil Production Planning Optimization. Processes, 9(7), 1257. https://doi.org/10.3390/pr9071257