
A Ternary Model for Particle Packing Optimization

 and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Theory and Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fehling, E.; Schmidt, M.; Walraven, J.; Leutbercher, T.; Frohlich, S. Ultra-High Performance Concrete UHPC Fundamentals, Design, Examples, 1st ed.; Ernst Wilhelm: Berlin, Germany, 2014. [Google Scholar]
- Kwan, A.K.H.; Fung, W.W.S. Packing density measurement and modeling of fine aggregate and mortar. Cem. Concr. Comp. 2009, 31, 349–357. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of ultra-high performance fiber reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- De Larrard, F.; Sedran, T. Optimization of ultra-high-performance concrete by the use of a packing model. Cem. Concr. Res. 1994, 24, 997–1009. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Chan, K.W.; Wong, V. A 3-parameter particle packing model incorporating the wedging effect. Powder Technol. 2013, 237, 172–179. [Google Scholar] [CrossRef]
- Chan, K.W.; Kwan, A.K.H. Evaluation of particle packing models by comparing with published test results. Particuology 2014, 16, 108–115. [Google Scholar] [CrossRef]
- Wong, V.; Kwan, A.K.H. A 3-parameter model for packing density prediction of ternary mixes of spherical particles. Powder Technol. 2014, 268, 357–367. [Google Scholar] [CrossRef]
- Li, L.G.; Kwan, A.K.H. the Packing density of concrete mix under dry and wet conditions. Powder Technol. 2014, 253, 514–521. [Google Scholar] [CrossRef]
- EN 1097–3; Tests for Mechanical and Physical Properties of Aggregates. Determination of Loose Bulk Density and Voids. European Committee for Standardization: Brussels, Belgium, 1998.
- McGeary, R.K. Mechanical Packing of Spherical Particles. J. Am. Ceram. Soc. 1961, 44, 513–523. [Google Scholar] [CrossRef]
- Rassolusly, S.M.K. The packing density of ‘perfect’ binary mixtures. Powder Technol. 1999, 103, 145–150. [Google Scholar] [CrossRef]
- Zou, R.P.; Bian, X.; Pinson, D.; Yang, R.Y.; Yu, A.B.; Zulli, P. Coordination Number of Ternary Mixtures of Spheres. Part. Part. Syst. Charact. 2003, 20, 335–341. [Google Scholar] [CrossRef]
- Wiacek, J. Geometrical parameters of binary granular mixtures with size ratio and volume fraction: Experiments and DEM simulations. Granul. Matter 2016, 18, 42. [Google Scholar] [CrossRef] [Green Version]
- Voivret, C.; Radjaï, F.; Delenne, J.Y.; El Youssoufi, M.S. Space-filling properties of polydisperse granularmedia. Phys. Rev. E 2007, 76, 021301. [Google Scholar] [CrossRef] [PubMed]
- Wiacek, J.; Molenda, M. Microstructure and micromechanics of polydisperse granular materials: Effect of the shape of particle size distribution. Powder Technol. 2014, 268, 237–343. [Google Scholar] [CrossRef]
- Sánchez, J.; Auvient, G.; Cambou, B.Ł. Coordination number and geometric anisotropy in binary sphere mixtures. In Geomechanics from Micro to Macro, Proceedings of IS-Cambridge, Cambridge, UK, 1–3 September 2014; CRC Press: Boca Raton, FL, USA, 2014; Volume 1. [Google Scholar]
- Taha, H.; Nguyen, N.-S.; Marot, D.; Hijazi, A.; Abou-Saleh, K. Micro-scale investigation of the role of finer grains in the behavior of bidisperse granular materials. Granul. Matter 2019, 21, 28. [Google Scholar] [CrossRef]
- Westman, A.E.R.; Hugill, H.R. The packing of particles. J. Am. Ceram. Soc. 1930, 13, 767–779. [Google Scholar] [CrossRef]
- Petrescu, R.V.V.; Machin, A.; Fontanez, K.; Arango, J.C.; Marquez, F.M.; Petrescu, F.I.T. Hydrogen for aircraft power and propulsion. Int. J. Hydrogen Energy 2020, 45, 20740–20764. [Google Scholar] [CrossRef]
- Stovall, T.; De Larrard, F.; Buil, M. Linear Packing Density Model of Grain Mixtures. Powder Technol. 1986, 48, 1–12. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, L.; Luo, X.; Li, C.; Hu, F. A new method for calculating the primary porosity of unconsolidated sands based on packing texture: Application to modern beach sand. Mar. Petrol. Geol. 2018, 98, 384–396. [Google Scholar] [CrossRef]
- Mirsayar, M.M.; Joneidi, V.A.; Petrescu, R.V.V.; Petrescu, F.I.T.; Berto, F. Extended MTSN criterion for fracture analysis of soda-lime glass. Eng. Fract. Mech. 2017, 178, 50–59. [Google Scholar] [CrossRef]
- Mota, M.; Teixeira, J.A.; Yleshin, A. Image modeling of mixed granular porous media. Fluid Part. Sep. J. 1999, 12, 71–79. [Google Scholar]
- Wiacek, J.; Molenda, M.; Stasiak, M. Effect of a number of granulometric fractions on structure and micromechanics of compressed granular packings. Particuology 2018, 39, 88–95. [Google Scholar] [CrossRef]
- Yi, L.Y.; Dong, K.J.; Zou, R.P.; You, A.B. Coordination Number of the Packing of Ternary Mixtures of Spheres: DEM Simulations versus Measurements. Ind. Eng. Chem. Res. 2011, 50, 8773–8785. [Google Scholar] [CrossRef]
- Martin, C.L.; Bouvard, D. Isostatic compaction of bimodal powder mixtures and composites. Int. J. Mech. Sci. 2004, 46, 907–927. [Google Scholar] [CrossRef]
- Iddir, H.; Arastoopour, H.; Hrenya, C.M. Analysis of binary and ternary granular mixtures behavior using the kinetic theory approach. Powder Technol. 2005, 151, 117–125. [Google Scholar] [CrossRef]
- Göncü, F.; Durán, O.; Luding, S. Constitutive relations for the isotropic deformation of frictionless packings of polydisperse spheres. C. R. Mécanique 2010, 338, 570–586. [Google Scholar] [CrossRef] [Green Version]
- Gong, J.; Nie, Z.; Zhu, Y.; Liang, Z.; Wang, X. Exploring the effects of particle shape and content of fines on the shear behavior of sand-fines mixtures via the DEM. Comput. Geotech. 2019, 106, 161–176. [Google Scholar] [CrossRef]
- Gu, X.Q.; Yang, J. Discrete element analysis of elastic properties of granular materials. Granul. Matter 2013, 15, 139–147. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete element model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Thornton, C.; Cummins, S.J.; Cleary, P.W. An investigation of the comparative behavior of alternative contact force models during inelastic collisions. Powder Technol. 2013, 233, 30–46. [Google Scholar] [CrossRef]
- Furnas, C.C. Grading Aggregates I-Mathematical Relations for Beds of Broken Solids of Maximum Density. Ind. Eng. Chem. 1931, 23, 1052–1058. [Google Scholar] [CrossRef]
- Shire, T.; O’Sullivan, C.; Hanley, K. The influence of finer fraction and size ratio on the micro-scale properties of dense bimodal materials. In Geomechanics from Micro to Macro; CRC Press: London, UK, 2014; Volume 1, pp. 231–236. [Google Scholar]
- Fei, K. Experimental study of the mechanical behavior of clay-aggregate mixtures. Eng. Geol. 2016, 210, 1–9. [Google Scholar] [CrossRef]
- Bodman, G.B.; Constantin, G.K. Influence of Particle Size Distribution in Soil Compaction. Hilgardia 1965, 36, 567–591. [Google Scholar] [CrossRef]
- Lade, P.V.; Yamamuro, J.A., Jr.; Liggio, C.D. Effects of fines content on void ratio, compressibility, and static liquefaction of silty sand. Geomech. Eng. 2009, 1, 1–15. [Google Scholar] [CrossRef]
- Sun, Y.; Xiao, Y.; Hanif, K.F. Compressibility dependence on the grain size distribution and relative density in sands. Sci. China Technol. Sci. 2015, 58, 443–448. [Google Scholar] [CrossRef]
- Taiebat, M.; Mautabaruka, P.; Pellenq, R.; Radjai, F. Effect of particle size polydispersity on 3D packings of spherical particles. EPJ Web Conf. 2017, 140, 02030. [Google Scholar] [CrossRef]
- Minh, N.H.; Cheng, Y.P. On the contact force distributions of granular mixtures under 1D-compression. Granul. Matter 2016, 18, 18. [Google Scholar] [CrossRef]
- Andrade, J.E.; Avila, C.F.; Hall, S.A.; Lenoir, N.; Viggiani, G. Multiscale modeling and characterization ofgranular matter: From grain kinematics to continuum mechanics. J. Mech. Phys. Solids 2011, 59, 237–250. [Google Scholar] [CrossRef]
- Romagnoli, M.; Rivasi, M.R. Optimal size distribution to obtain the densest packing: A different approach. J. Eur. Ceram. Soc. 2007, 27, 1883–1887. [Google Scholar] [CrossRef]
- Santomaso, A.; Lazzaro, P.; Canu, P. Powder flowability and density ratios: The impact of granules packing. Chem. Eng. Sci. 2003, 58, 2857–2874. [Google Scholar] [CrossRef]
- De Larrard, F. Concrete Mixture Proportioning: A Scientific Approach; Taylor & Francis: New York, NY, USA, 1999. [Google Scholar] [CrossRef]
- Bertei, A.; Nucci, B.; Nicolella, C. Effective Transport Properties in Random Packings of Spheres and Agglomerates. Chem. Eng. Trans. 2013, 32, 1531–1536. [Google Scholar] [CrossRef]
- German, R.M. Prediction of sintered density for bimodal powder mixtures. Metall. Trans. A 1992, 23, 1455–1465. [Google Scholar] [CrossRef]
- Aversa, R.; Petrescu, R.V.; Petrescu, F.I.T.; Perrotta, V.; Apicella, D.; Apicella, A. Biomechanically Tunable Nano-Silica/P-HEMA Structural Hydrogels for Bone Scaffolding. Bioengineering 2021, 8, 45. [Google Scholar] [CrossRef] [PubMed]
- Goltermann, P.; Johansen, V.; Palbol, L. Packing of aggregates: An alternative tool to determine the optimal aggregate mix. ACI Mater. J. 1997, 94, 435–443. [Google Scholar]
- Geldart, D.; Abdullah, E.C.; Verlinden, A. Characterization of dry powders. Powder Technol. 2009, 190, 70–74. [Google Scholar] [CrossRef]
- Duan, Y.; Zhang, H.; Sfarra, S.; Avdelidis, N.P.; Loutas, T.H.; Sotiriadis, G.; Kostopoulos, V.; Fernandes, H.; Petrescu, F.I.; Ibarra-Castanedo, C.; et al. On the Use of Infrared Thermography and Acousto—Ultrasonics NDT Techniques for Ceramic-Coated Sandwich Structures. Energies 2019, 12, 2537. [Google Scholar] [CrossRef] [Green Version]
- FIT Petrescu, RVV Petrescu, Nuclear hydrogen structure and dimensions. Int. J. Hydrogen Energy 2019, 44, 10833–10837. [CrossRef]
- Fadiel, A.A.M.; Abu-Lebdeh, T. Mechanical Properties of Concrete Including Wood Shavings as Fine Aggregates. Am. J. Eng. Appl. Sci. 2021, 14, 478. [Google Scholar] [CrossRef]
- Abu-Lebdeh, T.M.; Kalejaiye, O.A. Evaluation of Binary and Ternary Models in Powder Packing Density for Additive Manufacturing Applications. Am. J. Eng. Appl. Sci. 2021, 14, 314–322. [Google Scholar] [CrossRef]
- Petrescu, F.I.T. Advanced Dynamics Processes Applied to an Articulated Robot. Processes 2022, 10, 640. [Google Scholar] [CrossRef]
- Ungureanu, L.M.; Petrescu, F.I.T. Dynamics of Mechanisms with Superior Couplings. Appl. Sci. 2021, 11, 8207. [Google Scholar] [CrossRef]
- Zeng, Z.; Shi, G.; Petrescu, F.I.T.; Ungureanu, L.M.; Li, Y. Micro-Nano Machining TiO2 Patterns without Residual Layer by Unconventional Imprinting. Appl. Sci. 2021, 11, 10097. [Google Scholar] [CrossRef]
- Machín, A.; Fontánez, K.; Arango, J.C.; Ortiz, D.; De León, J.; Pinilla, S.; Nicolosi, V.; Petrescu, F.I.; Morant, C.; Márquez, F. One-Dimensional (1D) Nanostructured Materials for Energy Applications. Materials 2021, 14, 2609. [Google Scholar] [CrossRef] [PubMed]
- Roudsari, S.S.; Ungureanu, L.M.; Soroushnia, S.; Abu-Lebdeh, T.; Petrescu, F.I.T. Optimization of Fiber-Reinforced Polymer Bars for Reinforced Concrete Column Using Nonlinear Finite Element Algorithms. Algorithms 2022, 15, 12. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
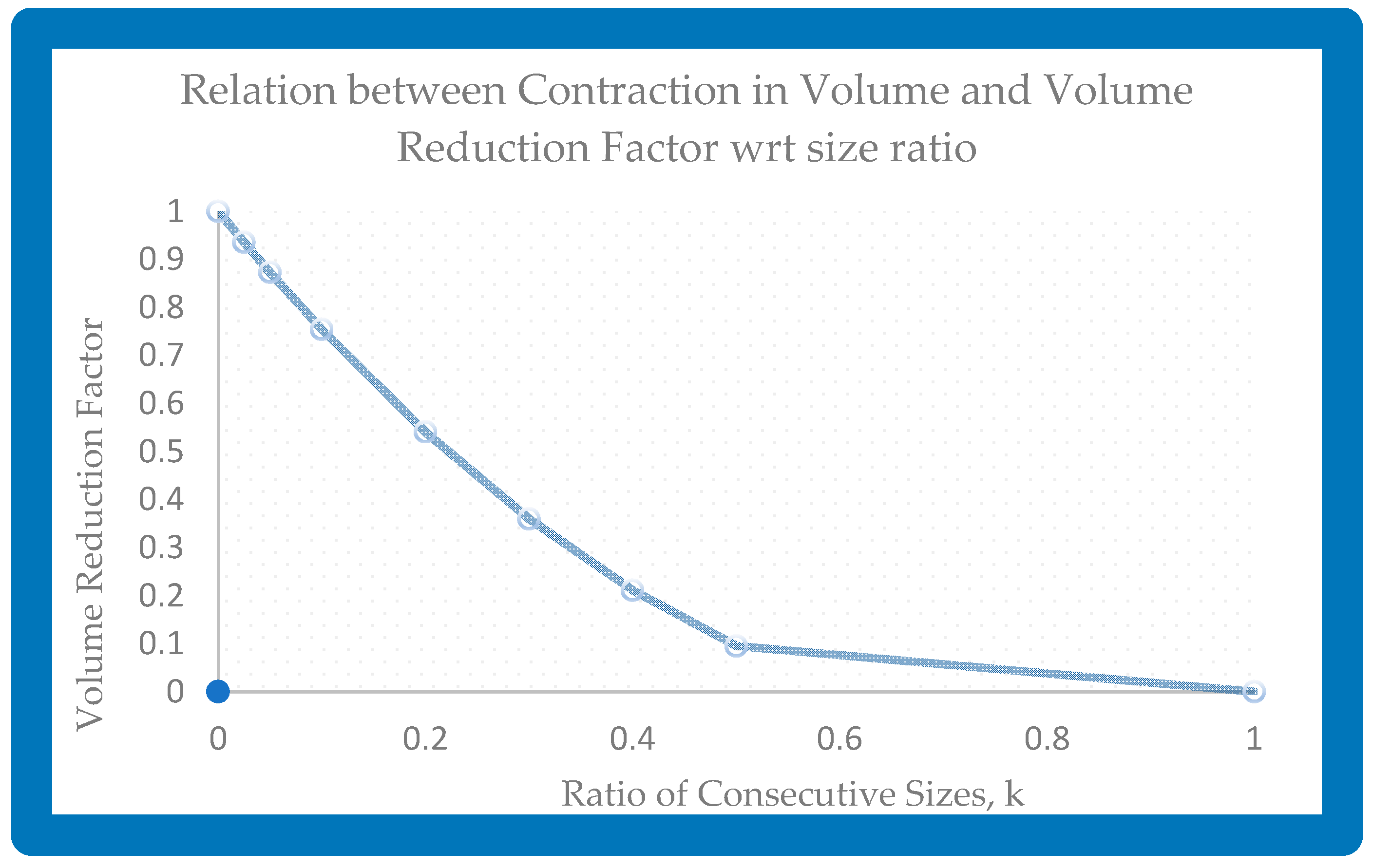
| K1/n | yobs | ycomputed | kd |
|---|---|---|---|
| 0 | 1 | 1 | 1 |
| 0.025 | 0.945 | 0.9355125 | 0.9355125 |
| 0.05 | 0.83 | 0.87305 | 0.87305 |
| 0.1 | 0.71 | 0.7542 | 0.7542 |
| 0.2 | 0.51 | 0.5408 | 0.5408 |
| 0.3 | 0.375 | 0.3598 | 0.3598 |
| 0.4 | 0.245 | 0.2112 | 0.2112 |
| 0.5 | 0.12 | 0.095 | 0.095 |
| 1 | 0 | 0 | 0 |
| Limestone | Fine Sand | Cement | |
|---|---|---|---|
| di (in) | 2 | 0.001 | |
| ei | 0.48 | 0.42 | 0.52 |
| Gi | 2.5 | 2.65 | 3.10 |
| Proportions for Max. Density: | Proportions --> Furnas Model | % Error | ||
|---|---|---|---|---|
| limestone | v1/Vf = 59.5% | limestone | v1/Vf = 59.7% | 0.37% |
| fine sand | v2/Vf = 28.5% | fine sand | v2/Vf = 28.3% | 0.75% |
| cement | v1/Vf = 12.0% | cement | v1/Vf = 12% | 0.43% |
| Name of Powder | Boron Powder (Coarse) | Boron Powder (Middle) | Boron Powder (Fine) |
|---|---|---|---|
| Diameter (), μm | 106 | 90 | 75 |
| Bulk Volume (), cm3 | 10.68 ± 0.17 | 9.58 ± 0.17 | 9.14 ± 0.12 |
| Tap Volume (), cm3 | 8.50 ± 0.14 | 7.80 ± 0.14 | 7.60 ± 0.14 |
| Volume of void (), cm3 | 2.18 ± 0.18 | 1.78 ± 0.18 | 1.54 ± 0.18 |
| Specific Gravity, S | 2.34 | 2.34 | 2.34 |
| Void ratio/void percentage (e) | 0.20 ± 0.08 | 0.19 ± 0.10 | 0.17 ± 0.12 |
| Method | Mix Ratios | Density (g/cm3) | |
|---|---|---|---|
| 1 | Proposed model | 27.67: 5.67: 1 | 1.69 ± 0.11 |
| 2 | Experimental 1 | 27.67: 5.67: 1 | 1.63 ± 0.04 |
| 3 | Experimental 2 | 27.67: 1: 5.67 | 1.44 |
| 4 | Experimental 3 | 1: 5.67: 27.67 | 1.26 |
| 5 | Experimental 4 | 1: 27.67: 5.67 | 1.29 |
| 6 | Experimental 5 | 5.67: 27.67: 1 | 1.26 |
| 7 | Experimental 6 | 5.67: 1: 27.67 | 1.24 |
| 8 | Experimental 7 | 11.44: 11.44: 11.44 | 1.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abu-Lebdeh, T.M.; Damptey, R.; Ungureanu, L.M.; Petrescu, F.I.T. A Ternary Model for Particle Packing Optimization. J. Compos. Sci. 2022, 6, 113. https://doi.org/10.3390/jcs6040113
Abu-Lebdeh TM, Damptey R, Ungureanu LM, Petrescu FIT. A Ternary Model for Particle Packing Optimization. Journal of Composites Science. 2022; 6(4):113. https://doi.org/10.3390/jcs6040113
Chicago/Turabian StyleAbu-Lebdeh, Taher M., Ransford Damptey, Liviu Marian Ungureanu, and Florian Ion Tiberiu Petrescu. 2022. "A Ternary Model for Particle Packing Optimization" Journal of Composites Science 6, no. 4: 113. https://doi.org/10.3390/jcs6040113
APA StyleAbu-Lebdeh, T. M., Damptey, R., Ungureanu, L. M., & Petrescu, F. I. T. (2022). A Ternary Model for Particle Packing Optimization. Journal of Composites Science, 6(4), 113. https://doi.org/10.3390/jcs6040113