
Studies on Red Mud Material to Use for Combustion of Vietnam Pulverized Coal

 , , and
, , and
Abstract
:1. Introduction
2. Results
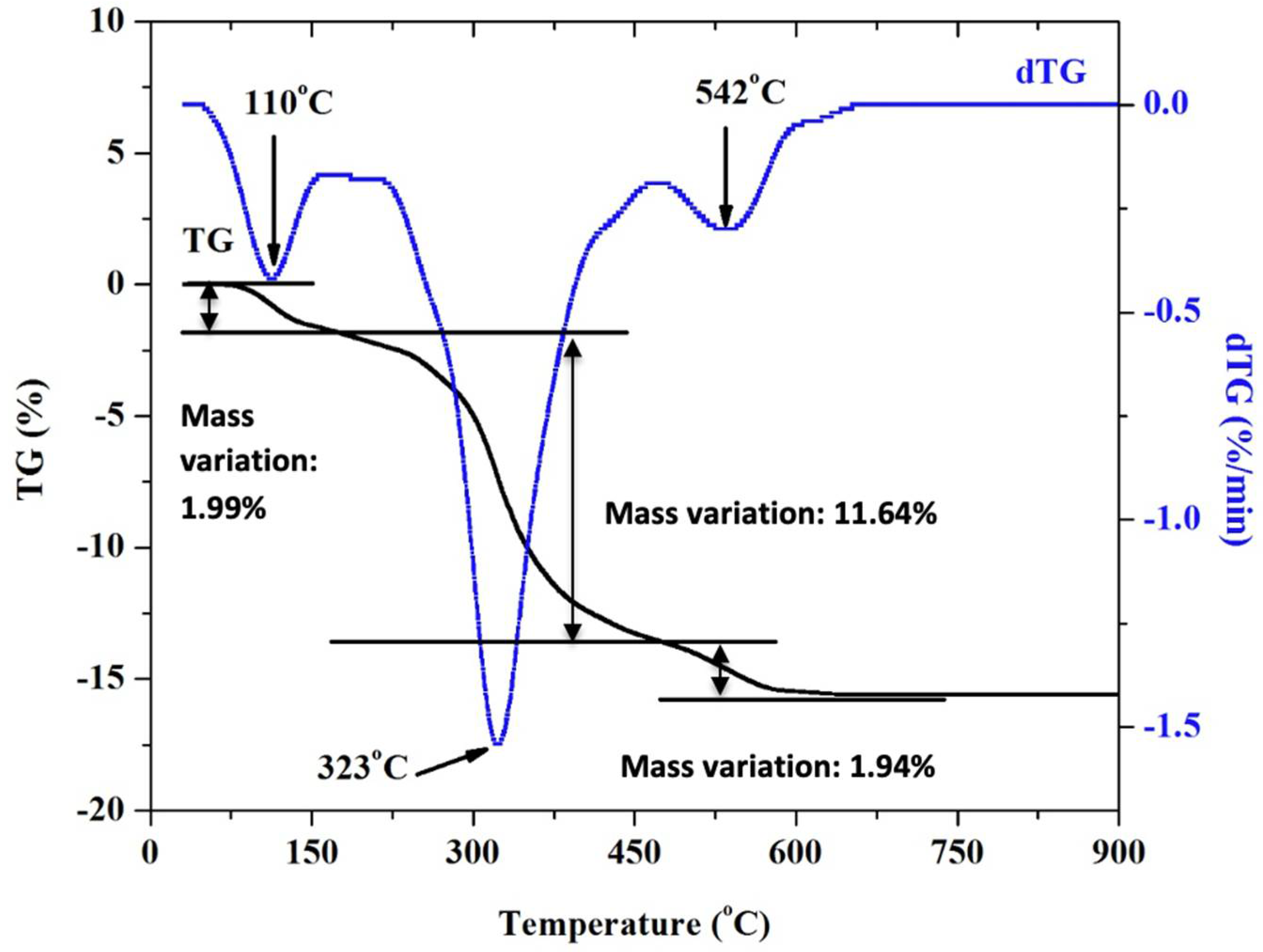
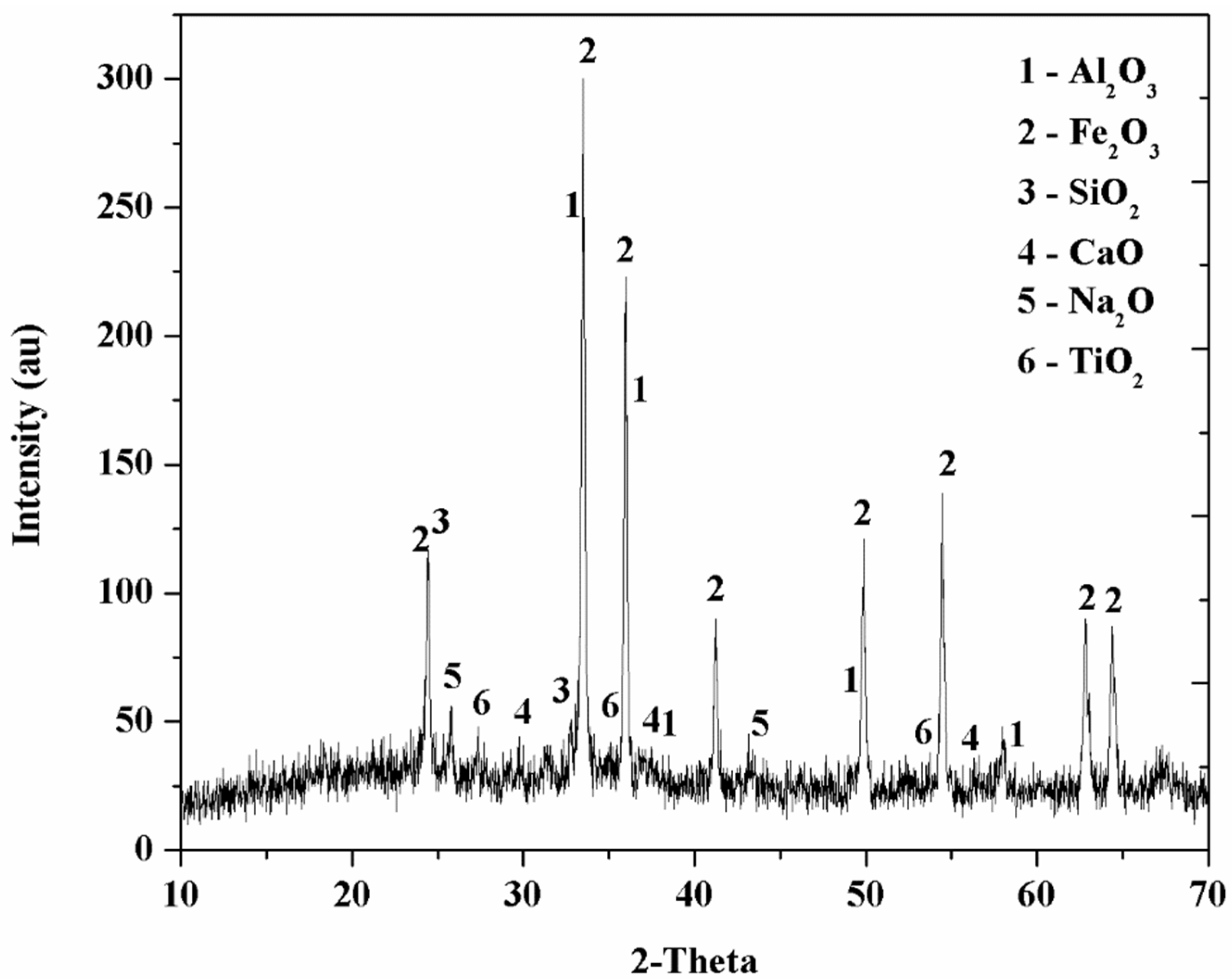
2.1. Characteristics of Red Mud
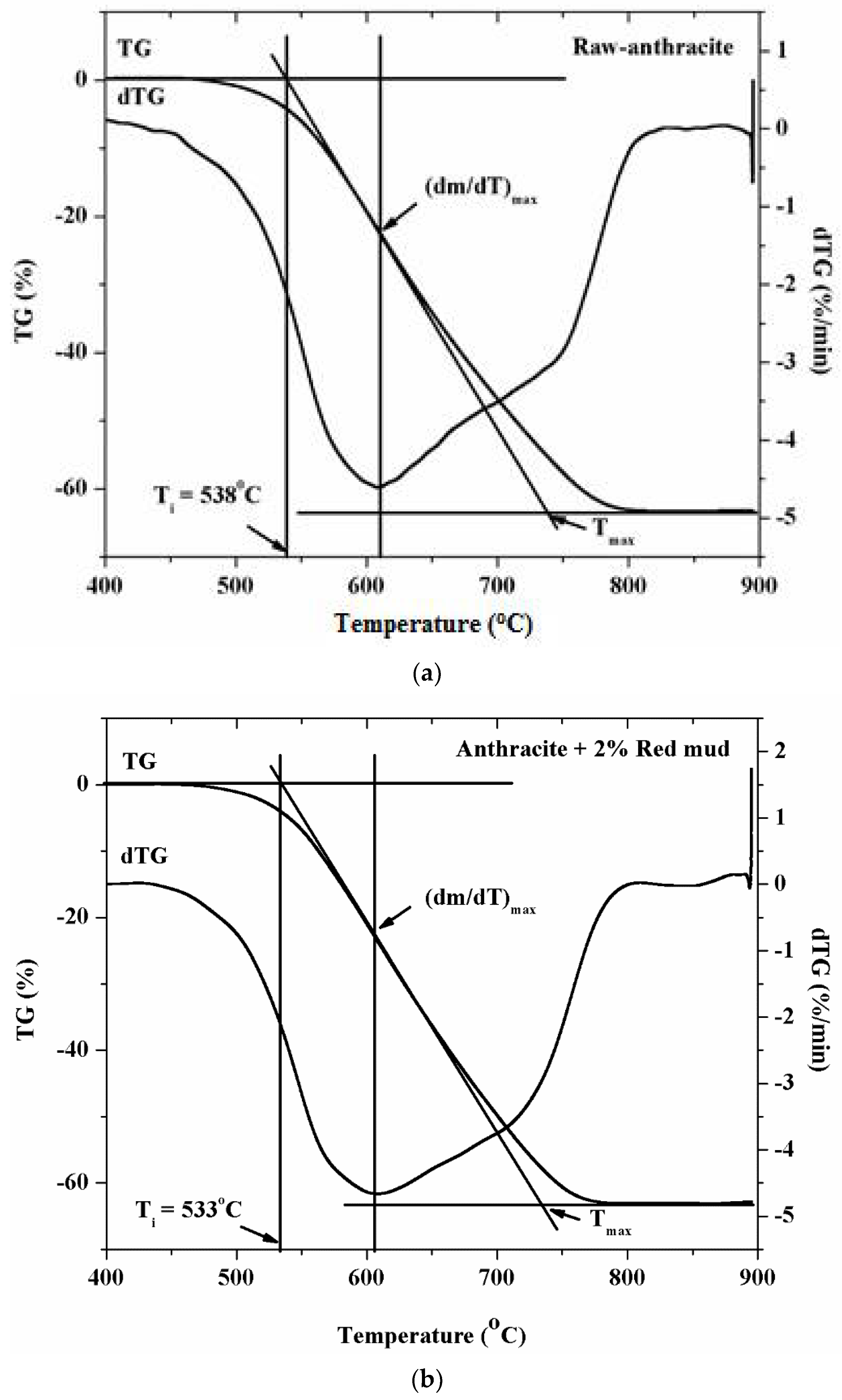
2.2. Effect of Red Mud on Coal Combustion Characteristics
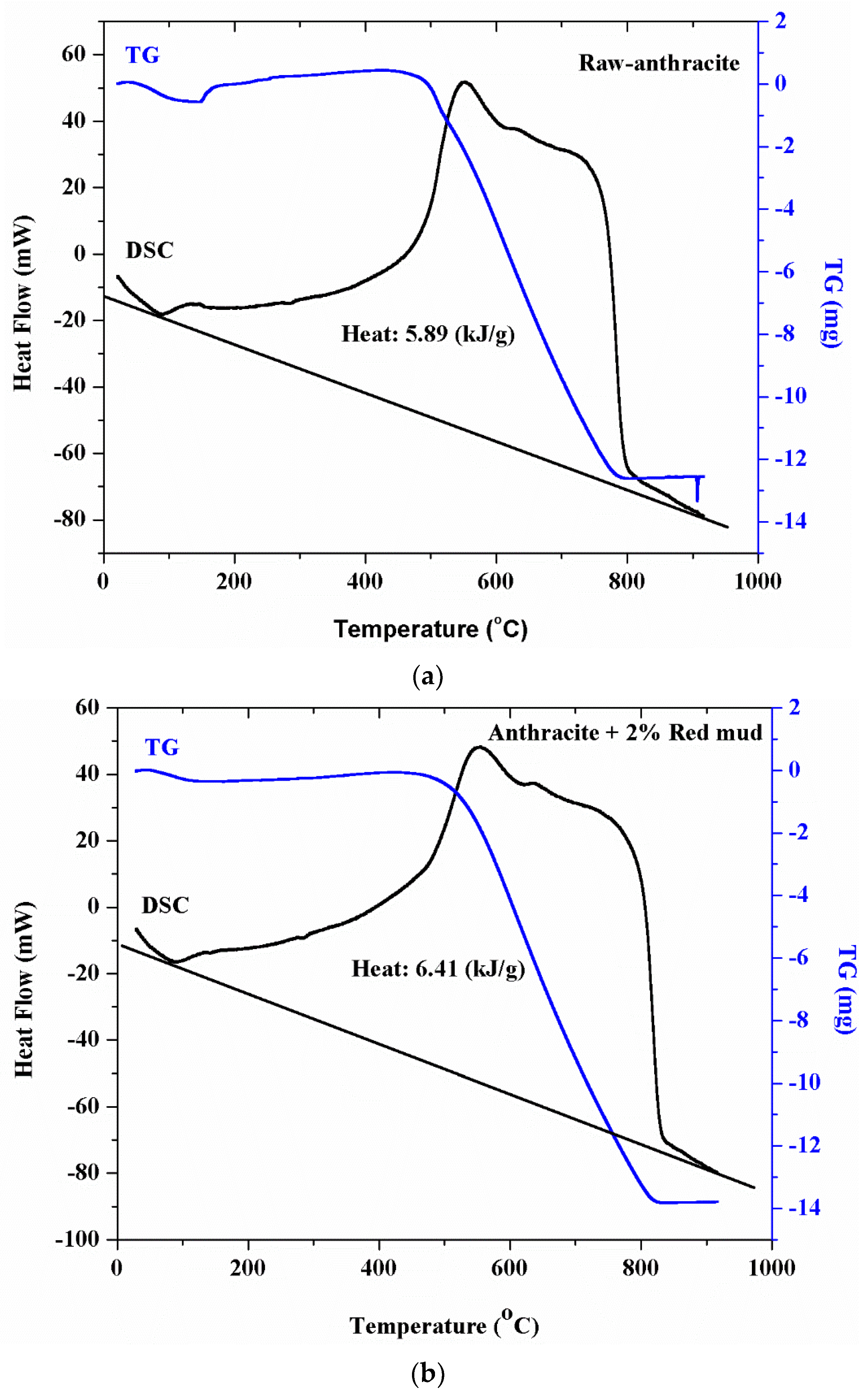
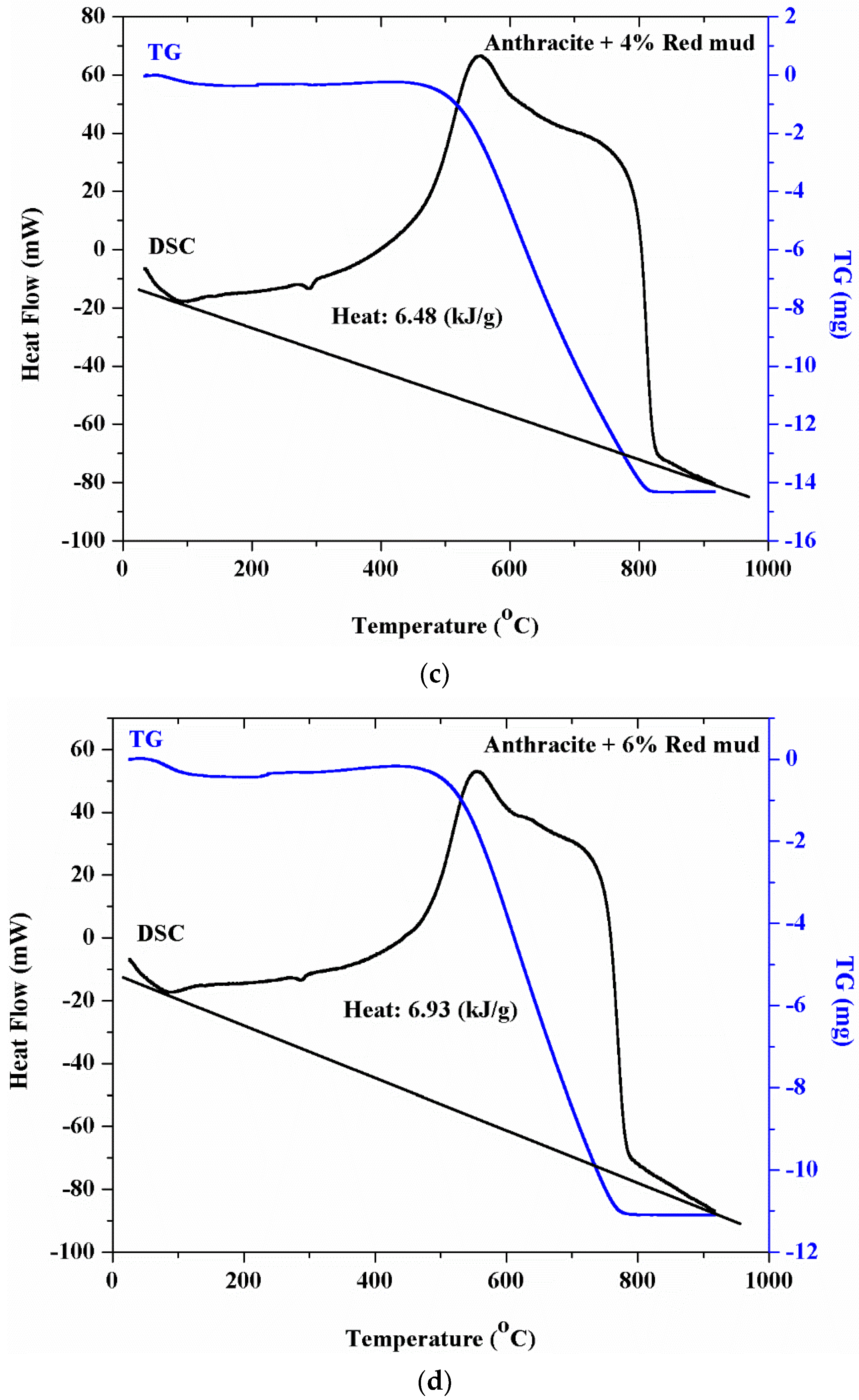
2.3. Catalytic Effect on the Amount of Heat Released
3. Materials and Methods
3.1. Materials
3.2. Methods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, X.G.; Ma, B.G.; Xu, L.; Luo, Z.T.; Wang, K. Catalytic Effect of Metallic Oxides on Combustion Behavior of High Ash Coal. Energy Fuels 2007, 21, 2669–2672. [Google Scholar] [CrossRef]
- Gong, X.; Guo, Z.; Wang, Z. Reactivity of Pulverized Coals during Combustion Catalyzed by CeO2 and Fe2O3. Combust. Flame 2010, 157, 351–356. [Google Scholar] [CrossRef]
- Gong, X.; Guo, Z.; Wang, Z. Variation on Anthracite Combustion Efficiency with CeO2 and Fe2O3 Addition by Differential Thermal Analysis (DTA). Energy 2010, 35, 506–511. [Google Scholar] [CrossRef]
- Tang, Y.-B.; Li, Z.-H.; Yang, Y.I.; Ma, D.-J.; Ji, H.-J. Effect of Inorganic Chloride on Spontaneous Combustion of Coal. J. S. Afr. Inst. Min. Metall. 2015, 115, 87–92. [Google Scholar] [CrossRef]
- Li, W.; Wang, L.; Qiao, Y.; Lin, J.-Y.; Wang, M.; Chang, L. Effect of Atmosphere on the Release Behavior of Alkali and Alkaline Earth Metals during Coal Oxy-Fuel Combustion. Fuel 2015, 139, 164–170. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Hao, L.; Park, J.-I.; Miyawaki, J.; Mochida, I.; Yoon, S.-H. Catalytic Activity and Activation Mechanism of Potassium Carbonate Supported on Perovskite Oxide for Coal Char Combustion. Fuel 2012, 94, 516–522. [Google Scholar] [CrossRef]
- Di, Z.; Chun, T.; Long, H.; Meng, Q.; Wang, P.; Yang, J. Study on the Effects of Catalyst on Combustion Characteristics of Pulverized Coal. Metall. Res. Technol. 2017, 114, 104–116. [Google Scholar] [CrossRef]
- Yin, K.; Zhou, Y.-M.; Yao, Q.-Z.; Fang, C.; Zhang, Z.-W. Thermogravimetric Analysis of the Catalytic Effect of Metallic Compounds on the Combustion Behaviors of Coals. React. Kinet. Mech. Catal. 2012, 106, 369–377. [Google Scholar] [CrossRef]
- He, X.-M.; Qin, J.; Liu, R.-Z.; Hu, Z.-J.; Wang, J.-G.; Huang, C.-J.; Li, T.-L.; Wang, S.-J. Catalytic Combustion of Inferior Coal in the Cement Industry by Thermogravimetric Analysis. Energy Sources Part A Recover. Util. Environ. Eff. 2013, 35, 1233–1240. [Google Scholar] [CrossRef]
- Ma, L.; Jones, J.M.; Pourkashanian, M.; Williams, A. Modelling the Combustion of Pulverized Biomass in an Industrial Combustion Test Furnace. Fuel 2007, 86, 1959–1965. [Google Scholar] [CrossRef]
- Shen, B. Study on MSW Catalytic Combustion by TGA. Energy Convers. Manag. 2006, 47, 1429–1437. [Google Scholar] [CrossRef]
- Cheng, J.; Zhou, F.; Xuan, X.; Liu, J.; Zhou, J.; Cen, K. Comparison of the Catalytic Effects of Eight Industrial Wastes Rich in Na, Fe, Ca and Al on Anthracite Coal Combustion. Fuel 2017, 187, 398–402. [Google Scholar] [CrossRef]
- Cheng, J.; Zhou, F.; Xuan, X.; Liu, J.; Zhou, J.; Cen, K. Cascade Chain Catalysis of Coal Combustion by Na–Fe–Ca Composite Promoters from Industrial Wastes. Fuel 2016, 181, 820–826. [Google Scholar] [CrossRef]
- Wang, S.J.; Wu, F.; Zhang, G.; Zhu, P.; Wang, Z.Y.; Huang, C.J.; Chen, S.T. Research on the Combustion Characteristics of Anthracite and Blended Coal with Composite Catalysts. J. Energy Inst. 2014, 87, 96–101. [Google Scholar] [CrossRef]
- Wu, F.; Wang, S.J.; Zhang, G.; Zhu, P.; Wang, Z.Y.; Chen, S.T.; Zhou, Z. Influence of Steel Industrial Wastes on Burnout Rate and NOx Release during the Pulverized Coal Catalytic Combustion. J. Energy Inst. 2014, 87, 134–139. [Google Scholar] [CrossRef]
- Wang, L.; Sun, N.; Tang, H.; Sun, W. A Review on Comprehensive Utilization of Red Mud and Prospect Analysis. Minerals 2019, 9, 362. [Google Scholar] [CrossRef] [Green Version]
- Kirwan, L.J.; Hartshorn, A.; McMonagle, J.B.; Fleming, L.; Funnell, D. Chemistry of Bauxite Residue Neutralisation and Aspects to Implementation. Int. J. Miner. Process. 2013, 119, 40–50. [Google Scholar] [CrossRef]
- Evans, K.; Nordheim, E.; Tsesmelis, K. Bauxite residue management. In Light Metals 2012; Springer: Berlin/Heidelberg, Germany, 2012; pp. 63–66. [Google Scholar]
- Hammond, K.; Mishra, B.; Apelian, D.; Blanpain, B. CR3 Communication: Red Mud-A Resource or a Waste? JOM 2013, 65, 340–341. [Google Scholar]
- Tsakiridis, P.E.; Agatzini-Leonardou, S.; Oustadakis, P. Red Mud Addition in the Raw Meal for the Production of Portland Cement Clinker. J. Hazard. Mater. 2004, 116, 103–110. [Google Scholar] [CrossRef] [PubMed]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Other Valuable Metals from Bauxite Residue (Red Mud): A Review. J. Sustain. Metall. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Hua, Y.; Heal, K.V.; Friesl-Hanl, W. The Use of Red Mud as an Immobiliser for Metal/Metalloid-Contaminated Soil: A Review. J. Hazard. Mater. 2017, 325, 17–30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.; Chen, W.; Liu, H.; Han, C. Recycling of Waste Red Mud for Production of Ceramic Floor Tile with High Strength and Lightweight. J. Alloy. Compd. 2018, 748, 876–881. [Google Scholar] [CrossRef]
- Ujaczki, É.; Zimmermann, Y.S.; Gasser, C.A.; Molnár, M.; Feigl, V.; Lenz, M. Red Mud as Secondary Source for Critical Raw Materials–Extraction Study. J. Chem. Technol. Biotechnol. 2017, 92, 2835–2844. [Google Scholar] [CrossRef]
- Gu, H.; Wang, N.; Liu, S. Radiological Restrictions of Using Red Mud as Building Material Additive. Waste Manag. Res. 2012, 30, 961–965. [Google Scholar] [CrossRef] [PubMed]
- Hai, L.D.; Khai, N.M.; Quy, T.V.; Huan, N.X. Material Composition and Properties of Red Mud Coming from Alumina Processing Plant Tan Rai, Lamdong, Vietnam. Int. J. Res. Earth Environ. Sci. 2014, 1, 1–7. [Google Scholar]
- Liangyong, C.; Yi, Z.; Fang, L.; Kunlei, L. Development of a Cost-Effective Oxygen Carrier from Red Mud for Coal-Fueled Chemical-Looping Combustion. Energy Fuels 2015, 29, 305–313. [Google Scholar]
- Mendiara, T.; Abad, A.; Diego, L.F.; García-Labiano, F.; Gayán, P.; Adánez, J. Use of an Fe-Based Residue from Alumina Production as an Oxygen Carrier in Chemical-Looping Combustion. Energy Fuels 2012, 26, 1420–1431. [Google Scholar] [CrossRef]
- Mendiara, T.; Gayán, P.; Abad, A.; Diego, L.F.; García-Labiano, F.; Adánez, J. Performance of a bauxite waste as oxygen-carrier for chemical-looping combustion using coal as fuel. Fuel Process. Technol. 2013, 109, 57–69. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.T.P.; Hoang, V.D.; Luu, X.D.; Le, T.M.H. Study on the influence of additives contaning elements of Na, Fe, Al, Ca to anthracite coal combustion efficiency. Журнал Интернаука 2021, 24, 56–59. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Fe2O3 | CaO | Al2O3 | SiO2 | Na2O | TiO2 | Other | LOI * |
|---|---|---|---|---|---|---|---|---|
| Wt.% | 51.10 | 5.83 | 16.71 | 6.98 | 5.32 | 3.64 | 1.06 | 9.36 |
| Samples | Ignition Temperature (°C) | Burnout Efficiency (%) |
|---|---|---|
| Raw anthracite | 538 | 90.54 |
| Anthracite with 2% red mud | 533 | 91.67 |
| Anthracite with 4% red mud | 531 | 92.35 |
| Anthracite with 6% red mud | 528 | 93.13 |
| Coals | Industrial Wastes | Ignition Temperature (°C) | Burnout Efficiency (%) | Ref |
|---|---|---|---|---|
| Vietnamese anthracite | None | 538 | 90.54 | |
| 6% red mud | 528 | 93.13 | ||
| 10% mixture of Al2O3, Fe2O3, NaCl and CaCl2 | 523 | 91.07 | [30] | |
| Jincheng anthracite | None | 582 | 91.83 | [12] |
| 0.5% brine sludge | 561 | 90.72 | ||
| 0.5% salt sludge | 572 | 89.36 | ||
| 0.5% iron mud | 569 | 91.99 | ||
| 0.5% steel residue | 574 | 94.54 | ||
| 0.5% white lime mud | 575 | 90.33 | ||
| 0.5% calcium carbide residue | 576 | 93.16 | ||
| 0.5% alumina residue | 576 | 90.43 | ||
| 0.5% aluminum slag | 579 | 90.69 |
| Samples | The Component of Ash (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Al2O3 | SiO2 | K2O | CaO | TiO2 | Na2O | Fe2O3 | Other | |
| Raw anthracite | 23.78 | 51.15 | 6.04 | 2.47 | 1.30 | 0.25 | 11.82 | 3.19 |
| Anthracite with 2% red mud | 24.26 | 49.51 | 5.92 | 2.57 | 1.51 | 0.37 | 13.80 | 2.06 |
| Anthracite with 4% red mud | 24.48 | 46.88 | 5.39 | 2.73 | 1.99 | 0.53 | 16.99 | 1.01 |
| Anthracite with 6% red mud | 25.22 | 44.74 | 5.10 | 2.83 | 2.18 | 0.65 | 18.82 | 0.46 |
| Samples | Heat Release (kJ/g) |
|---|---|
| Raw anthracite | 5.89 |
| Anthracite with 2% red mud | 6.41 |
| Anthracite with 4% red mud | 6.48 |
| Antharacite with 6% red mud | 6.93 |
| Components | Vietnamese Anthracite |
|---|---|
| Proximate analysis (wt.%) | |
| Moisture | 2.44 |
| Ash | 30.78 |
| Volatile matter | 5.61 |
| Fixed carbon | 61.08 |
| Ultimate analysis (wt.%) | |
| C | 63.25 |
| N | 0.89 |
| S | 0.21 |
| O | 4.13 |
| Thermogravimetric analysis | |
| Volatilization temperature (°C) | 319 |
| Ignition temperature (°C) | 538 |
| Maximum heat release temperature (°C) | 553 |
| Burnout efficiency (%) | 90.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.T.P.; Nguyen, V.T.; Hoang, N.; Hoang, V.D.; Luu, X.D.; Le, T.M.H.; Nguyen, T.H.; Hoang, N.B.; Tran, T.K.N.; Chu, M.N. Studies on Red Mud Material to Use for Combustion of Vietnam Pulverized Coal. Inorganics 2022, 10, 58. https://doi.org/10.3390/inorganics10050058
Nguyen TTP, Nguyen VT, Hoang N, Hoang VD, Luu XD, Le TMH, Nguyen TH, Hoang NB, Tran TKN, Chu MN. Studies on Red Mud Material to Use for Combustion of Vietnam Pulverized Coal. Inorganics. 2022; 10(5):58. https://doi.org/10.3390/inorganics10050058
Chicago/Turabian StyleNguyen, Thi Thuc Phuong, Van Tung Nguyen, Nhuan Hoang, Van Duc Hoang, Xuan Dinh Luu, Thi Mai Huong Le, Trong Hung Nguyen, Ngoc Bich Hoang, Thi Kim Ngan Tran, and Manh Nhuong Chu. 2022. "Studies on Red Mud Material to Use for Combustion of Vietnam Pulverized Coal" Inorganics 10, no. 5: 58. https://doi.org/10.3390/inorganics10050058
APA StyleNguyen, T. T. P., Nguyen, V. T., Hoang, N., Hoang, V. D., Luu, X. D., Le, T. M. H., Nguyen, T. H., Hoang, N. B., Tran, T. K. N., & Chu, M. N. (2022). Studies on Red Mud Material to Use for Combustion of Vietnam Pulverized Coal. Inorganics, 10(5), 58. https://doi.org/10.3390/inorganics10050058