
High-Pressure Water Jet System Treatment of Argan Nut Shell and Enzymatic Hydrolysis for Bioethanol Production
 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Argan Shell Feedstock Collection
2.2. Argan Shell Chemical Analysis
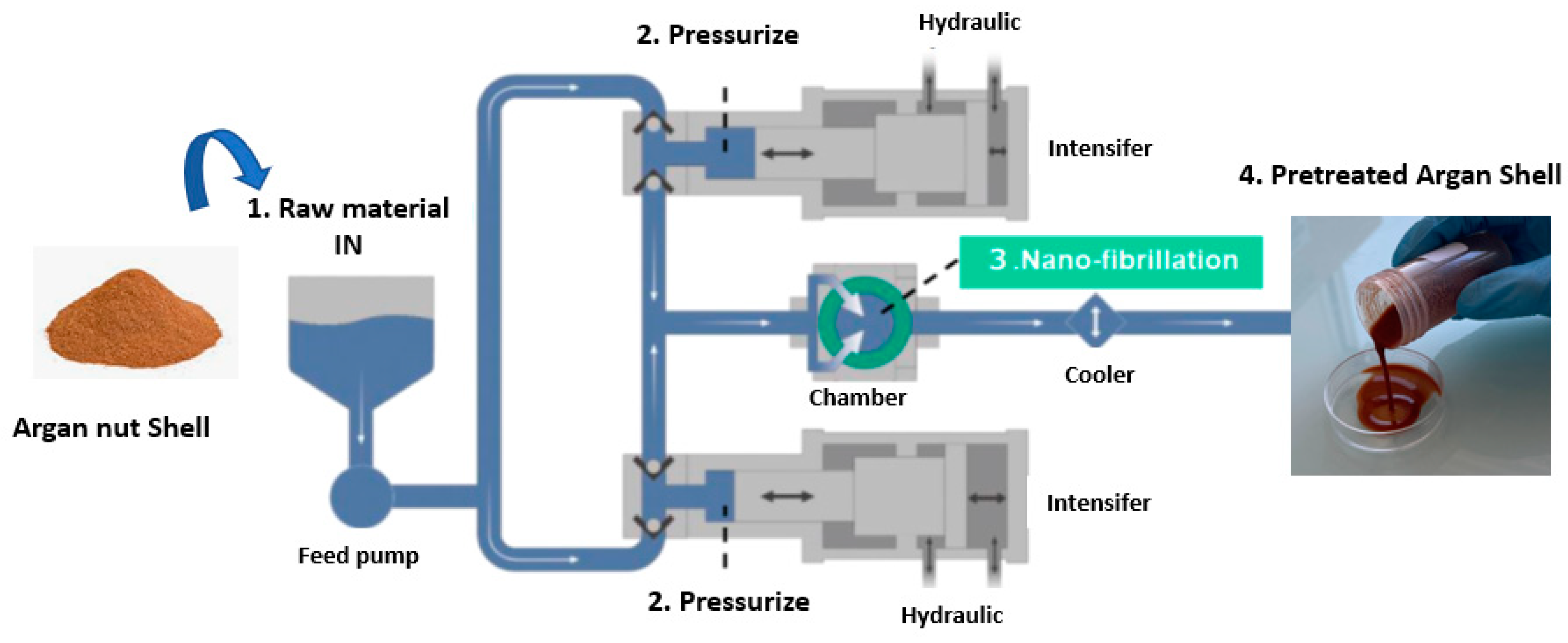
2.3. Disintegration of Argan Shell
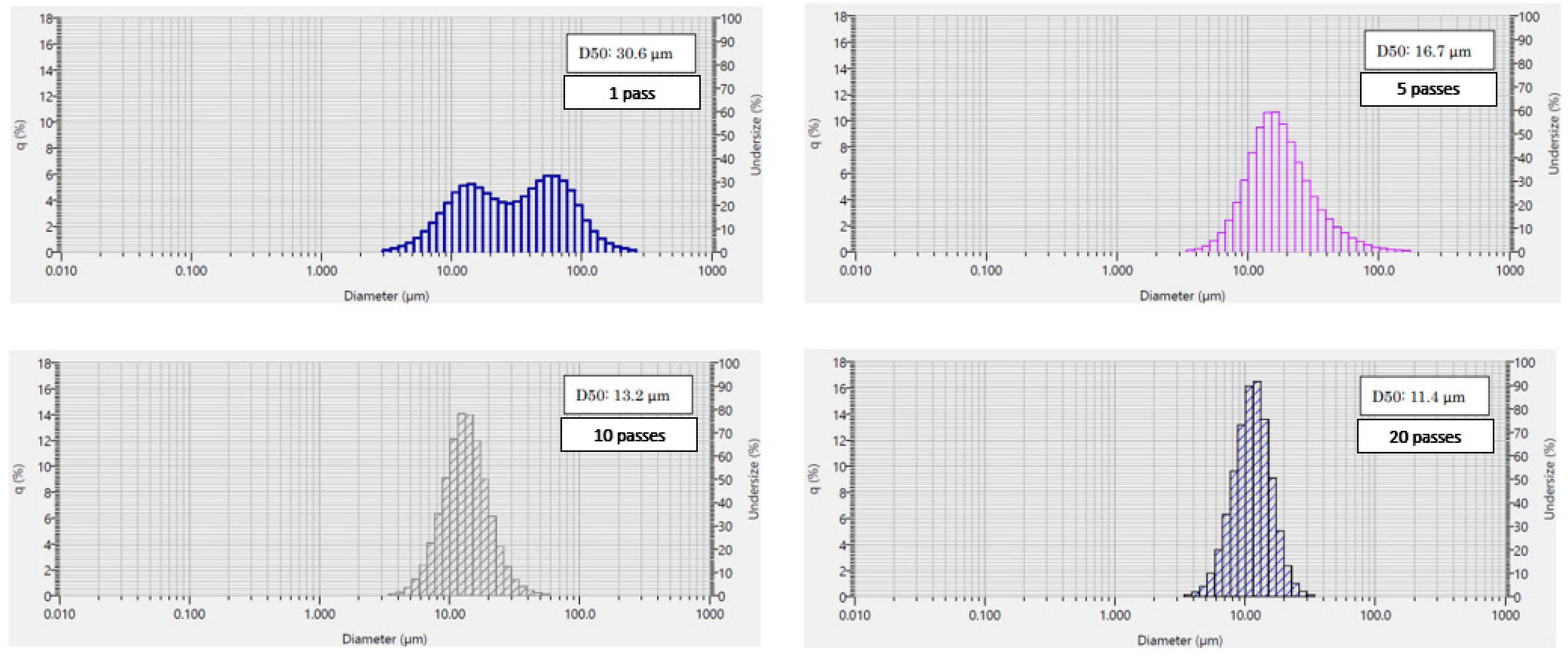
2.4. Particle Size Distribution Analysis of Argan Shell Suspension
2.5. Enzymes and Other Reagents
2.6. Enzymatic hydrolysis of Argan Shell
2.7. Pretreated Argan Shell Fermentation
2.7.1. Inoculum Preparation
2.7.2. Saccharification and Fermentation of Pretreated Argan Shell
2.8. Bioethanol Quantification
2.9. Data Analysis
3. Results and Discussion
3.1. Argan Shell Chemical Properties
3.2. Mechanical Pretreatment of Argan Shell
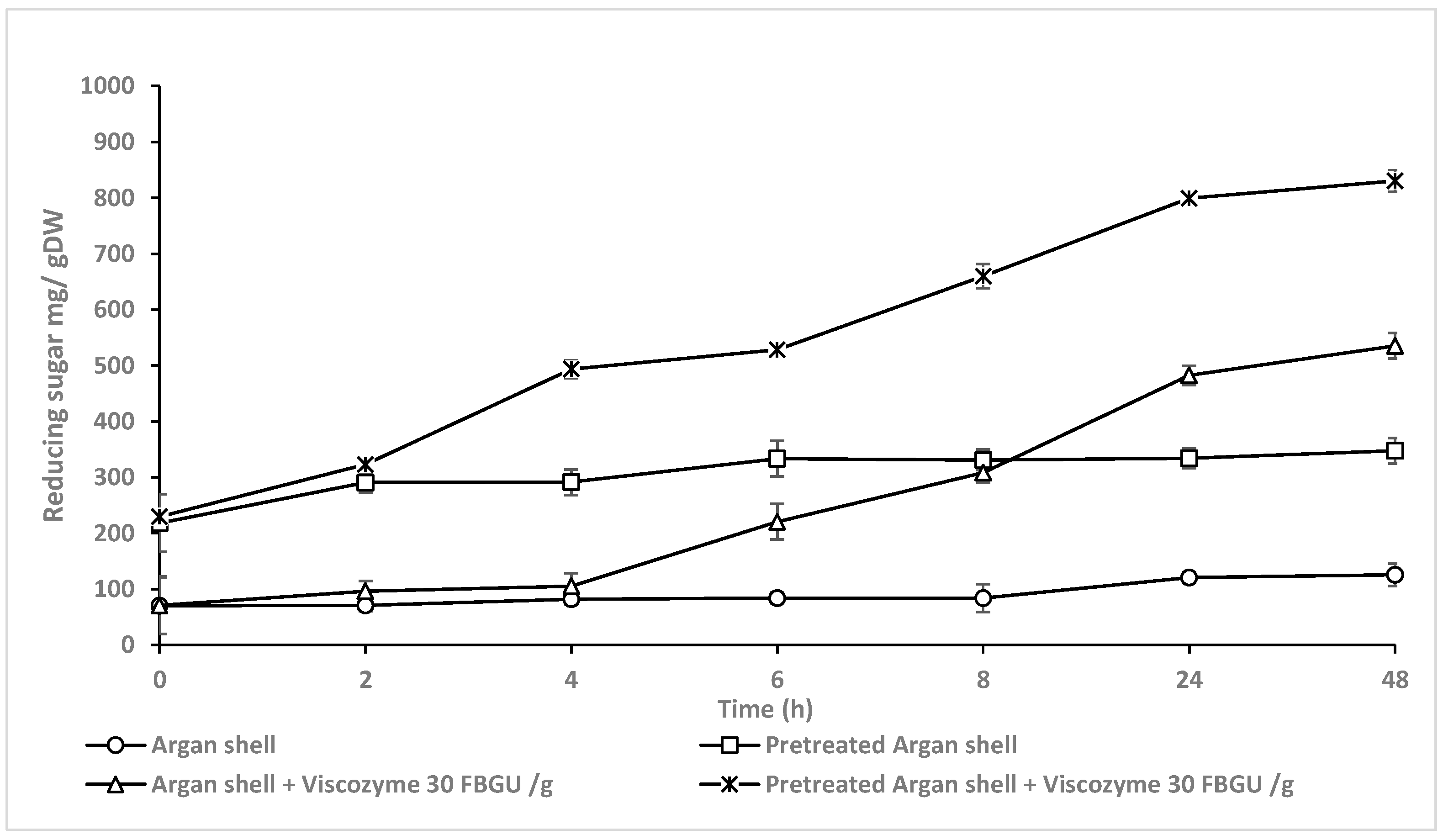
3.3. Enzymatic Hydrolysis of Argan Shell
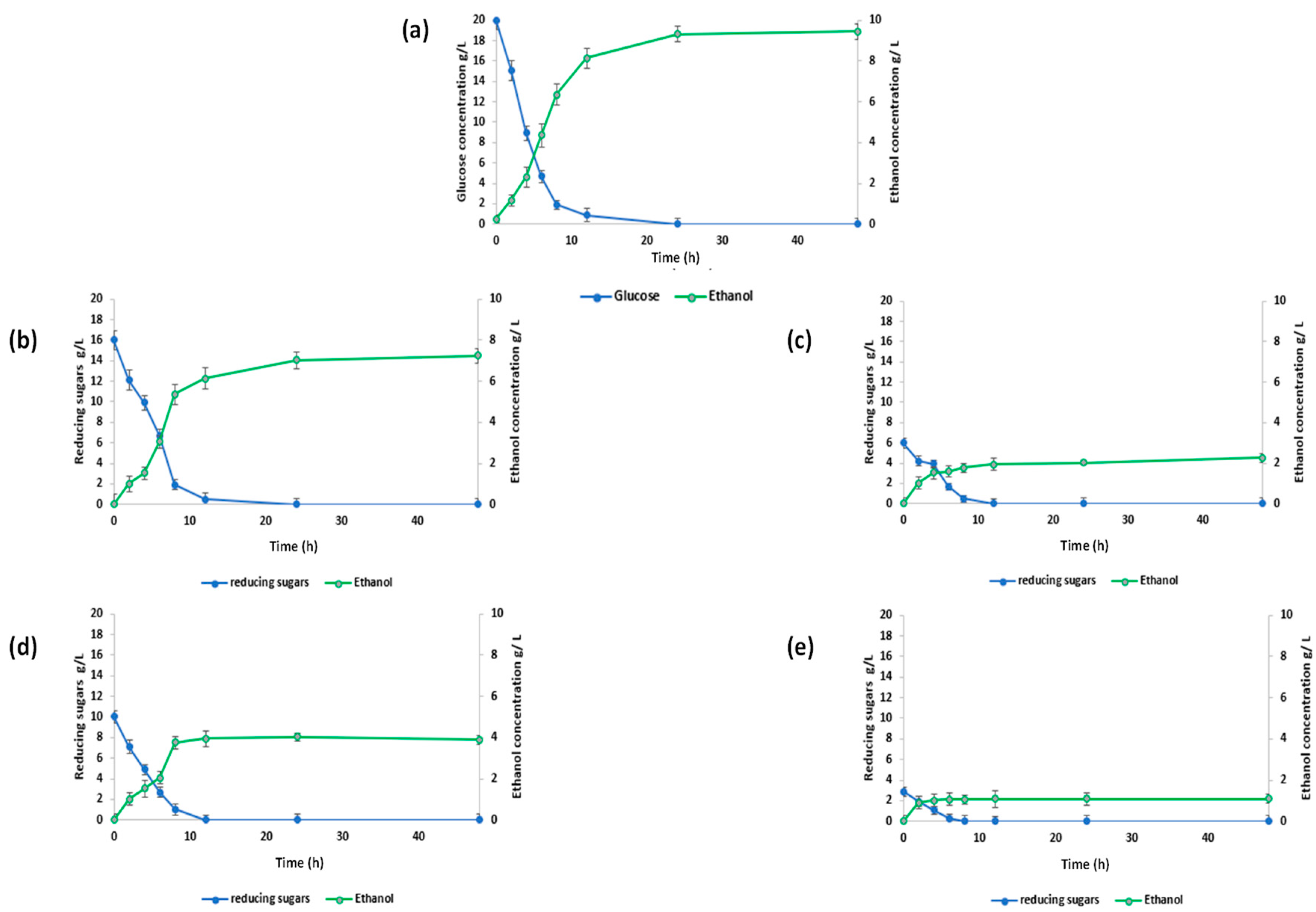
3.4. Bioethanol Production
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Gokul, R.S.; Jambulingam, R. Computational analysis of methyl oleate in biodiesel produced from waste beef tallow. Res. J. Chem. Environ. 2019, 23, 51–59. [Google Scholar]
- Prajapati, B.P.; Jana, U.K.; Suryawanshi, R.K.; Kango, N. Sugarcane bagasse saccharification using Aspergillus tubingensis enzymatic cocktail for 2G bio-ethanol production. Renew. Energy 2020, 152, 653–663. [Google Scholar] [CrossRef]
- Sivaramakrishnan, R.; Suresh, S.; Kanwal, S.; Ramadoss, G.; Ramprakash, B.; Incharoensakdi, A. Microalgal Biorefinery Concepts’ Developments for Biofuel and Bioproducts: Current Perspective and Bottlenecks. Int. J. Mol. Sci. 2022, 23, 2623. [Google Scholar] [CrossRef] [PubMed]
- Chintagunta, A.D.; Zuccaro, G.; Kumar, M.; Kumar, S.P.J.; Garlapati, V.K.; Postemsky, P.D.; Kumar, N.S.S.; Chandel, A.K.; Simal-Gandara, J. Biodiesel Production From Lignocellulosic Biomass Using Oleaginous Microbes: Prospects for Integrated Biofuel Production. Front. Microbiol. 2021, 12, 658284. [Google Scholar] [CrossRef]
- e Silva, J.O.V.; Almeida, M.F.; da Conceição Alvim-Ferraz, M.; Dias, J.M. Integrated production of biodiesel and bioethanol from sweet potato. Renew. Energy 2018, 124, 114–120. [Google Scholar] [CrossRef]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105–5116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kundu, D.; Banerjee, S.; Karmakar, S.; Banerjee, R. Valorization of citrus lemon wastes through biorefinery approach: An industrial symbiosis. Bioresour. Technol. Rep. 2021, 15, 100717. [Google Scholar] [CrossRef]
- Sivaramakrishnan, R.; Incharoensakdi, A. Utilization of microalgae feedstock for concomitant production of bioethanol and biodiesel. Fuel 2018, 217, 458–466. [Google Scholar] [CrossRef]
- Ayodele, B.V.; Alsaffar, M.A.; Mustapa, S.I. An overview of integration opportunities for sustainable bioethanol production from first- and second-generation sugar-based feedstocks. J. Clean. Prod. 2020, 245, 118857. [Google Scholar] [CrossRef]
- Tagade, A.; Kirti, N.; Sawarkar, A.N. Pyrolysis of agricultural crop residues: An overview of researches by Indian scientific community. Bioresour. Technol. Rep. 2021, 15, 100761. [Google Scholar] [CrossRef]
- Paul, S.; Dutta, A. Challenges and opportunities of lignocellulosic biomass for anaerobic digestion. Resour. Conserv. Recycl. 2018, 130, 164–174. [Google Scholar] [CrossRef]
- Griffiths, G.; Hossain, A.K.; Sharma, V.; Duraisamy, G. Key Targets for Improving Algal Biofuel Production. Clean Technol. 2021, 3, 711–742. [Google Scholar] [CrossRef]
- Tran, T.T.A.; Le, T.K.P.; Mai, T.P.; Nguyen, D.Q. Bioethanol production from lignocellulosic biomass. In Alcohol Fuels-Current Technologies Future Prospect; IntechOpen: Houston, TX, USA, 2019. [Google Scholar]
- Yazdani, H.Q. No Carbon Left behind: Carbon Pricing and the Role of Supplementary Policies. Tex. Env’t LJ 2021, 51, 357. [Google Scholar]
- Tu, W.-C.; Hallett, J.P. Recent advances in the pretreatment of lignocellulosic biomass. Curr. Opin. Green Sustain. Chem. 2019, 20, 11–17. [Google Scholar] [CrossRef]
- Moukrim, S.; Lahssini, S.; Mharzi Alaoui, H.; Rifai, N.; Arahou, M.; Rhazi, L. Modélisation de la distribution spatiale des espèces endémiques pour leur conservation: Cas de l’Argania spinosa (L.) Skeels. Rev. d’écologie 2018, 73, 153–166. [Google Scholar]
- Zeghlouli, J.; Guendouz, A.; Duchez, D.; El Modafar, C.; Michaud, P.; Delattre, C. Valorization of co-products generated by argan oil extraction process: Application to biodiesel production. Biofuels 2022, 13, 771–777. [Google Scholar] [CrossRef]
- Goik, U.; Goik, T.; Załęska, I. The Properties and Application of Argan Oil in Cosmetology. Eur. J. Lipid Sci. Technol. 2019, 121, 1800313. [Google Scholar] [CrossRef]
- Elmostafi, H.; Bahbiti, Y.; Elhessni, A.; Bousalham, R.; Doumar, H.; Ouichou, A.; Benmhammed, H.; Touil, T.; Mesfioui, A. Neuroprotective potential of Argan oil in neuropsychiatric disorders in rats: A review. J. Funct. Foods 2020, 75, 104233. [Google Scholar] [CrossRef]
- El Bouchikhi, S.; Ibrahimi, A.; Bensouda, Y. Creaming behavior prediction of argan oil in water emulsion stabilized by lacto-fermentation: Creaming index. BMC Biotechnol. 2021, 21, 53. [Google Scholar] [CrossRef]
- Perry, W. Social sustainability and the argan boom as green development in Morocco. World Dev. Perspect. 2020, 20, 100238. [Google Scholar] [CrossRef]
- Zouhair, F.Z.; Benali, A.; Kabbour, M.R.; EL Kabous, K.; El Maadoudi, E.H.; Bouksaim, M.; Essamri, A. Typical characterization of argane pulp of various Moroccan areas: A new biomass for the second generation bioethanol production. J. Saudi Soc. Agric. Sci. 2020, 19, 192–198. [Google Scholar] [CrossRef]
- Zeghlouli, J.; Christophe, G.; Guendouz, A.; El Modafar, C.; Belkamel, A.; Michaud, P.; Delattre, C. Optimization of Bioethanol Production from Enzymatic Treatment of Argan Pulp Feedstock. Molecules 2021, 26, 2516. [Google Scholar] [CrossRef] [PubMed]
- Tatane, M.; Elminor, H.; Ayeb, M.; Lacherai, A.; Feddaoui, M.; Aitnouh, F.; Boukhattem, L. Effect of argan nut shell powder on thermal and mechanical behavior of compressed earth blocks. Int. J. Appl. Eng. Res. 2018, 13, 4740–4750. [Google Scholar]
- AOAC Official Methods of Analysis, 15th ed.; Association of Official Analytical Chemists: Washington, DC, USA, 1990.
- Bradford, M.M. A rapid and sensitive method for the quantitation of microgram quantities of protein utilizing the principle of protein-dye binding. Anal. Biochem. 1976, 72, 248–254. [Google Scholar] [CrossRef]
- DuBois, M.; Gilles, K.A.; Hamilton, J.K.; Rebers, P.A.; Smith, F. Colorimetric method for determination of sugars and related substances. Anal. Chem. 1956, 28, 350–356. [Google Scholar] [CrossRef]
- Miller, G.L. Use of DinitrosaIicyIic Acid Reagent for Determination of Reducing Sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- van Soest, P.J. Use of detergents in the analysis of fibrous feeds. II. A rapid method for the determination of fiber and lignin. J. Ass. Off. Anal. Chem 1963, 46, 829–835. [Google Scholar]
- Ogura, K.; Brasselet, C.; Cabrera-Barjas, G.; Hamidi, M.; Shavandi, A.; Dols-Lafargue, M.; Sawamura, N.; Delattre, C. Production of Fungal Nanochitosan Using High-Pressure Water Jet System for Biomedical Applications. Materials 2022, 15, 1375. [Google Scholar] [CrossRef]
- Dutta, A.K.; Kawamoto, N.; Sugino, G.; Izawa, H.; Morimoto, M.; Saimoto, H.; Ifuku, S. Simple preparation of chitosan nanofibers from dry chitosan powder by the Star Burst system. Carbohydr. Polym. 2013, 97, 363–367. [Google Scholar] [CrossRef]
- Bahry, H.; Pons, A.; Abdallah, R.; Pierre, G.; Delattre, C.; Fayad, N.; Taha, S.; Vial, C. Valorization of carob waste: Definition of a second-generation bioethanol production process. Bioresour. Technol. 2017, 235, 25–34. [Google Scholar] [CrossRef]
- Kristiansen, B. (Bjørn) Integrated Design of a Fermentation Plant: The Production of Baker’s Yeast; VCH: Weinheim, Germany; New York, NY, USA, 1994. [Google Scholar]
- Miklavčič, M.B.; Taous, F.; Valenčič, V.; Elghali, T.; Podgornik, M.; Strojnik, L.; Ogrinc, N. Fatty Acid Composition of Cosmetic Argan Oil: Provenience and Authenticity Criteria. Molecules 2020, 25, 4080. [Google Scholar] [CrossRef] [PubMed]
- Lybbert, T.J.; Barrett, C.B.; Narjisse, H. Market-based conservation and local benefits: The case of argan oil in Morocco. Ecol. Econ. 2002, 41, 125–144. [Google Scholar] [CrossRef]
- Gharby, S.; Harhar, H.; El Monfalouti, H.; Kartah, B.; Maata, N.; Guillaume, D.; Charrouf, Z. Chemical and oxidative properties of olive and argan oils sold on the Moroccan market. A comparative study. Mediterr. J. Nutr. Metab. 2012, 5, 31–38. [Google Scholar] [CrossRef]
- Rahib, Y.; Sarh, B.; Bostyn, S.; Bonnamy, S.; Boushaki, T.; Chaoufi, J. Non-isothermal kinetic analysis of the combustion of argan shell biomass. Mater. Today Proc. 2020, 24, 11–16. [Google Scholar] [CrossRef]
- Bouqbis, L.; Daoud, S.; Harrouni, M.C. Positive Effect of Biochar Derived from Argan Waste on Soil Nutrients and Growth of Three Plants. J. Ecol. Eng. 2021, 22, 28–34. [Google Scholar] [CrossRef]
- Boujibar, O.; Ghosh, A.; Achak, O.; Chafik, T.; Ghamouss, F. A high energy storage supercapacitor based on nanoporous activated carbon electrode made from Argan shells with excellent ion transport in aqueous and non-aqueous electrolytes. J. Energy Storage 2019, 26, 100958. [Google Scholar] [CrossRef]
- Essabir, H.; EL Achaby, M.; Bouhfid, R.; Qaiss, A. Morphological, Structural, Thermal and Tensile Properties of High Density Polyethylene Composites Reinforced with Treated Argan Nut Shell Particles. J. Bionic Eng. 2015, 12, 129–141. [Google Scholar] [CrossRef]
- Laaziz, S.A.; Raji, M.; Hilali, E.; Essabir, H.; Rodrigue, D.; Bouhfid, R. Bio-composites based on polylactic acid and argan nut shell: Production and properties. Int. J. Biol. Macromol. 2017, 104, 30–42. [Google Scholar] [CrossRef]
- Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R. Biocomposites based on Argan nut shell and a polymer matrix: Effect of filler content and coupling agent. Carbohydr. Polym. 2016, 143, 70–83. [Google Scholar] [CrossRef]
- Badreddine, A. Préparation et Caractérisation d’extraits d’Argania Spinosa et d’huile d’argan et Évaluation de Leurs Effets Neuroprotecteurs In Vivo et In Vitro; Université de Bourgogne: Dijon, France, 2016. [Google Scholar]
- Zoubida, C.; Daniel, P. Valorisation du fruit d’arganier, Huile d’argan: Qualité, diversification. In Appui à L’amélioration la Situat. L’emploi la Femme Rural. Gest. Durable L’arganeraie Dans le Sud-Ouest du Maroc; Maroc Proj. UE/MEDA/ADS; European Union: Luxembourg, 2009. [Google Scholar]
- Kang, Q.; Tan, T. Exergy and CO2 Analyses as Key Tools for the Evaluation of Bio-Ethanol Production. Sustainability 2016, 8, 76. [Google Scholar] [CrossRef] [Green Version]
- Essabir, H.; Bensalah, M.O.; Bouhfid, R.; Qaiss, A. Fabrication and Characterization of Apricot Shells Particles Reinforced High Density Polyethylene Based Bio-Composites: Mechanical and Thermal Properties. J. Biobased Mater. Bioenergy 2014, 8, 344–351. [Google Scholar] [CrossRef]
- Akhzouz, H.; El Minor, H.; Tatane, M.; Bendarma, A. Physical characterization of bio-composite CEB stabilized with Argan nut shell and cement. Mater. Today Proc. 2021, 36, 107–114. [Google Scholar] [CrossRef]
- Zhar, N.; Naamani, K.; Dihazi, A.; Jaiti, F.; EL Keroumi, A. Comparative analysis of some biochemical parameters of argan pulp morphotypes (Argania spinosa (L) Skeels) during maturity and according to the continentality in Essaouira region (Morocco). Physiol. Mol. Biol. Plants 2016, 22, 361–370. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Lin, H.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Process. Technol. 2017, 160, 196–206. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Hendriks, A.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Antognoni, S.; Ragazzi, M.; Rada, E.C.; Plank, R.; Aichinger, P.; Kuprian, M.; Ebner, C. Potential effects of mechanical pre-treatments on methane yield from solid waste anaerobically digested. Int. J. Environ. Bioremediat. Biodegrad. 2013, 1, 20–25. [Google Scholar]
- Octavia, S.; Soerawidjaja, T.H.; Purwadi, R.; Putrawan, I.A. The Advantages of Soaking with Aqueous Ammonia Pre-treatment Process of Oil Palm Empty Fruit Bunches. Int. J. Adv. Sci. Eng. Inf. Technol. 2017, 7, 865–867. [Google Scholar] [CrossRef]
- Kumar, P.; Kumar, V.; Kumar, S.; Singh, J.; Kumar, P. Bioethanol production from sesame (Sesamum indicum L.) plant residue by combined physical, microbial and chemical pretreatments. Bioresour. Technol. 2020, 297, 122484. [Google Scholar] [CrossRef]
- Gu, Y.M.; Byun, H.R.; Kim, Y.-H.; Park, D.-Y.; Lee, J.H. Assessing the potential of facile biofuel production from corn stover using attrition mill treatment. Water-Energy Nexus 2019, 2, 46–49. [Google Scholar] [CrossRef]
- He, Y.; Li, X.; Ben, H.; Xue, X.; Yang, B. Lipid Production from Dilute Alkali Corn Stover Lignin by Rhodococcus Strains. ACS Sustain. Chem. Eng. 2017, 5, 2302–2311. [Google Scholar] [CrossRef]
- Zakaria, M.R.; Fujimoto, S.; Hirata, S.; Hassan, M.A. Ball Milling Pretreatment of Oil Palm Biomass for Enhancing Enzymatic Hydrolysis. Appl. Biochem. Biotechnol. 2014, 173, 1778–1789. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Li, J.; Huang, G.; Yang, Z.; Han, L. Understanding the synergistic effect and the main factors influencing the enzymatic hydrolyzability of corn stover at low enzyme loading by hydrothermal and/or ultrafine grinding pretreatment. Bioresour. Technol. 2018, 264, 327–334. [Google Scholar] [CrossRef] [PubMed]
- Lu, M.; Li, J.; Han, L.; Xiao, W. An aggregated understanding of cellulase adsorption and hydrolysis for ball-milled cellulose. Bioresour. Technol. 2019, 273, 1–7. [Google Scholar] [CrossRef]
- Ji, G.; Gao, C.; Xiao, W.; Han, L. Mechanical fragmentation of corncob at different plant scales: Impact and mechanism on microstructure features and enzymatic hydrolysis. Bioresour. Technol. 2016, 205, 159–165. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Chen, L.; Lu, M.; Li, J.; Han, L. A novel film–pore–surface diffusion model to explain the enhanced enzyme adsorption of corn stover pretreated by ultrafine grinding. Biotechnol. Biofuels 2016, 9, 181. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.N.; Suely, A.; Boyce, A.N.; Faruq, G. Bioethanol production from renewable sources: Current perspectives and technological progress. Renew. Sustain. Energy Rev. 2017, 71, 475–501. [Google Scholar] [CrossRef]
- Lewandowska, M.; Szymańska, K.; Kordala, N.; Dąbrowska, A.; Bednarski, W.; Juszczuk, A. Evaluation of Mucor indicus and Saccharomyces cerevisiae capability to ferment hydrolysates of rape straw and Miscanthus giganteus as affected by the pretreatment method. Bioresour. Technol. 2016, 212, 262–270. [Google Scholar] [CrossRef]
- Ben Atitallah, I.; Antonopoulou, G.; Ntaikou, I.; Alexandropoulou, M.; Nasri, M.; Mechichi, T.; Lyberatos, G. On the evaluation of different saccharification schemes for enhanced bioethanol production from potato peels waste via a newly isolated yeast strain of Wickerhamomyces anomalus. Bioresour. Technol. 2019, 289, 121614. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, J.; Cao, J.; Wang, Z. Pretreatment with concurrent UV photocatalysis and alkaline H2O2 enhanced the enzymatic hydrolysis of sisal waste. Bioresour. Technol. 2018, 267, 517–523. [Google Scholar] [CrossRef]
- Oliver, C.M.; Mawson, R.; Melton, L.D.; Dumsday, G.; Welch, J.; Sanguansri, P.; Singh, T.K.; Augustin, M.A. Sequential low and medium frequency ultrasound assists biodegradation of wheat chaff by white rot fungal enzymes. Carbohydr. Polym. 2014, 111, 183–190. [Google Scholar] [CrossRef] [PubMed]
- Ren, H.; Sun, W.; Wang, Z.; Fu, S.; Zheng, Y.; Song, B.; Li, Z.; Peng, Z. Enhancing the Enzymatic Saccharification of Grain Stillage by Combining Microwave-Assisted Hydrothermal Irradiation and Fungal Pretreatment. ACS Omega 2020, 5, 12603–12614. [Google Scholar] [CrossRef] [PubMed]
- Awedem Wobiwo, F.; Chaturvedi, T.; Boda, M.; Fokou, E.; Emaga, T.H.; Cybulska, I.; Deleu, M.; Gerin, P.A.; Thomsen, M.H. Bioethanol potential of raw and hydrothermally pretreated banana bulbs biomass in simultaneous saccharification and fermentation process with Saccharomyces cerevisiae. Biomass Convers. Biorefin. 2019, 9, 553–563. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition %w/w | Argan Shell |
|---|---|
| Dry matter %w/w | 5.02 ± 0.16 |
| Ash %w/w | 3.29 ± 0.01 |
| Protein %w/w | 3.46 ± 0.16 |
| Lipid %w/w | 1.02 ± 0.16 |
| Cellulose %w/w | 46.15 ± 0.12 |
| Hemicellulose %w/w | 19.06 ± 0.09 |
| * NDF/total fibers %w/w | 94.58 ± 0.15 |
| ** ADF Lignocellulose %w/w | 75.52 ± 0.12 |
| Lignin %w/w | 29.17 ± 0.14 |
| Total sugars (mg/g DW) | 893.05 ± 0.21 |
| Reducing sugars (mg/g DW) | 70.32 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeghlouli, J.; Christophe, G.; Ogura, K.; Sawamura, N.; Guendouz, A.; Modafar, C.E.; Michaud, P.; Delattre, C. High-Pressure Water Jet System Treatment of Argan Nut Shell and Enzymatic Hydrolysis for Bioethanol Production. Fermentation 2022, 8, 627. https://doi.org/10.3390/fermentation8110627
Zeghlouli J, Christophe G, Ogura K, Sawamura N, Guendouz A, Modafar CE, Michaud P, Delattre C. High-Pressure Water Jet System Treatment of Argan Nut Shell and Enzymatic Hydrolysis for Bioethanol Production. Fermentation. 2022; 8(11):627. https://doi.org/10.3390/fermentation8110627
Chicago/Turabian StyleZeghlouli, Jihane, Gwendoline Christophe, Kota Ogura, Naoki Sawamura, Amine Guendouz, Cherkaoui El Modafar, Philippe Michaud, and Cédric Delattre. 2022. "High-Pressure Water Jet System Treatment of Argan Nut Shell and Enzymatic Hydrolysis for Bioethanol Production" Fermentation 8, no. 11: 627. https://doi.org/10.3390/fermentation8110627
APA StyleZeghlouli, J., Christophe, G., Ogura, K., Sawamura, N., Guendouz, A., Modafar, C. E., Michaud, P., & Delattre, C. (2022). High-Pressure Water Jet System Treatment of Argan Nut Shell and Enzymatic Hydrolysis for Bioethanol Production. Fermentation, 8(11), 627. https://doi.org/10.3390/fermentation8110627