
Microencapsulation of Juniper and Black Pepper Essential Oil Using the Coacervation Method and Its Properties after Freeze-Drying

 ,
,  ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Coacervates
2.3. Complex Coacervation Yield, Solid Yield, and Encapsulation Efficiency
- CM—coacervate mass collected after the process,
- SM—total mass of the freeze-dried powder.
- PM—powder mass collected after freeze drying,
- LCM—liquid coacervate mass, before the freeze drying process.
- OM1—oil mass after extraction and evaporation of the solvent,
- OM2—the theoretical weight of oil from the sample.
- OM1—oil mass after extraction and evaporation of the solvent,
- OM2—the theoretical weight of oil from the sample.
2.4. Bulk and Tapped Density, Carr Index (CI), and Hausner Ratio (HR)
2.5. Color Measurement
2.6. Solubility, Hygroscopicity, and Moisture Content
2.7. Particle Size Distribution
2.8. Fourier Transform Infrared Spectroscopy (FT-IR)
2.9. Differential Scanning Calorimetry (DSC)
2.10. Electronic Nose Analysis
2.11. Scanning Electron Microscopy Analysis (SEM)
2.12. Statistical Analysis
3. Results
3.1. Evaluation of Coacervation Efficacy
3.2. Bulk Density, Tapped Density, Carr Index (CI), and Hausner Ratio (HR)
3.3. Solubility, Hygroscopicity, and Moisture Content
3.4. Color Measurement
3.5. Particle Size Distribution
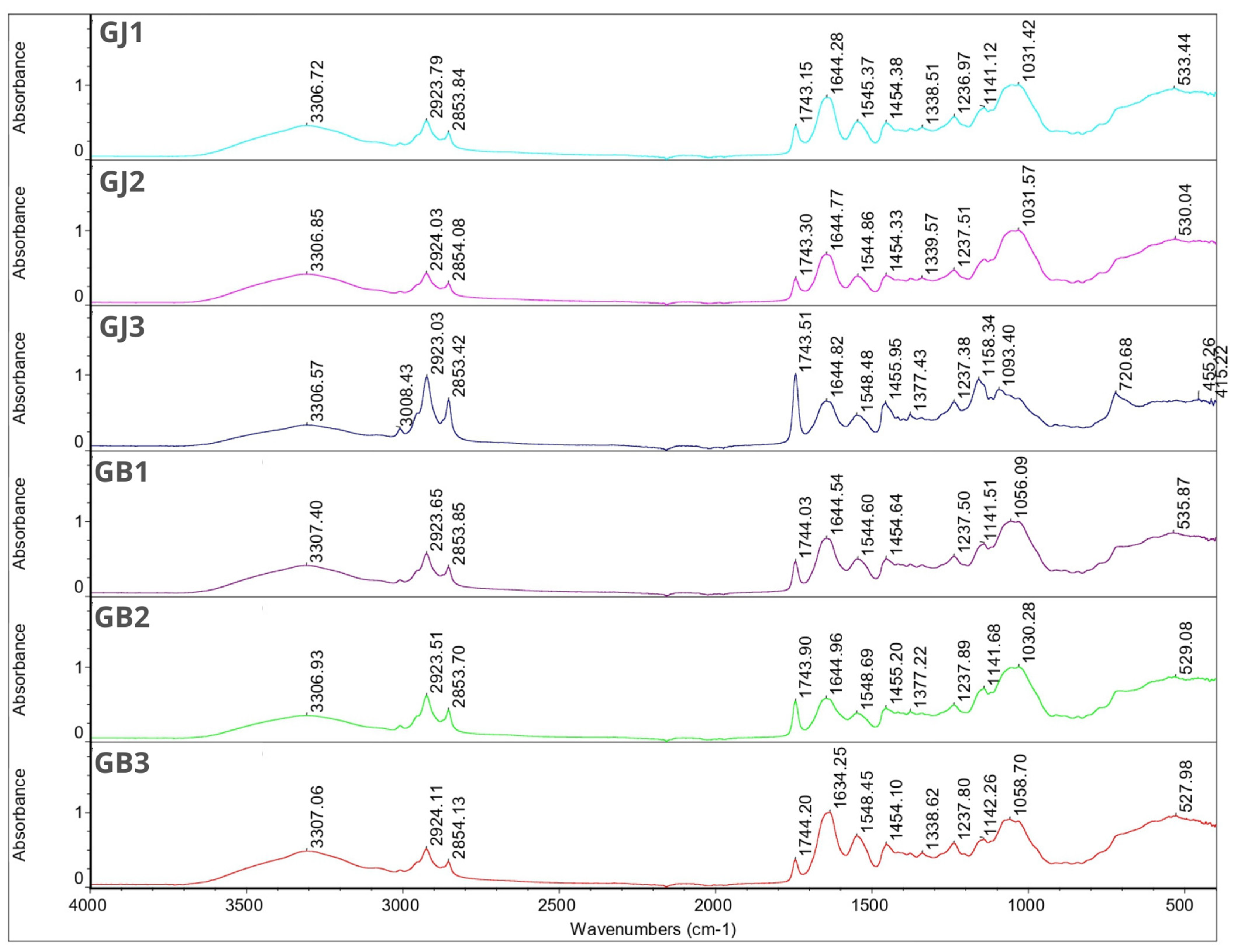
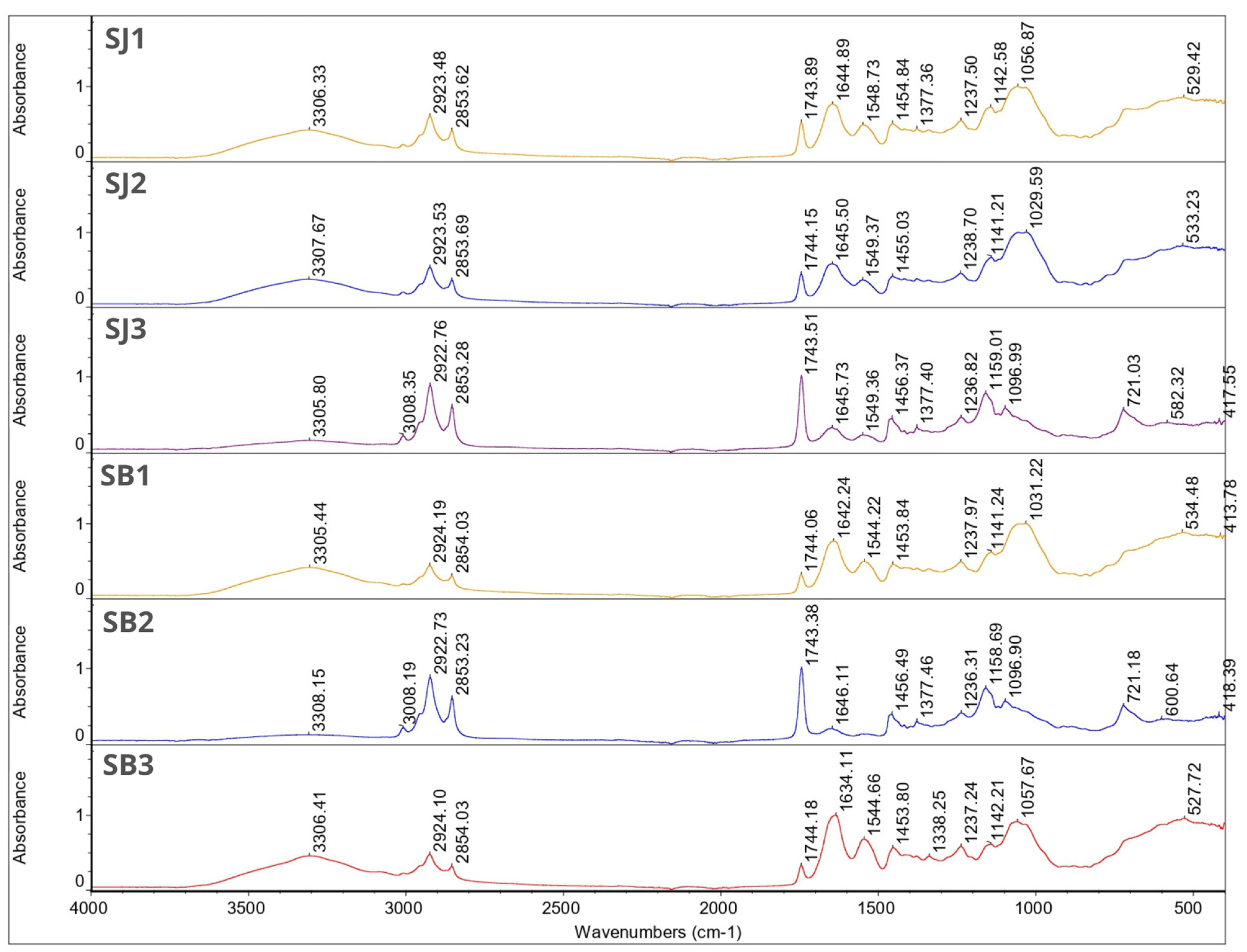
3.6. FT-IR
3.7. DSC
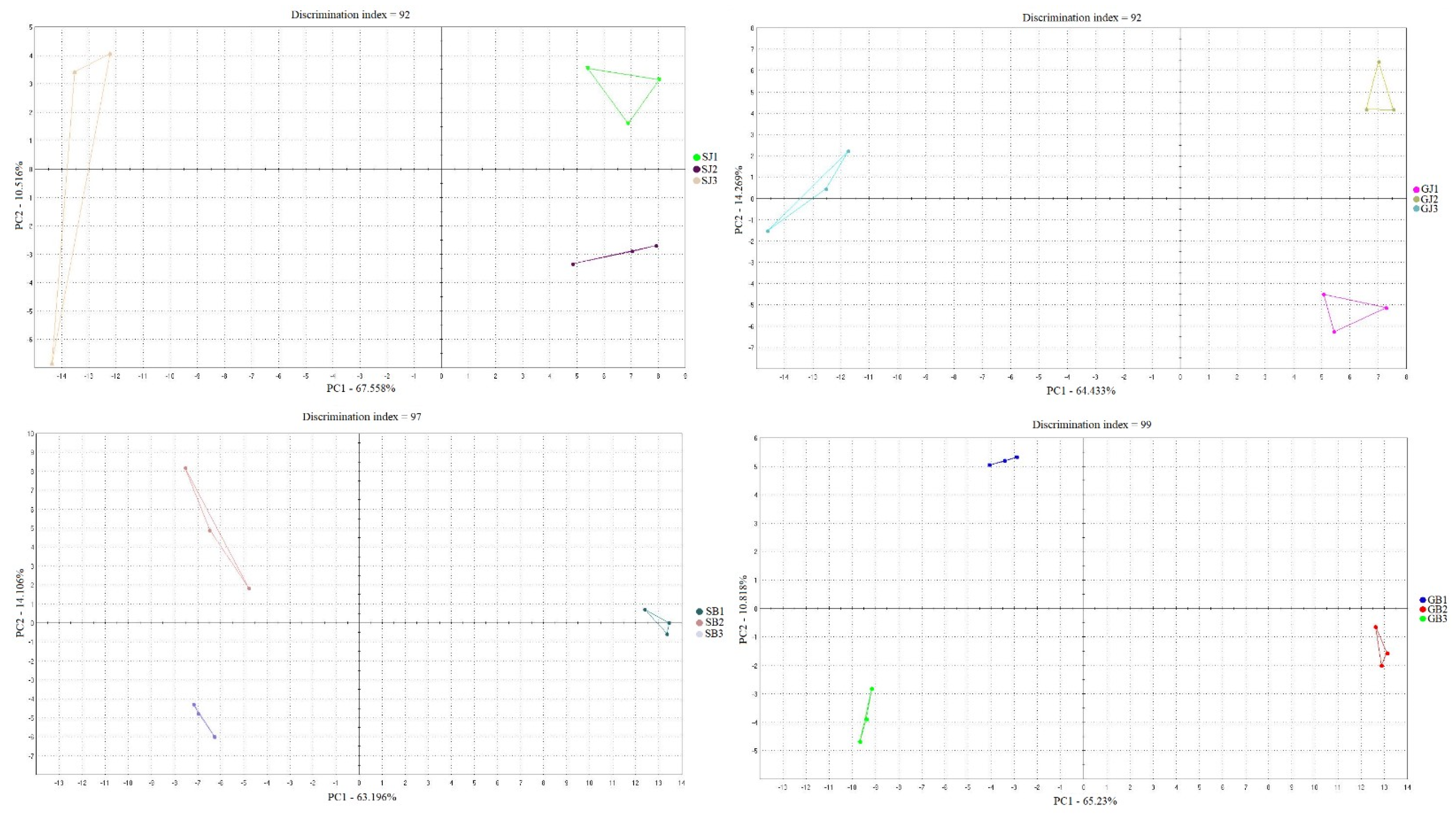
3.8. Electronic Nose Analysis
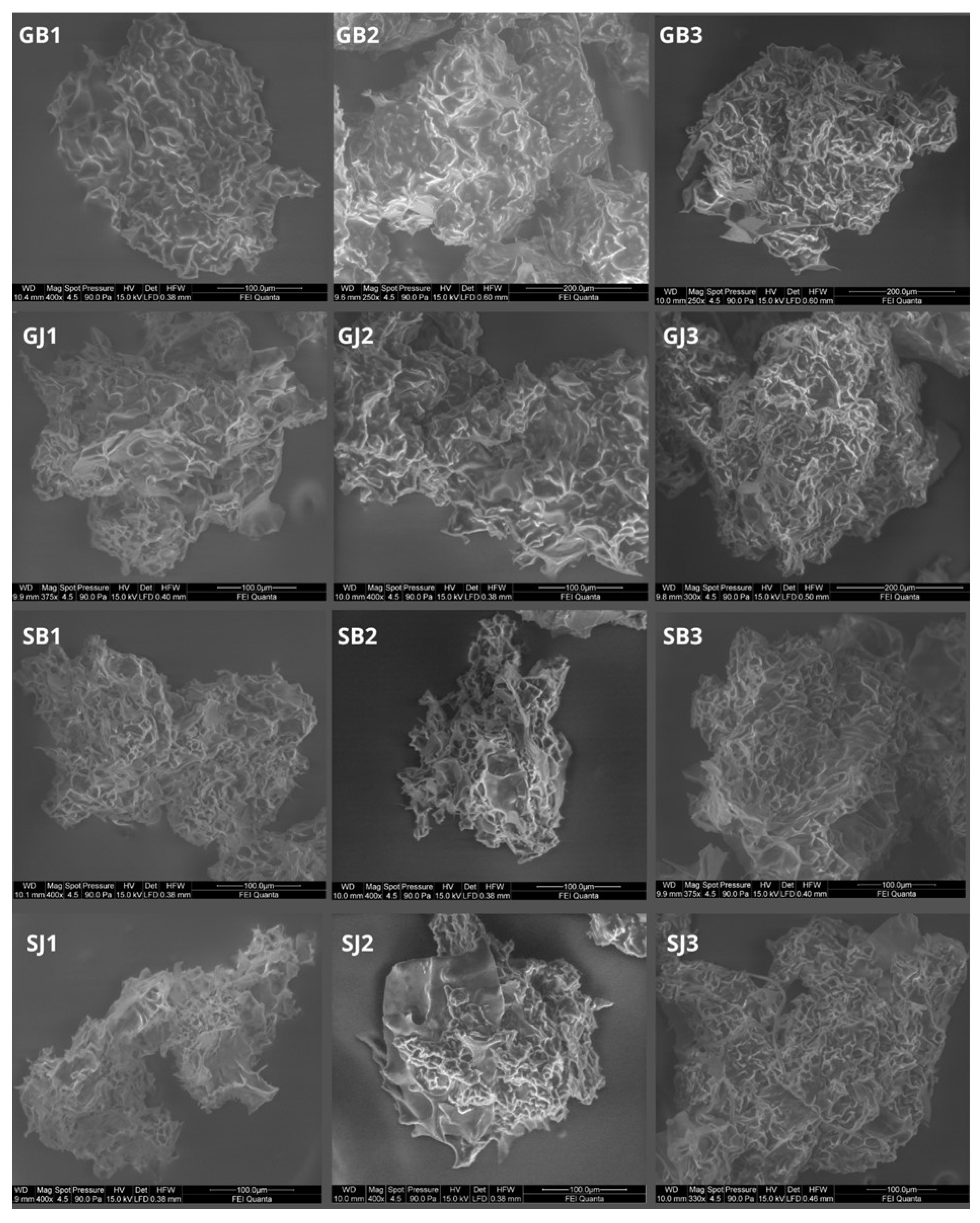
3.9. SEM
4. Discussion
4.1. Evaluation of Coacervation Efficacy
4.2. Bulk density, Tapped Density, Carr Index (CI), and Hausner Ratio (HR)
4.3. Solubility, Hygroscopicity, and Moisture Content
4.4. Color Measurement
4.5. Particle Size Distribution
4.6. SEM
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kunicka-Styczyńska, A. Olejki eteryczne jako alternatywa dla syntetycznych konserwantów żywności—Praca przeglądowa. In Innowacyjne Rozwiązania w Technologii Żywności i Żywieniu Człowieka; Tarko, T., Drożdż, I., Najgebauer-Lejko, D., Duda-Chodak, A., Eds.; Oddział Małopolski Polskiego Towarzystwa Technologów Żywności: Kraków, Poland, 2016; pp. 175–184. [Google Scholar]
- Tajkarimi, M.M.; Ibrahim, S.A.; Cliver, D.O. Antimicrobial herb and spice compounds in food. Food Control 2010, 21, 1199–1218. [Google Scholar] [CrossRef]
- Maruyama, S.; Streletskaya, N.A.; Lim, J. Clean label: Why this ingredient but not that one? Food Qual. Prefer. 2020, 87, 1–9. [Google Scholar] [CrossRef]
- Hojjati, F.; Sereshti, H.; Hojjati, M. Leaf essential oils and their application in systematics of Juniperus excelsa complex in Iran. Biochem. Syst. Ecol. 2019, 84, 29–34. [Google Scholar] [CrossRef]
- Ghorbanzadeh, A.; Ghasemnezhad, A.; Sarmast, M.K.; Ebrahimi, S.N. An analysis of variations in morphological characteristics, essential oil content, and genetic sequencing among and within major Iranian Juniper (Juniperus spp.) populations. Phytochem 2021, 186, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Nikolić, M.; Stojković, D.; Glamočlija, J.; Ćirić, A.; Marković, T.; Smiljković, M.; Soković, M. Could essential oils of green and black pepper be used as food preservatives? J. Food Sci. Technol. 2015, 52, 1–9. [Google Scholar] [CrossRef]
- Zheljazkov, D.V.; Kacaniova, M.; Dincheva, I.; Radoukova, T.; Semerdjieva, I.B.; Astatkie, T.; Schlegel, V. Essential oil composition, antioxidant and antimicrobial activity of the galbuli of six juniper species. Ind. Crops Prod. 2018, 124, 449–458. [Google Scholar] [CrossRef]
- Dosoky, N.S.; Satyal, P.; Barata, L.M.; da Silva, J.K.R.; Setzer, W.N. Volatiles of Black Pepper Fruits (Piper nigrum L.). Molecules 2019, 24, 4244. [Google Scholar] [CrossRef]
- Bastos, L.P.H.; de Sá Costa, B.; Siqueira, R.P.; Garcia-Rojas, E.E. Complex coacervates of β-lactoglobulin/sodium alginate for the microencapsulation of black pepper (Piper nigrum L.) essential oil: Simulated gastrointestinal conditions and modeling release kinetics. Int. J. Biol. Macromol. 2020, 160, 861–870. [Google Scholar] [CrossRef]
- Bastos, L.P.H.; Corrêa dos Santos, C.H.; de Carvalho, M.G.; Garcia-Rojas, E.E. Encapsulation of the black pepper (Piper nigrum L.) essential oil by lactoferrin-sodium alginate complex coacervates: Structural characterization and simulated gastrointestinal conditions. Food Chem. 2020, 316, 861–870. [Google Scholar] [CrossRef]
- Amalraj, A.; Haponiuk, J.T.; Thomas, S.; Gopi, S. Preparation, characterization and antimicrobial activity of polyvinyl alcohol/gum arabic/chitosan composite films incorporated with black pepper essential oil and ginger essential oil. Int. J. Biol. Macromol. 2020, 151, 366–375. [Google Scholar] [CrossRef]
- Fernandes, R.V.d.B.; Silva, E.K.; Borges, S.V.; de Oliveira, C.R.; Yoshida, M.I.; da Silva, Y.F.; do Carmo, E.L.; Azevedo, V.M.; Botrel, D.A. Proposing Novel Encapsulating Matrices for Spray-Dried Ginger Essential Oil from the Whey Protein Isolate-Inulin/Maltodextrin Blends. Food Bioproc. Technol. 2017, 10, 115–130. [Google Scholar] [CrossRef]
- Napiórkowska, A.; Kurek, M. Coacervation as a Novel Method of Microencapsulation of Essential Oils—A Review. Molecules 2022, 27, 5142. [Google Scholar] [CrossRef] [PubMed]
- Bakry, A.M.; Shabbar, A.; Barkat, A.; Majeed, H.; Abouelwafa, M.Y.; Mousa, A.; Li, L. Microencapsulation of Oils: A Comprehensive Review of Benefits, Techniques, and Applications. CRFSFS 2016, 15, 143–182. [Google Scholar] [CrossRef] [PubMed]
- Delshadi, R.; Bahrami, A.; Tafti, A.G.; Barba, F.J.; Williams, L.L. Micro and nano-encapsulation of vegetable and essential oils to develop functional food products with improved nutritional profiles. Trends Food. Sci. Technol. 2020, 104, 72–83. [Google Scholar] [CrossRef]
- Timilsena, Y.P.; Taiwo, O.A.; Nauman, K.; Benu, A.; Colin, J.B. Complex coacervation: Principles, mechanisms and applications in microencapsulation. Int. J. Biol. Macromol. 2019, 121, 1276–1286. [Google Scholar] [CrossRef]
- Kralovec, J.; Zhang, S.; Zhang, W.; Barrow, C. A review of the progress in enzymatic concentration and microencapsulation of omega-3 rich oil from fish and microbial sources. Food Chem. 2020, 131, 639–644. [Google Scholar] [CrossRef]
- Ogilvie-Battersby, J.D.; Nagarajan, R.; Mosurkal, R.; Orbey, N. Microencapsulation and controlled release of insect repellent geraniol in gelatin/gum arabic microcapsules. Colloids Surf. A Physicochem. Eng. 2022, 640, 1–11. [Google Scholar] [CrossRef]
- Rojas-Moreno, S.; Osorio-Revilla, G.; Gallardo-Velázquez, T.; Cárdenas-Bailón, F.; Meza-Márquez, G. Effect of the cross-linking agent and drying method on encapsulation efficiency of orange essential oil by complex coacervation using whey protein isolate with different polysaccharides. J. Microencapsul. 2018, 35, 165–180. [Google Scholar] [CrossRef]
- Pakzad, H.; Alemzadeh, I.; Kazemi, A. Encapsulation of Peppermint Oil with Arabic Gum-gelatin by Complex Coacervation Method. Int. J. Eng. 2013, 26, 807–814. [Google Scholar] [CrossRef]
- Devi, N.; Sarmah, M.; Khatun, B.; Tarun, K.M. Encapsulation of active ingredients in polysaccharide-protein complex coacervates. Adv. Colloid Interface Sci. 2017, 239, 136–145. [Google Scholar] [CrossRef]
- Warnakulasuriya, S.N.; Nickerson, M.T. Review on plant protein-polysaccharide complex coacervation, and the functionality and applicability of formed complexes. J. Sci. Food Agric. 2018, 98, 5559–5571. [Google Scholar] [CrossRef] [PubMed]
- Bordón, M.G.; Paredes, A.J.; Camacho, N.M.; Penci, M.C.; González, A.; Palma, S.D.; Ribotta, P.D.; Martinez, M.L. Formulation, spray-drying and physicochemical characterization of functional powders loaded with chia seed oil and prepared by complex coacervation. J. Powder Technol. 2021, 391, 479–493. [Google Scholar] [CrossRef]
- Mehran, M.; Masoum, S.; Memarzadeh, M. Microencapsulation of Mentha spicata essential oil by spray drying: Optimization, characterization, release kinetics of essential oil from microcapsules in food models. Ind. Crops Prod. 2020, 154, 1–8. [Google Scholar] [CrossRef]
- Xin, X.; Essien, S.; Dell, K.; Woo, M.W.; Baroutian, S. Effects of Spray-Drying and Freeze-Drying on Bioactive and Volatile Compounds of Smoke Powder Food Flavouring. Food Bioproc. Technol. 2022, 15, 785–794. [Google Scholar] [CrossRef]
- Hernandez-Nava, R.; Lopez-Malo, A.; Palou, E.; Ramírez-Corona, N.; Jimenez-Munguía, M.T. Encapsulation of oregano essential oil (Origanum vulgare) by complex coacervation between gelatin and chia mucilage and its properties after spray drying. Food Hydrocoll. 2020, 109, 1–36. [Google Scholar] [CrossRef]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of drying methods on the physical properties and microstructures of mango (Philippine ‘Carabao’ var.) powder. J. Food Eng. 2012, 111, 135–148. [Google Scholar] [CrossRef]
- Akseli, I.; Hilden, J.; Katz, J.M.; Kelly, R.C.; Kramer, T.T.; Mao, C.; Osei-Yeboah, F.; Strong, J.C. Reproducibility of the Measurement of Bulk/Tapped Density of Pharmaceutical Powders Between Pharmaceutical Laboratories. J. Pharm. Sci. 2019, 108, 1081–1084. [Google Scholar] [CrossRef]
- Kurek, M.A.; Moczkowska-Wyrwisz, M.; Wyrwisz, J.; Karp, S. Development of Gluten-Free Muffins with β-Glucan and Pomegranate Powder Using Response Surface Methodology. Foods 2021, 10, 2551. [Google Scholar] [CrossRef]
- Shaddel, R.; Hesari, J.; Azadmard-Damirchi, S.; Hamishehkar, H.; Fathi-Achachlouei, B.; Huang, Q. Use of gelatin and gum Arabic for encapsulation of black raspberry anthocyanins by complex coacervation. Int. J. Biol. Macromol. 2018, 107, 1800–1810. [Google Scholar] [CrossRef]
- Pieczykolan, E.; Kurek, M.A. Use of guar gum, gum arabic, pectin, beta-glucan and inulin for microencapsulation of anthocyanins from chokeberry. Int. J. Biol. Macromol. 2019, 129, 665–671. [Google Scholar] [CrossRef]
- Fernandes, R.V.d.B.; Borges, S.V.; Botrel, D.A.; Oliveira, C. Physical and chemical properties of encapsulated rosemary essential oil by spray drying using whey protein–inulin blends as carriers. Int. J. Food Sci. 2014, 49, 1–8. [Google Scholar] [CrossRef]
- Zhao, Y.; Khalid, N.; Shu, G.; Neves, M.A.; Kobayashi, I.; Nakajima, M. Complex Coacervates from Gelatin and Octenyl Succinic Anhydride Modified Kudzu Starch: Insights of Formulation and Characterization. Food Hydrocoll. 2019, 86, 70–77. [Google Scholar] [CrossRef]
- Wojtasik-Kalinowska, I.; Guzek, D.; Górska-Horczyczak, E.; Brodowska, M.; Sun, D.W.; Wierzbicka, A. Diet with linseed oil and organic selenium yields low n-6/n-3 ratio pork Semimembranosus meat with unchanged volatile compound profiles. Int. J. Food Sci. 2018, 53, 1838–1846. [Google Scholar] [CrossRef]
- Górska-Horczyczak, E.; Wojtasik-Kalinowska, I.; Guzek, D.; Sun, D.W.; Wierzbicka, A. Differentiation of chill-stored and frozen pork necks using electronic nose with ultra-fast gas chromatography. J. Food Process Eng. 2017, 40, 1–9. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, M.F.; Chen, W.S.; Zeng, Q.Z.; Su, D.X.; Tian, B.; He, S. Microencapsulation of shiitake (Lentinula edodes) essential oil by complex coacervation: Formation, rheological property, oxidative stability and odour attenuation effect. Int. J. Food Sci. 2018, 53, 1681–1688. [Google Scholar] [CrossRef]
- Klemmer, K.J.; Waldner, L.; Stone, A.; Low, N.H.; Nickerson, M.T. Complex coacervation of pea protein isolate and alginate polysaccharides. Food Chem. 2012, 130, 710–715. [Google Scholar] [CrossRef]
- Rohman, A.; Windarsih, A.; Erwanto, Y.; Zakaria, Z. Review on analytical methods for analysis of porcine gelatine in food and pharmaceutical products for halal authentication. Trends Food Sci. Technol. 2020, 101, 122–132. [Google Scholar] [CrossRef]
- Atgié, M.; Garrigues, J.C.; Chennevière, A.; Masbernat, O.; Roger, K. Gum Arabic in solution: Composition and multi-scale structures. Food Hydrocoll. 2019, 91, 319–330. [Google Scholar] [CrossRef]
- Muhoza, B.; Xia, S.; Wang, X.; Zhang, X.; Li, Y.; Zhang, S. Microencapsulation of essential oils by complex coacervation method: Preparation, thermal stability, release properties and applications. Crit. Rev. Food Sci. Nutr. 2020, 62, 1363–1382. [Google Scholar] [CrossRef]
- Kavoosi, G.; Rahmatollahi, A.; Dadfar, S.M.M.; Purfard, A.M. Effects of essential oil on the water binding capacity, physico-mechanical properties, antioxidant and antibacterial activity of gelatin films. LWT 2014, 57, 556–561. [Google Scholar] [CrossRef]
- de Melo Ramos, F.; Silveira Júnior, V.; Prata, A.S. Assessing the Vacuum Spray Drying Effects on the Properties of Orange Essential Oil Microparticles. Food Bioproc. Technol. 2019, 12, 1917–1927. [Google Scholar] [CrossRef]
- Shah, R.B.; Tawakkul, M.A.; Khan, M.A. Comparative Evaluation of Flow for Pharmaceutical Powders and Granules. AAPS Pharmscitech 2008, 9, 250–258. [Google Scholar] [CrossRef] [PubMed]
- Manaf, M.A.; Subuki, I.; Jai, J.; Raslan, R.; Mustapa, A.N. Encapsulation of Volatile Citronella Essential Oil by Coacervation: Efficiency and Release Study. In IOP Conference Series: Materials Science and Engineering, 358, Proceedings of the 3rd International Conference on Global Sustainability and Chemical Engineering (ICGSCE) Putrajaya, Malaysia, 15–16 February 2017; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Samakradhamrongthai, R.S.; Angeli, P.T.; Kopermsub, P.; Utama-ang, N. Optimization of gelatin and gum arabic capsule infused with pandan flavor for multi-core flavor powder encapsulation. Carbohydr. Polym. 2019, 226, 2584–2591. [Google Scholar] [CrossRef] [PubMed]
- Mitra, H.; Pushpadass, H.A.; Franklin, M.E.E.; Ambrose, R.K.; Ghoroi, C.; Battula, S. Influence of moisture content on the flow properties of basundi mix. J. Powder Technol. 2017, 312, 133–143. [Google Scholar] [CrossRef]
- Zotarelli, M.F.; da Silva, V.M.; Durigon, A.; Hubinger, M.D.; Laurindo, J.B. Production of mango powder by spray drying and cast-tape drying. Powder Technol. 2017, 305, 447–454. [Google Scholar] [CrossRef]
- Drozińska, E.; Kanclerz, A.; Kurek, M.A. Microencapsulation of sea buckthorn oil with β-glucan from barley as coating material. Int. J. Biol. Macromol. 2019, 131, 1014–1020. [Google Scholar] [CrossRef] [PubMed]
- Walsh, M.K. Immobilized enzyme technology for food applications. In Novel Enzyme Technology for Food Applications; Rastall, R., Ed.; Woodhead Publishing: Sawston, UK, 2007; pp. 60–84. [Google Scholar] [CrossRef]
- Kapcsándi, V.; Lakatos, E.H.; Sik, B.; Linka, L.A.; Székelyhidi, R. Characterization of fatty acid, antioxidant, and polyphenol content of grape seed oil from different Vitis vinifera L. varieties. OCL 2021, 28, 1–6. [Google Scholar] [CrossRef]
- Cui, S.W.; Phillips, G.O.; Blackwell, B.; Nikiforuk, J. Characterisation and properties of Acacia senegal (L.) Willd. var. senegal with enhanced properties (Acacia (sen) SUPERGUM™): Part 4. Spectroscopic characterisation of Acacia senegal var. senegal and Acacia (sen) SUPERGUM™ Arabic. Food Hydrocoll. 2007, 21, 347–352. [Google Scholar] [CrossRef]
- Nandiyanto, A.B.D.; Oktiani, R.; Ragadhita, R. How to read and interpret FTIR spectroscope of organic material. Indones. J. Sci. Technol. 2019, 4, 97–118. [Google Scholar] [CrossRef]
- Musa, H.H.; Ahmed, A.A.; Musa, T.H. Chemistry, Biological, and Pharmacological Properties of Gum Arabic. In Bioactive Molecules in Food. Reference Series in Phytochemistry; Mérillon, J.M., Ramawat, K.G., Eds.; Springer: Cham, Switzerland, 2019; pp. 797–814. [Google Scholar] [CrossRef]
- Marković, M.S.; Radosavljević, D.B.; Pavićević, V.P.; Ristić, M.S.; Milojević, S.Z.; Bošković-Vragolović, N.M.; Veljković, V.B. Influence of common juniper berries pretreatment on the essential oil yield, chemical composition and extraction kinetics of classical and microwave-assisted hydrodistillation. Ind. Crops Prod. 2018, 122, 402–413. [Google Scholar] [CrossRef]
- Bastos, L.P.H.; Vicente, J.; Corrêa dos Santos, C.H.; Geraldo de Carvalho, M.; Garcia-Rojas, E.E. Encapsulation of black pepper (Piper nigrum L.) essential oil with gelatin and sodium alginate by complex coacervation. Food Hydrocoll. 2019, 102, 1–8. [Google Scholar] [CrossRef]
- Roohinejad, S.; Koubaa, M.; Barba, F.J.; Leong, S.Y.; Khalefa, A.; Greiner, R.; Chemat, F. Extraction methods of essential oils from herbs and spices. In Essential Oils in Food Processing: Chemistry, Safety and Applications; Hashemi, S.M.B., Khaneghah, A.M., de Souza Sant’Ana, A., Eds.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2017; pp. 21–55. [Google Scholar] [CrossRef]
- Karagozlu, M.; Ocak, B.; Özdestan-Ocak, Ö. Effect of Tannic Acid Concentration on the Physicochemical, Thermal, and Antioxidant Properties of Gelatin/Gum Arabic–Walled Microcapsules Containing Origanum onites L. Essential Oil. Food Bioproc. Technol. 2021, 14, 1231–1243. [Google Scholar] [CrossRef]
- Yekdane, N.; Goli, S.A.H. Effect of Pomegranate Juice on Characteristics and Oxidative Stability of Microencapsulated Pomegranate Seed Oil Using Spray Drying. Food Bioproc. Technol. 2019, 12, 1614–1625. [Google Scholar] [CrossRef]
- Koç, M.; Güngör, Ö.; Zungur, A.; Yalçın, B.; Selek, I.; Ertekin, F.K.; Ötles, S. Microencapsulation of Extra Virgin Olive Oil by Spray Drying: Effect of Wall Materials Composition, Process Conditions, and Emulsification Method. Food Bioproc. Technol. 2015, 8, 301–318. [Google Scholar] [CrossRef]
- Rafiq, S.; Sofi, S.A.; Kumar, H.; Kaul, R.K.; Mehra, R.; Awuchi, C.G.; Okpala, C.O.R.; Korzeniowska, M. Physicochemical, antioxidant, and polyphenolic attributes of microencapsulated freeze-dried kinnow peel extract powder using maltodextrin as wall material. J. Food Process. Preserv. 2022, 46, 1–10. [Google Scholar] [CrossRef]
- Gomez-Estaca, J.; Comunian, T.A.; Montero, P.; Favaro-Trindade, C.S. Physico-Chemical Properties, Stability, and Potential Food Applications of Shrimp Lipid Extract Encapsulated by Complex Coacervation. Food Bioproc. Technol. 2018, 11, 1596–1604. [Google Scholar] [CrossRef]
- Tavares, L.; Norena, C.P.Z. Encapsulation of Ginger Essential Oil Using Complex Coacervation Method: Coacervate Formation, Rheological Property, and Physicochemical Characterization. Food Bioproc. Technol. 2020, 13, 1405–1420. [Google Scholar] [CrossRef]
- Syed, N.; Mahesar, S.A.; Sherazi, S.T.H.; Soylak, M. Quality assessment and safety measurement of different industrial processing stages of soybean oil. TURJFAS 2020, 1, 28–33. [Google Scholar] [CrossRef]
- Bruhl, L.; Unbehemd, G. Precise Color Communication by Determination of the Color of Vegetable Oils and Fats in the CIELAB 1976 (L*a*b*) Color Space. Eur. J. Lipid Sci. Technol. 2021, 123, 1–9. [Google Scholar] [CrossRef]
- Sanchez, C.; Nige, M.; Meji, T.; Doco, T.; Williams, P.; Amine, C.; Renard, D. Acacia gum: History of the future. Food Hydrocoll. 2018, 78, 140–160. [Google Scholar] [CrossRef]
- Ocak, B. Gum arabic and collagen hydrolysate extracted from hide fleshing wastes as novel wall materials for microencapsulation of Origanum onites L. essential oil through complex coacervation. Environ. Sci. Pollut. Res. 2020, 27, 42727–42737. [Google Scholar] [CrossRef] [PubMed]
- Marfil, P.H.M.; Paulo, B.B.; Alvim, I.D.; Nicoletti, R. Production and characterization of palm oil microcapsules obtained by complex coacervation in gelatin/gum Arabic. J. Food Process Eng. 2018, 41, 1–11. [Google Scholar] [CrossRef]
- Tavares, L.; Barros, H.L.; Barbosa, J.C.P.; Vaghetti, C.P.Z. Noreña, Microencapsulation of Garlic Extract by Complex Coacervation Using Whey Protein Isolate/Chitosan and Gum Arabic/Chitosan as Wall Materials: Influence of Anionic Biopolymers on the Physicochemical and Structural Properties of Microparticles. Food Bioproc. Technol. 2019, 12, 2093–2106. [Google Scholar] [CrossRef]
- Krokida, M.K.; Karathanos, V.T.; Maroulis, Z.B. Effect of freeze-drying conditions on shrinkage and porosity of dehydrated agricultural products. J. Food Eng. 1998, 35, 369–380. [Google Scholar] [CrossRef]
- Barresi, A.A.; Ghio, S.; Fissore, D.; Pisano, R. Freeze Drying of Pharmaceutical Excipients Close to Collapse Temperature: Influence of the Process Conditions on Process Time and Product Quality. Dry Technol. 2009, 27, 805–816. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oil | Essential Oil | Mixing Ratio G/GA | Code |
|---|---|---|---|
| Grape seed | Juniper | 1:1 | GJ1 |
| 1:2 | GJ2 | ||
| 2:1 | GJ3 | ||
| Black pepper | 1:1 | GB1 | |
| 1:2 | GB2 | ||
| 2:1 | GB3 | ||
| Soybean | Juniper | 1:1 | SJ1 |
| 1:2 | SJ2 | ||
| 2:1 | SJ3 | ||
| Black pepper | 1:1 | SB1 | |
| 1:2 | SB2 | ||
| 2:1 | SB3 |
| Sample | CY% | SY% | EE% | |
|---|---|---|---|---|
| GJ1 | 30.93 ± 0.44 b | 29.79 ± 1.21 c | 49.3 ± 0.07 abe | |
| GJ2 | 28.01 ± 0.16 a | 37.11 ± 0.49 e | 59.89 ± 0.01 cdf | |
| GJ3 | 39.22 ± 0.16 g | 21.32 ± 0.25 a | 49.65 ± 0.02 abe | |
| GB1 | 30.49 ± 0.56 b | 29.25 ± 1.29 c | 42.7 ± 0.11 e | |
| GB2 | 29.45 ± 0.08 d | 36.23 ± 0.08 de | 55.25 ± 0.01 abcd | |
| GB3 | 41.64 ± 0.15 i | 23.01 ± 0.36 b | 47.21 ± 0.04 ae | |
| SJ1 | 33.78 ± 0.46 f | 26.58 ± 0.36 g | 64.09 ± 0.09 f | |
| SJ2 | 31.91 ± 0.12 e | 33.8 ± 0.02 h | 53.4 ± 0.04 abcd | |
| SJ3 | 46.58 ± 0.19 j | 22.02 ± 0.18 ab | 56.8 ± 0.01 bcdf | |
| SB1 | 23.95 ± 0.16 c | 35.44 ± 0.47 d | 54.14 ± 0.05 abcd | |
| SB2 | 28.34 ± 0.12 a | 38.45 ± 0.34 i | 52.33 ± 0.01 abc | |
| SB3 | 41.04 ± 0.51 h | 20.21 ± 0.61 f | 61.92 ± 0.04 df | |
| S.E.M | 0.369 | 0.096 | 26.524 | |
| Effect | Oil | ** | NS | ** |
| Essential oil | ** | ** | NS | |
| Mixing ratio | ** | ** | NS | |
| Oil × essential oil | ** | ** | NS | |
| Essential oil × mixing ratio | ** | ** | ** | |
| Oil × mixing ratio | ** | ** | NS | |
| Oil × essential oil × mixing ratio | ** | ** | NS |
| Sample | Bulk Density g/cm3 | Tapped Density g/cm3 | Carr Index g/cm3 | Hausner Ratio g/cm3 | Solubility g/100 g | Hygroscopicity g/100 g | Moisture Content g/100 g | |
|---|---|---|---|---|---|---|---|---|
| GJ1 | 0.12 ± 0.01 c | 0.24 ± 0.00 abc | 50.27 ± 2.53 d | 2.01 ± 0.11 d | 19.4 ± 2.92 be | 2.53 ± 0.32 a | 0.27 ± 0.04 a | |
| GJ2 | 0.16 ± 0.01 a | 0.23 ± 0.01 ab | 30.58 ± 4.93 a | 1.45 ± 0.10 a | 12.54 ± 3.76 acd | 7.29 ± 8.02 a | 0.18 ± 0.12 a | |
| GJ3 | 0.16 ± 0.01 ab | 0.24 ± 0.01 abc | 31.81 ± 4.45 a | 1.47 ± 0.09 ab | 7.85 ± 3.54 a | 2.87 ± 2.15 a | 0.56 ± 0.62 a | |
| GB1 | 0.11 ± 0.01 c | 0.22 ± 0.02 ab | 48.84 ± 7.73 d | 1.98 ± 0.28 d | 18.22 ± 3.35 bd | 3.77 ± 2.51 a | 0.29 ± 0.42 a | |
| GB2 | 0.17 ± 0.01 b | 0.26 ± 0.00 de | 33.56 ± 3.46 ab | 1.51 ± 0.08 ab | 20.7 ± 4.15 be | 6.98 ± 3.85 a | 0.05 ± 0.05 a | |
| GB3 | 0.16 ± 0.01 a | 0.24 ± 0.01 abc | 34.64 ± 2.13 ab | 1.53 ± 0.05 ab | 6.58 ± 2.69 a | 6.00 ± 4.84 a | 0.36 ± 0.29 a | |
| SJ1 | 0.12 ± 0.00 c | 0.22 ± 0.03 a | 44.35 ± 6.21 cd | 1.81 ± 0.21 cd | 16.39 ± 4.46 bcd | 4.92 ± 4.18 a | 0.30 ± 0.21 a | |
| SJ2 | 0.16 ± 0.00 ab | 0.25 ± 0.00 cd | 34.74 ± 0.64 ab | 1.53 ± 0.02 ab | 18.72 ± 5.65 bd | 4.32 ± 3.06 a | 0.44 ± 0.66 a | |
| SJ3 | 0.17 ± 0.01 ab | 0.28 ± 0.00 e | 40.28 ± 4.6 bc | 1.68 ± 0.13 bc | 11.14 ± 3.01 ac | 2.71 ± 1.97 a | 0.36 ± 0.30 a | |
| SB1 | 0.14 ± 0.02 d | 0.23 ± 0.01 ab | 38.05 ± 8.82 abc | 1.64 ± 0.22 abc | 10.74 ± 2.41 ac | 2.63 ± 0.17 a | 0.24 ± 0.25 a | |
| SB2 | 0.16 ± 0.00 ab | 0.25 ± 0.01 bcd | 34.33 ± 2.05 ab | 1.52 ± 0.05 ab | 25.86 ± 6.81 e | 2.86 ± 0.82 a | 0.28 ± 0.24 a | |
| SB3 | 0.15 ± 0.01 ad | 0.24 ± 0.01 abcd | 37.75 ± 2.98 abc | 1.61 ± 0.08 abc | 7.47 ± 1.34 a | 1.48 ± 0.48 a | 0.49 ± 0.08 a | |
| S.E.M | 0.000 | 0.000 | 23.152 | 0.020 | 15.466 | 12.105 | 0.113 | |
| Effect | Oil | NS | NS | NS | NS | NS | NS | NS |
| Essential oil | NS | NS | NS | NS | NS | NS | NS | |
| Mixing ratio | * | ** | ** | ** | ** | NS | NS | |
| Oil × Essential oil | NS | * | NS | NS | NS | NS | NS | |
| Essential oil × mixing ratio | * | * | * | * | * | NS | NS | |
| Oil × mixing ratio | NS | * | NS | NS | * | NS | NS | |
| Oil × essential oil × mixing ratio | * | * | NS | NS | NS | NS | NS |
| Sample | L* | a* | b* | |
|---|---|---|---|---|
| GJ1 | 86.99 ± 0.32 cd | −1.74 ± 0.14 h | 6.3 ± 0.19 bc | |
| GJ2 | 88.52 ± 0.25 g | −2.09 ± 0.02 g | 6.56 ± 0.13 c | |
| GJ3 | 84.46 ± 0.97 a | −3.05 ± 0.08 e | 9.47 ± 0.37 d | |
| GB1 | 87.08 ± 0.23 c | −1.19 ± 0.02 i | 5.61 ± 0.04 b | |
| GB2 | 87.00 ± 0.11 c | −2.91 ± 0.01 e | 9.24 ± 0.02 d | |
| GB3 | 84.10 ± 0.87 a | −3.83 ± 0.15 f | 12.30 ± 0.47 f | |
| SJ1 | 84.52 ± 0.05 a | −7.66 ± 0.05 c | 46.52 ± 0.13 ae | |
| SJ2 | 85.64 ± 0.33 b | −7.38 ± 0.14 ab | 45.82 ± 0.31 e | |
| SJ3 | 78.72 ± 0.34 d | −7.06 ± 0.27 d | 51.71 ± 0.47 h | |
| SB1 | 86.07 ± 1.03 bc | −7.37 ± 0.21 ab | 41.87 ± 1.05 g | |
| SB2 | 85.70 ± 0.30 b | −7.49 ± 0.11 ac | 46.86 ± 0.38 a | |
| SB3 | 82.29 ± 0.56 f | −7.2 ± 0.07 bd | 47.06 ± 0.64 a | |
| S.E.M | 0.302 | 0.017 | 0.201 | |
| Effect | Oil | ** | ** | ** |
| Essential oil | * | ** | ** | |
| Mixing ratio | ** | ** | ** | |
| Oil × essential oil | ** | ** | ** | |
| Essential oil × mixing ratio | ** | ** | NS | |
| Oil × mixing ratio | ** | ** | ** | |
| Oil × essential oil × mixing ratio | * | ** | ** |
| Sample | Particle Size μm | D10 μm | D50 μm | D90 μm | SI μm | |
|---|---|---|---|---|---|---|
| GJ1 | 20.48 ± 0.16 h | 56.79 ± 0.62 b | 83.42 ± 0.36 b | 96.84 ± 0.35 a | 0.48 ± 0.01 b | |
| GJ2 | 9.18 ± 0.14 f | 53.66 ± 0.54 h | 81.98 ± 0.64 a | 95.55 ± 0.41 b | 0.47 ± 0.01 b | |
| GJ3 | 4.51 ± 0.18 d | 51.9 ± 0.4 g | 81.7 ± 0.98 a | 95.37 ± 0.36 b | 0.96 ± 0.01 g | |
| GB1 | 5.55 ± 0.29 a | 45.86 ± 0.33 f | 82.79 ± 0.75 ab | 95.7 ± 0.34 b | 0.6 ± 0.00 e | |
| GB2 | 10.5 ± 0.25 c | 60.13 ± 0.74 c | 85.82 ± 1.46 d | 96.86 ± 0.41 a | 0.44 ± 0.01 a | |
| GB3 | 12.74 ± 0.34 g | 43.14 ± 1.01 e | 77.77 ± 0.18 i | 95.38 ± 0.26 b | 1.17 ± 0.01 h | |
| SJ1 | 5.57 ± 0.35 a | 22.2 ± 0.25 d | 72.98 ± 0.79 h | 92 ± 0.18 d | 0.53 ± 0.01 d | |
| SJ2 | 6.67 ± 0.29 b | 57.59 ± 0.88 b | 84.11 ± 0.29 bc | 96.78 ± 0.55 a | 0.51 ± 0.01 c | |
| SJ3 | 6.48 ± 0.46 b | 17.42 ± 0.5 a | 51.6 ± 1.16 e | 90.01 ± 0.14 b | 1.41 ± 0.02 j | |
| SB1 | 5.71 ± 0.38 a | 17.37 ± 0.46 a | 68.25 ± 0.58 g | 97.24 ± 0.1 a | 0.67 ± 0.01 f | |
| SB2 | 10.61 ± 0.35 c | 59.04 ± 1.18 c | 84.82 ± 0.22 cd | 96.72 ± 0.5 a | 0.43 ± 0.01 a | |
| SB3 | 7.59 ± 0.34 e | 16.69 ± 0.25 a | 60.77 ± 0.94 f | 92.67 ± 0.14 e | 1.25 ± 0.02 i | |
| S.E.M | 0.094 | 0.437 | 0.630 | 0.118 | 0.000 | |
| Effect | Oil | ** | ** | ** | ** | ** |
| Essential oil | NS | ** | * | ** | ** | |
| Mixing ratio | ** | ** | ** | ** | ** | |
| Oil × essential oil | ** | ** | ** | ** | ** | |
| Essential oil × mixing ratio | ** | ** | ** | ** | ** | |
| Oil × mixing ratio | ** | ** | ** | ** | ** | |
| Oil × essential oil × mixing ratio | ** | ** | ** | ** | ** |
| Sample | Onset (°C) | Peak (°C) | Endset (°C) | Enthalpy (mJ) |
|---|---|---|---|---|
| GJ1 | 63.67 ± 0.002 | 76.61 ± 0.001 | 87.18 ± 0.002 | −36.31 ± 0.001 |
| GJ2 | 56.93 ± 0.002 | 98.08 ± 0.001 | 161.87 ± 0.002 | −353.88 ± 0.001 |
| GJ3 | 68.75 ± 0.001 | 79.31 ± 0.002 | 87.94 ± 0.002 | −20.52 ± 0.002 |
| GB1 | 46.21 ± 0.001 | 98.60 ± 0.001 | 113.29 ± 0.001 | −222.81 ± 0.001 |
| GB2 | 83.46 ± 0.001 | 92.76 ± 0.002 | 99.21 ± 0.001 | −14.00 ± 0.001 |
| GB3 | 94.72 ± 0.001 | 121.90 ± 0.001 | 151.31 ± 0.002 | −327.77 ± 0.001 |
| SJ1 | 55.23 ± 0.001 | 107.75 ± 0.001 | 175.95 ± 0.001 | −186.11 ± 0.001 |
| SJ2 | 82.32 ± 0.001 | 89.61 ± 0.001 | 108.89 ± 0.001 | −51.25 ± 0.001 |
| SJ3 | 68.86 ± 0.001 | 80.62 ± 0.001 | 89.36 ± 0.001 | −0.45 ± 0.002 |
| SB1 | 59.94 ± 0.001 | 109.09 ± 0.002 | 178.75 ± 0.001 | −285.82 ± 0.002 |
| SB2 | 70.13 ± 0.001 | 78.48 ± 0.002 | 84.80 ± 0.001 | −14.50 ± 0.001 |
| SB3 | 71.79 ± 0.001 | 121.62 ± 0.002 | 161.17 ± 0.001 | −210.46 ± 0.001 |
| Kovats Index | Identified Volatile Compound | Sensory Descriptors | GJ1 | GJ2 | GJ3 | SJ1 | SJ2 | SJ3 | GB1 | GB2 | GB3 | SB1 | SB2 | SB3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 437 | ethanol 2-propanol ethanethiol | alcoholic | + | + | + | + | + | + | + | + | + | + | + | + |
| 508 | alcoholic | + | + | + | + | + | + | + | + | + | + | + | + | |
| 519 | earthy, fruity, garlic | + | ||||||||||||
| 541 | 2-methylpropanal butanal butan-2-one | aldehydic | + | + | + | + | + | + | + | + | + | + | + | + |
| 567 | chocolate, green, malty | + | + | + | + | + | + | + | + | + | + | + | + | |
| 594 | acetone, butter | + | + | + | + | + | + | + | + | + | + | + | + | |
| 608 | 2-methylfuran methyl propanoate acetic acid | acetone, burnt | + | + | + | |||||||||
| 610 | apple, etheral, fresh | + | ||||||||||||
| 617 | acetic, acidic | + | + | |||||||||||
| 618 | 1-propanethiol 1-butanamine 1-propanethiol | alliaceous, cabbage, onion, sween | + | |||||||||||
| 638 | ammoniacal, fish | + | + | + | ||||||||||
| 643 | allioceous, cabbage, onion, sweet | + | ||||||||||||
| 437 | ethanol | alcoholic | + | + | + | + | + | + | + | + | + | + | + | + |
| 508 | 2-propanol | alcoholic | + | + | + | + | + | + | + | + | + | + | + | + |
| 519 | ethanethiol | earthy, fruity, garlic | + | |||||||||||
| 541 | 2-methylpropanal | aldehydic | + | + | + | + | + | + | + | + | + | + | + | + |
| 567 | butanal | chocolate, green, malty | + | + | + | + | + | + | + | + | + | + | + | + |
| 594 | butan-2-one | acetone, butter | + | + | + | + | + | + | + | + | + | + | + | + |
| 608 | 2-methylfuran | acetone, burnt | + | + | + | |||||||||
| 610 | methyl propanoate | apple, etheral, fresh | + | |||||||||||
| 617 | acetic acid | acetic, acidic | + | + | ||||||||||
| 618 | 1-propanethiol | alliaceous, cabbage, onion, sween | + | |||||||||||
| 638 | 1-butanamine | ammoniacal, fish | + | + | + | |||||||||
| 643 | 1-propanethiol | allioceous, cabbage, onion, sweet | + | |||||||||||
| 658 | n-butanol | alcoholic, cheese, fermented | + | + | + | |||||||||
| 667 | trichloroethane | chloroform, etheral | + | + | + | + | + | + | + | + | + | + | + | |
| 673 | 1-methoxy-2-propanol | mild | + | + | + | |||||||||
| 684 | pentan-2-one | acetone, banana, etheral | + | + | + | + | + | + | ||||||
| 700 | pentan-2-ol | alcoholic, etheral, fermented | + | + | + | + | + | + | ||||||
| 700 | heptane | alkane, fruity | + | |||||||||||
| 735 | dimethyl disulfide | cabbage, cheese, garlic | + | + | + | |||||||||
| 735 | butanethiol | coffee, garlic | + | + | + | |||||||||
| 742 | (e)-2-pentanal | apple, fruity, green | + | |||||||||||
| 745 | propanoic acid | cheese, fruity | + | + | + | + | + | + | + | + | + | + | ||
| 759 | pentanol | alcoholic, anise, balsamic | + | |||||||||||
| 767 | 3-methylbut-2-en-1-ol | herbaceous, lavender | + | + | ||||||||||
| 780 | toluene | caramelized, etheral, fruity | + | + | + | + | + | + | + | + | + | |||
| 767 | 2-methylpentane | - | + | + | + | |||||||||
| 792 | hexanal | acorn, aldehydic, fatty | + | + | + | + | + | + | + | + | ||||
| 801 | ethyl butyrate | acetone, banana | + | + | + | + | + | |||||||
| 812 | octane | alkane, fruity, fusel | + | + | + | + | + | + | ||||||
| 810 | (e)-2-octene | - | + | + | ||||||||||
| 847 | 4-ethylheptane | - | + | + | + | |||||||||
| 847 | 3-methyl-2-butene-1-thiol | amine, leek, onion | + | + | + | |||||||||
| 852 | methyl pentanoate | apple, etheral, fruity, green | + | |||||||||||
| 866 | ethyl isovalerate | anise, apple, blackcurrant | + | + | + | + | ||||||||
| 873 | 3-methyl-octane | - | + | + | + | |||||||||
| 884 | nonane | alkane, fusel | + | + | + | + | + | + | ||||||
| 896 | 2-butylfuran | fruity, mild | + | + | + | |||||||||
| 898 | isoamyl acetate | apple, banana, ester, fresh | + | + | + | + | + | + | + | |||||
| 907 | nonane | alkane, fusel | + | |||||||||||
| 922 | 1s-()-a-pinene | fresh, herbaceous | + | + | + | + | + | + | + | + | + | + | + | + |
| 940 | 5-pentanolide | - | + | + | + | |||||||||
| 962 | alpha-pinene | camphore, citrus | + | + | + | + | + | + | + | + | + | + | + | + |
| 974 | beta-pinene | dry, green, hay | + | + | + | + | + | + | + | + | + | + | + | + |
| 966 | myrcene | balsamic, etheral, fruity | + | + | + | + | + | + | + | + | + | + | + | + |
| 1033 | beta-phellandrene | fruity, herbaceous | + | + | + | + | + | + | + | + | + | + | + | + |
| 1049 | limonene | citrus, fruity | + | + | + | + | + | + | + | + | + | + | + | + |
| 1076 | gamma-terpinene | citrus. etheral, fruity | + | + | + | + | + | + | + | + | + | + | + | + |
| 1106 | methylacetophenone | - | + | + | + | |||||||||
| 1107 | ethyl heptanoate | fruity | + | + | + | + | + | + | + | + | + | |||
| 1135 | n-nonanal | aldehydic, chlorine, citrus | + | + | + | + | + | + | + | + | + | + | + | + |
| 1150 | ethyl cyclohexanecarboxylate | - | + | |||||||||||
| 1153 | 2,3-diethyl-5-methylpyrazien | fragrant, hazelnut | + | + | + | |||||||||
| 1153 | e-2-nonen-1-ol | green, melon | + | + | + | + | + | |||||||
| 1164 | benzyl acetate | burnt, floral, fresh, fruity | + | + | + | + | + | + | + | + | + | + | ||
| 1187 | p-methylacetophenone | almond, bitter almond, cherry | + | + | + | + | + | + | + | + | + | + | ||
| 1205 | decanal | aldehydic, burnt, citrus | + | + | + | + | + | + | + | + | ||||
| 1207 | 6-decenal | - | + | + | + | |||||||||
| 1217 | dodecane | alkane, fusel | + | + | ||||||||||
| 1248 | ethyl phenylacetate | anise, cinnamon, cocoa, flaral, rose | + | + | + | |||||||||
| 1265 | 2-butenoic acid, hexyl ester | fruity, green, oily, walnut | ||||||||||||
| 1277 | tridecane | alkane, citrus, fruity | ||||||||||||
| 1300 | ethyl nonanoate | fruity, rose, rum | + | |||||||||||
| 1313 | nonyl acetate | fruity, leafy, sweet | + | |||||||||||
| 1272 | tridecane | - | + | |||||||||||
| 1278 | geranial | - | + | + | ||||||||||
| 1293 | thymol | aromatic, earthy, herbaceous | + | + | ||||||||||
| 1301 | tricdecane | alkane, citrus, fruity | + | |||||||||||
| 1313 | butyl heptanoate | fresh, fruity, grasssy, green | + | |||||||||||
| 1316 | anethole | anise, herbaceous, | + | + | ||||||||||
| 1330 | nonyl acetate | fruity, leafy, sweet | + | |||||||||||
| 1365 | 3-ethyl dodecane | - | + | + | + | |||||||||
| 1367 | eugenol | balsamic, camphore, floral | + | + | ||||||||||
| 1371 | tetradecane | alkane, fusel, herbaceous | + | + | + | + | + | + | ||||||
| 1386 | n-hexyl-hexanoate | apple, fresh, fruity | + | + | + | |||||||||
| 1369 | butyl octanoate | butter, floral, fruity, green, oily | + | + | + | + | + | + | ||||||
| 1421 | propyl nonanoate | fermented, melon | + | + | + | + | + | + | + | + | + | |||
| 1468 | n-octylbenzene | - | + | + | + |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Napiórkowska, A.; Szpicer, A.; Wojtasik-Kalinowska, I.; Perez, M.D.T.; González, H.D.; Kurek, M.A. Microencapsulation of Juniper and Black Pepper Essential Oil Using the Coacervation Method and Its Properties after Freeze-Drying. Foods 2023, 12, 4345. https://doi.org/10.3390/foods12234345
Napiórkowska A, Szpicer A, Wojtasik-Kalinowska I, Perez MDT, González HD, Kurek MA. Microencapsulation of Juniper and Black Pepper Essential Oil Using the Coacervation Method and Its Properties after Freeze-Drying. Foods. 2023; 12(23):4345. https://doi.org/10.3390/foods12234345
Chicago/Turabian StyleNapiórkowska, Alicja, Arkadiusz Szpicer, Iwona Wojtasik-Kalinowska, Maria Dolores Torres Perez, Herminia Dominguez González, and Marcin Andrzej Kurek. 2023. "Microencapsulation of Juniper and Black Pepper Essential Oil Using the Coacervation Method and Its Properties after Freeze-Drying" Foods 12, no. 23: 4345. https://doi.org/10.3390/foods12234345
APA StyleNapiórkowska, A., Szpicer, A., Wojtasik-Kalinowska, I., Perez, M. D. T., González, H. D., & Kurek, M. A. (2023). Microencapsulation of Juniper and Black Pepper Essential Oil Using the Coacervation Method and Its Properties after Freeze-Drying. Foods, 12(23), 4345. https://doi.org/10.3390/foods12234345