


Semi-Continuous Functionally Graded Material Austenitic to Super Duplex Stainless Steel Obtained by Laser-Based Directed Energy Deposition


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Characterization—Equipment and Methods
2.2. Feedstock Powders Characterization
2.3. Laser Metal Deposition Equipment and Set-Up
3. Results and Discussion
3.1. LMD Process Development and Adjusting to Obtain a Semi-Continuous Graded Material
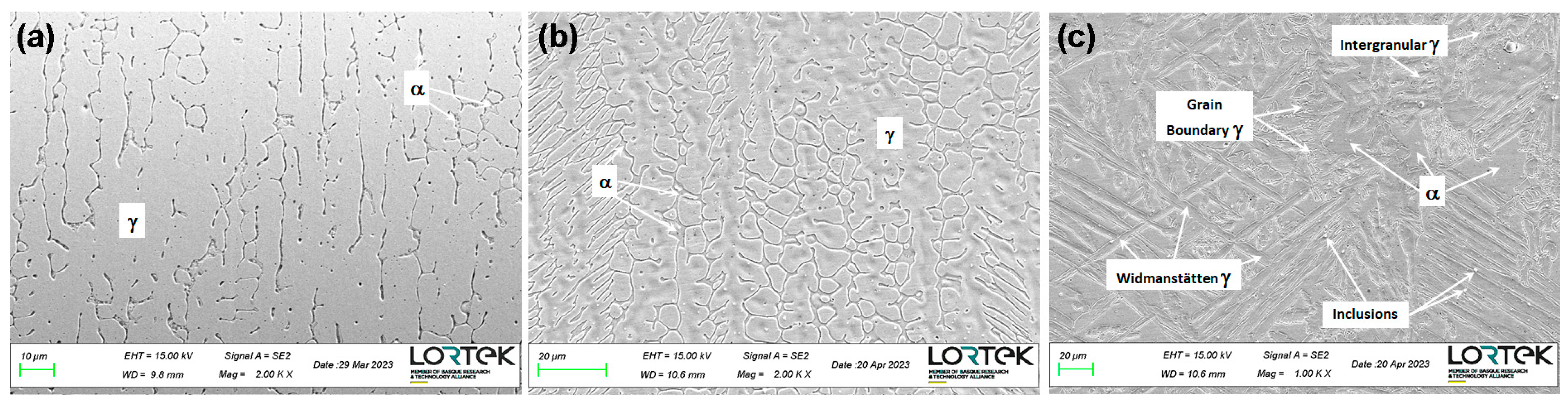
3.2. Cross-Section and Microstructure Analysis by LOM
3.3. FESEM and EDS Analysis in the FGM Obtained
3.4. Quantification of Austenite/Ferrite Phases
3.5. Micro Hardness Evolution
4. Conclusions
- The DED-LB/p (LMD) process is a promising manufacturing process route to obtain controlled FGMs for near-net-shape metallic components. It was demonstrated that is possible to create products with a semi-continuous functionally graded material with a gradient from austenitic to super duplex stainless-steel compositions using this technology;
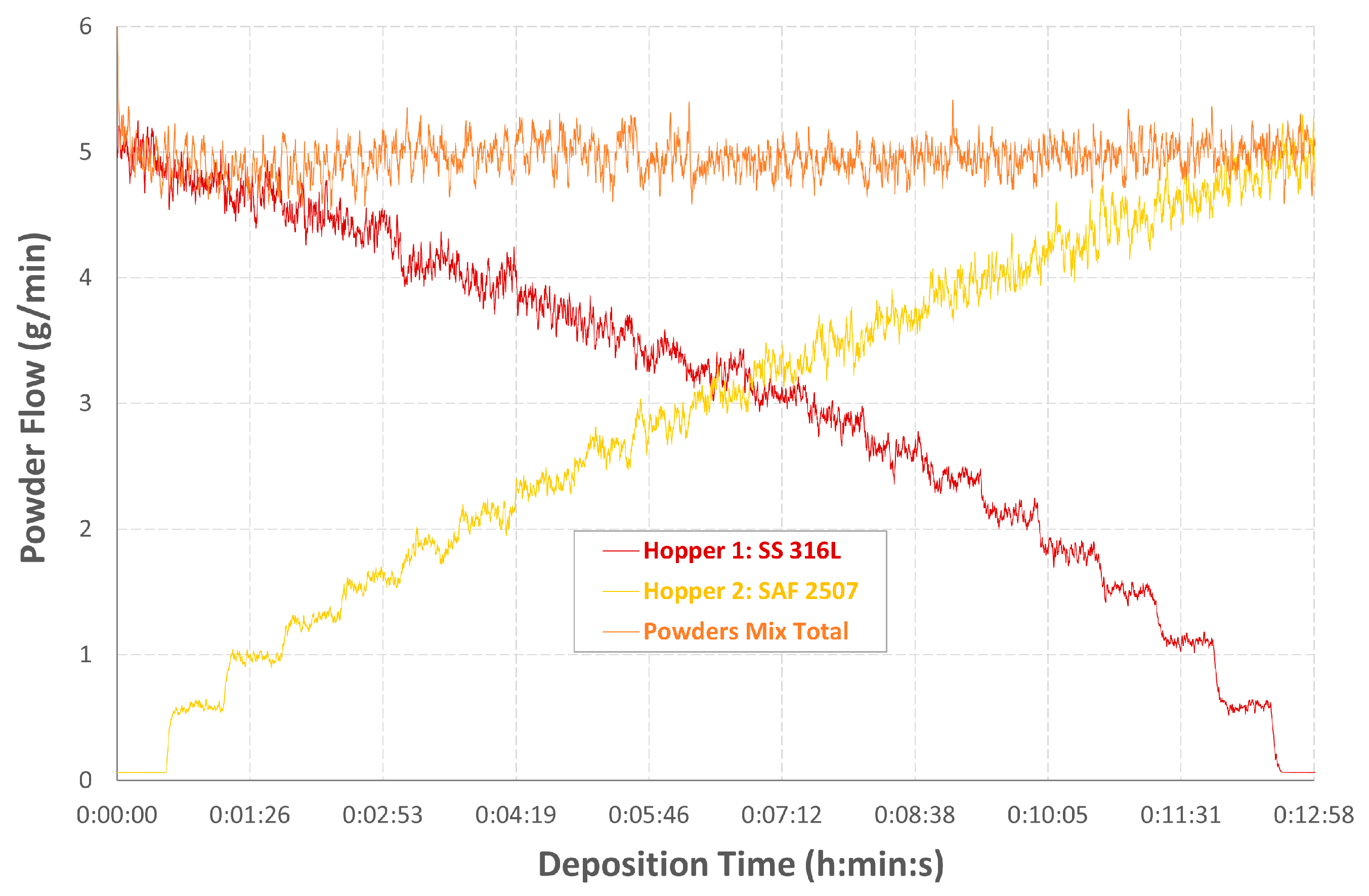
- A tube with a semi-continuous functional gradient material was successfully manufactured in which the chemical composition was varied, starting from a composition of 100% austenitic stainless-steel type 316L and ending in 100% super duplex stainless-steel type SAF 2507 with a discontinuous gradient, reducing the amount of austenitic SS at 5 wt.% whilst adding 5 wt.% of the super duplex SS content in the mass flow every three layers in the manufactured single wall/bead tube;
- The evolution of ferrite formation was verified and the phase fraction measured. The increase in ferrite content is associated with the increase in alpha-iron promoter chemical elements as the proportion of super duplex steel in the powder mixture is increased. The correlation between the increase in hardness of the FGM with the increase in the ferrite phase area fraction as a hard phase in the FGM material was verified;
- It is of utmost importance to automate and control the command of the hoppers and rapid switch valves of the twin powder feeder to achieve the desired mixing ratio and powder delivery stability in the FGM obtained by DED-LB/p. The monitoring of powder flow rates using sensors and the meticulous measure of powder delays and gravimetry are essential to verify and guarantee the stability of the powder mix supply to the nozzle during the deposition process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Soodi, M.; Masood, S.H.; Brandt, M. Tensile strength of functionally graded and wafer layered structures produced by direct metal deposition. Rapid Prototyp. J. 2014, 20, 360–368. [Google Scholar] [CrossRef]
- Ferreira, A.; Romio, P.; Sousa, J.; Omid, E.; Cruz, J.; Reis, A.; Vieira, M. Functionally Graded Materials (FGM) Fabricated by Direct Laser Deposition: A Review. In Prime Archives in Material Science; Khan, M.I., Ed.; Vide Leaf: Hyderabab, India, 2021; pp. 1–37. ISBN 978-81-953047-9-0. [Google Scholar]
- InssTek. Actual Scale of FGM Rocket Nozzle. Available online: http://www.insstek.com/core/board.php?bo_table=news&wr_id=67 (accessed on 25 July 2023).
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Plaza, S.; Ortega, N. Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review. Materials 2023, 16, 1746. [Google Scholar] [CrossRef] [PubMed]
- Brucki, M. Environmentally Friendly Production of Tribologically Hihgly Stressed Sliding Bearings by Means of EHLA—Fraunhofer Institute for Laser Technology. Available online: https://www.ilt.fraunhofer.de/content/dam/ilt/en/documents/annual_reports/ar21/tf2/ar21-p54-environmentally-friendly-production-of-ehla.pdf (accessed on 25 July 2023).
- Ghanavati, R.; Naffakh-Moosavy, H. Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- Freeman, F.S.H.B.; Thomas, B.; Chechik, L.; Todd, I. Multi-faceted monitoring of powder flow rate variability in directed energy deposition. Addit. Manuf. Lett. 2022, 2, 100024. [Google Scholar] [CrossRef]
- Müller, M.; Labisch, C.C.; Gerdt, L.; Bach, L.; Riede, M.; Kaspar, J.; López, E.; Brueckner, F.; Zimmermann, M.; Leyens, C. Multimaterial direct energy deposition: From three-dimensionally graded components to rapid alloy development for advanced materials. J. Laser Appl. 2022, 35, 012006. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and challenges in additive manufacturing of functionally graded metallic materials via powder-fed laser directed energy deposition: A review. J. Mater. Process. Technol. 2021, 294, 117117. [Google Scholar] [CrossRef]
- Dev Singh, D.; Arjula, S.; Raji Reddy, A. Functionally Graded Materials Manufactured by Direct Energy Deposition: A review. Mater. Today Proc. 2021, 47, 2450–2456. [Google Scholar] [CrossRef]
- Queguineur, A.; Asadi, R.; Ostolaza, M.; Valente, E.H.; Nadimpalli, V.K.; Mohanty, G.; Hascoët, J.-Y.; Ituarte, I.F. Wire arc additive manufacturing of thin and thick walls made of duplex stainless steel. Int. J. Adv. Manuf. Technol. 2023, 127, 381–400. [Google Scholar] [CrossRef]
- Jiang, D.; Gao, X.; Zhu, Y.; Hutchinson, C.; Huang, A. In-situ duplex structure formation and high tensile strength of super duplex stainless steel produced by directed laser deposition. Mater. Sci. Eng. A 2022, 833, 142557. [Google Scholar] [CrossRef]
- Baghdadchi, A.; Hosseini, V.A.; Valiente Bermejo, M.A.; Axelsson, B.; Harati, E.; Högström, M.; Karlsson, L. Wire Laser Metal Deposition Additive Manufacturing of Duplex Stainless Steel Components—Development of a Systematic Methodology. Materials 2021, 14, 7170. [Google Scholar] [CrossRef] [PubMed]
- Valiente Bermejo, M.A.; Thalavai Pandian, K.; Axelsson, B.; Harati, E.; Kisielewicz, A.; Karlsson, L. Microstructure of laser metal deposited duplex stainless steel: Influence of shielding gas and heat treatment. Weld. World 2021, 65, 525–541. [Google Scholar] [CrossRef]
- Chadha, U.; Selvaraj, S.K.; Lamsal, A.S.; Maddini, Y.; Ravinuthala, A.K.; Choudhary, B.; Mishra, A.; Padala, D.; M, S.; Lahoti, V.; et al. Directed Energy Deposition via Artificial Intelligence-Enabled Approaches. Complexity 2022, 2022, 2767371. [Google Scholar] [CrossRef]
- Iams, A.D.; Keist, J.S.; Palmer, T.A. Formation of Austenite in Additively Manufactured and Post-Processed Duplex Stainless Steel Alloys. Metall. Mater. Trans. A 2020, 51, 982–999. [Google Scholar] [CrossRef]
- Wen, J.-H.; Zhang, L.-J.; Ning, J.; Xue, F.; Lei, X.-W.; Zhang, J.-X.; Na, S.-J. Laser additively manufactured intensive dual-phase steels and their microstructures, properties and corrosion resistance. Mater. Des. 2020, 192, 108710. [Google Scholar] [CrossRef]
- Altenburg, S.J.; Straße, A.; Gumenyuk, A.; Maierhofer, C. In-situ monitoring of a laser metal deposition (LMD) process: Comparison of MWIR, SWIR and high-speed NIR thermography. Quant. Infrared Thermogr. J. 2022, 19, 97–114. [Google Scholar] [CrossRef]
- Brázda, M.; Salvetr, P.; Rzepa, S.; Melzer, D.; Vavrik, J. Effect of heat treatment on mechanical properties of duplex steel SAF 2507 manufactured by DED. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1178, 12008. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, A.; Yin, B.; Wen, P. Additive manufacturing of duplex stainless steels—A critical review. J. Manuf. Process. 2022, 73, 496–517. [Google Scholar] [CrossRef]
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical review of the state of the art in multi-material fabrication via directed energy deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Fedorov, A.; Zhitenev, A.; Strekalovskaya, D.; Kur, A. Quantitative Description of the Microstructure of Duplex Stainless Steels Using Selective Etching. Mater. Proc. 2021, 3, 4. [Google Scholar] [CrossRef]
- Banait, S.M.; Paul, C.P.; Jinoop, A.N.; Kumar, H.; Pawade, R.S.; Bindra, K.S. Experimental investigation on laser directed energy deposition of functionally graded layers of Ni-Cr-B-Si and SS316L. Opt. Laser Technol. 2020, 121, 105787. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Smith, T.R.; Sugar, J.D.; San Marchi, C.; Schoenung, J.M. Microstructural development in DED stainless steels: Applying welding models to elucidate the impact of processing and alloy composition. J. Mater. Sci. 2021, 56, 762–780. [Google Scholar] [CrossRef]
- Pandey, P.K.; Singh, M.; Rathi, R.; Verma, J. Analysis and optimization of welding techniques for austenitic stainless steel using grey relational analysis. Int. J. Interact. Des. Manuf. 2023; in press. [Google Scholar] [CrossRef]
- Yamashita, S.; Yamauchi, R.; Saida, K. Influence mechanism of solidification mode on solidification cracking susceptibility of stainless steel. Weld. Int. 2022, 36, 693–704. [Google Scholar] [CrossRef]
- David, S.A. Ferrite Morphology and Variations in Ferrite Content in Austenitic Stainless Steel Welds; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1981. [Google Scholar]
- Elmer, J.W.; Allen, S.M.; Eagar, T.W. Microstructural development during solidification of stainless steel alloys. Metall. Trans. A 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Iams, A.D.; Keist, J.S.; Giannuzzi, L.A.; Palmer, T.A. The Evolution of Oxygen-Based Inclusions in an Additively Manufactured Super-Duplex Stainless Steel. Metall. Mater. Trans. A 2021, 52, 3401–3412. [Google Scholar] [CrossRef]
- Leone, G.L.; Kerr, H.W. The ferrite to austenite transformation in stainless steels. Weld. J. 1982, 61, 13S–21S. [Google Scholar]
- Saeidi, K.; Kevetkova, L.; Lofaj, F.; Shen, Z. Novel ferritic stainless steel formed by laser melting from duplex stainless steel powder with advanced mechanical properties and high ductility. Mater. Sci. Eng. A 2016, 665, 59–65. [Google Scholar] [CrossRef]
- Schaeffler, A.L. Constitution Diagram for Stainless Steel Weld Metal. Met. Prog. 1949, 56, 680. [Google Scholar]
- Kotecki, D.J.; Siewert, T.A. WRC-1992 constitution diagram for stainless steel weld metals: A modification of the WRC-1988 diagram. Weld. J. 1992, 71, 171–178. [Google Scholar]
- Guiraldenq, Pierre; Hardouin Duparc, Olivier The genesis of the Schaeffler diagram in the history of stainless steel. Met. Res. Technol. 2017, 114, 613. [CrossRef]
- David, S.A.; Vitek, J.M.; Reed, R.W.; Hebble, T.L. Effect of Rapid Solidification on Stainless Steel Weld Metal Microstructures and Its Implications on the Schaeffler Diagram; Report No. ORNL/TM-10487; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1987. [Google Scholar]
- Nedjad, S.H.; Yildiz, M.; Saboori, A. Solidification behaviour of austenitic stainless steels during welding and directed energy deposition. Sci. Technol. Weld. Join. 2023, 28, 1–17. [Google Scholar] [CrossRef]
- Argandoña, G.; Palacio, J.F.; Berlanga, C.; Biezma, M.V.; Rivero, P.J.; Peña, J.; Rodriguez, R. Effect of the Temperature in the Mechanical Properties of Austenite, Ferrite and Sigma Phases of Duplex Stainless Steels Using Hardness, Microhardness and Nanoindentation Techniques. Metals 2017, 7, 219. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Chemical Composition (wt.%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Mn | Si | Ti | Al | C | P | S | N | Fe | Rest | |
| SS 316L | 17.1 | 13.0 | 2.59 | 1.2 | 0.56 | --- | --- | 0.03 | 0.010 | 0.010 | 0.06 | 65.37 | 0.04 |
| SAF 2507 | 24.8 | 7.1 | 3.92 | 0.8 | 0.50 | 0.009 | 0.015 | 0.02 | 0.008 | 0.006 | 0.30 | 62.42 | 0.10 |
| Powders | Flowability (s/50 g @ 22 °C) (ASTM B213) | Apparent Density (g/cc3) (ASTM B212) | Particle Size Parameters (μm) | Particles Circularity (%) | Internal Porosity (%) | ||
|---|---|---|---|---|---|---|---|
| D10 | D50 | D90 | |||||
| SS 316L | 25.96 ± 0.07 | 4.02 ± 0.05 | 55.15 | 75.40 | 108.84 | ~46 | 0.27 ± 0.21 |
| SAF 2507 | 17.19 ± 0.04 | 4.14 ± 0.05 | 58.80 | 82.24 | 101.55 | ~60 | 0.49 ± 0.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, J.C.; Aguilar, D.; Tellería, I.; Gómez, R.; San Sebastian, M. Semi-Continuous Functionally Graded Material Austenitic to Super Duplex Stainless Steel Obtained by Laser-Based Directed Energy Deposition. J. Manuf. Mater. Process. 2023, 7, 150. https://doi.org/10.3390/jmmp7040150
Pereira JC, Aguilar D, Tellería I, Gómez R, San Sebastian M. Semi-Continuous Functionally Graded Material Austenitic to Super Duplex Stainless Steel Obtained by Laser-Based Directed Energy Deposition. Journal of Manufacturing and Materials Processing. 2023; 7(4):150. https://doi.org/10.3390/jmmp7040150
Chicago/Turabian StylePereira, Juan Carlos, David Aguilar, Iosu Tellería, Raul Gómez, and María San Sebastian. 2023. "Semi-Continuous Functionally Graded Material Austenitic to Super Duplex Stainless Steel Obtained by Laser-Based Directed Energy Deposition" Journal of Manufacturing and Materials Processing 7, no. 4: 150. https://doi.org/10.3390/jmmp7040150
APA StylePereira, J. C., Aguilar, D., Tellería, I., Gómez, R., & San Sebastian, M. (2023). Semi-Continuous Functionally Graded Material Austenitic to Super Duplex Stainless Steel Obtained by Laser-Based Directed Energy Deposition. Journal of Manufacturing and Materials Processing, 7(4), 150. https://doi.org/10.3390/jmmp7040150