Figure 1.
Graphic rendering of the PoliDrone UAV in the S4A-C configuration: four arms with a single motor/propeller each.
Figure 1.
Graphic rendering of the PoliDrone UAV in the S4A-C configuration: four arms with a single motor/propeller each.
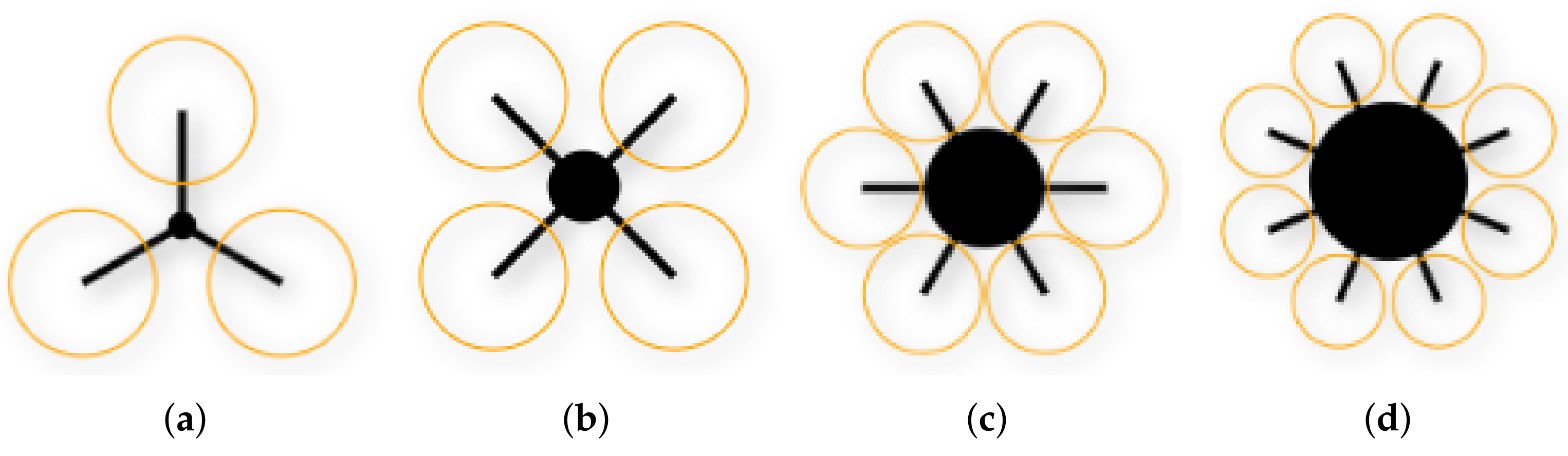
Figure 2.
Graphical representation of the setups considered in the design phase. The elements in these figures are not in scale. (a) S3A-C. (b) S4A-C. (c) S6A-C. (d) S8A-C.
Figure 2.
Graphical representation of the setups considered in the design phase. The elements in these figures are not in scale. (a) S3A-C. (b) S4A-C. (c) S6A-C. (d) S8A-C.
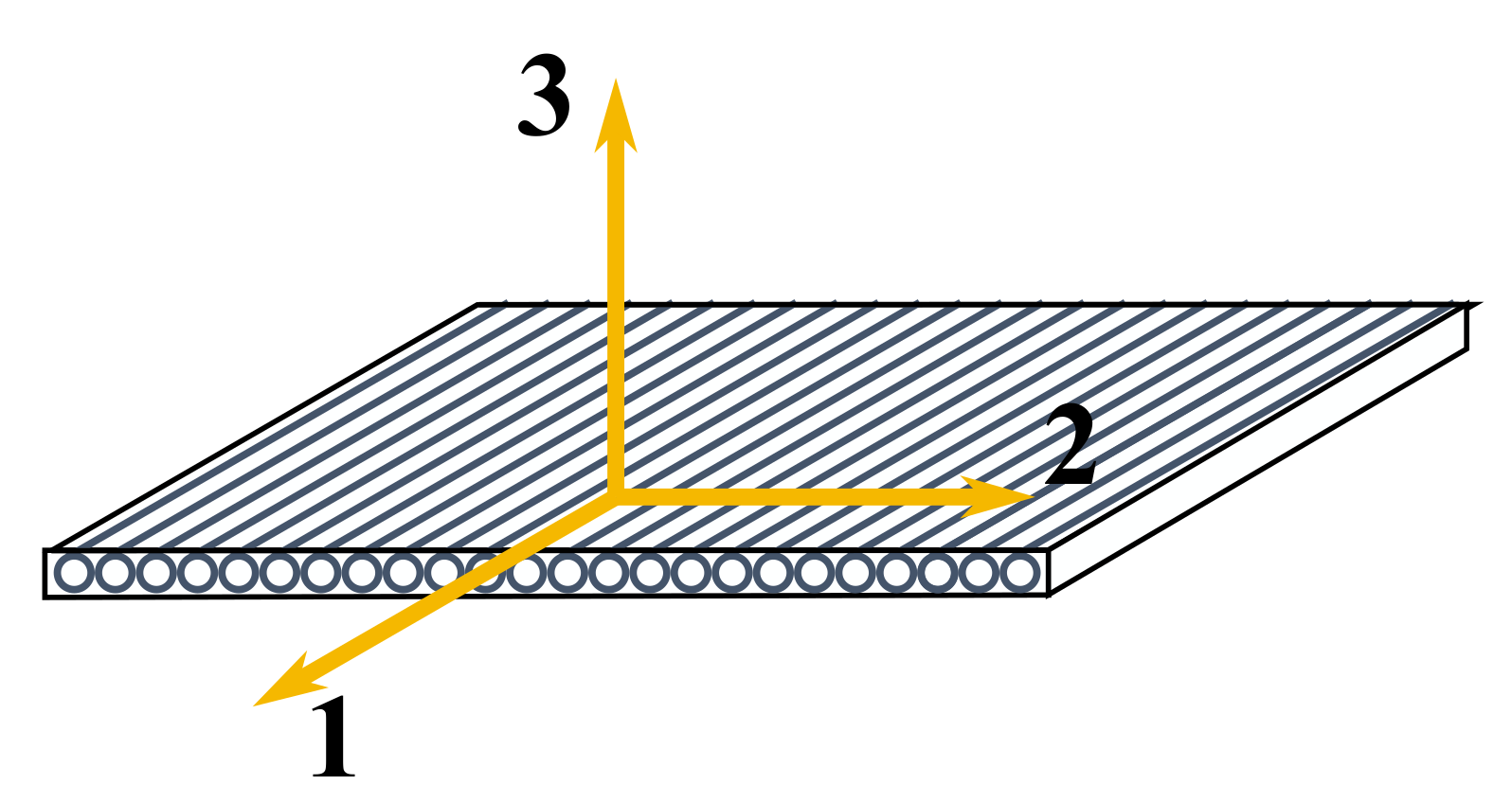
Figure 3.
Material reference system of a layer featuring linear infill. All the filaments are parallel to direction 1, which lies on the building platform together with direction 2. 3 is the out-of-plane direction, orthogonal to the building platform.
Figure 3.
Material reference system of a layer featuring linear infill. All the filaments are parallel to direction 1, which lies on the building platform together with direction 2. 3 is the out-of-plane direction, orthogonal to the building platform.
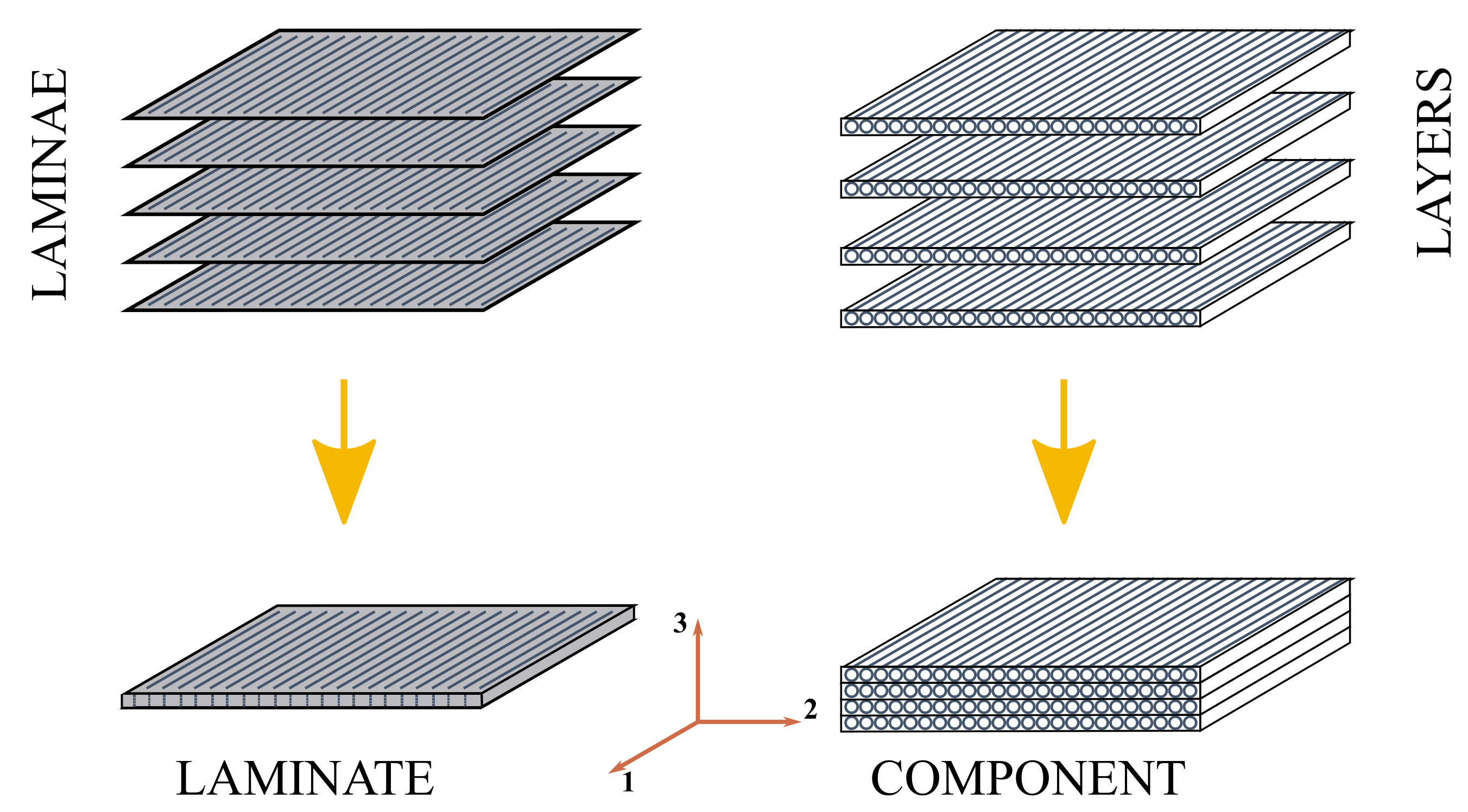
Figure 4.
Comparison between unidirectional laminae, stacked into a laminate, and FFF layers, piled into a component with a linear infill.
Figure 4.
Comparison between unidirectional laminae, stacked into a laminate, and FFF layers, piled into a component with a linear infill.
Figure 5.
Graphic rendering of the central/main elements of the frame.
Figure 5.
Graphic rendering of the central/main elements of the frame.
Figure 6.
Graphic rendering of the arm assembly. The support is colored in gray; the upper and the lower elements are those in red.
Figure 6.
Graphic rendering of the arm assembly. The support is colored in gray; the upper and the lower elements are those in red.
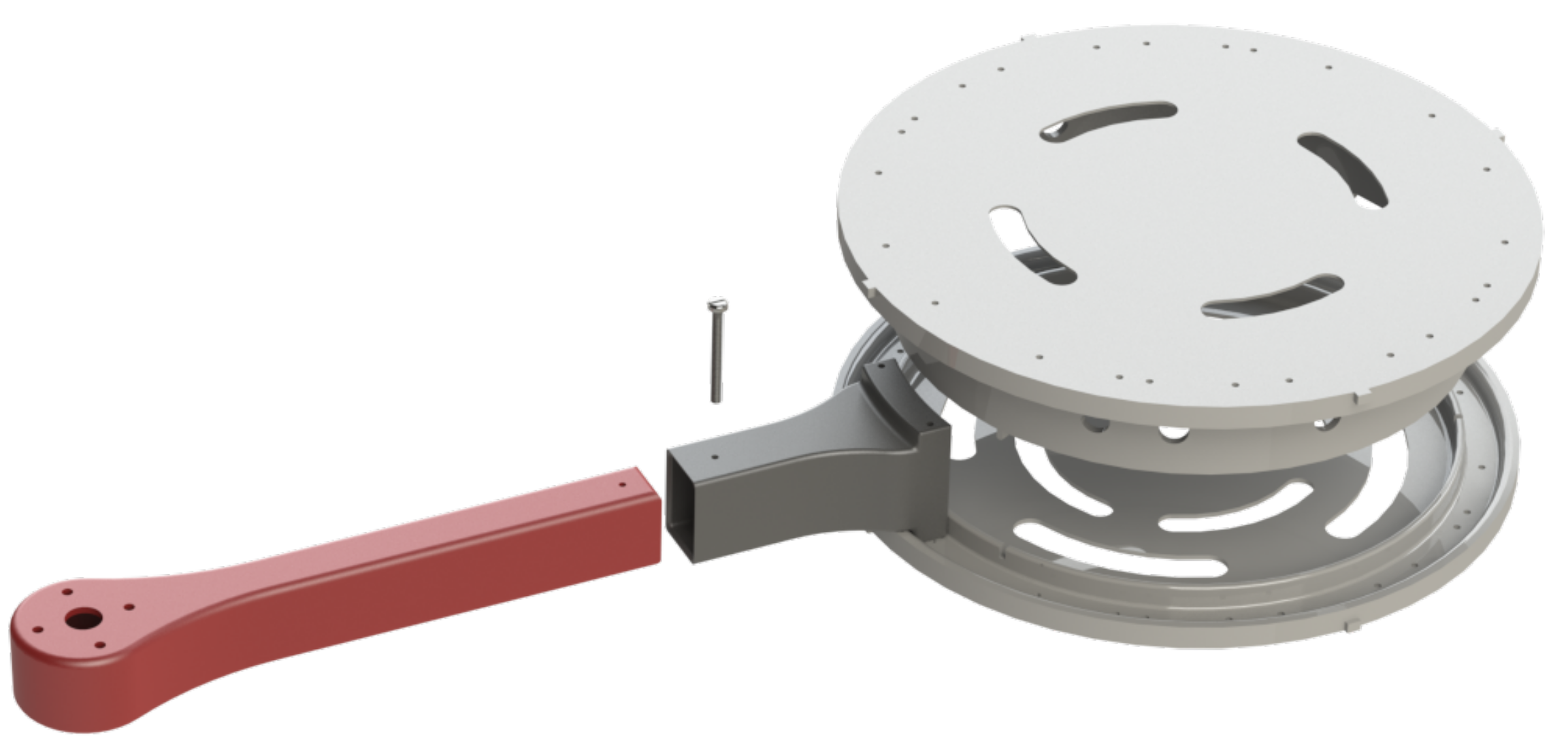
Figure 7.
Exploded view of an arm assembled with the core.
Figure 7.
Exploded view of an arm assembled with the core.
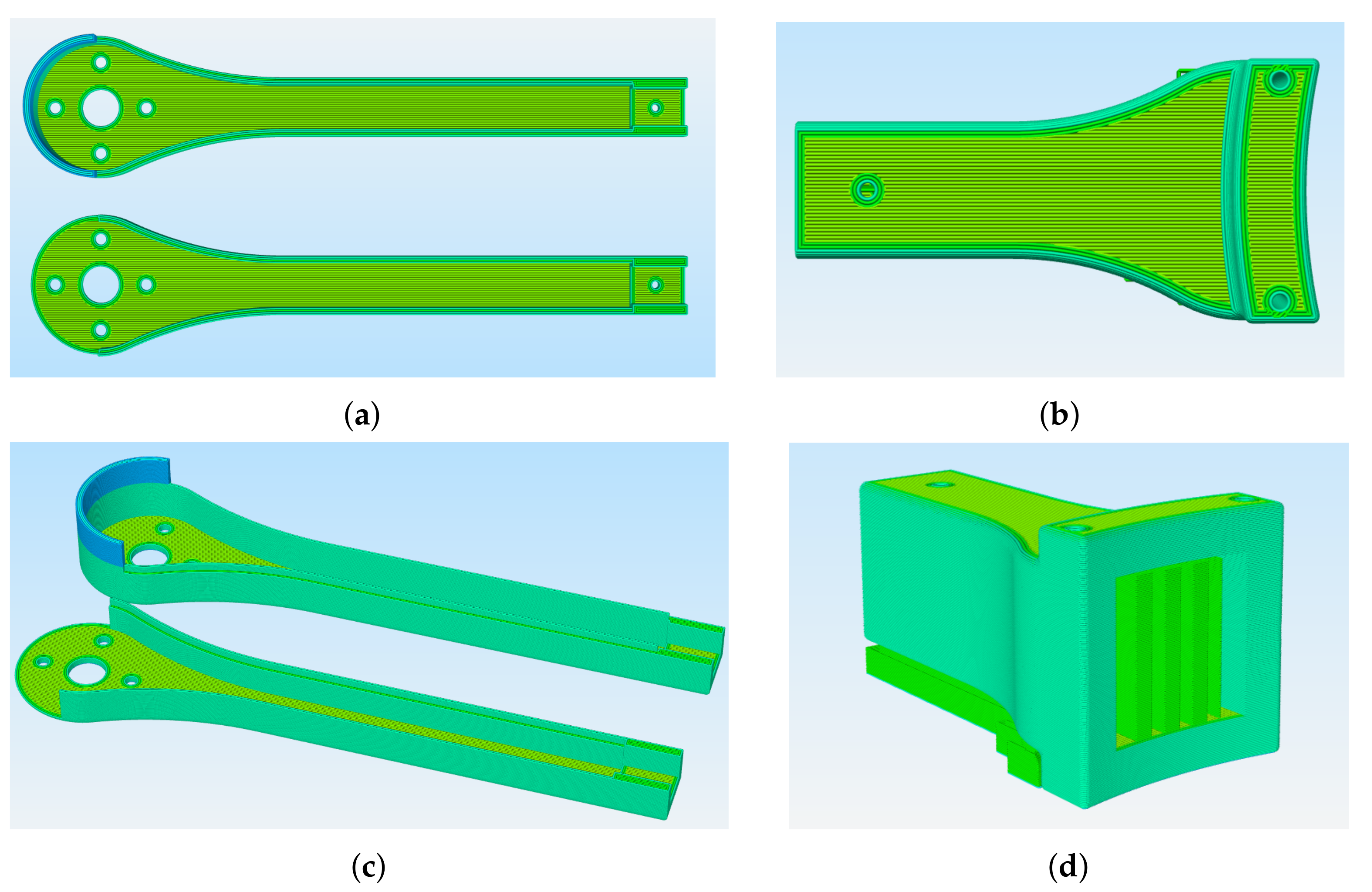
Figure 8.
Components of the arm: preview of the 3D-printing strategy via FFF. (a) Arm elements, top view. (b) Support, top view. (c) Arm elements, side view. (d) Support, side view..
Figure 8.
Components of the arm: preview of the 3D-printing strategy via FFF. (a) Arm elements, top view. (b) Support, top view. (c) Arm elements, side view. (d) Support, side view..
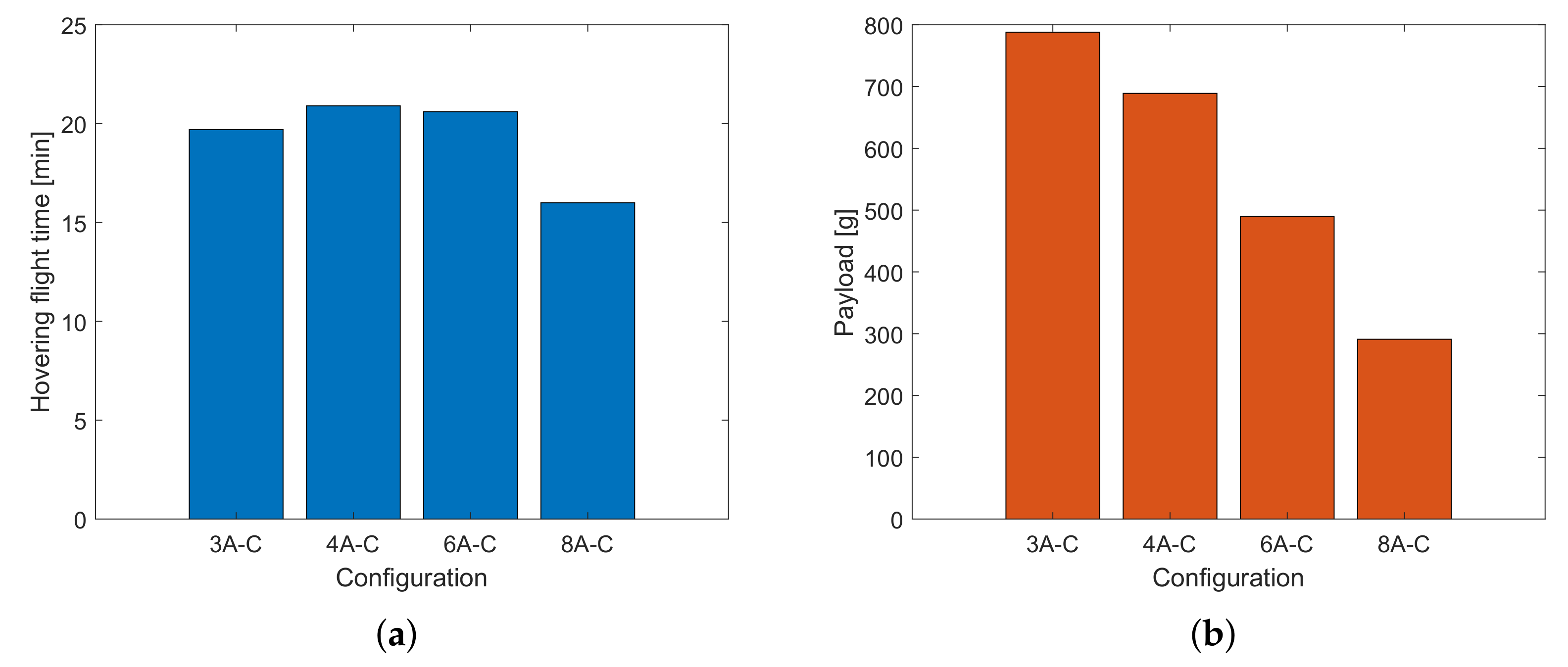
Figure 9.
Hovering flight time (a) and payload (b) vs. the four different setups.
Figure 9.
Hovering flight time (a) and payload (b) vs. the four different setups.
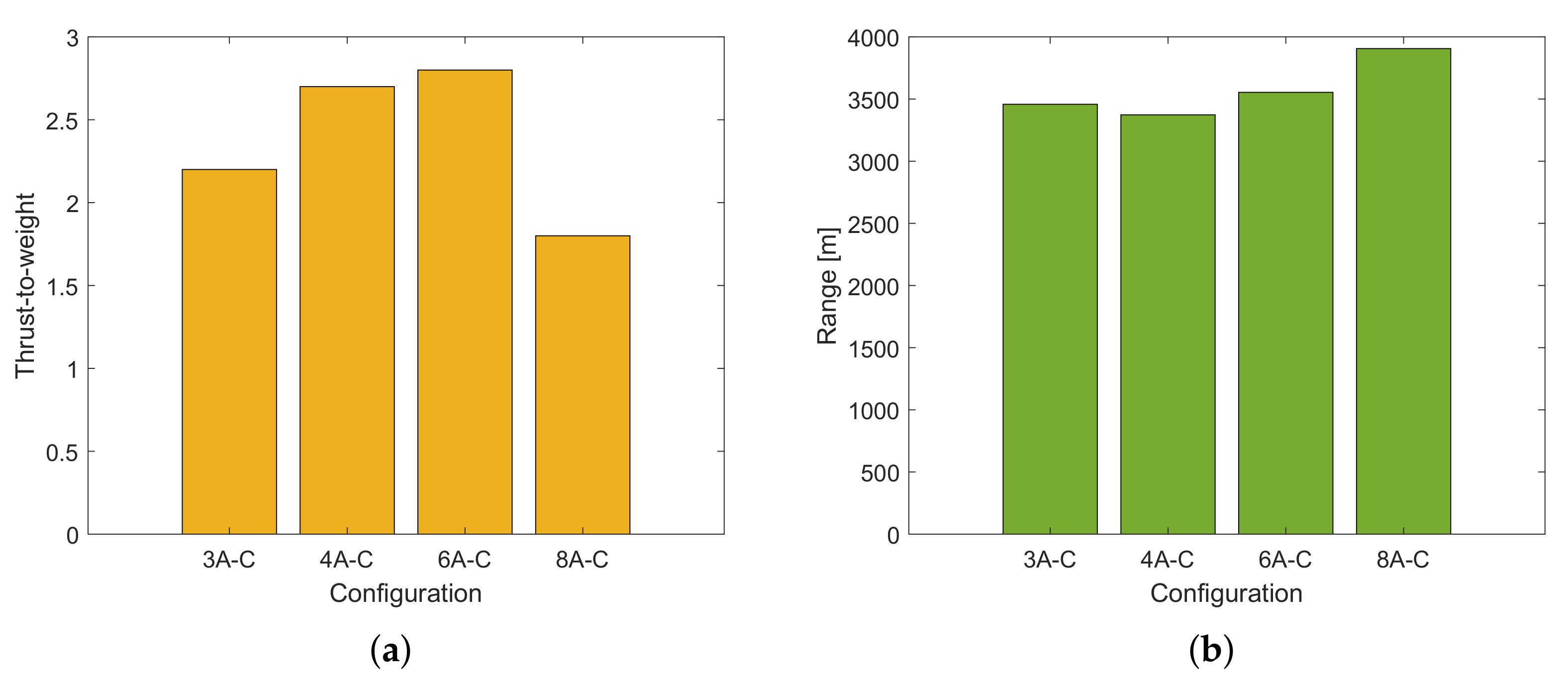
Figure 10.
Thrust-to-weight ratio (a) and estimated range (b) vs. the four different setups.
Figure 10.
Thrust-to-weight ratio (a) and estimated range (b) vs. the four different setups.
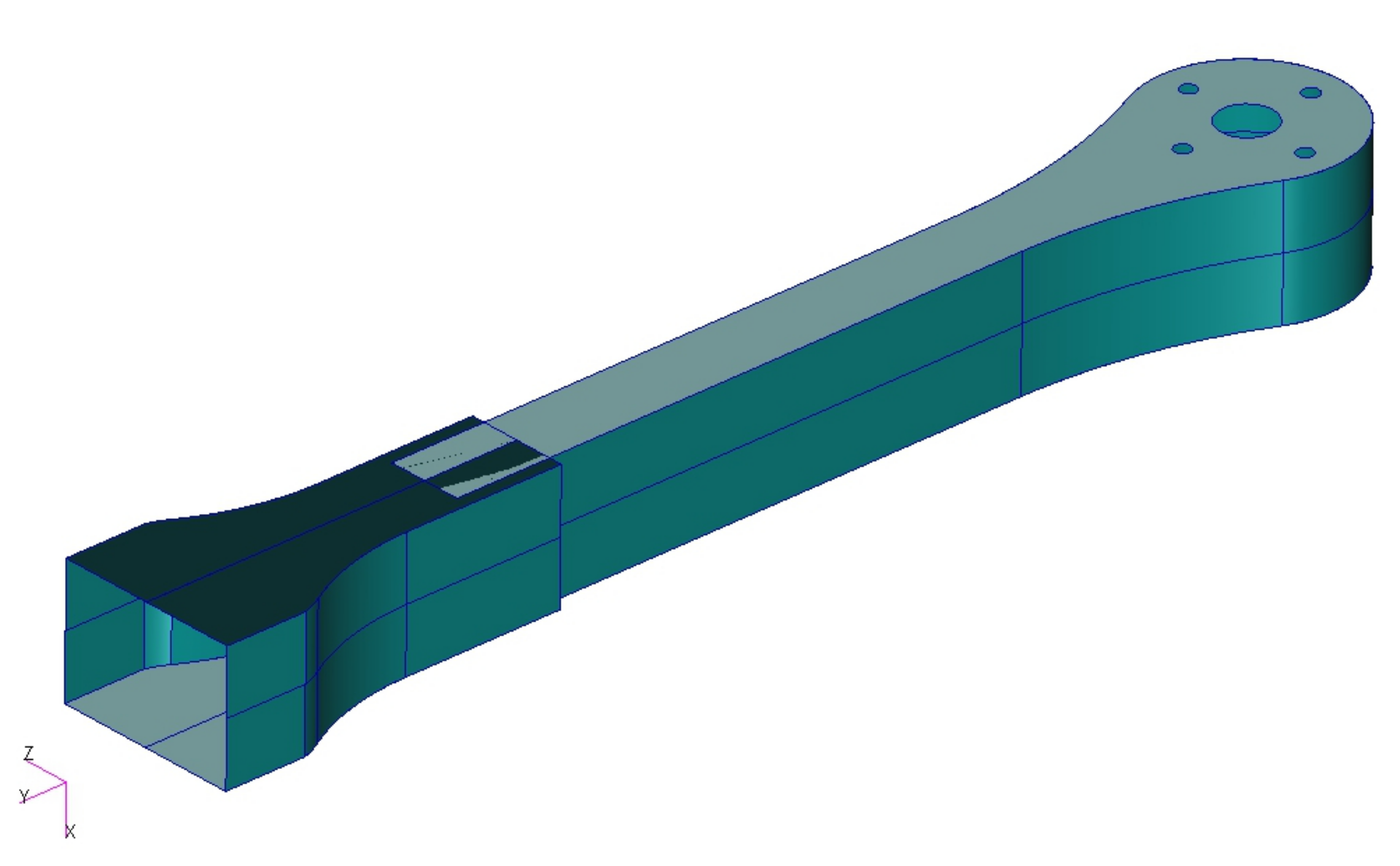
Figure 11.
FE model, model setup: surrogate shell representation of the arm assembly for FE analysis.
Figure 11.
FE model, model setup: surrogate shell representation of the arm assembly for FE analysis.
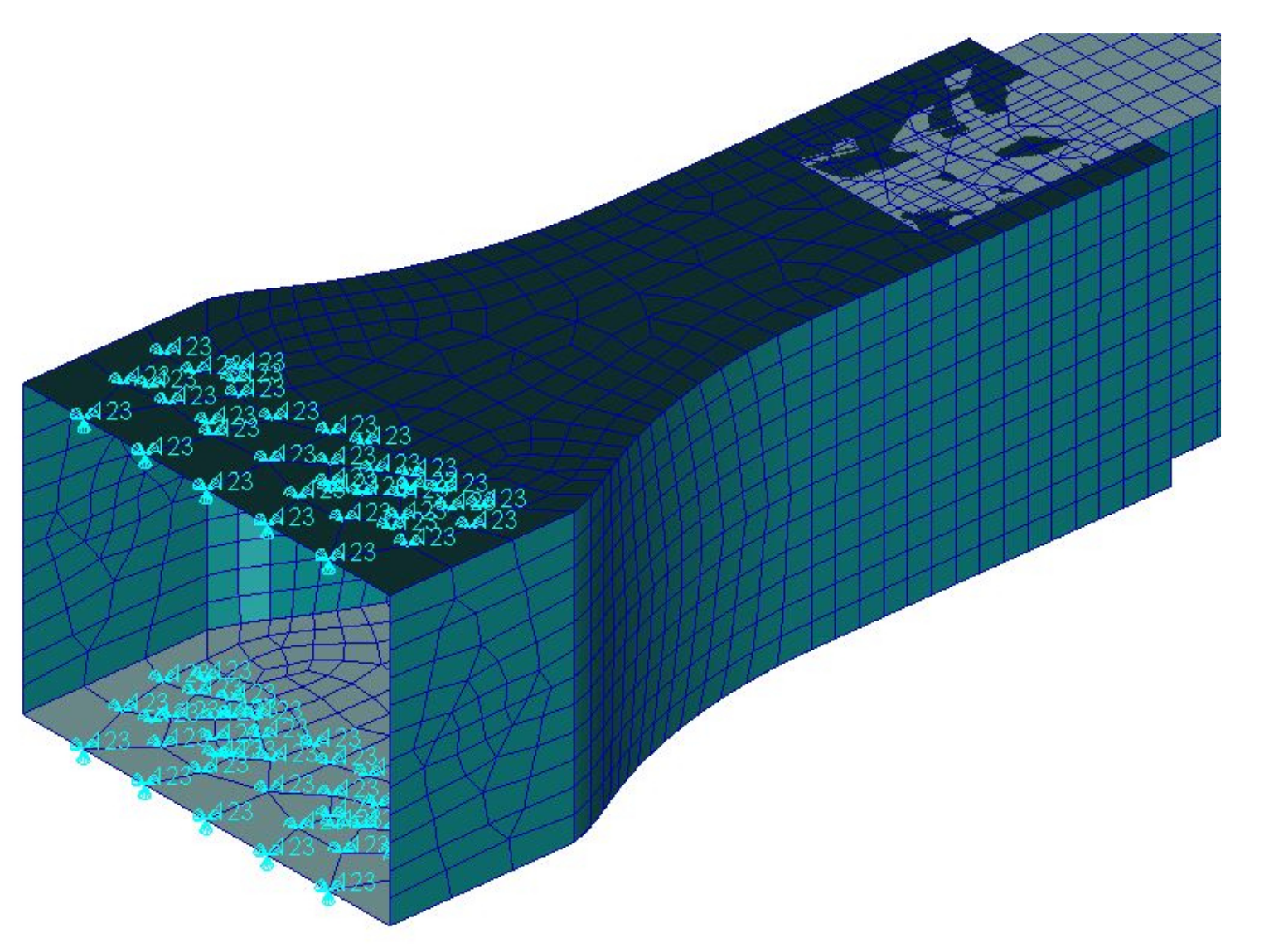
Figure 12.
FE model, model setup: Constraint boundary conditions applied on the arm support.
Figure 12.
FE model, model setup: Constraint boundary conditions applied on the arm support.
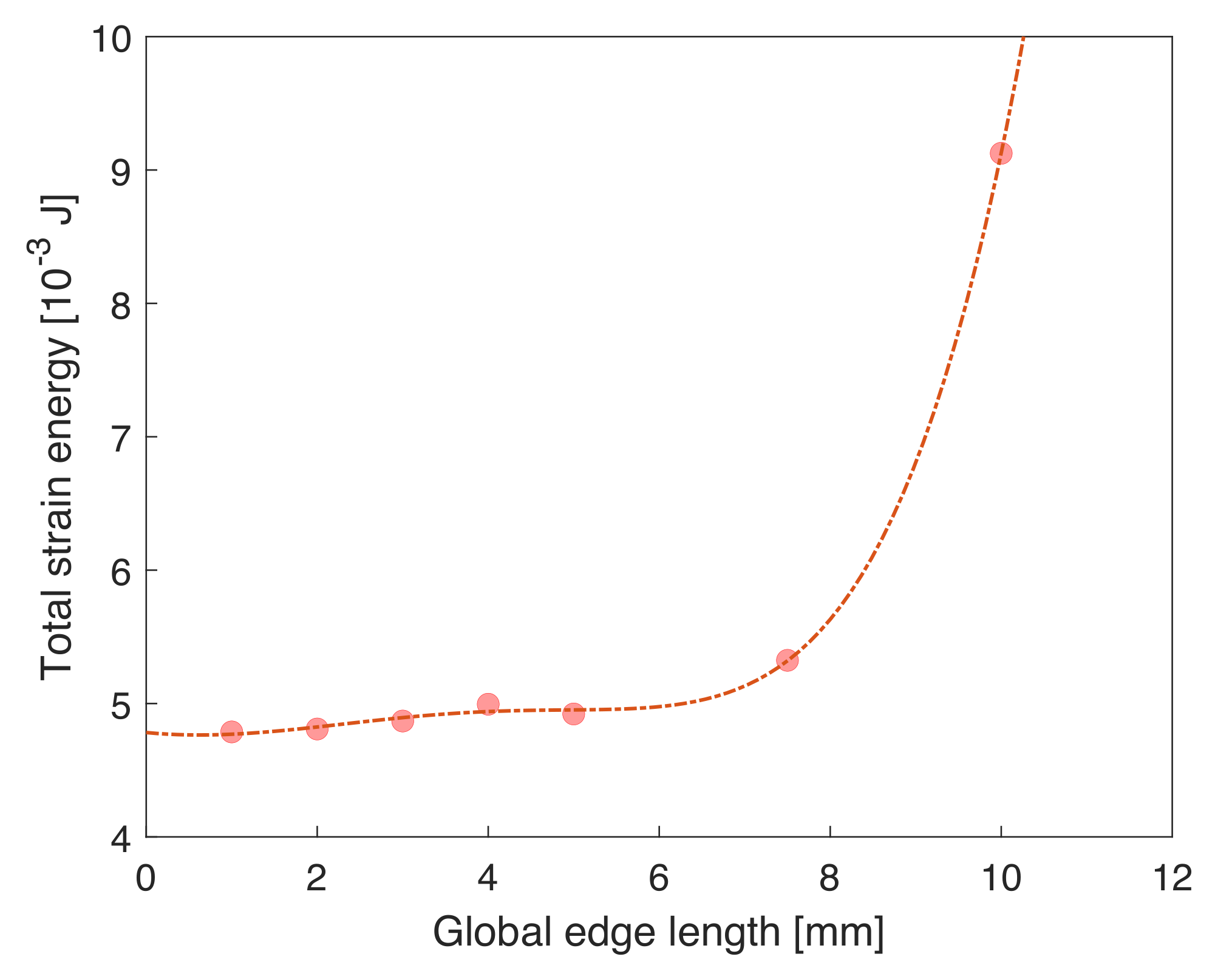
Figure 13.
FE model, model setup: convergence analysis of the total strain energy vs. the global edge length.
Figure 13.
FE model, model setup: convergence analysis of the total strain energy vs. the global edge length.
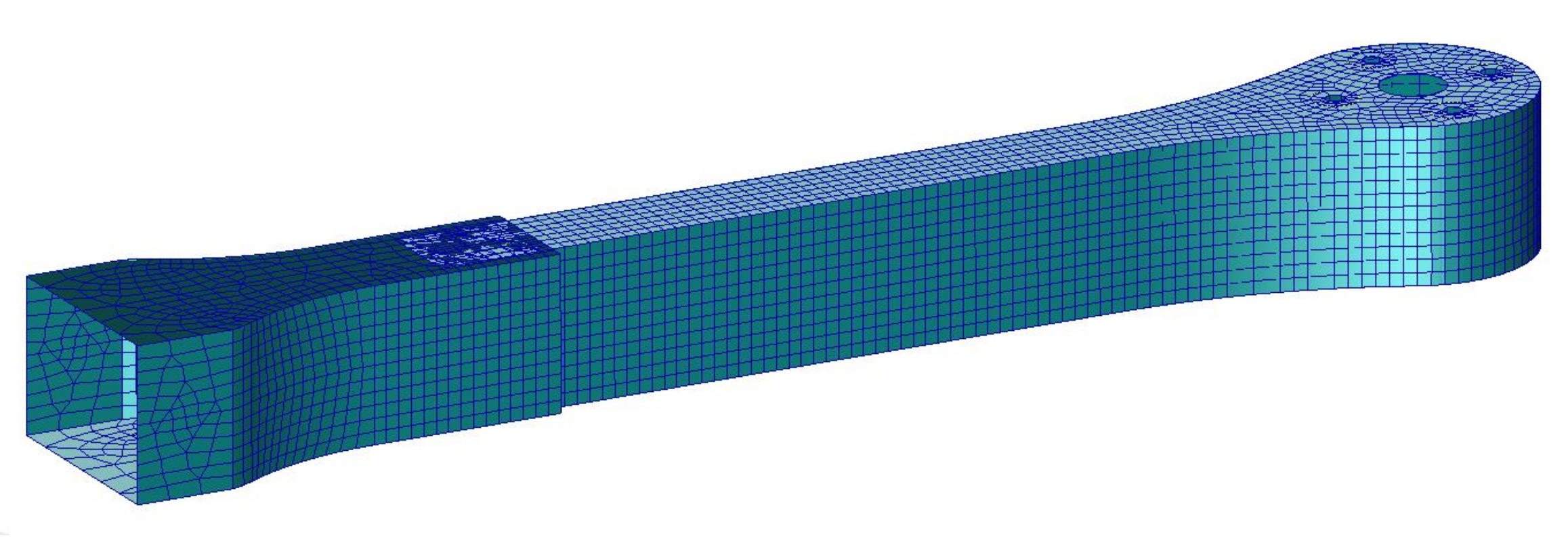
Figure 14.
FE model: PoliDrone arm meshed with Quad4 2D shell elements via MSC Hybrid mesher.
Figure 14.
FE model: PoliDrone arm meshed with Quad4 2D shell elements via MSC Hybrid mesher.
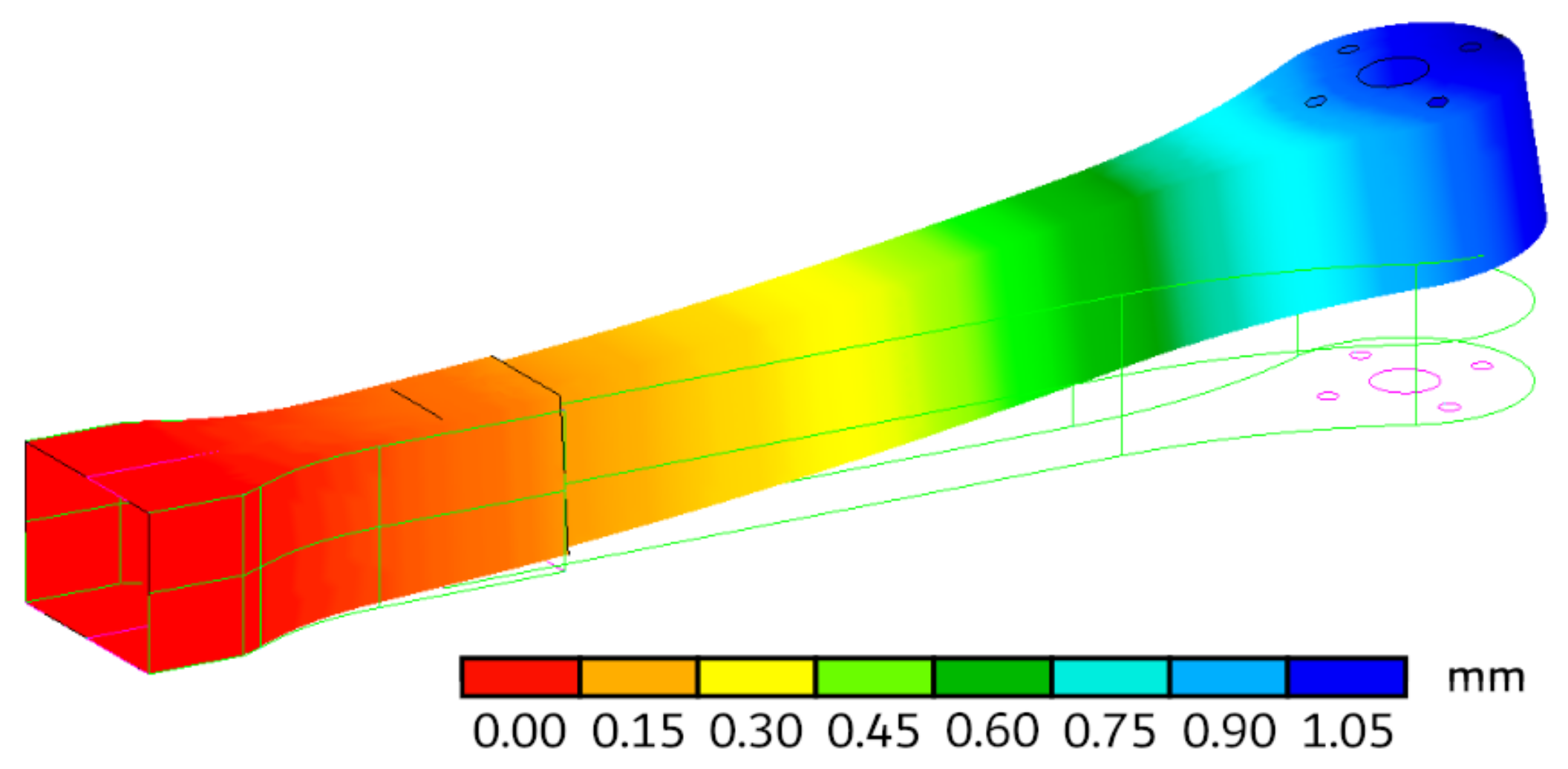
Figure 15.
Transverse displacement map (X direction), superimposed on the arm deformed shape. The results are expressed in mm.
Figure 15.
Transverse displacement map (X direction), superimposed on the arm deformed shape. The results are expressed in mm.
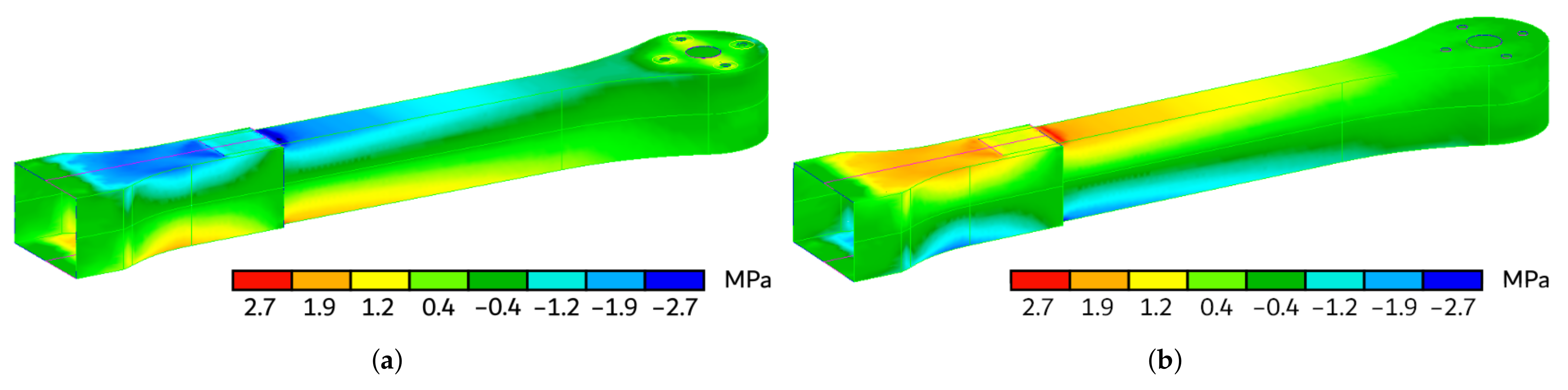
Figure 16.
Axial component (Y direction) of the stress tensor map, superimposed on the arm deformed shape. The results are expressed in MPa. (a) Top view. (b) Bottom view.
Figure 16.
Axial component (Y direction) of the stress tensor map, superimposed on the arm deformed shape. The results are expressed in MPa. (a) Top view. (b) Bottom view.
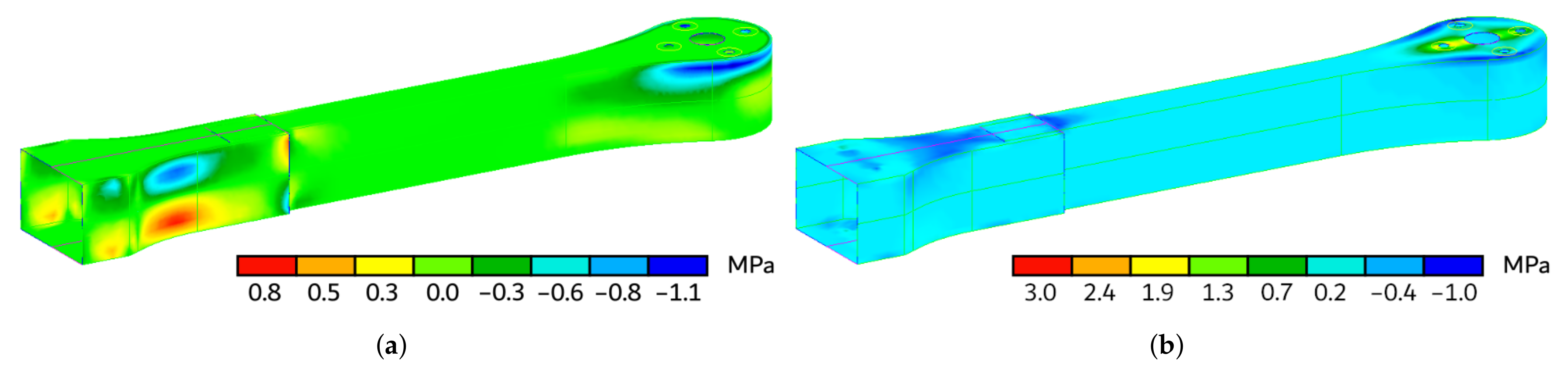
Figure 17.
Transverse components of the stress tensor map, superimposed on the arm deformed shape. The results are expressed in MPa. (a) X component. (b) Z component.
Figure 17.
Transverse components of the stress tensor map, superimposed on the arm deformed shape. The results are expressed in MPa. (a) X component. (b) Z component.
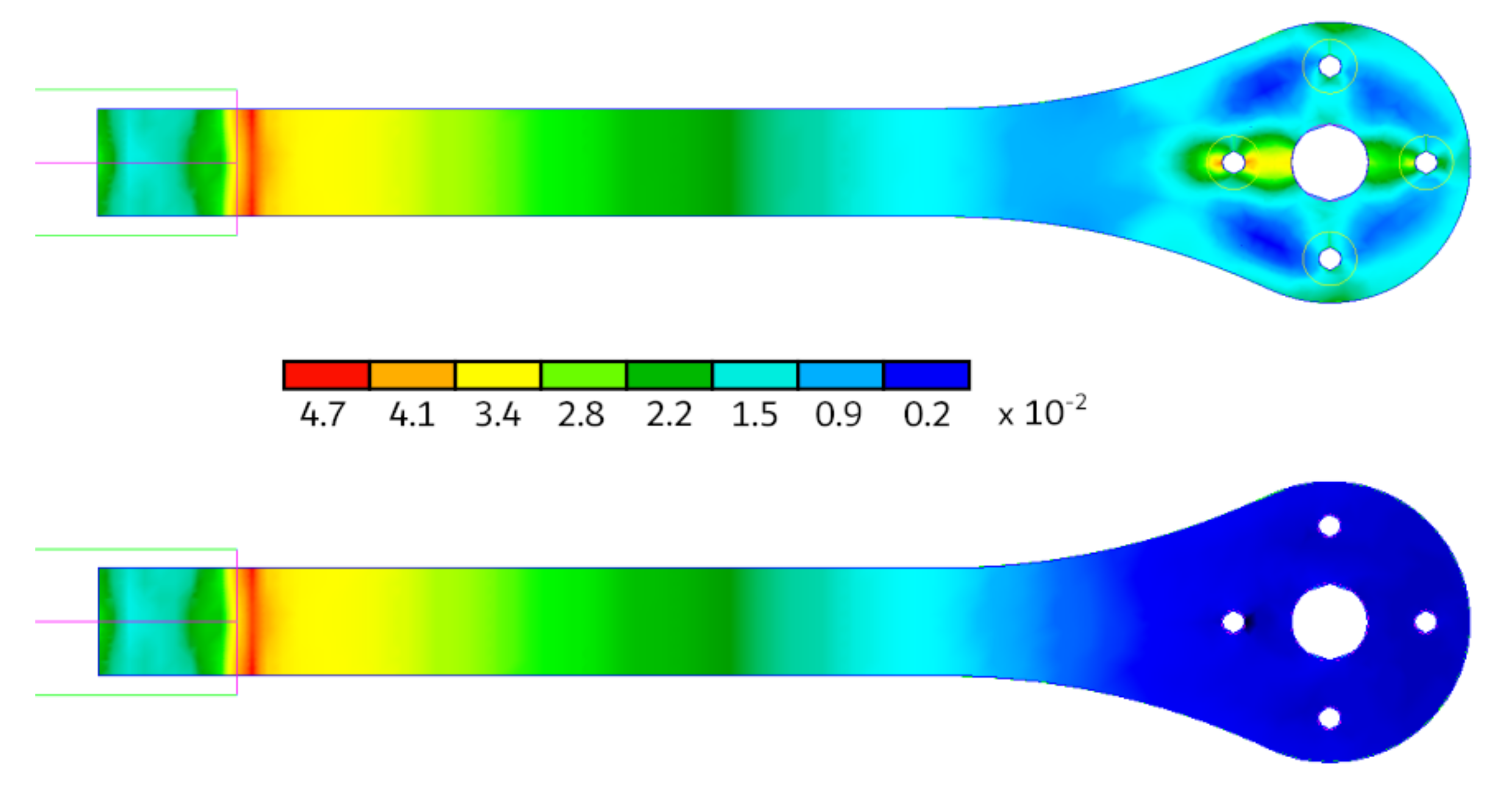
Figure 18.
Failure indices in the top and bottom surfaces of the arm; Maximum Stress Criterion.
Figure 18.
Failure indices in the top and bottom surfaces of the arm; Maximum Stress Criterion.
Figure 19.
Failure indices in the top and bottom surfaces of the support; Maximum Stress Criterion.
Figure 19.
Failure indices in the top and bottom surfaces of the support; Maximum Stress Criterion.
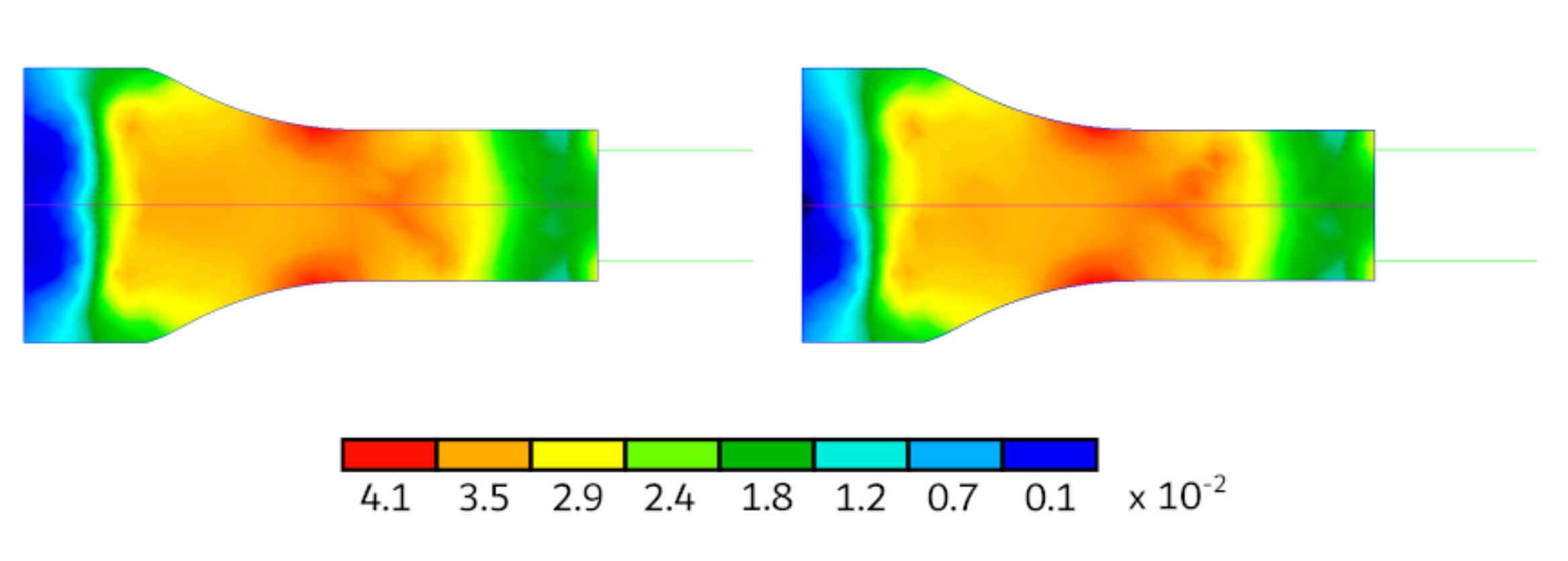
Figure 20.
Von Mises stresses distribution in the lateral surfaces of the support (left) and of the arm (right).
Figure 20.
Von Mises stresses distribution in the lateral surfaces of the support (left) and of the arm (right).
Table 1.
Design of a modular drone: datasheet of the Aeronaut propellers defined per each configuration.
Table 1.
Design of a modular drone: datasheet of the Aeronaut propellers defined per each configuration.
| Setup | Manufacturer | Model | Dia | Pitch | | |
|---|
| S3A-C → | Aeronaut | CamCarbon | | | | |
| S4A-C → | | | | |
| S6A-C → | | | | |
| S8A-C → | | | | |
Table 2.
Design of a modular drone: optimal motor design ranges per each configuration.
Table 2.
Design of a modular drone: optimal motor design ranges per each configuration.
| Motor Wizard |
|---|
| Input parameters | S3A-C | S4A-C | S6A-C | S8A-C |
| all-up weight | 2000 g | 2000 g | 2000 g | 2000 g |
| n of rotors | 3—flat | 4—flat | 6—flat | 8—flat |
| frame size | 580 mm | 580 mm | 580 mm | 580 mm |
| battery-rated voltage | V | V | V | V |
| propeller diameter | | | | |
| propeller pitch | | | | |
| propeller blades | 2 | 2 | 2 | 2 |
| Calculated optimal design ranges |
| rpm/voltage [rpm/V] | → | 790–1150 | 680–1000 | 740–1070 | 1090–1580 |
| min. motor power [W] | → | 415–725 | 270–475 | 175–305 | 155–275 |
| min ESC size [A] | → | 45–75 | 30–50 | 20–35 | 20–30 |
Table 3.
Design of a modular drone: datasheet of the NeuMotors model 1230/5Y.
Table 3.
Design of a modular drone: datasheet of the NeuMotors model 1230/5Y.
| NeuMotors Model 1230/5Y |
|---|
| rpm/voltage | 987 KV |
| body length | 33 mm |
| weight | 35 g |
| idle current | A @ 10 V |
| max cont. power | 250 W |
| resistance | |
| torque constant | mNm/A |
Table 4.
Design of a modular drone: datasheet of the KISS 18A ESC.
Table 4.
Design of a modular drone: datasheet of the KISS 18A ESC.
| KISS 18A ESC |
|---|
| input voltage | 2–4 S |
| max continuous amperage | 18 A |
| peak amperage | 30 A |
| width | 12 mm |
| length | 23 mm |
| weight | 2 g |
Table 5.
Comparison between the experimental mechanical properties under the hypothesis of orthotropy and those declared by the manufacturer, assuming that PLA keeps isotropic behavior even after FFF processing.
Table 5.
Comparison between the experimental mechanical properties under the hypothesis of orthotropy and those declared by the manufacturer, assuming that PLA keeps isotropic behavior even after FFF processing.
| PLA Mechanical Properties |
|---|
| Experimental (ORT) | Datasheet (ISO) |
|---|
| 3008 | MPa | [31] | E | 3950 | MPa | [50] |
| 2876 | MPa | [31] | − | − | − | |
| 2894 | MPa | [47] | − | − | − | |
| | − | [31] | | | − | [50] |
| 1227 | MPa | [31] | G | 1182 | MPa | [50] |
| | MPa | [31] | | | MPa | [50] |
| | MPa | [31] | − | − | − | |
| | MPa | [47] | − | − | − | |
| | MPa | [31] | − | − | − | |
| | MPa | [31] | − | − | − | |
| | MPa | [47] | − | − | − | |
| | MPa | [31] | − | − | − | |
Table 6.
Printing parameters used for specimen production in the characterization campaign.
Table 6.
Printing parameters used for specimen production in the characterization campaign.
| 1st layer height | | mm |
| Gen. layer height | | mm |
| Nozzle diameter | | mm |
| Extrusion width | | mm |
| Infill percentage | | - |
| 1st layer extrusion temp. | 190 | C |
| Extrusion temperature | 200 | C |
| Bed temperature | 30 | C |
| Extrusion multiplier | | - |
| Default speed | 3000 | mm/min |
| Retraction distance | 3 | mm |
Table 7.
PoliDrone frame weights assessment.
Table 7.
PoliDrone frame weights assessment.
| Individual Weights | Bill of Materials |
|---|
| Description | Weight [g] | S3A-C | S4A-C | S6A-C | S8A-C |
|---|
| Upper plate | | 1 | 1 | 1 | 1 |
| Bottom plate | | 1 | 1 | 1 | 1 |
| Upper arm element | | 3 | 4 | 6 | 8 |
| Bottom arm element | | 3 | 4 | 6 | 8 |
| Arm support | | 3 | 4 | 6 | 8 |
| Upper dome | | 1 | 1 | 1 | 1 |
| Bottom dome | | 1 | 1 | 1 | 1 |
| Landing gear | | 2 | 2 | 2 | 2 |
| Overall structure weight → | 625 g | 684 g | 804 g | 924 g |
Table 8.
Turin flight environment data.
Table 8.
Turin flight environment data.
| Field Elevation | Air Temperature | Pressure |
|---|
| 254 m ASL | C | hPa |
Table 9.
Preliminary design of PoliDrone multicopter: frame weights.
Table 9.
Preliminary design of PoliDrone multicopter: frame weights.
| PoliDrone Multicopter—Preliminary Design |
|---|
| | S3A-C | S4A-C | S6A-C | S8A-C |
| Weights | Frame | 625 g | 684 g | 804 g | 924 g |
| Drive | 161 g | 201 g | 280 g | 359 g |
| Battery | 426 g | 426 g | 426 g | 426 g |
| ALL-UP | 1212 g | 1311 g | 1510 g | 1709 g |
| Add. Payload | 788 g | 689 g | 490 g | 291 g |
| Max. Payload | 1212 g | 1756 g | 2102 g | 912 g |
Table 10.
Preliminary design of PoliDrone multicopter: battery performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
Table 10.
Preliminary design of PoliDrone multicopter: battery performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
| PoliDrone Multicopter—Preliminary Design |
|---|
| | S3A-C | S4A-C | S6A-C | S8A-C |
| Battery | Load | C | C | C | C |
| Voltage | V | V | V | V |
| Min. flight time | min | min | min | min |
| Mixed flight time | min | min | min | min |
| Hovering flight time | min | min | min | min |
Table 11.
Preliminary design of PoliDrone multicopter: single-motor performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
Table 11.
Preliminary design of PoliDrone multicopter: single-motor performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
| PoliDrone Multicopter—Preliminary Design |
|---|
| | S3A-C | S4A-C | S6A-C | S8A-C |
| @ optimum | Current | A | A | A | A |
| Tension | V | V | V | V |
| RPM | 9664 | 9617 | 9526 | 9436 |
| Electrical power | W | W | W | W |
| Mechanical power | W | W | W | W |
| Efficiency | % | % | % | % |
| @ maximum | Current | A | A | A | A |
| Tension | V | V | V | V |
| RPM | 5740 | 5663 | 6945 | 8894 |
| Electrical power | W | W | W | |
| Mechanical power | W | | W | |
| Power to weight | W/kg | W/kg | W/kg | W/kg |
| Efficiency | % | % | % | % |
| Est. temperature | 50 | 48 | 32 | 20 |
| @ hovering | Current | A | A | A | A |
| Tension | V | V | V | V |
| RPM | 3482 | 3136 | 3760 | 5891 |
| Electrical power | W | W | W | W |
| Mechanical power | W | W | W | W |
| Power to weight | W/kg | W/kg | W/kg | W/kg |
| Efficiency | % | % | % | % |
| Est. temperature | 25 | 22 | 18 | 17 |
Table 12.
Preliminary design of PoliDrone multicopter: motors performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
Table 12.
Preliminary design of PoliDrone multicopter: motors performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
| PoliDrone Multicopter–Preliminary Design |
|---|
| | S3A-C | S4A-C | S6A-C | S8A-C |
| | Trust-to-weight | 2.2:1 | 2.7:1 | 2.8:1 | 1.8:1 |
| @ Hover | Current | A | A | A | A |
| P(in) | W | W | W | W |
| P(out) | W | W | W | W |
| Efficiency | % | % | % | % |
| @ Max | Current | A | A | A | A |
| P(in) | W | W | W | W |
| P(out) | W | W | W | W |
| Efficiency | % | % | % | % |
Table 13.
Preliminary design of PoliDrone multicopter: flight performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
Table 13.
Preliminary design of PoliDrone multicopter: flight performance estimations. Calculations are based on a 6000 mAh, 11.1 V battery used up to 90%.
| PoliDrone Multicopter—Preliminary Design |
|---|
| | S3A-C | S4A-C | S6A-C | S8A-C |
| Efficiency | Max tilt | 58 | 65 | 65 | 49 |
| Max speed | 47 km/h | 49 km/h | 53 km/h | 50 km/h |
| Est range | 3458 m | 3373 m | 3554 m | 3906 m |
| Climb rate | m/s | m/s | m/s | m/s |
Table 14.
Mesh convergence through gradually smaller element dimensions, expressed in terms of Global Edge Length.
Table 14.
Mesh convergence through gradually smaller element dimensions, expressed in terms of Global Edge Length.
| GEL | Nodes No. | Elements No. | Total Strain Energy | |
|---|
| mm | | | [] | [mm] |
|---|
| 10 | 3229 | 2741 | | |
| 3489 | 2978 | | |
| 6 | 3618 | 3086 | | |
| 5 | 3801 | 3269 | | |
| 4 | 4324 | 3769 | | |
| 3 | 5277 | 4725 | | |
| 2 | 8215 | 7662 | | |
| 1 | 23,297 | 22,639 | | |

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}