1. Introduction
Due to the finiteness of fossil resources, the increasing demand for energy and raw materials [
1], due to the growing world population and rising living standards [
2], as well as the progressing climate change, other ways must be found to produce daily products. Numerous daily products like plastics, paints, detergents, and cleaning products are produced from fossil feedstocks. The challenge is to develop sustainable and carbon- or climate-neutral technologies and processes [
3]. Renewable raw materials and residues from the agricultural and forestry sector represent potential, alternative raw material sources. By means of chemical or biotechnical conversion processes, the alternative raw materials can be converted into industrially usable chemicals.
Biotechnologically produced 2,3-butanediol is a potential starting material for industrial bulk chemicals, such as butadiene or methyl ethyl ketone, which are produced to date from fossil feedstocks. There are many studies regarding biotechnological production of 2,3-butanediol reaching high final concentration and high efficiency with pure glucose as substrate. However, risk class 2 microorganisms are mostly used in these methods [
4,
5,
6]. In order to achieve similar final concentrations and yields with risk class 1 (non-human pathogenic) microorganisms, expensive substrates, such as pure glucose and expensive complex components, e.g., yeast extract, are used [
7,
8]. However, glucose is in competition with the food and feed industry and therefore great effort has been done in recent years to find efficient alternative substrates [
9,
10,
11,
12]. There are several studies focusing on the use of inexpensive substrates such as xylose [
10,
11], xylan, grain fibres [
13], starch hydrolysate [
14], millet hydrolysate [
15], inulin [
16], and crude glycerol [
12,
17,
18]. However, none of these substrates enable to achieve such high 2,3-BDO concentrations as with pure glucose or sucrose as carbon source [
7,
8,
19].
Lignocellulose is considered to be a promising low-cost substrate and a renewable resource that does not compete with the food and feed industry. Lignocellulose, a second-generation feedstock, mainly consists of cellulose, hemicellulose, and lignin. The hemicellulose fraction from wood is largely unused and is not in competition with the food and feed industry. Hemicellulose, as a branched polymer, does not have a uniform structure. Hemicelluloses of different types of plants differ in their monomeric composition, the degree of polymerization as well as the substituents and the branching. Depending on the material, hemicellulose can make up 20–40% by weight [
20]. Hemicellulose in softwoods contains predominantly glucomannan and accounts for about 20% of the dry weight [
21]. Glucomannan is made up of mannose and glucose monomers, which are linked together like cellulose via β-1,4-glycosidic bonds. The ratio of glucose to mannose is approximately 1:3 [
22]. The hardwood hemicellulose, on the other hand, mainly consists of glucuronoxylan, which makes up a dry weight share of 15–30%. The backbone of glucuronoxylan consists of xylose monomers that are linked together via β-1,4-glycosidic bonds. A glucuronic acid residue is bound to every tenth xylose unit [
23]. Monomers of the various hemicellulose are mainly D-xylose, D-mannose, D-glucose, D-arabinose, D-galactose, and D-galacturonic acid. However, other sugars or sugar acids may also be present in small quantities. In order to make the sugar usable for a biotechnical application, the structures of the lignocellulose-containing biomass have to be digested. In order to better provide the sugars in lignocellulosic material to the microorganisms, the material must be pretreated. Various methods are suitable for this, which can be subdivided into the groups of physical pretreatment, physical-chemical pretreatment, and chemical pretreatment [
24].
Hemicelluloses can be recovered from lignocellulosic biomass with hot water extraction, which results as a wood extract (hydrolysate) containing hemicelluloses, lignin and wood extractives. The content of the extract as well as the amount of the extracted lignocellulosic material in the extract depends on the extraction temperature. Typically, the extraction aiming to recovery of hemicelluloses is done at temperatures between 150 and 180 °C. Membrane filtration is a feasible technique to fractionate and concentrate the hemicelluloses from the wood extract. Especially, it has been shown, that hydrophilic regenerated cellulose membranes are a feasible option to filter both the wood extracts because they foul significantly less than other polymeric membranes such as polyether sulfone or polysulfone membranes [
25,
26,
27]. By using hydrophilic cellulose membranes in a high shear rate filter, a high volume reduction, and as a result, high concentration of hemicelluloses in the concentrate fraction can be achieved. For instance, Kallioinen et al. [
26] reported the hemicellulose concentration of 169 g L
−1 when birch extract was concentrated with the 10 kDa regenerated cellulose membrane. However, significant amount of carbohydrates and sugars can pass the 10 kDa membrane and thus, an efficient production process from wood extract to 2,3-BDO might require a two-step membrane filtration process enabling recovery of the both high molar mass and low molar mass carbohydrates as concentrated fractions. Moreover, an approach of this kind might be beneficial also because it would decrease the amount of inhibitors present in the following process steps. Hemicellulose can be enzymatically or chemically hydrolysed or monomerized after the pretreatment. Due to pretreatment and hydrolysis, by-products, e.g., furanics, aromatics monomers from lignin, are present in the hydrolysate in addition to the resulting sugars. Some by-products prolong the lag phase and/or inhibit microbial growth and 2,3-BDO production [
28,
29,
30]. Nevertheless, xylose from hydrolysed wood hemicellulose remains a promising substrate for the production of 2,3-butanediol. However, the transfer of the existing processes with pure glucose to a process with xylose from wood hemicellulose hydrolysate is challenging. Indeed the conversion of pentoses in high yields as well as the inhibiting effects of the by-products present in the hydrolysate are the main problems.
In a previous work, we found three novel risk group 1 microorganisms,
Bacillus atrophaeus NRS-213,
Bacillus mojavensis B-14698, and
Bacillus vallismortis B-14891, suitable for the efficient production of 2,3-BDO with a broad range of different carbon sources. Among them, the strain
Bacillus vallismortis B-14891 showed the best performance with a maximum 2,3-BDO concentration of 60.4 g L
−1 during a batch cultivation using an initial glucose concentration of 200 g L
−1 within 55 h. Besides, glucose
B. vallismortis B-14891 has a broad substrate spectrum and is able to convert all important sugars from lignocellulosic biomass, inclusive xylose, into 2,3-BDO [
31,
32]. Therefore,
B. vallismortis B-14891 is a promising candidate for industrial large-scale cultivation of 2,3-BDO with alternative low-cost substrates.
Thus, the aim of this study was to depict a process configuration for 2,3-BDO production converting xylose from birch hemicellulose hydrolysate. The conversion of xylose compared to the substrate glucose was under investigation as well as the individually influences of inhibiting compounds. Based on these findings, the cultivation of B. vallismortis B-14891 with hemicellulose hydrolysate from birch wood was carried out.
2. Materials and Methods
2.1. Birch Wood Hemicellulose
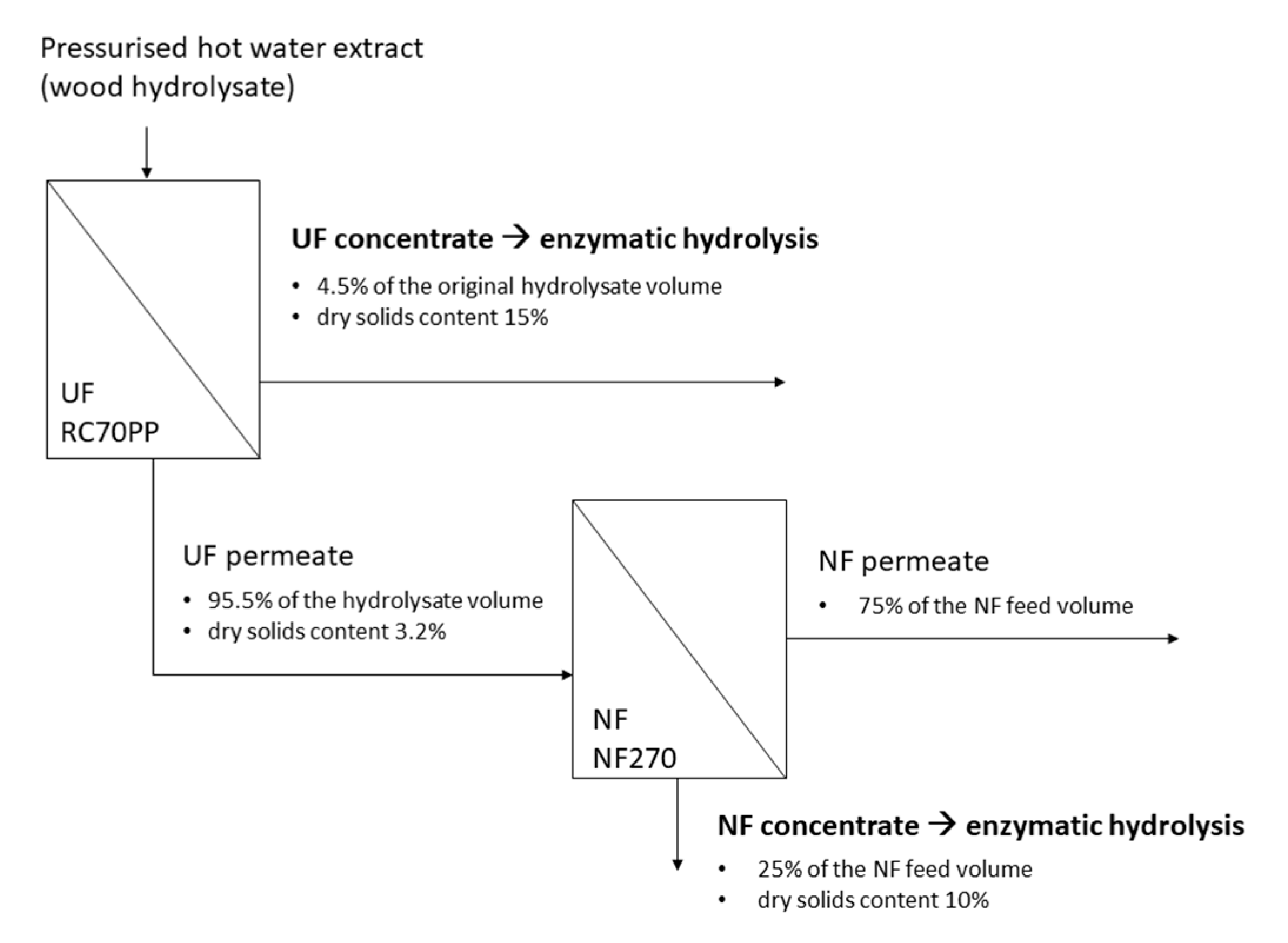
Birch wood hydrolysate was produced in hot water extraction (160 °C, 90 min, water to dry matter ratio 6:1). The produced hydrolysate was concentrated in two stages with ultrafiltration (UF, the RC70PP membrane from Alfa Laval (Nakskov, Denmark), cut-off value 10 kDa) and nanofiltration (NF, the NF270 membrane from Dow (Minneapolis, MN, USA), cut-off value 150–300 Da) to produce carbohydrate fractions for further processing (
Figure 1). In ultrafiltration, a high shear rate cross-rotational filter (CR200/2, Valmet-Flootek, Raisio, Finland) was used to concentrate the hemicelluloses (70 °C, pressure from 1 to 3 bar and a tip velocity of the rotor was 10.4 m/s). The volume reduction factor at the end of filtration was 22 and the concentration of dissolved compounds increased during the filtration from 34 g L
−1 to 150 g L
−1 based on the refractometric analysis. The permeability of the membrane decreased mainly due to the increase of the concentration in the feed in the batch mode filtration from 34 to 10 L (m
2 h bar)
−1. Retention of dissolved compounds increased from 24% to 79% during the concentration filtration. This shows that a significant amount of xylan is degraded to oligo- and monosaccharides during the pressurized hot water extraction. Based on the mass balances only 20% of the dissolved compounds were recovered in the UF concentrate. Therefore, NF was carried out at 45 °C with a spiral wound NF270 membrane to recover oligomeric and monomeric carbohydrates (mainly xylose). In NF, a volume reduction of 75% was achieved but the flux was very low due to the high osmotic pressure. Filtration pressure was increased during the experiment from 5 to 21.4 bar. Retention of dissolved compounds was in the beginning of the filtration 91% and in the end 96%. Therefore, about 80% of the dissolved compounds were recovered in the NF concentrate (concentration 104 g L
−1).
2.1.1. Enzymatic Hydrolysis
The enzyme mixture Biogazyme 2× was provided by ASA Spezialenzyme (Wolfenbüttel, Germany). 300 mL of the ultra and nanofiltrate concentrate was used. The pH was adjusted to 5.2 using CaCO3. The ultrafiltrate was mixed with 1.38 g and the nanofiltrate with 0.98 g Biogazyme 2× (corresponds to approximately 0.05 g enzyme per gram dry biomass) and incubated at 50 °C and 100 rpm for 65 h in a 500 mL bottle. After the incubation, the hydrolysates were centrifuged at 10,016× g for 15 min at room temperature in 50 mL screw tubes. The supernatant was decanted and the pellet discarded.
2.1.2. Purification of Hydrolysate
To separate the birch wood hemicellulose ultra- and nanofiltrate residuals from the hydrolysate, it was centrifuged for 15 min at 10,016 g at room temperature in 50 mL screw tubes. The supernatant, i.e., the hydrolysate, was decanted and stored and the solid discarded.
To reduce the cation concentration especially the Ca2+ ions of the hydrolysate, it was passed through a column (450 mm × 25 mm) containing a cation exchanger (Dowex® 50 W-X8, 100/200-mesh, Sigma-Aldrich, MO, USA).
2.1.3. Detoxification of Birchwood Hemicellulose Hydrolysate
Methyl tert-butyl ether (MTBE) was used as an extractant to detoxify the ultrafiltrate and nanofiltrate hydrolysate. 150 mL hydrolysate was mixed with 200 mL MTBE in the separating funnel and shaken out. After the phase separation (phase separation for at least 15 min), the aqueous phase was collected via a drain valve and the organic phase was discarded. The extraction was repeated four times.
2.2. Microorganism
The microorganism Bacillus vallismortis B-14891 was ordered from culture collection NRRL—Agricultural Research Service Culture Collection (Peoria, IL, USA). The culture was taken in cultivation as described by the culture collection. Glycerol stock cultures were prepared for long-term storage. Therefore, cultures were cultivated for 24 h in 50 mL media 1 (DSMZ German collection of microorganisms and cell cultures GmbH, Braunschweig, Germany) containing 5 g L−1 peptone and 3 g L−1 beef extract. Incubation temperature was 30 °C with a shaking frequency of 100 rpm. Moreover, 700 μL of the culture was mixed with 700 μL pure glycerol, frozen in liquid nitrogen, and then stored at −80 °C.
2.3. Media Composition
Unless otherwise stated, all chemicals were used in analytical grade and obtained from AppliChem GmbH (Darmstadt, Germany), Carl Roth & Co. (Karlsruhe, Germany), Merck KGaA (Darmstadt, Germany) and Sigma-Aldrich Chemie GmbH (Steinheim, Germany).
All solutions were prepared using ultrapure water from a Merck Millipore Direct-Q UV system (Merck KGaA, Darmstadt, Germany).
The cultivation medium was based on basal medium described by Nakashimada et al. with few modifications [
33]. The medium contained (per litre): 10 g yeast extract, 7 g K
2HPO
4, 5.5 g KH
2PO
4, 1 g (NH
4)
2SO
4, 0.25 g MgSO
4·7H
2O, 0.12 g Na
2MoO
4·2H
2O, 0.021 g CaCl
2·2H
2O, 0.029 g Co(NO
3)
2 6H
2O, 0.039 g (NH
4)
2Fe(SO
4)
2·6H
2O, and 10 mL trace element solution. The trace element solution contained 0.2 g nicotinic acid, 0.0262 g Na
2SeO
3·5H
2O, 0.0037 g NiCl
2·6H
2O, 0.5 g MnCl
2·4H
2O, 0.1 g H
3BO
3, 0.0172 g AlK(SO
4)
2·12H
2O, 0.001 g CuCl
2·2H
2O, and 0.554 g Na
2EDTA·2H
2O per litre. The medium components were prepared as separate solutions and mixed together after autoclaving (20 min, 121 °C). The trace elements and the solution containing Co(NO
3)
2 and (NH
4)
2Fe(SO
4)
2 were sterile-filtered into the medium. The pH was adjusted to a value of 6.7 with a 1 M HCl solution. Sterile C-source substrate was supplemented to the medium in the desired initial concentration.
2.4. Preculture
For the preparation of precultures, 50 mL modified basal medium with 20 g L−1 carbon source were transferred to a 300 mL Erlenmeyer flask with three baffles. The carbon source was based on the carbon source of the main culture. Moreover, 700 μL of a glycerol stock culture was used as the inoculum. Unless otherwise stated, the precultures were incubated at a 30 °C and 100 rpm for 16–24 h.
2.5. Cultivation
For the cultivation in 24-well microtiter plates (MTP), polystyrene plates (SARSTEDT, Nümbrecht, Germany) with round geometries and flat bottoms were used. A working volume of 1 mL modified basal medium per well was used. The outer rows of the plate were filled with sterile water to avoid evaporation effects. The plates were closed with a polystyrene lid and sealed with Parafilm®. Unless otherwise stated, the plates were incubated with an inoculum of 2% by volume at 320 rpm and 39 °C (Kisker Biotech GmbH & Co. KG, Steinfurt, Germany). All cultivations were carried out in duplicates and the mean values are shown.
The cultivation in bioreactors was conducted in four parallel bioreactors, equipped with a Rushton impeller and an L-sparger (DASbox® Mini Bioreactor System, Eppendorf AG, Hamburg, Germany). The pH regulation was carried out with 2 M NaOH to pH 5.0 using glucose and with 4 M NaOH to pH 5.8 using xylose as substrate, if not otherwise mentioned. At the beginning of the cultivation, 0.3 mL antifoam solution (Ucolup N-115, Brenntag, Mülheim/Ruhr, Germany) was added to the broth. The experiments were carried out at 37 °C, 600 rpm using glucose and 300 rpm using xylose, a filling volume of 100 mL modified basal medium, and an aeration of 25 sL h−1, unless otherwise mentioned. All cultivations were carried out at least two times with the same settings. Since the sampling times do not completely match, the mean values are not shown.
The cultivation of birch wood hemicellulose hydrolysate was performed in the four parallel bioreactors. Essential media components were added to the purified and detoxified hydrolysates in g L−1: yeast extract 10, K2HPO4 7, KH2PO4 5.5, (NH4)2SO4 1, MgSO4·7 H2O 0.25, Na2MoO4·2 H2O 0.12, CaCl2·2H2O 0.021. In addition, the hydrolysate was buffered with 0.1 M 2-(N-morpholino)ethanesulfonic acid (MES) and the pH was adjusted to pH 6.6 ± 0.1 with NaOH. For preparation of the cultivation media, the hydrolysates were not autoclaved, but sterile filtered.
2.6. Analytical Methods
All samples that were taken from the cultivations were centrifuged at 21,100× g for 10 min at room temperature. The supernatant was subsequently removed and analysed. Pentoses, hexoses, glycerol, 2,3-BDO and by-products were detected by high performance liquid chromatography (HPLC) using an Aminex® HPX-87H column (300 × 7.8 mm; Bio-Rad Laboratories, Hercules, CA, USA). Substances were detected with a Shimadzu SPD-10A UV-VIS or Knauer WellChrom K-2301 refraction index (RI) detector. As mobile phase, 5 mM sulphuric acid was used with a flow rate of 0.6 mL min−1. The column was operated at 60 °C. All measured substances were calibrated with externally prepared standard solutions.
Stereoisomeric formation of 2,3-BDO was determined by gas chromatography-mass spectrometry (GC-MS) (Shimadzu, QP2010 SE), using Chiraldex® B-PM capillary GC column (L × I.D. 30 m × 0.25 mm; df 0.25 μm) with helium as the carrier gas. Temperature program for the column started at 60 °C and increased to 130 °C with a slope of 5 °C min−1.
All 2,3-BDO cultivation yields were calculated based on the utilized substrate.
3. Results
The 2,3-BDO as a chiral bivalent alcohol has two chiral centres that results in three possible stereoisomeric forms: two optically active isomers D-(−)- and L-(+)-2,3-BDO as well as the optical inactive meso-2,3-BDO isomer. B. vallismortis B-14891 produces no L-(+)-2,3-BDO but almost pure meso-2,3-BDO with only negligible parts of D-(−)-2,3-BDO.
Moreover, 2,3-BDO is a product of the mixed acid fermentation and the carbon source is metabolized in the case of hexoses and pentoses via the glycolysis or the pentose phosphate pathway to pyruvate. Further on pyruvate can be converted to acetoin, the precursor of 2,3-BDO, and finally to 2,3-BDO [
34]. In the case of low substrate levels or substrate limitation, accumulated 2,3-BDO is converted to acetoin and thereby NAD
+ is reduced to NADH [
35,
36]. Due to the reversibility of the reaction, 2,3-BDO and acetoin were counted together as product.
3.1. Cultivation Using Pure Substrates
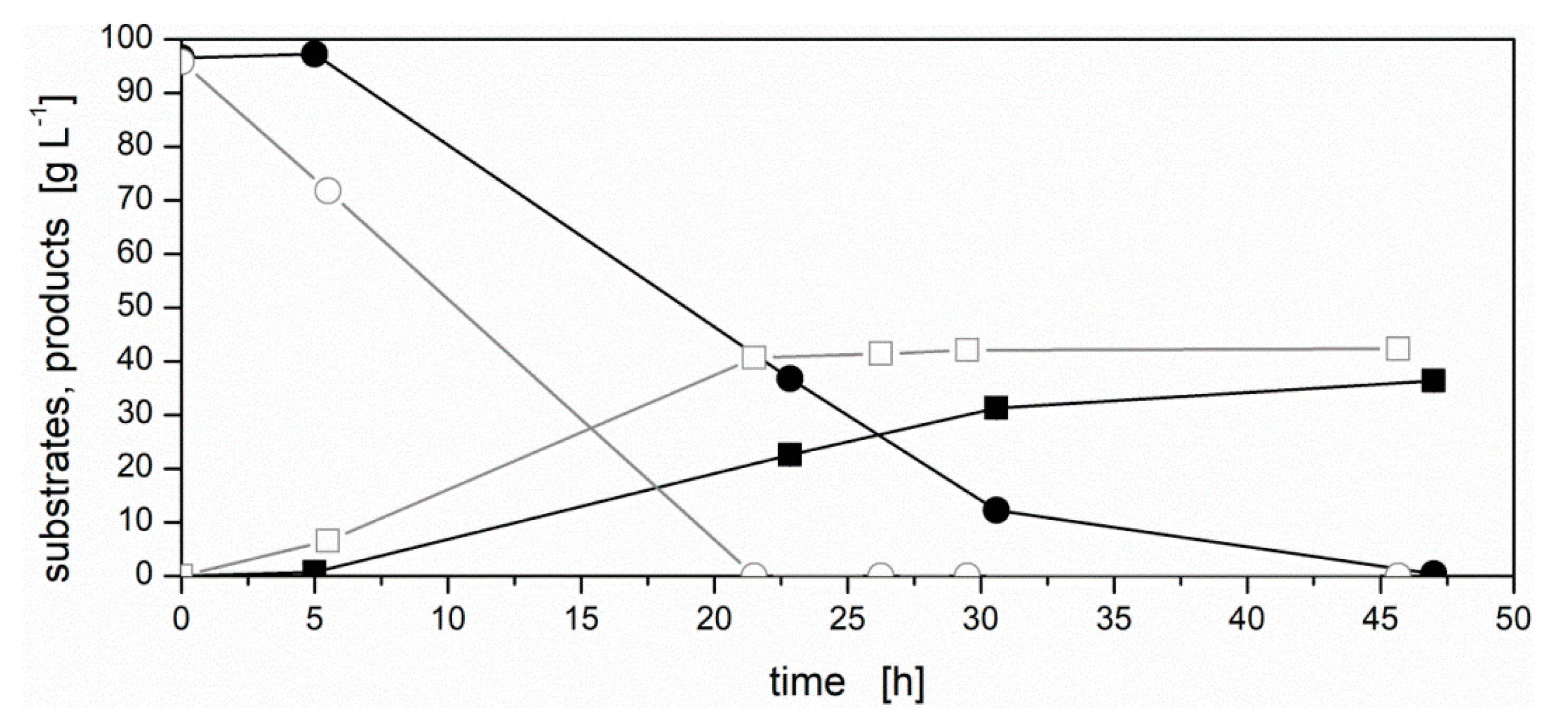
Figure 2 shows the cultivation of
B. vallismortis in a 250 mL reactor with glucose compared to xylose as sole carbon source in the modified basal media. With glucose as sole carbon source the growth and glucose consumption, with 4.5 g L
−1 h
−1, started immediately after inoculation. After 21.5 h the glucose was completely consumed. At this point, the 2,3-BDO concentration yielded the maximum titer of 32.5 g L
−1 and the acetoin concentration was 8.1 g L
−1. The 2,3-BDO yield was 0.35 g g
−1 and the overall yield was 0.42 g g
−1. The productivity was 1.89 g L
−1 h
−1. After the glucose was completely consumed, the 2,3-BDO was converted to acetoin. The by-product spectrum consisted of 1.6 g L
−1 acetate and 2.0 g L
−1 succinate.
In the cultivation with xylose as sole carbon source, the xylose was completely consumed within 34 h. The extrapolated product concentration at the time of the extrapolated xylose limitation was 26.5 g L−1 2,3-BDO and 8.7 g L−1 acetoin. The 2,3-BDO yield was 0.32 g g−1 and the overall yield was 0.38 g g−1. The productivity at the determined time of xylose limitation was 1.0 g L−1 h−1. In addition to 2,3-BDO and acetoin, 9.8 g L−1 by-products were formed. The by-product spectrum consisted of 6.6 g L−1 acetate and 4.6 g L−1 succinate.
The results show that B. vallismortis utilize xylose almost as good as glucose.
3.2. Cultivation of Birch Wood Hemicellulose Hydrolysate
The biotechnical production of 2,3-BDO with
B. vallismortis B-14891 was investigated using a birch wood hemicellulose hydrolysate. The hemicellulose extract was produced by pressurized hot water extraction (160 °C, 90 min). The liquid birch wood extract was concentrated by ultrafiltration (UF) and the UF-permeate was again concentrated by nanofiltration (NF) (
Figure 1). To use these fractions, an enzymatic hydrolysis with Biogazyme 2× was carried out. Prior to the biotechnical implementation of the hydrolysate, the sugar and by-product concentrations were characterized.
The ultrafiltrate contains up to 103.4 g L
−1 sugar (arabinose 0.0 g L
−1, galactose 0.0 g L
−1, glucose 4.8 g L
−1, rhamnose 1.8 g L
−1, xylose 89.4 g L
−1) and the nanofiltrate 86.2 g L
−1 sugar (arabinose 2.0 g L
−1, galactose 0.0 g L
−1, glucose 2.3 g L
−1, rhamnose 2.8 g L
−1, xylose 71.7 g L
−1). The amounts of xylose as well as by-products after enzymatic hydrolysis are presented in
Table 1. After enzymatic hydrolysis, the ultrafiltrate contained 19.9 g L
−1 and the nanofiltrate 14.1 g L
−1 acetate.
3.2.1. Influence of Inhibiting Compounds
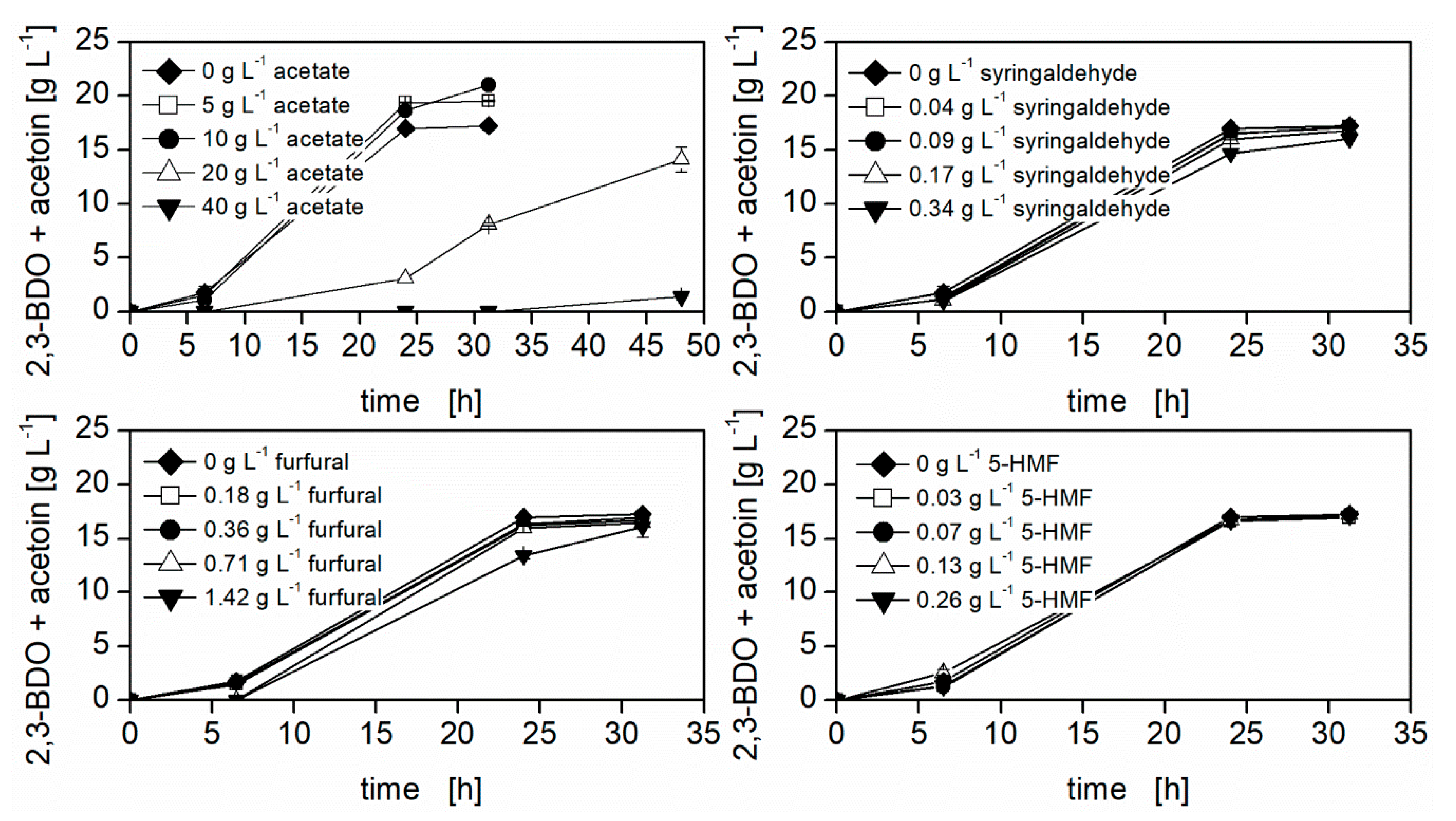
The next step was to determine the sensitivity of
B. vallismortis B-14891 against by-products of the hydrolysate. Hence,
B. vallismortis B-14891 was cultivated with the addition of different concentrations of hydrolysate by-products namely acetate, furfural, 5-hydroxymethylfurfural (5-HMF) and syringaldehyde separately (
Figure 3). Acetate has a high inhibitory effect at concentrations of 20 g L
−1 and higher, whereas concentrations below 10 g L
−1 have an activating effect. The addition of 20 g L
−1 acetate led to a decrease of the productivity from 0.63 g L
−1 h
−1 to 0.59 g L
−1 h
−1 and the yield decreased from 0.34 g g
−1 to 0.17 g g
−1. With additional 40 g L
−1 acetate in the medium, there was hardly any product formation.
Furfural had no inhibitory effect up to a concentration of 0.36 g L−1. The product formation is delayed using a concentration of 0.71 g L−1. This concentration exists in the UF. However, the maximum final product titer is not affected by the added furfural. When the concentration is doubled to 1.42 g L−1, the inhibition is more pronounced, but here too the same final titer of 2,3-BDO and acetoin was reached after 30 h of cultivation as in the reference cultivation. Syringaldehyde exhibits a slight inhibition on B. vallismortis B-14891 with an added concentration higher than 0.17 g L−1. No inhibiting effect was observed in the tested concentration range of 5-HMF.
B. vallismortis B-14891 is less prone to common inhibiting compounds in lignocellulosic extracts/hydrolysates. Hence, it is possible to convert hemicellulose extracts concentrated by ultrafiltration with B. vallismortis B-14891 after enzymatic hydrolysis/saccharification. Tests revealed that the potentially inhibiting compounds furfural, syringaldehyde and 5-HMF do not inhibit 2,3-BDO production, whereas the acetate concentration of nearly 20 g L−1 led to a significant inhibition. Therefore, the acetate concentrations were reduced by liquid-liquid extraction with tert-butyl methyl ether as solvent to 1.9 g L−1 and 5.7 g L−1 in UF and NF hydrolysate respectively.
3.2.2. Cultivation of B. vallismortis B-14891 with Hemicellulose Hydrolysate from Birch Wood
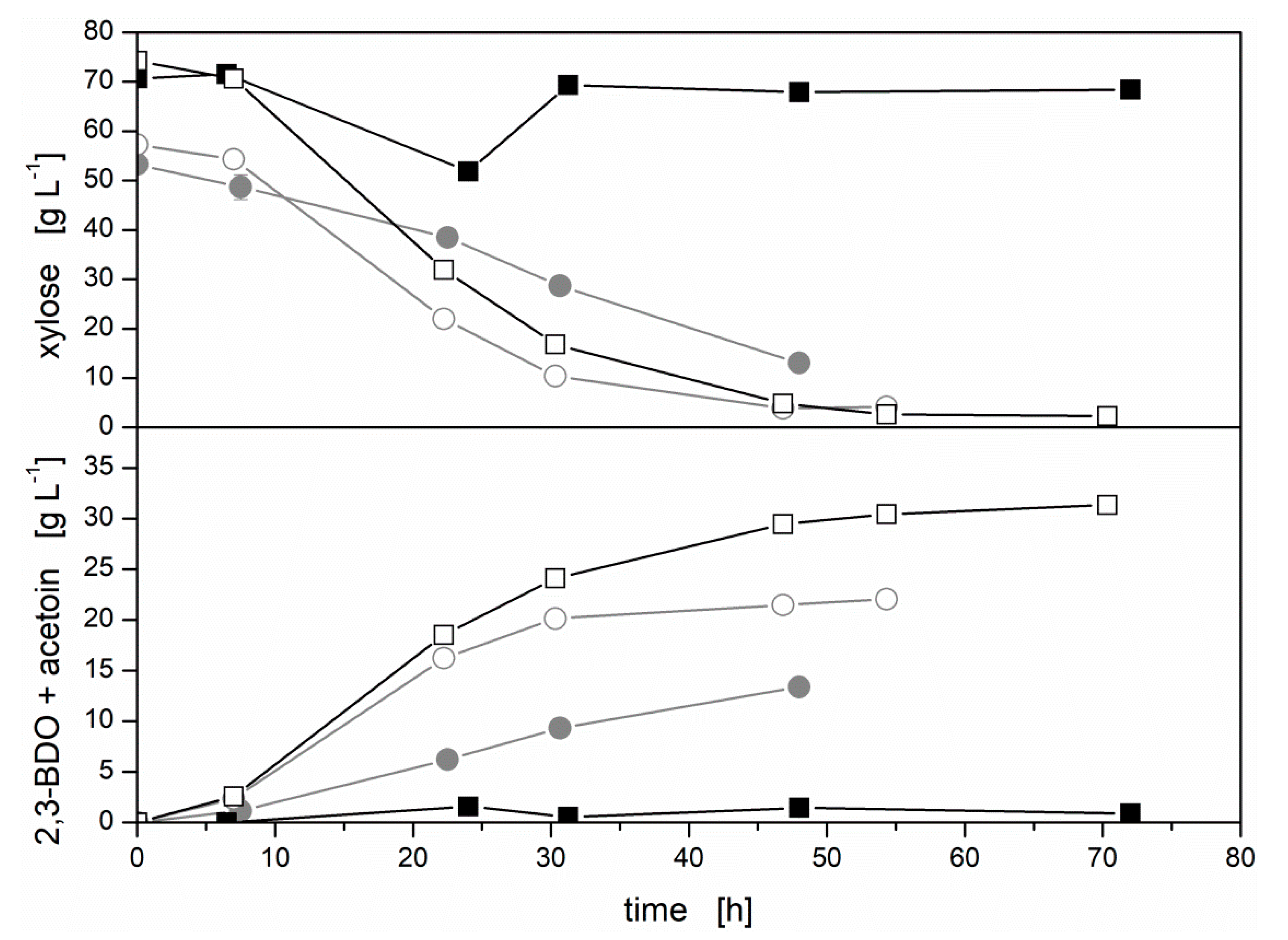
In a further experiment two different birch wood hydrolysate concentrates were used for the production of 2,3-BDO with
B. vallismortis B-14891 (
Figure 4). The first concentrate was prepared by ultrafiltration of the original hydrolysate and the second by nanofiltration of the permeate of the previous ultrafiltration. The hemicellulose was degraded by the enzyme mix Biogazyme 2× with high xylanase activity, buffered with CaCO
3 at a pH value of 5.2. The xylose concentration of the ultra- and nanofiltration hydrolysate after enzymatic saccharification was 87 and 58 g L
−1, respectively. Subsequently, the hydrolysates were purified via cation exchanger to remove calcium. After this treatment, the xylose concentration decreased to 63 and 53 g L
−1. The concentration of acetate was 19.9 and 14.1 g L
−1, respectively, and therefore in an inhibiting range. All other tested by-products were in concentration ranges below inhibiting effects.
B. vallismortis B-14891 was able to produce 2,3-BDO and acetoin out of the nanofiltration hydrolysate with a yield of 0.33 g g−1 and a productivity of 0.28 g L−1·h−1. Reason for the low productivity might be the high acetate concentration, which was proven to have an inhibiting effect. Reducing the acetate concentration lead to a final titer of 15.3 g L−1 2,3-BDO and 6.2 g L−1 acetoin as well as increased yield and productivity of maximum 0.40 g g−1 and 0.46 g L−1·h−1 respectively.
Using the ultrafiltration hydrolysate, no production occurred at all. The high acetate concentration might be the reason again. After acetate reduction a final titer of 22.7 g L−1 2,3-BDO and 6.8 g L−1 acetoin as well as a maximum yield and productivity of 0.43 g g−1 and 0.63 g L−1·h−1 were reached, respectively.
Due to the reduction of the acetate, B. vallismortis B-14891 was able to fully utilize the sugar and convert it to 2,3-BDO and acetoin.
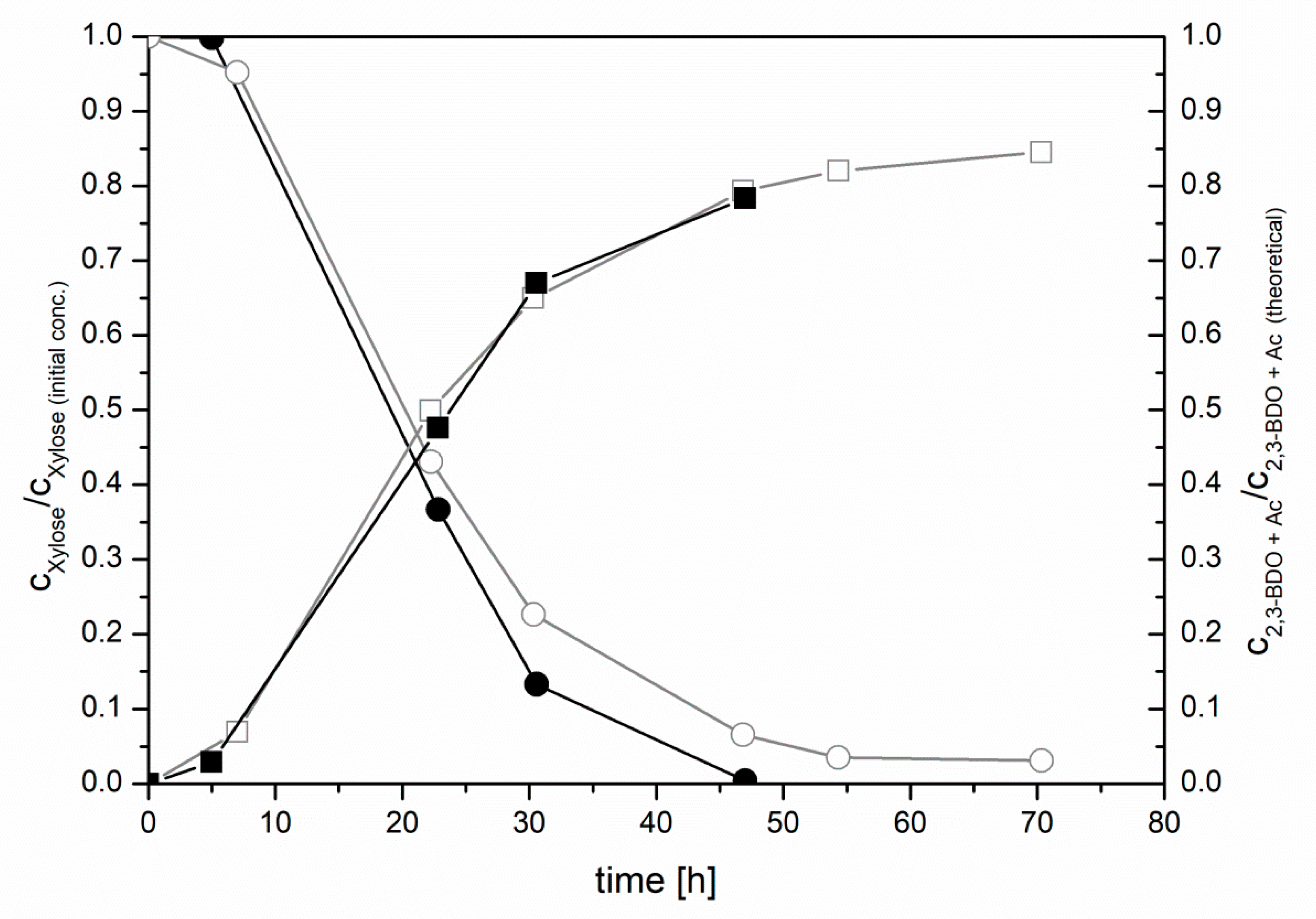
The normalized representation of the substrate consumption and product formation (
Figure 5) using pure xylose as substrate (
Figure 2) compared to hydrolysed hemicellulose extract concentrated by ultrafiltration (UF) and reduced in acetate concentration (
Figure 4) shows that the sugar utilization and product formation with the detoxified UF is the same as the utilization of pure xylose.
4. Discussion
The biotechnical production of 2,3-BDO has been known since the beginning of the 19th century. 2,3-BDO can be made from various pentoses, hexoses, disaccharides and glycerol with various microorganisms. The corresponding metabolic pathways are considered to be cleared up [
11]. The 2,3-BDO producers include microorganisms such as
Klebsiella oxytoca,
Bacillus polymyxa (
Paenibacillus polymyxa),
Bacillus licheniformis,
Bacillus subtilis. So far, the best results have been achieved with
Klebsiella oxytoca, a risk class 2 microorganism. Using risk class 2 microorganisms for industrial process would imply the greatest safety requirements and thus costs, with which a cost-effective process would not be possible today. However, there are some risk class 1 microorganisms, attractive for industrial usage, described as 2,3-BDO producers, e.g.,
Lactobacillus helveticus,
Bacillus licheniformis,
Paenibacillus polymyxa,
Bacillus amyloliquefaciens [
37]. According to literature
Paenibacillus polymyxa convert xylose into (R, R)-2,3-BDO in anaerobic batch and continuous cultures using yeast extract and tryptone, although only to a very small extent [
10]. Petrova et al. provides new risk class 1 2,3-BDO producers of which the strain named
Bacillus velezensis 5RB is able to produce 2,3-BDO from all lignocellulosic sugars and reached so far 7.5 g L
−1 2,3-BDO and acetoin with a yield of 0.25 g g
−1 using pure xylose as carbon source [
38].
This study describes a known, but so far uncharacterized risk class 1 2,3-BDO producer—
B. vallismortis B-14891.
B. vallismortis B-14891 has a broad substrate spectrum and is able to convert all important sugars from lignocellulosic biomass, including xylose, into 2,3-BDO [
28].
B. vallismortis B-14891 is able to grow on glucose and xylose as sole carbon source in almost the same manner. In a batch cultivation initial 100 g L
−1 xylose as sole carbon source was converted into 26.5 g L
−1 2,3-BDO and 8.7 g L
−1 acetoin, with a total yield of 0.38 g g
−1 and a productivity of 1.0 g L
−1h
−1. The by-product spectrum consisted of 6.6 g L
−1 acetate and 4.6 g L
−1 succinate.
In a biotechnical process for the production of 2,3-BDO, a large part of the costs arise from the carbon source. It is therefore important for an efficient industrial process to minimize these costs and use cheap carbon sources [
39,
40]. The use of industrial residues is a promising approach.
B. polymyxa is xylanolytic and its xylanase activity is greatly enhanced by growth on xylan or a xylan-containing plant material such as corn fibre. Corn fibre and xylan were degraded during growth, but only trace levels of acetoin and no butanediol were produced. Degradation of the corn fibre xylan and starch components by acid yielded a hydrolysate sugar mixture containing glucose, arabinose, and xylose. About 59–74% of this mixture was used during growth and acetoin but no butanediol was produced [
13]. Lignocellulose is considered a promising, inexpensive substrate. It is sufficiently available in the form of biomass and is considered a renewable resource. The hemicellulose fraction from wood is mostly unused and is not in competition with the food and feed industry. In order to make the sugars in lignocellulose-containing material better available to the microorganisms, the material must be pretreated. In the following step of hydrolysis, by-products are also contained in the hydrolysate in addition to the formed sugars. Some by-products prolong the lag phase and/or inhibit microbiological growth and 2,3-BDO production [
28,
29,
30,
41]. Using
B. licheniformis DSM 8785 one of the major inhibitory factors is a higher concentration of acetic acid in the biomass hydrolysate [
15].
B. licheniformis CCTCC M 2014298 is able to tolerate up to 5 g L
−1 furfural. The 2,3-BDO production was significantly inhibited with furfural concentration above 4 g L
−1.
B. licheniformis CCTCC M 2014298 tolerates up to 3 g L
−1 of vanillin and 4 g L
−1 of formic acid. Using acetic acid in concentrations lower than 8 g L
−1 activated the reaction. According to Li et al. it is important to use a strain that simultaneously utilize mixed sugars to maximize 2,3-BDO yield and concentration.
B. licheniformis CCTCC M 2014298 was studied during a batch fermentation using a mixture of glucose and xylose (3:1 w/w, in corn stover hydrolysate) (
Table 2) [
16].
In this study inhibition test of by-products, namely acetate, furfural, 5-hydroxymethylfurfural (5-HMF) and syringaldehyde were conducted separately using
B. vallismortis B-14891. Acetate has the greatest negative impact on cultivation in the considered concentrations. The strain is highly resistant to the by-products furfural, 5-HMF and syringaldehyde with the concentrations of less than 1 g L
−1 present in the wood hydrolysate after enzymatic hydrolysis. (
Table 1). The acetate concentration must be reduced for cultivation with real birchwood hemicellulose hydrolysates. Liquid-liquid extraction with MTBE is suitable for detoxification. The extraction reduced the acetate concentration in the ultrafiltrate from 19.9 g L
−1 to 1.9 g L
−1 and in the nanofiltrate from 14.1 g L
−1 to 5.7 g L
−1. In both hydrolysate fractions, the acetate concentration was below the inhibitory concentration. All sugars were consumed in the detoxified ultrafiltrate and 22.7 g L
−1 2,3-BDO and 6.8 g L
−1 acetoin were produced. The total productivity was 0.63 g L
−1h
−1 with a total yield of 0.43 g g
−1. All sugars were also completely consumed in the nanofiltrate and 15.3 g L
−1 2,3-BDO and 6.2 g L
−1 acetoin were formed. The total productivity was 0.46 g L
−1h
−1 and the overall yield was 0.40 g g
−1. The conversion of hemicellulose from the wood hydrolysates was carried out as good as with pure xylose.
B. vallismortis B-14891 was found to be an efficient 2,3-BDO producer with high resistance to inhibiting compounds. The results revealed that the membrane process implemented here produced concentrated carbohydrate fractions, which can be utilized without further concentration for production of 2,3-BDO. More than 90% of the carbohydrates were recovered to concentrated fractions at UF and NF processes. However, purity of the fractions was not high enough. To enhance the yield and productivity using wood hydrolysates it was seen that acetic acid should be removed from the fractions before the cultivation. Beside the extraction process applied in this study, this could be done also in the membrane filtration process, especially in ultrafiltration, by applying diafiltration after the concentration step to purify the concentrated fractions.
At this point, further investigations and optimizations as well as a scale-up should take place. To reach higher final product titres the developing of a suited fed-batch strategy would be necessary and will be a part of a following publication. Ripoll et al. conducted different feeding strategies in fed-batch runs to avoid inhibition and achieved successful final titres of 2,3-BDO using crude glycerol [
18].
Another option could be genetic modification. Thus, the engineered polyploid
Saccharomyces cerevisiae strain produces high titres of 2,3-BDO with high productivities as much as engineered bacteria. It is known that this strain is able to utilize different sugar sources among others hydrolysates from cassava. The cassava hydrolysates were prepared enzymatically from cassava chips with a starch contents equal to approximately 72% dry weight basis, thus, 100 g glucose was obtained from 126 g of the cassava chips. Under fed-batch conditions and a cassava starch hydrolysate the engineered industrial polyploid
S. cerevisiae strain produced 132 g L
−1 of 2,3-BDO with a yield of 0.32 g g
−1 [
42].
The 2,3-BDO production with the wild type, risk class 1 microorganism
B. vallismortis B-14891 with real hemicellulose hydrolysate from birch wood was extremely successful. So far, no comparable studies with pure hemicellulose hydrolysates from birch wood are known. To the best of our knowledge, the 2,3-BDO and acetoin concentrations achieved in this work are the highest from wood hemicellulose hydrolysate and a risk class 1 microorganism (
Table 2). Based on these results, it is possible to develop efficient processes for 2,3-BDO production that are not in competition with the food and feed industry. The use of hemicellulose hydrolysate by
B. vallismortis B-14891 is therefore very interesting.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}