The following section is divided into three parts. The first one is a reminder of the method used to calculate the intrinsic smoke properties. The second one provides some examples where intrinsic smoke properties allow assessing the effect of a flame retardant on smoke production. The last one is devoted to the prediction of smoke production in a smoke density chamber using these smoke properties calculated from a cone calorimeter.
3.1. Calculations of Intrinsic Smoke Properties
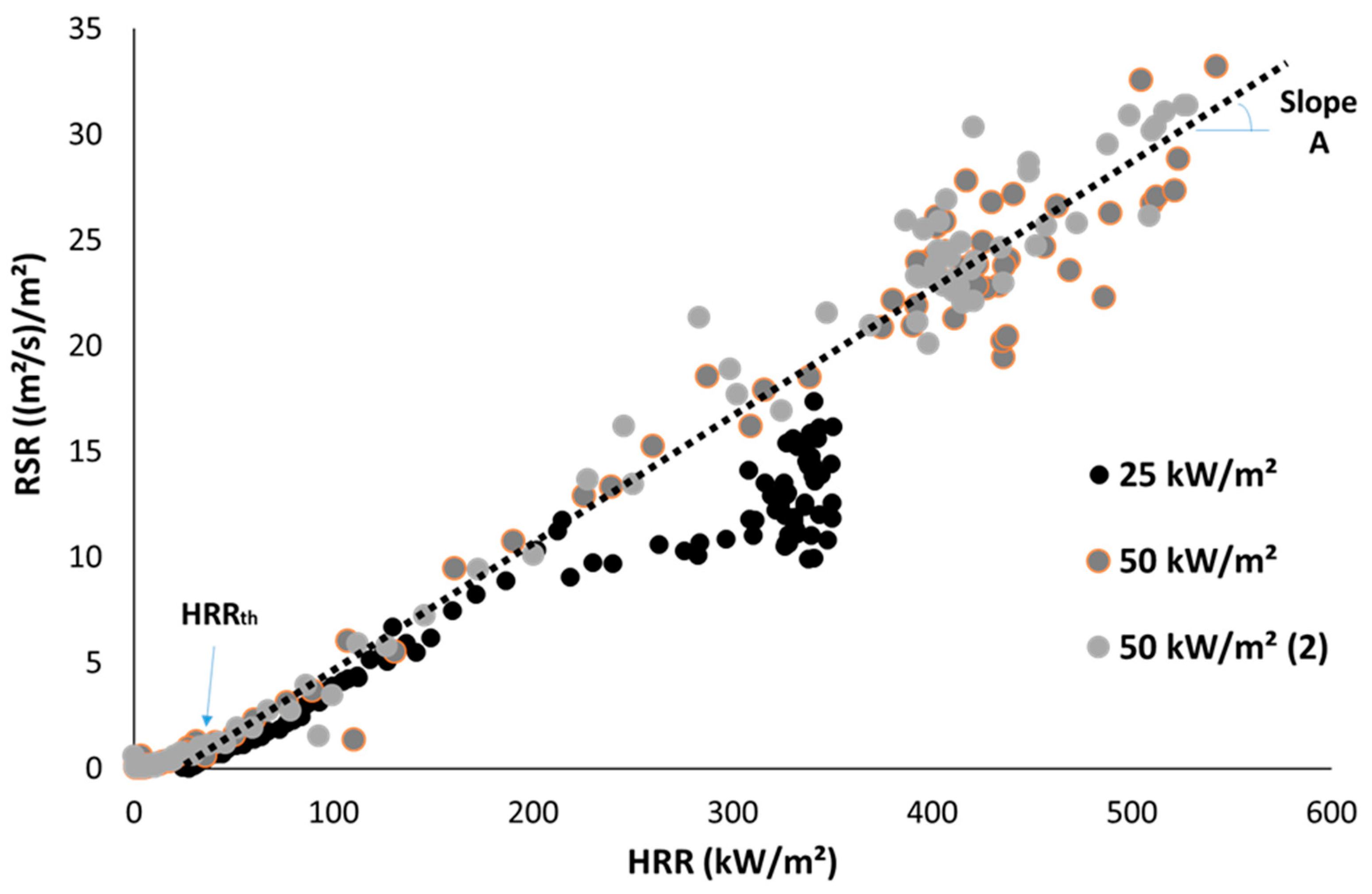
The cone calorimeter provides HRR and RSR curves. Plotting RSR versus HRR allows for calculating intrinsic smoke properties, regardless of the heat release (or decomposition) rate. Most often, a linear relationship may be found between RSR and HRR, mainly when HRR increases or decreases, as shown in
Figure 1. When HRR is more or less constant, the data points are more scattered, as observed for the test performed at 25 kW/m
2. It is noteworthy that the same relation is observed at 25 and 50 kW/m
2, evidencing that it is not dependent on heat flux. Testing materials at higher heat flux allows for reaching higher HRR and RSR, and then calculating the smoke properties more accurately.
From the linear part of the curve RSR = f(HRR), two parameters can be calculated. The first one is called A (m
2/kJ) and represents the increase in RSR per HRR unit. The second one is called HRR
th, i.e., HRR threshold, and represents the minimum value of HRR for which RSR starts to increase. RSR is defined from HRR using Equation (3).
HRR and MLR are in close relation through Equation (4).
With EHC, the effective heat of combustion (in kJ/g).
Then, Equation (3) becomes Equation (5) by replacing HRR per MLR. A second parameter B is defined in m
2/g. B is nothing less than the smoke extinction area (SEA).
A, B, HRR
th and MLR
th are considered intrinsic smoke properties. More details can be found in our previous article [
14]. From a practical point of view, the values of HRR
th and MLR
th are less accurate and reliable. Therefore, the discussion will focus on A and B values. HRR
th and MLR
th will be considered only in the last section when smoke production in the smoke density chamber will be studied.
3.2. Assessment of FR on Smoke Production
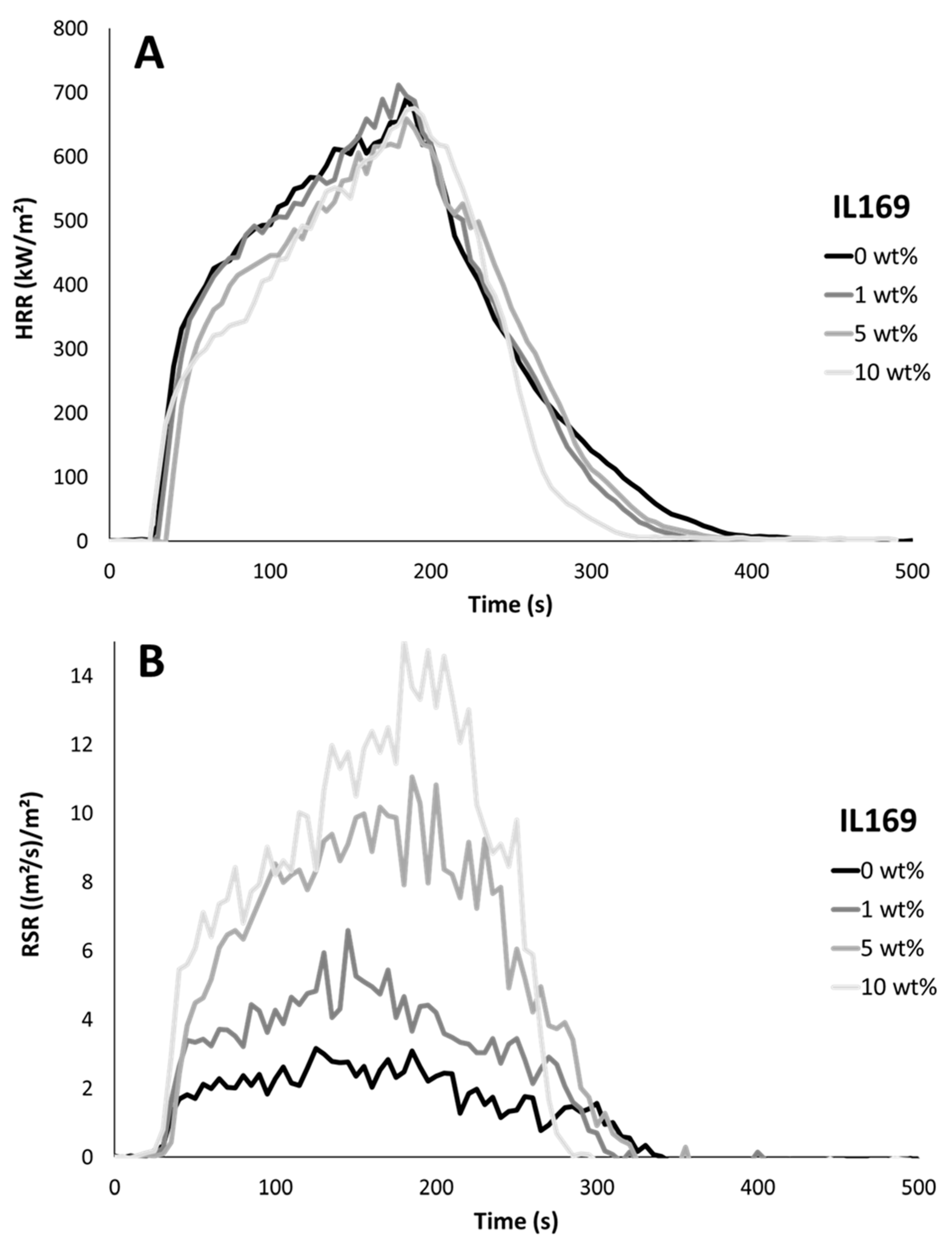
IL169 does not improve the fire behavior of Elium resin.
Figure 2A shows that the HRR curve does not change significantly when IL169 is added in Elium resin. TTI and pHRR remain in the range of 26–36 s and 673–712 kW/m
2, respectively. Nevertheless, IL169 slightly decreases the combustion efficiency (calculated from the effective heat of combustion in the cone calorimeter and heat of complete combustion in PCFC) from 1 to 0.87 (for 10 wt% of IL169). Similarly, CO/CO
2 ratio as well as smoke production increases significantly (
Figure 2B).
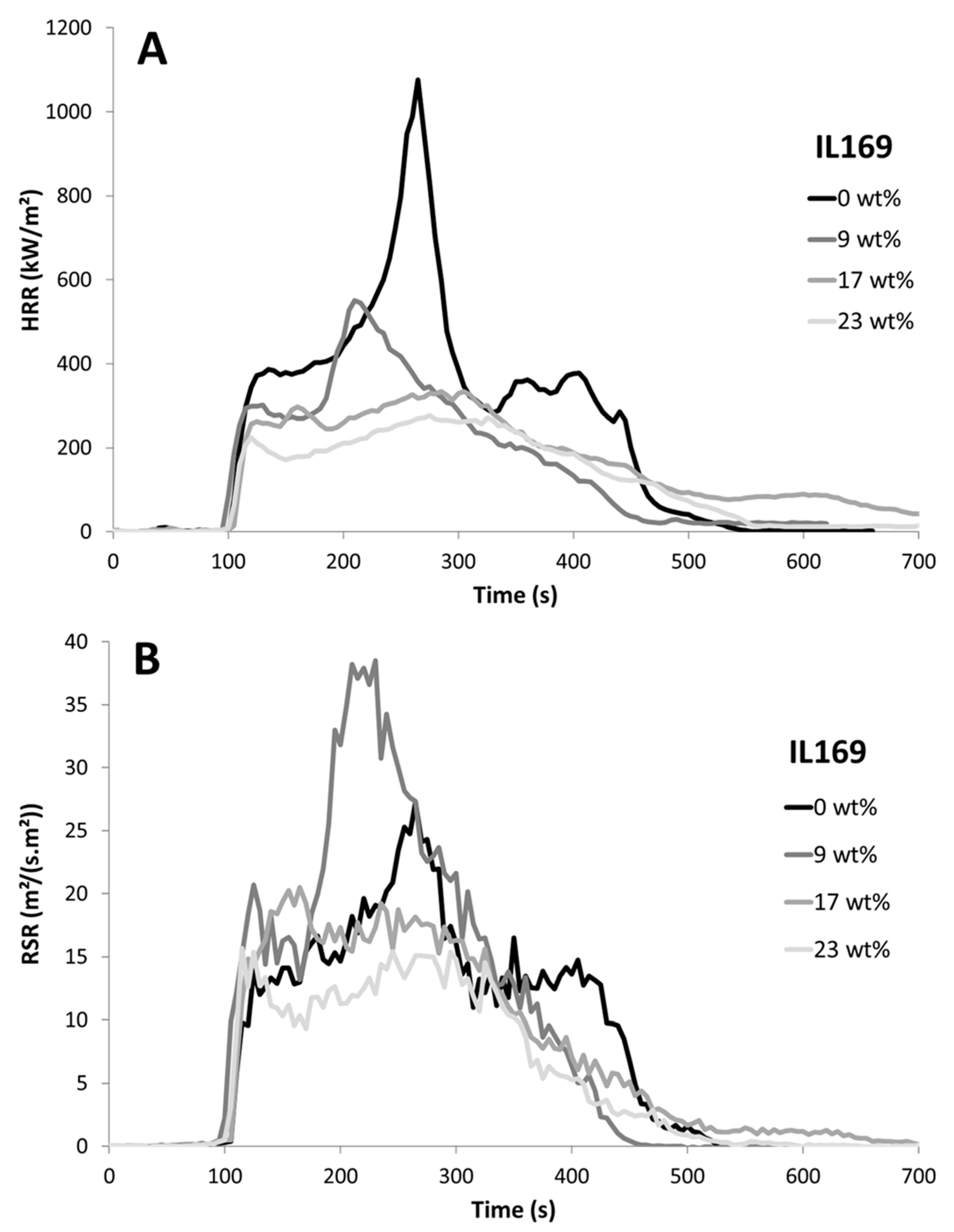
In epoxy resin, IL169 acts as reactive hardener and improves flame retardancy (
Figure 3A). More details can be found in Sonnier et al. [
16]. It is noteworthy that RSR is much higher in epoxy resin than in Elium resin, independently of the presence of IL169. RSR reaches 25 m
2/(g.m
2) for FR-free epoxy resin at 35 kW/m
2, versus less than 3 m
2/(g.m
2) for FR-free Elium resin at 50 kW/m
2 (and only 14 m
2/(g.m
2) with 10 wt% of IL169). In epoxy resin, IL169 tends to increase RSR at low content (9 wt%) and to slightly decrease it at higher content. Nevertheless, the decrease in RSR is much more limited than the decrease in HRR (compare
Figure 3A,B).
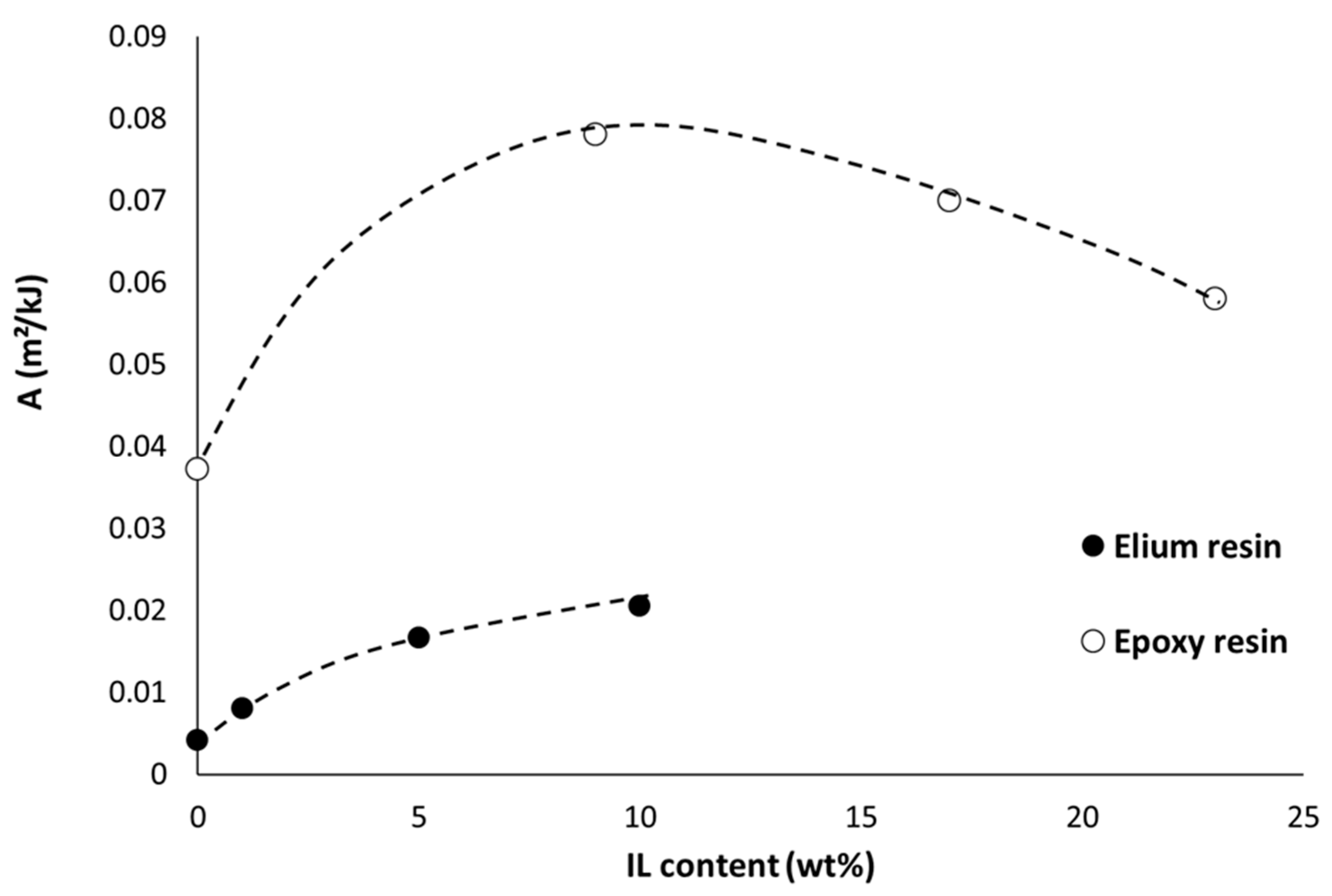
A and B values were calculated for both systems (
Figure 4). A value for pure Elium resin is close to 0.005 m
2/kJ, in good agreement with the value previously calculated for PMMA. A increases continuously with IL169, up to 0.02 m
2/kJ for 10 wt% of ionic liquid (IL). B increases from 0.10 m
2/g to 0.43 m
2/g when IL169 content increases from 0 to 10 wt%. It can be assumed that IL169 acts as smoke promoter due to its limited but non-negligible effect as a flame inhibitor.
Epoxy resins release much more smoke than Elium. A and B values are close to 0.04 m2/kJ and 0.9 m2/g, respectively. The incorporation of IL169 at 9 wt% significantly increases these values (A increases up to 0.078 m2/kJ). Further incorporation leads to a decrease of these values but A and B for FR epoxy resins remain higher than for FR-free resin.
Formulations based on PE/EVA (series D) and ABS (series E) were also tested (
Figure 5 and
Figure 6). Their fire properties (PCFC, cone calorimeter and LOI) can be found elsewhere [
18].
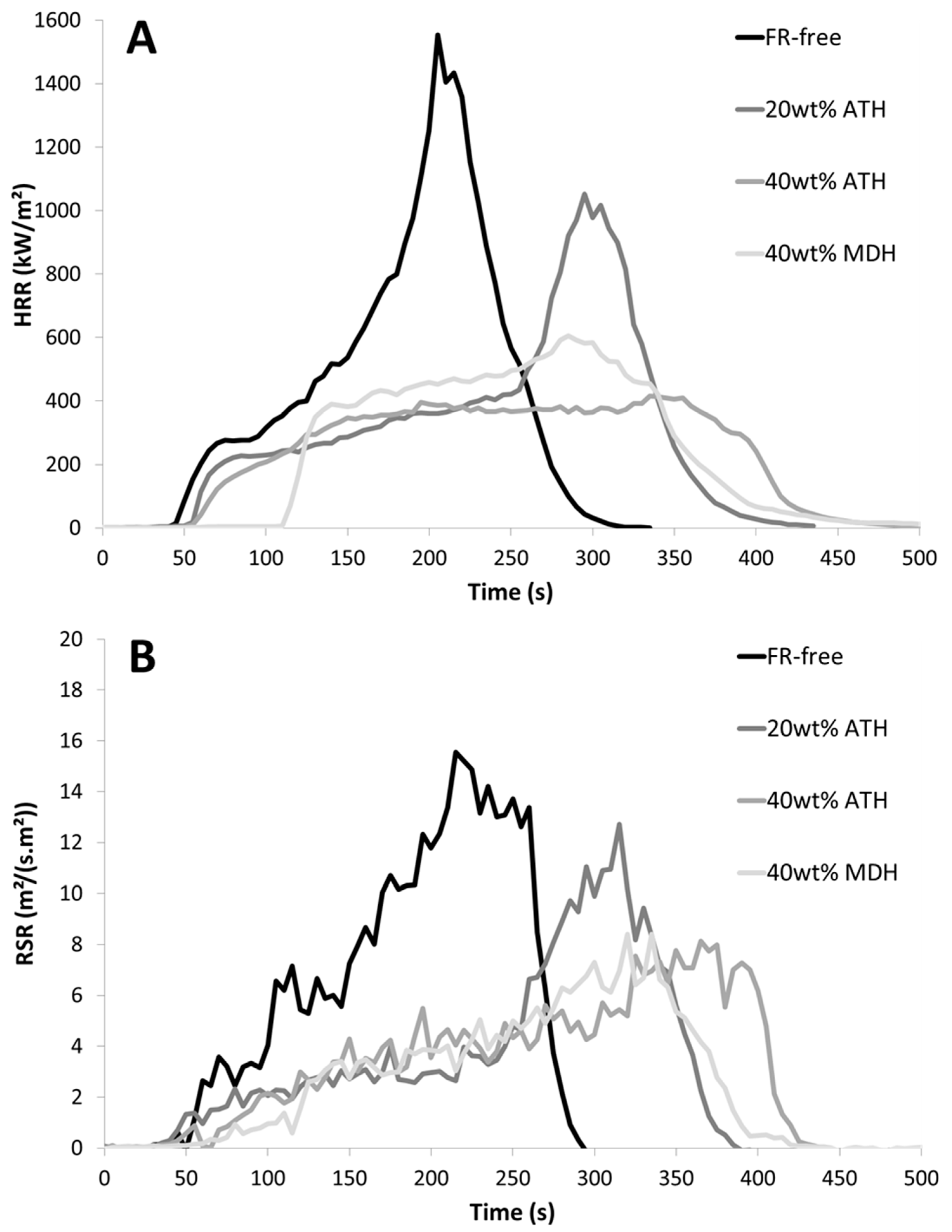
Figure 5 shows HRR and RSR curves for some PE/EVA composites. It can be found that the incorporation of fillers decreases both heat release and smoke production. The decrease seems to be proportional to the filler content and more or less similar for HRR and RSR. ATH is more effective than MDH at the same content. For 60 wt% of FR (ATH, MDH or a blend of both fillers), the smoke production becomes very low and intrinsic smoke properties cannot be properly calculated. The ranking between the formulations is the same in terms of HRR and RSR.
Some curves are plotted in
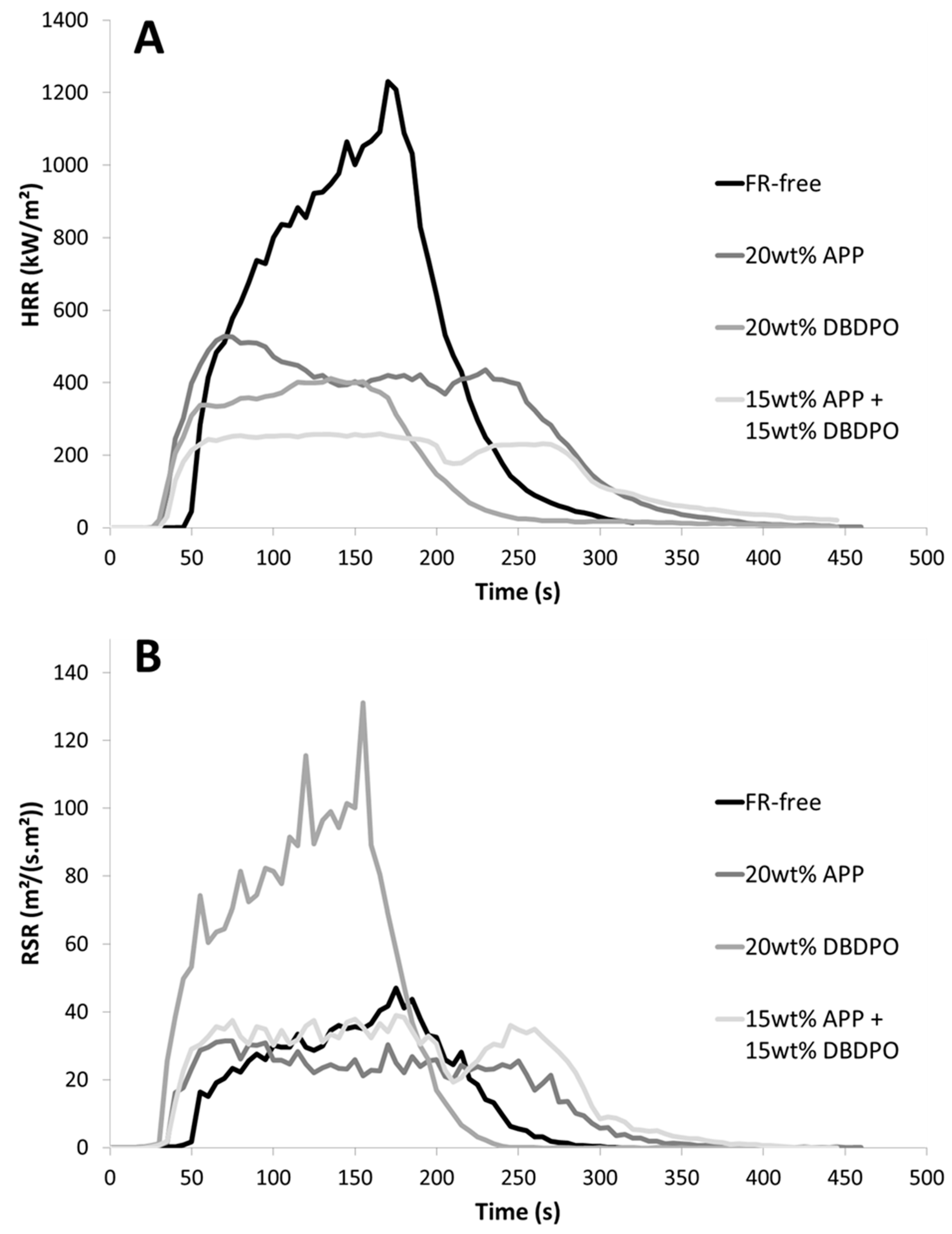
Figure 6 for series E. Contrarily to previous results, a strong discrepancy is observed between HRR and RSR curves. Especially, 20 wt% DBDPO efficiently reduces HRR but leads to a huge increase in RSR. A total of 20 wt% APP allows the reduction of RSR (in comparison to pure ABS) but at a much lower extent than HRR. Among the curves shown in
Figure 6, the combination of 15 wt% APP + 15 wt% DBDPO is the most efficient to reduce the HRR but releases more smoke than 20 wt% APP. It is noteworthy that the HRR and RSR curves for the combination of both fillers is closer to the curves for 20 wt% APP than the curves for 20 wt% DBDPO.
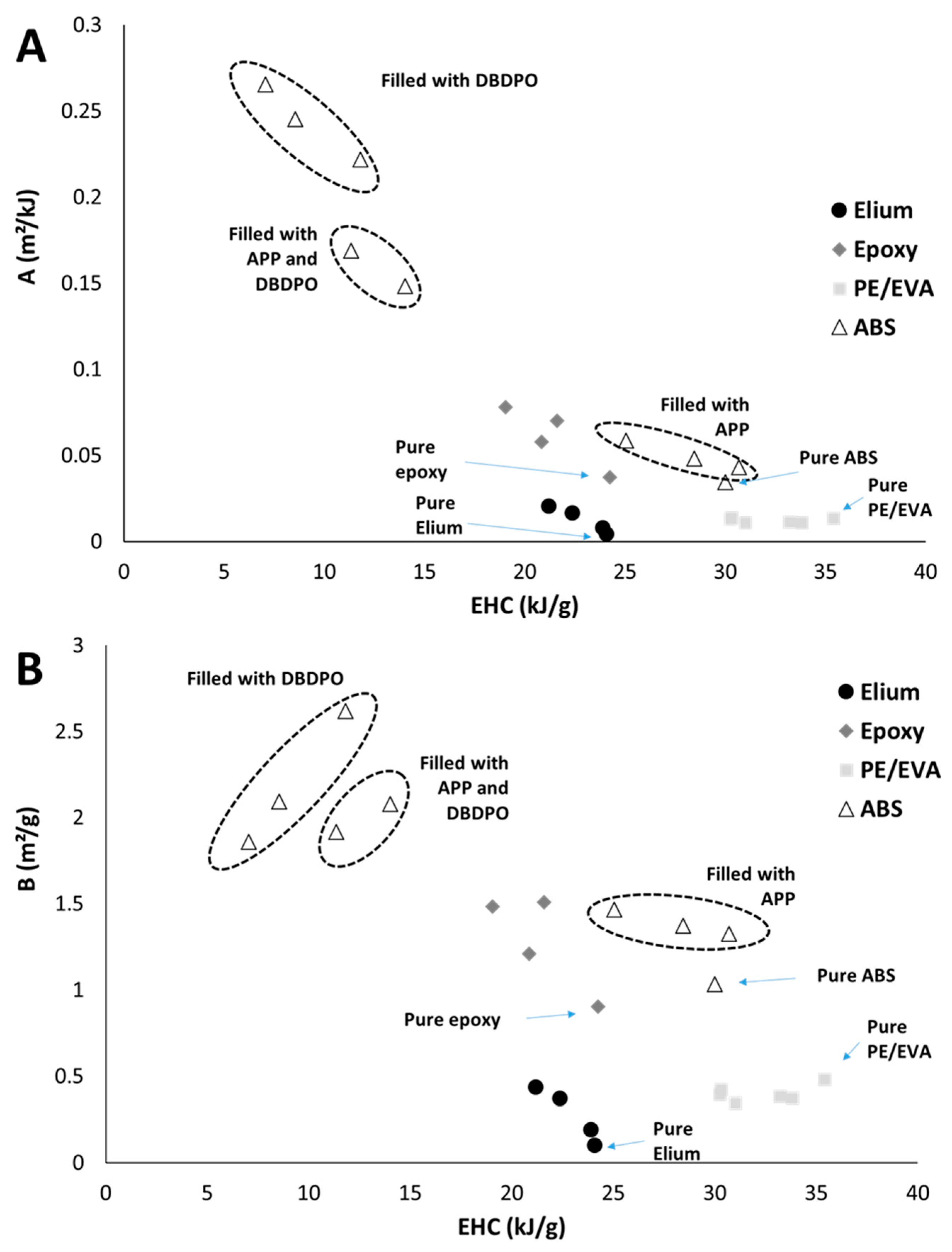
Figure 7A,B shows the A and B values versus the effective heat of combustion for all these formulations. In many cases, for the same class of materials, it can be found that A and B values increase when the effective heat of combustion decreases. Nevertheless, depending on the polymer and FR, huge differences are observed.
As already stated, IL169 increases the A and B values of Elium and epoxy resins in a similar way, but FR-free epoxy resin exhibits A and B values nine times higher than FR-free Elium resin.
The incorporation of ATH, MDH or blends at a total content of 20 or 40 wt% leads to a decrease in the heat of combustion (because water is released from the mineral fillers) without significant change in smoke properties. A and B are close to 0.01 m2/kJ and 0.4 m2/g, respectively. It can be assumed that these mineral fillers do not modify the intrinsic ability of PE/EVA to produce smoke. The decrease in smoke production is only due to a decrease in decomposition kinetics (i.e., a decrease in mass loss rate and heat release rate).
APP and DBDPO lead to strong smoke production, especially through an increase of A and B values. This increase is moderate for APP: from 0.03 to 0.06 m2/kJ and from 1 to 1.5 m2/g, respectively, for A and B. APP is known to act in the condensed phase as a char promoter. It has no direct effect on combustion but the modification of the pyrolysis pathway by APP is associated with a change in smoke production as well as in heat of combustion because the gases released change (the char formed in presence of APP contains a high content of carbon). On the contrary, DBDPO is a flame inhibitor disturbing the combustion. The decrease in the heat of combustion is huge, but the values for A and B increase significantly: between 0.22 and 0.28 m2/kJ for A and between 1.8 and 2.6 m2/g for B.
Combining DBDPO and APP leads to intermediate values. EHC decreases between 11 and 14 kJ/g (versus 6.3 and 12 kJ/g for ABS filled only with DBDPO). B is similar to the values obtained when DBDPO is used alone (around 2 m2/g) but A is slightly lower (0.15–0.17 m2/kJ).
Table 1 lists the intrinsic smoke properties for all the materials tested. These properties will be used in the following section to predict the smoke production in the smoke density chamber.
3.3. Prediction of Smoke Density in Smoke Chamber Using Smoke Properties
The smoke chamber test provides two main data: the specific optical smoke density (Ds, no unit) and the mass loss rate. Ds is defined as follows:
with V being the volume of the chamber and A being the exposed surface area of the sample.
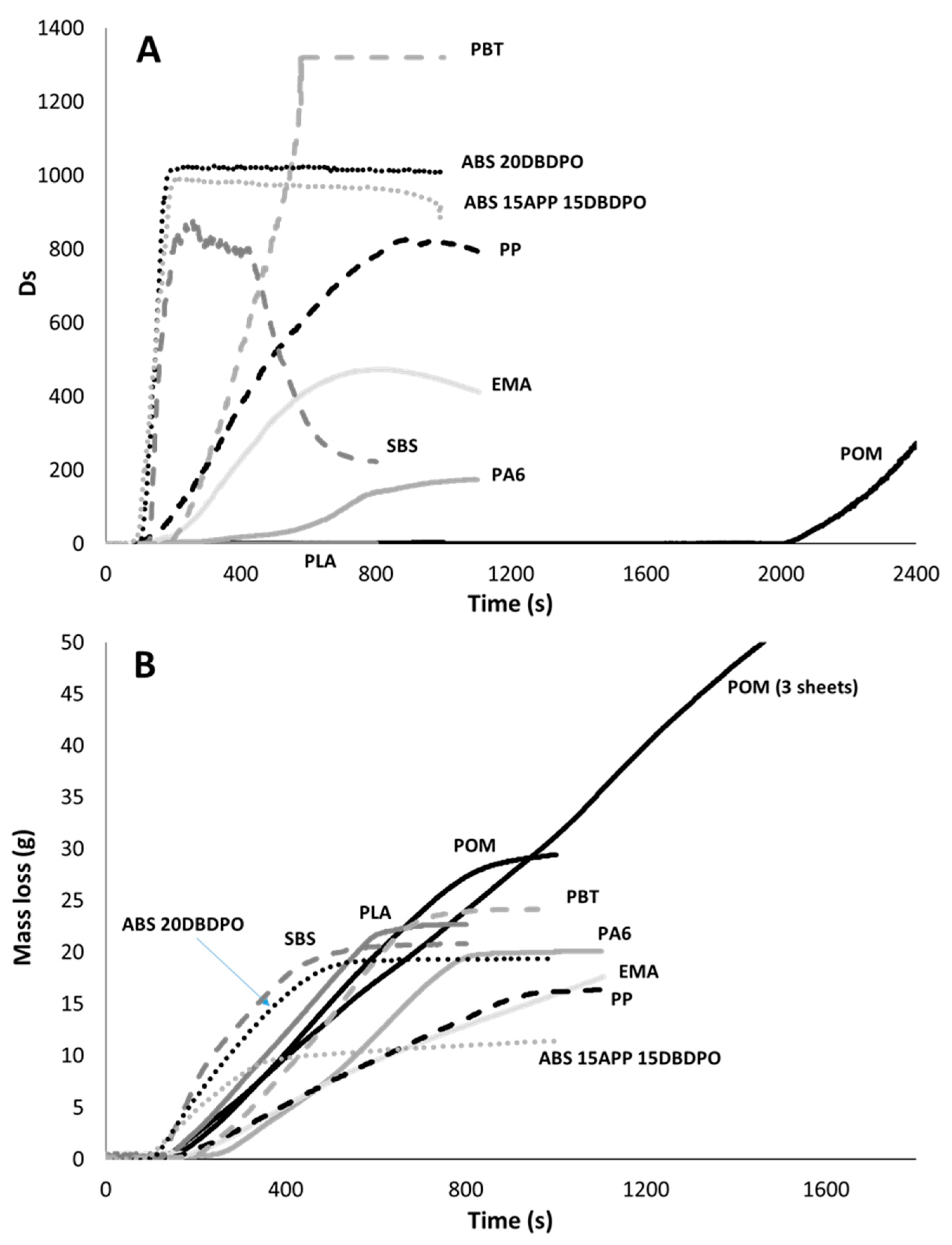
In many articles, the mass loss rate is not considered and only the smoke density is provided. Several curves Ds = f(time) and MLR = f(time) are shown in
Figure 8. It is noteworthy that some polymers do not produce smoke (Ds ≈ 0). These polymers (POM and PLA) are those for which the smoke in the cone calorimeter is also null. When three sheets of POM are tested (total mass = 96 g), Ds starts increasing after flaming out. At this time, the remaining mass is 30 g. In other words, the mass loss was 66 g. Since the heat of combustion of POM is 14 kJ/g, 2.23 mol of O
2 has been consumed at flame out. It represents almost 50% of the oxygen present in the smoke chamber (considering that air contains 20 wt% of oxygen). It is by far the highest oxygen consumption in our experiments. Of course, this is a rough overestimation, while the effective heat of combustion is not known and may be lower. PA6 produces a moderate amount of smoke (Ds reaches around 180). Other materials produce much more smoke and the maximum Ds is in the range of 470–1320.
It can be noted that Ds starts increasing before ignition, but its value remains quite limited (<30). After ignition, Ds increases regularly to reach high values (600–1000). The signal transmission is very low when Ds reaches such values. At the end of the test, Ds may stabilize even if the decomposition is not finished (see, for example, SBS curves: Ds reaches a plateau before 200 s and decreases after 400 s, while the mass loss rate tends to 0 only after 500 s). Ds is likely to decrease (SBS, PP or EMA), maybe due to soot deposition on the chamber walls. In a recent paper dealing with flame retarded PA66, Goller et al. assigned the decrease of Ds in NBS smoke chamber to the gravitation of particles [
19]. In one case (PBT), Ds increases very fast before stabilizing at 1320.
Smoke production was calculated according to the method already presented (Equation (5)), i.e., RSR was calculated using smoke properties B and MLR
th. RSR is given equal to 0 when MLR < MLR
th. As smoke is accumulated in smoke chamber test (this is a major difference with cone calorimeter test), TSR was calculated as the area under the curve RSR = f(time) (Equation (7)). Finally, TSR was compared to optical smoke density Ds. This method was applied after time-to-ignition. Before TTI, smoke production was considered null. As already stated, Ds is always low before ignition. Note that this method uses the mass loss rate measured in the smoke chamber but also the smoke properties measured in the cone calorimeter at an arbitrary heat flux.
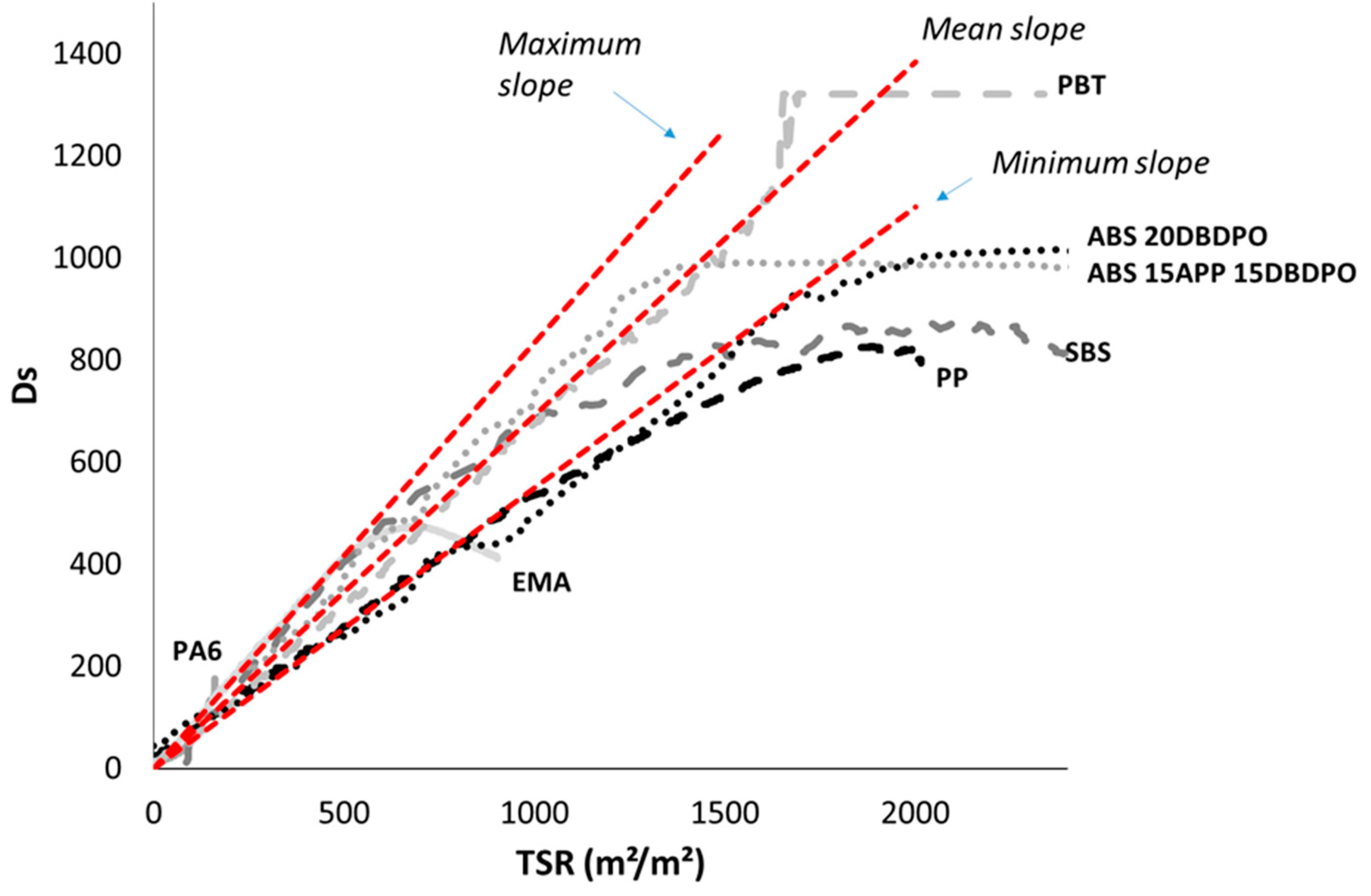
Figure 9 shows the relationship between Ds and TSR for various materials. During the main part of the test, all the curves Ds = f(TSR) evolve in a narrow range between two curves of minimum and maximum slopes (respectively, 0.55 and 0.83). In other words, considering a mean value 0.69, it can be proposed that
While this constant value is independent of the material or heat flux, it means that it is only related to the apparatus (chamber volume, detector…).
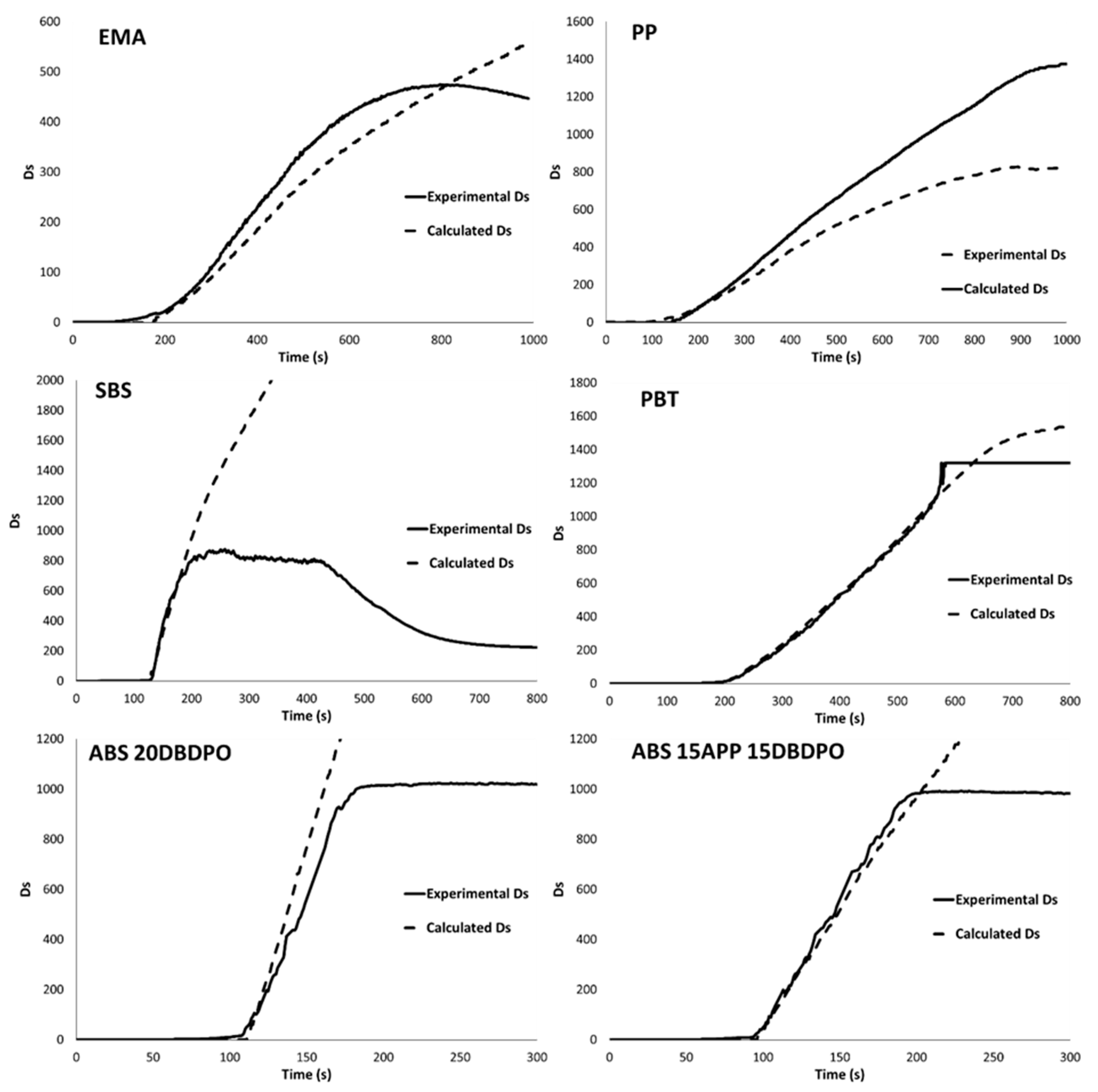
Figure 10 shows the experimental curves Ds = f(time) together with the calculated ones using Equations (7) and (8) for the seven materials producing the most amount of smoke. A remarkable agreement can be observed for most materials. The fit is less satisfactory for PP and EMA. The calculated Ds at 500 s is 657 and 279, respectively (versus 518 and 339 for experimental Ds).
Of course, the calculated Ds tends to continuously increase as long as decomposition occurs. The phenomena occurring at the end of the test, especially a plateau before the decomposition is finished or with a decrease of Ds, cannot be properly fitted. This plateau may be an artefact due to a very low light intensity. This limitation may negatively impact the prediction of smoke production when this prediction is based on a single value, as Ds after 4 min (if the plateau is reached before 4 min) or the maximum value of Ds. However, practically, such a plateau is reached only for materials releasing a large amount of black smoke.
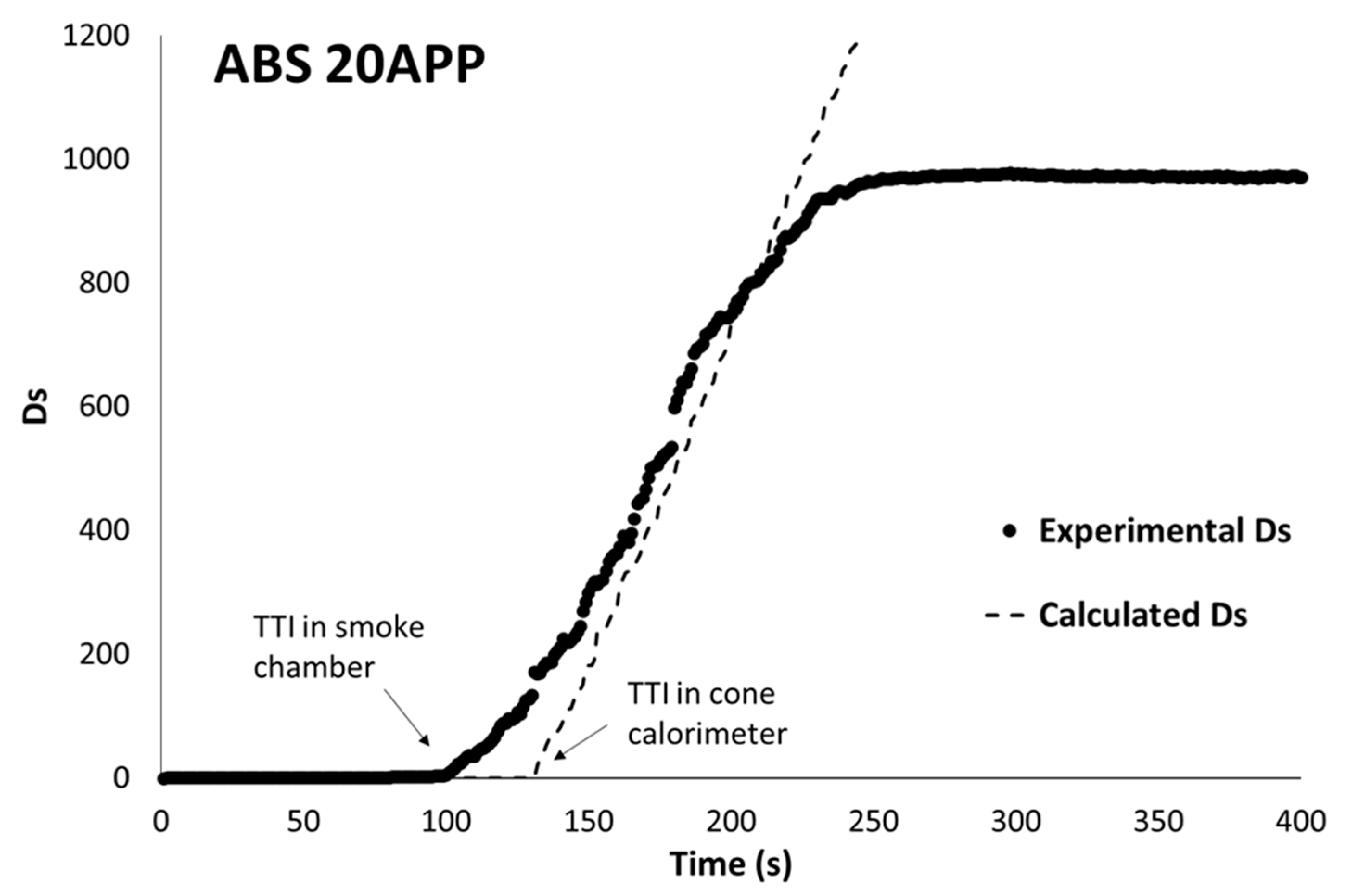
In the previous section, the prediction of Ds still needs the knowledge of TTI and mass loss rate in the smoke chamber. ABS filled with 20 wt% of APP was also tested at 25 kW/m
2 in the cone calorimeter. The smoke production in the smoke chamber was calculated using the mass loss rate curve obtained in the cone calorimeter and the smoke properties listed in
Table 1 (previously calculated using cone calorimeter data at 50 kW/m
2).
The comparison between calculated and experimental curves Ds = f(time) can be seen in
Figure 11. In the 200–800 Ds range, the slopes of the curves Ds = f(time) are 7 and 10.5 s
−1, respectively, for experimental and calculated curves. The experimental curve reaches a maximum value (973) above which the optical density does not increase anymore. There is also a shift at the beginning of the curve because the time-to-ignition was shorter in the smoke chamber (100 s) than in the cone calorimeter (133 s), possibly due to an edges effect (sample area is smaller in smoke chamber). On the whole, the calculated curve provides quite a good approximation of experimental values only by using cone calorimeter data.
3.4. Discussion
These results evidence that the optical density in the smoke chamber is well correlated with the total smoke release in the cone calorimeter at the same heat flux, i.e., 25 kW/m2. The decomposition rate should be the same in both devices, but practically, some differences in TTI may be detrimental to an accurate prediction of smoke production.
Intrinsic smoke properties remain useful firstly because they provide a way to quantitatively assess the effect of FR on smoke production. For example, ATH or MDH are not smoke suppressants. Their incorporation decreases the smoke release only because the decomposition rate is reduced. On the contrary, the role of halogenated FR (DBDPO) as a smoke promoter is well evidenced. Phosphorus FR (including when they act mainly or fully in condensed phase as APP) also tends to increase the smoke production but to a much lower extent. The intrinsic smoke properties make it possible to compare various couples (polymer, FR) in order to design new low-smoke materials.
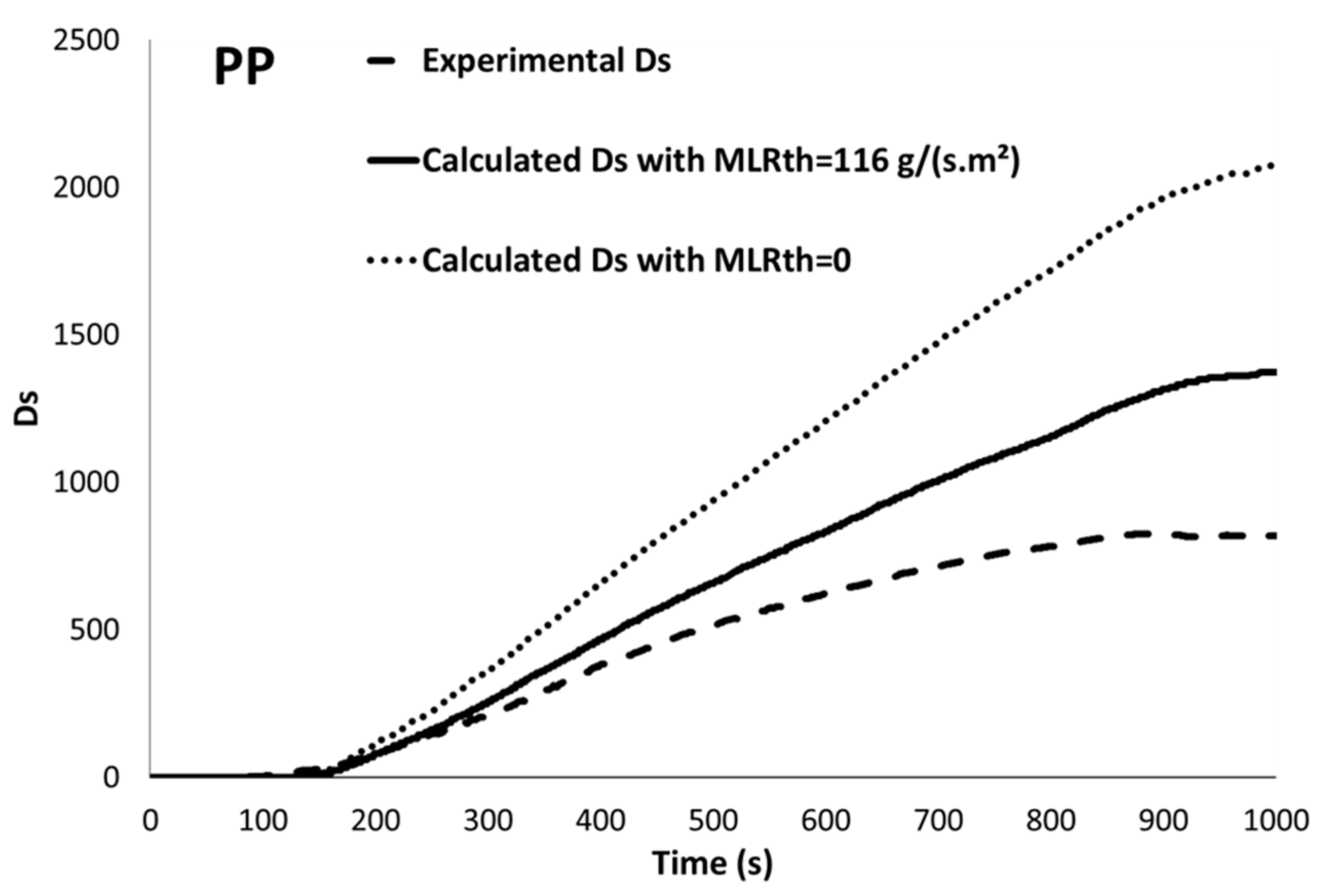
The intrinsic smoke properties also allow calculating the smoke production for an arbitrary fire scenario according to two modes: with or without smoke accumulation. A and B can be easily calculated but HRR
th (and MLR
th) may be more difficult to measure properly. This may explain why the prediction is less satisfactory with EMA and PP (for which HRR
th is high and maybe overestimated—see
Appendix A).
There is no difference in nature between both modes. The correlation between smoke production in the cone calorimeter (without accumulation) and in the smoke density chamber (with accumulation) is simple and reliable. It means that the vitiated atmosphere in the smoke chamber has no effect on smoke production or, more certainly, that the oxygen in the large smoke chamber is not consumed enough to severely impact the smoke production.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}