Analytical Modeling for Mechanical Straightening Process of Case-Hardened Circular Shaft

Abstract
:1. Introduction
2. Theoretical Modeling of Shaft Straightening Process
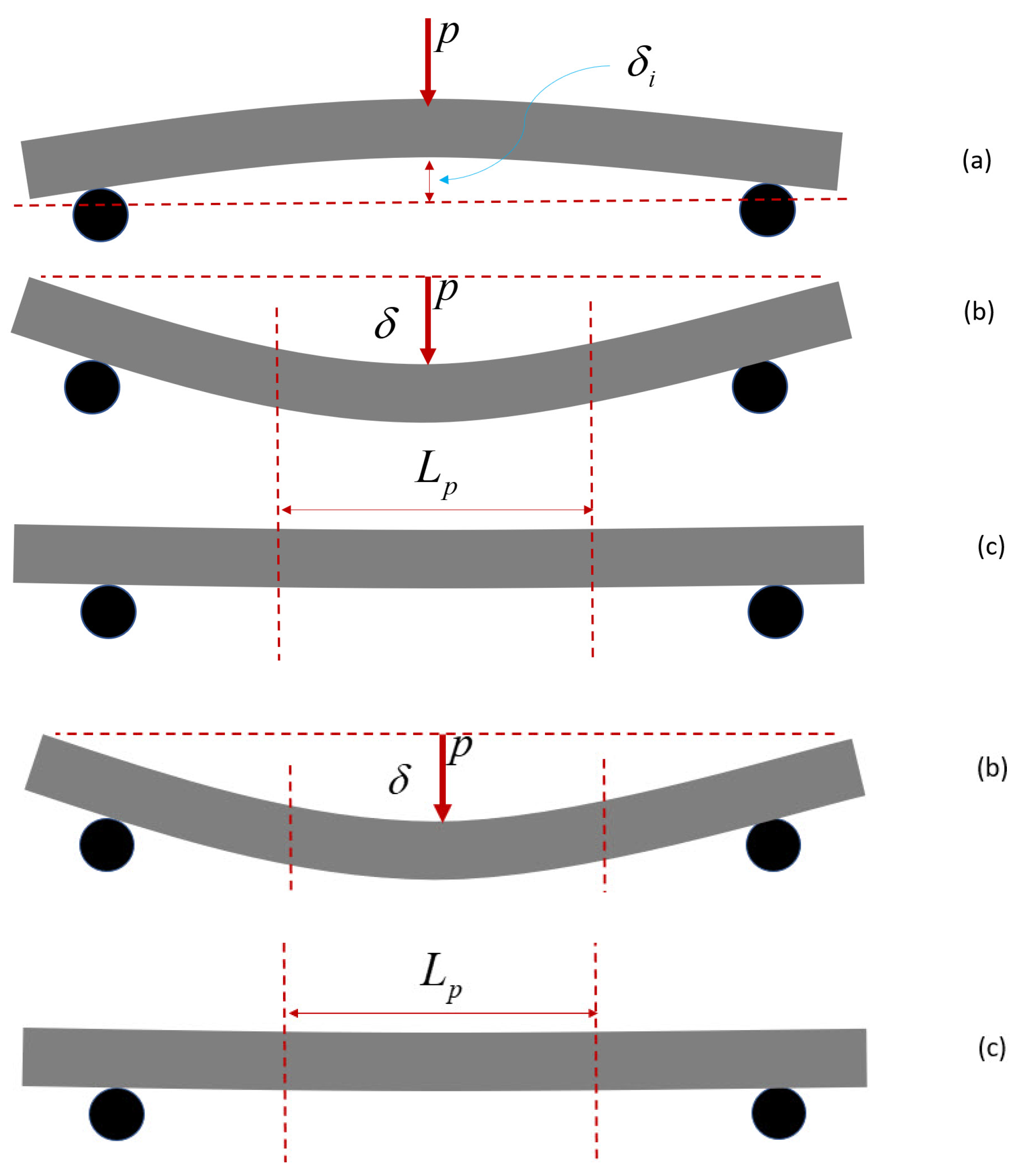
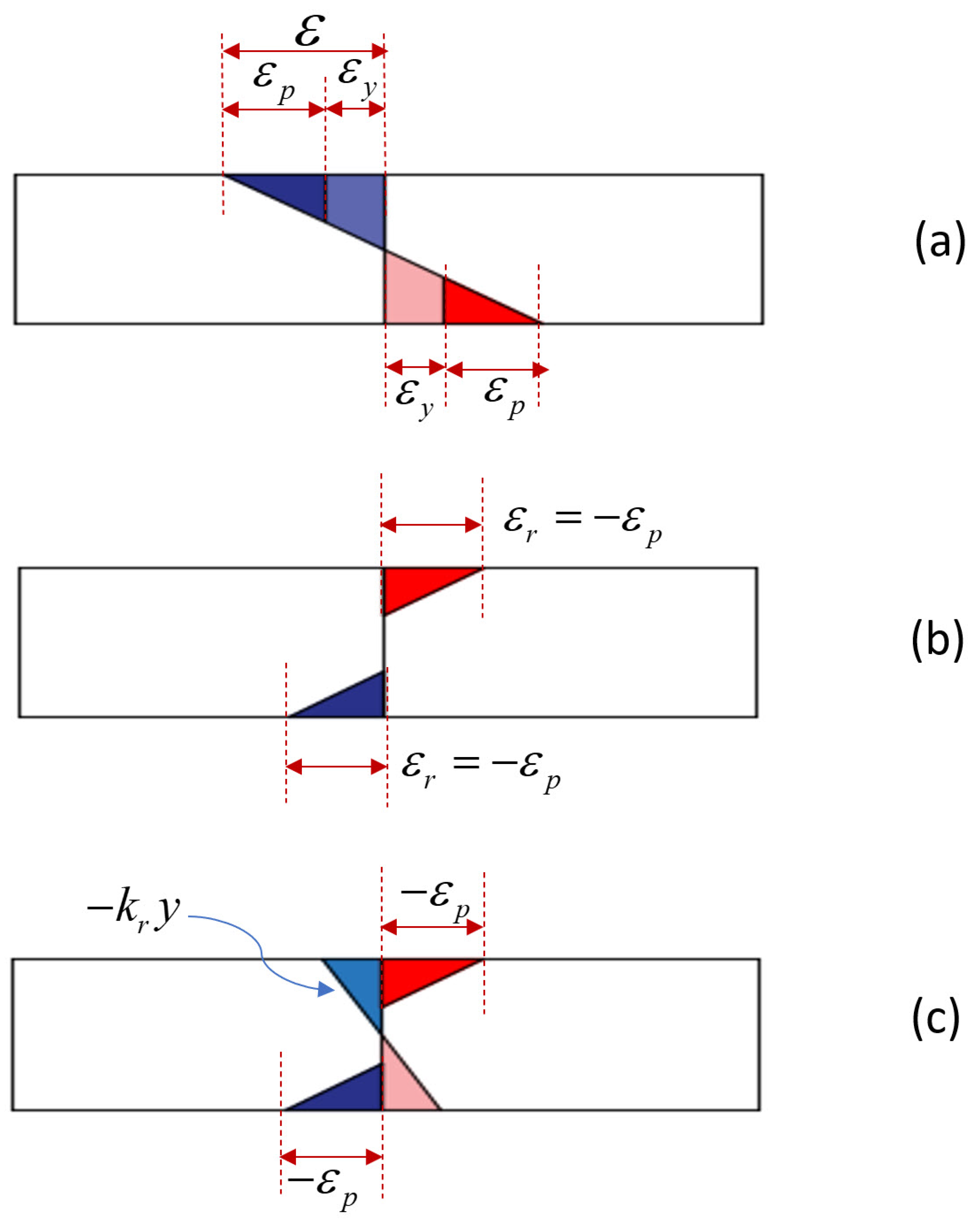
2.1. Decomposition of the Straightening Process
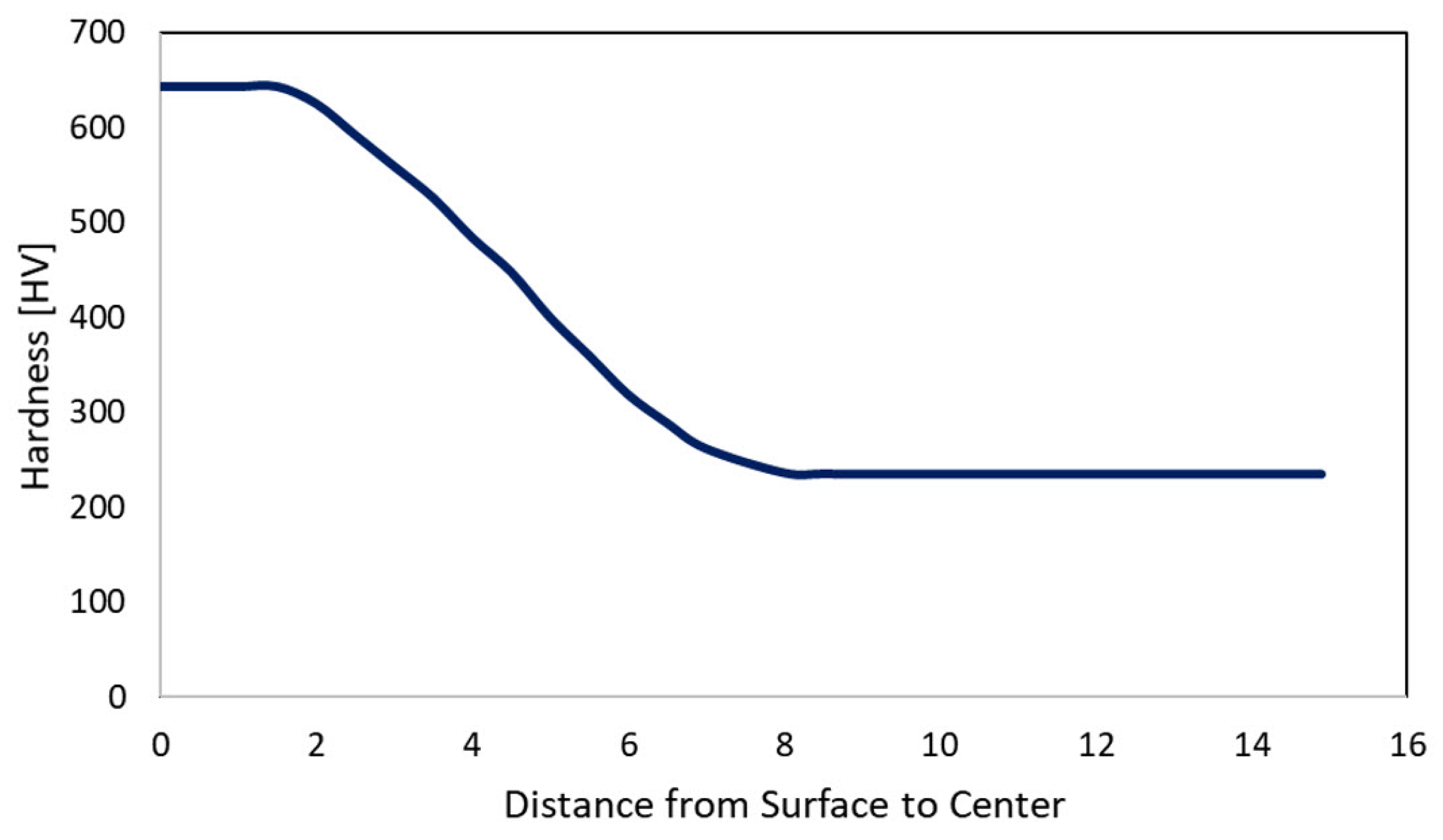
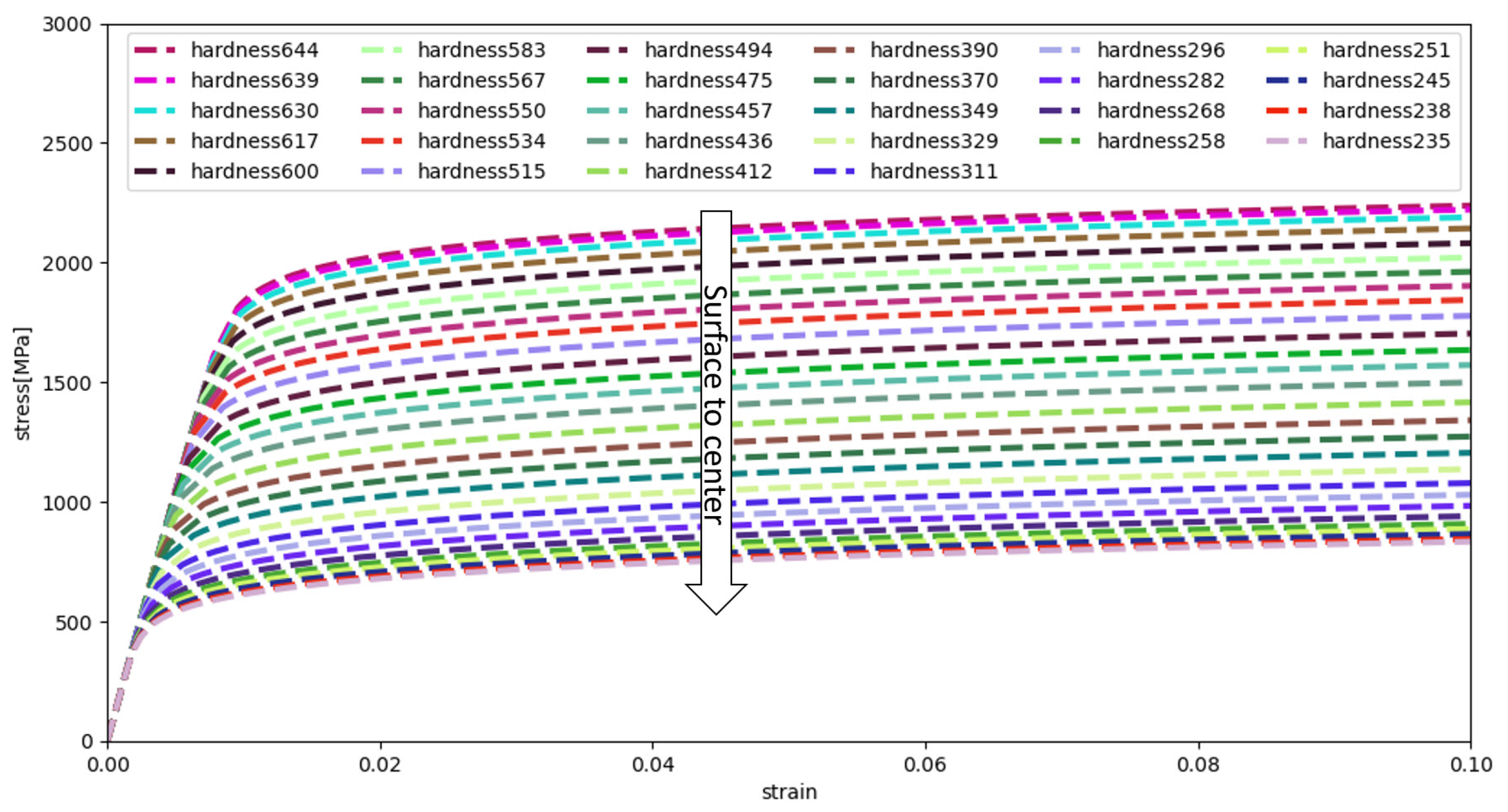
2.2. Hardness-Based Material Model
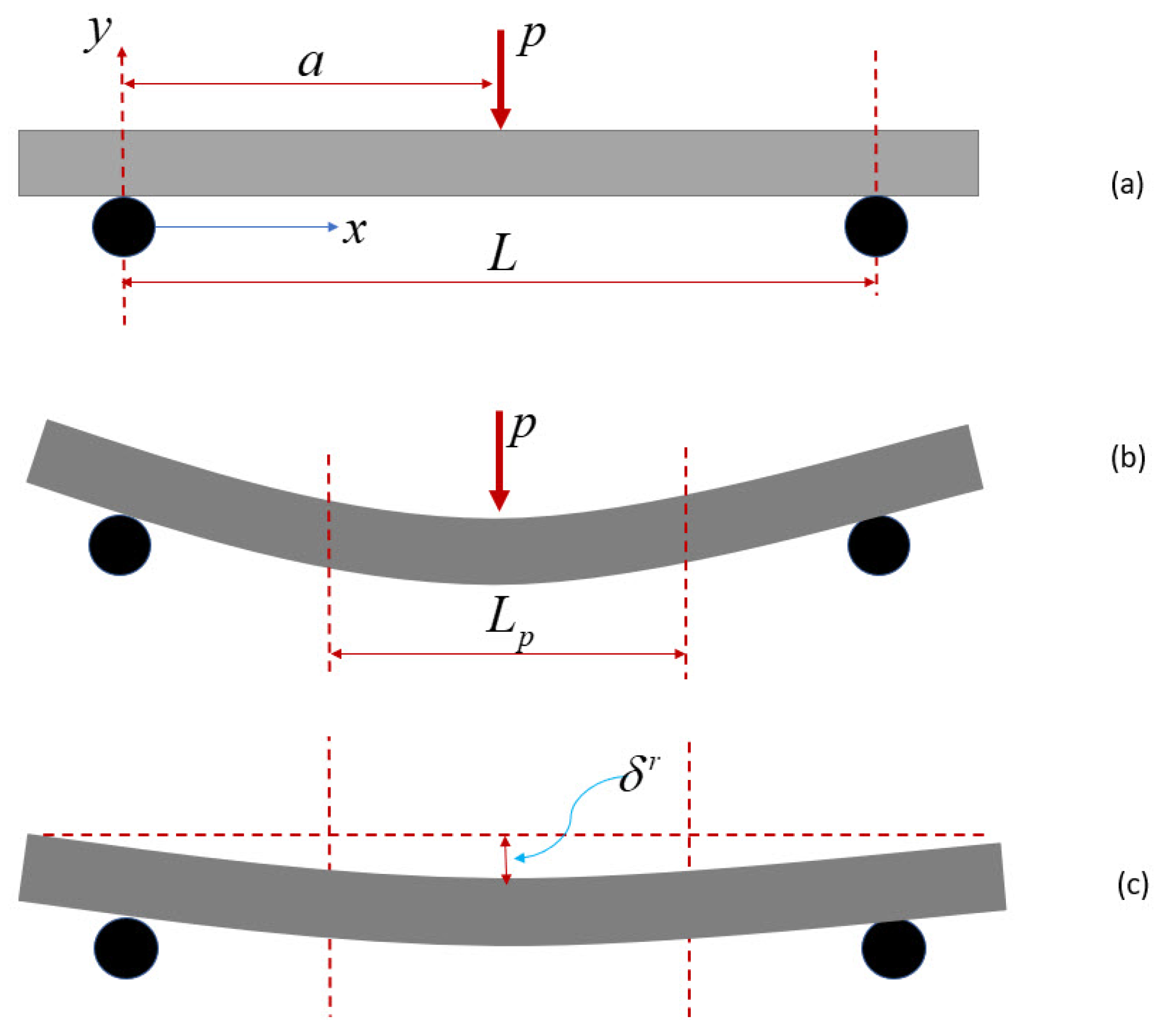
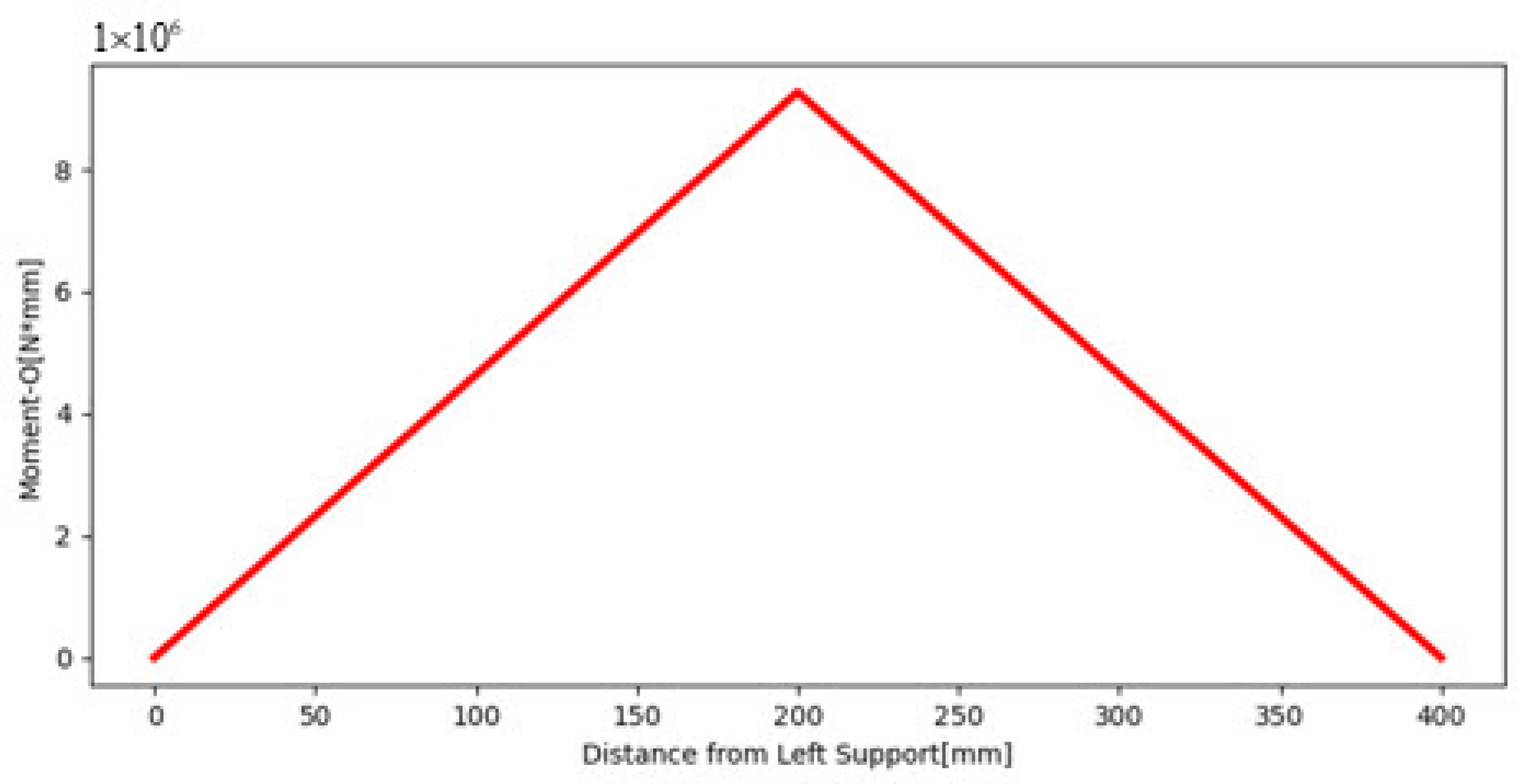
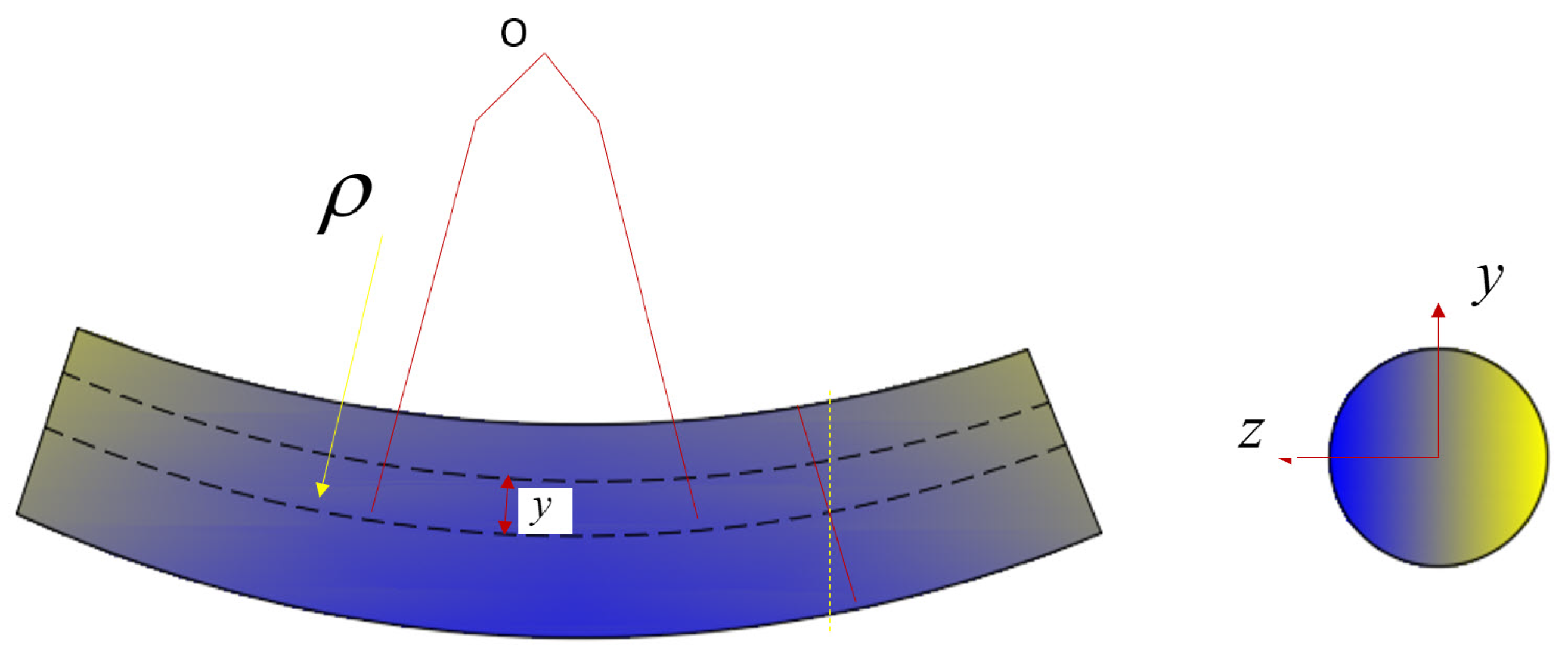
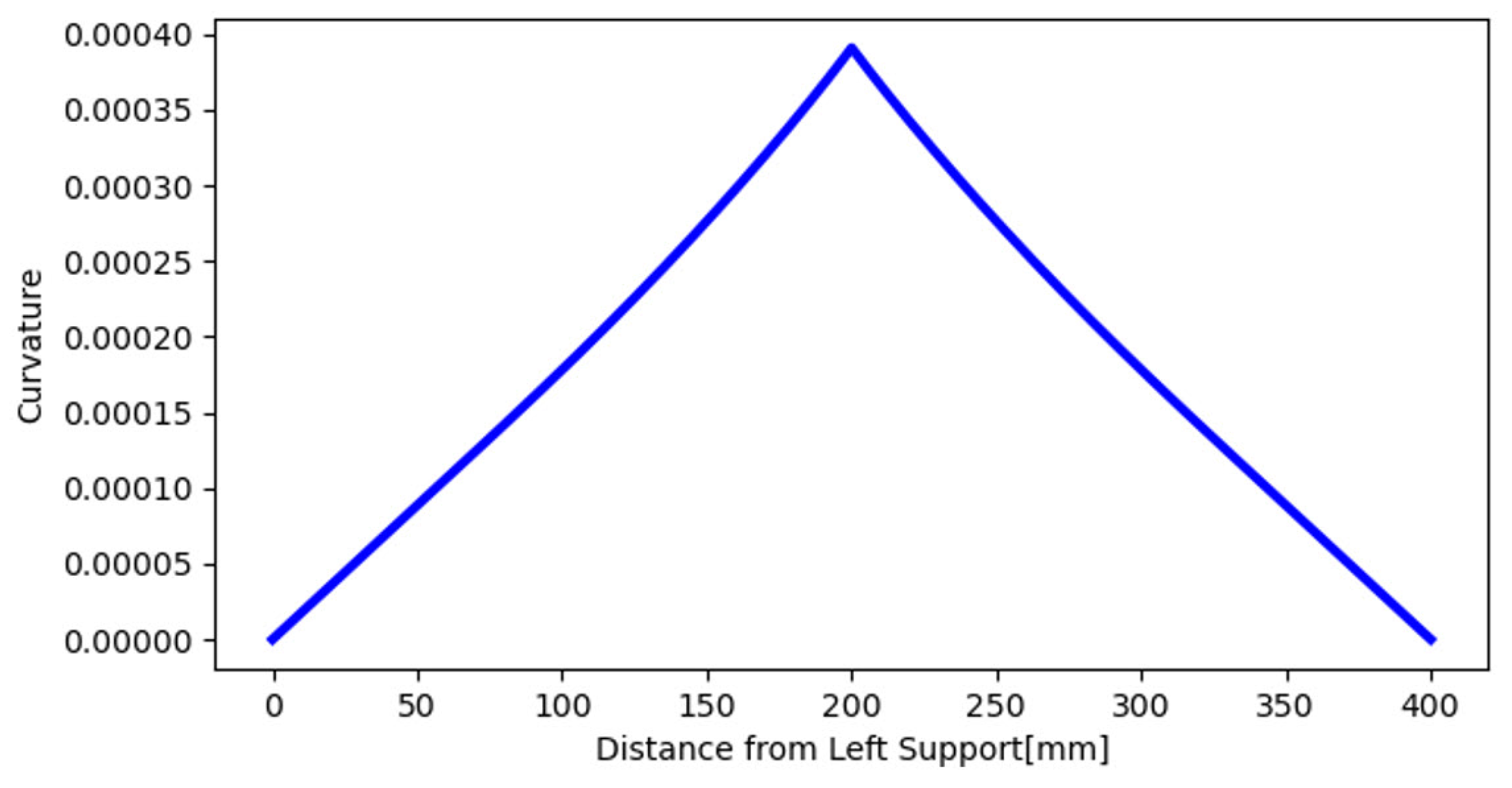
2.3. Shaft Deflection under Elastoplastic Bending
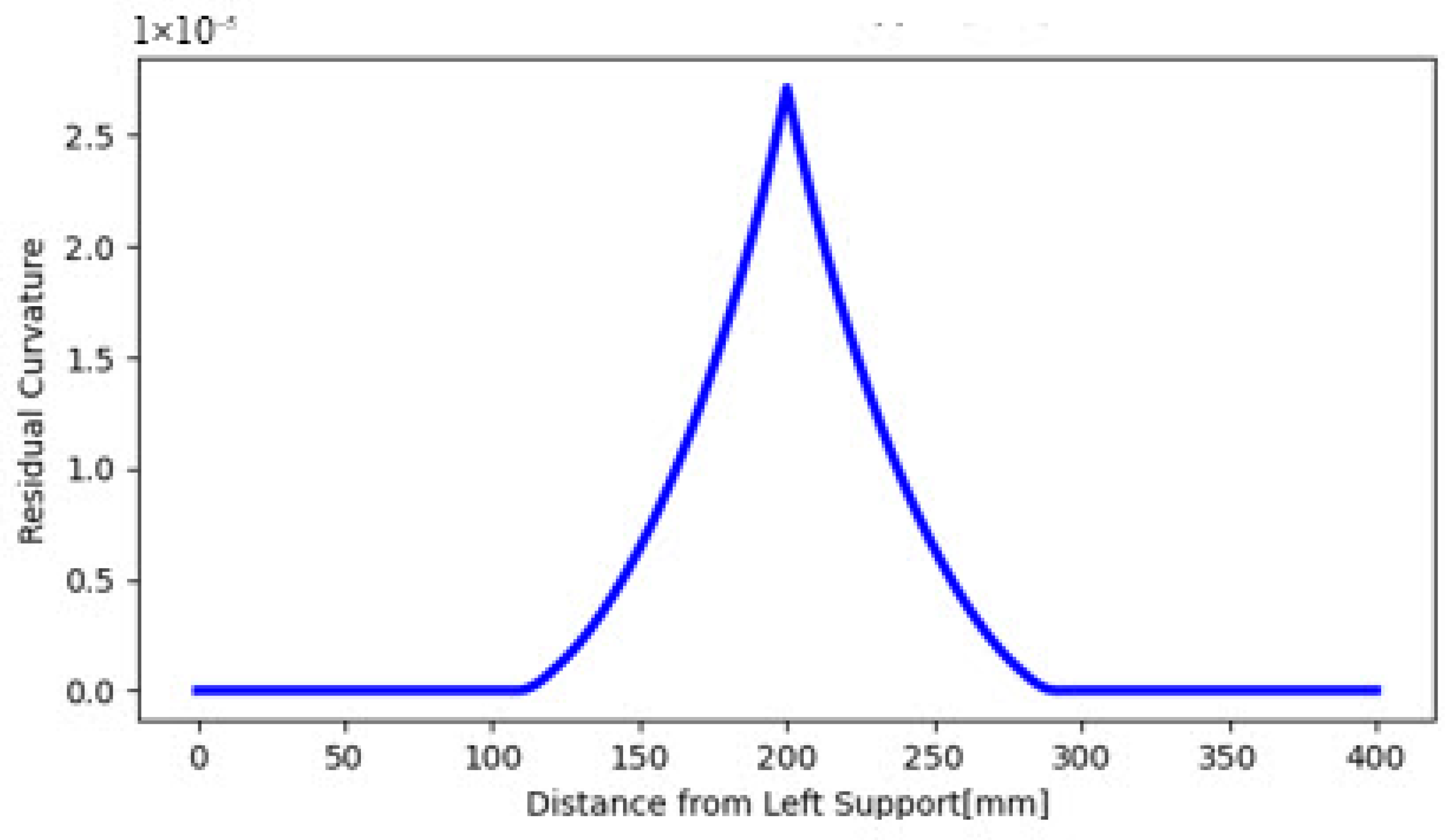
2.4. Strain Evolution and Residual Deflection
3. Numerical Simulation
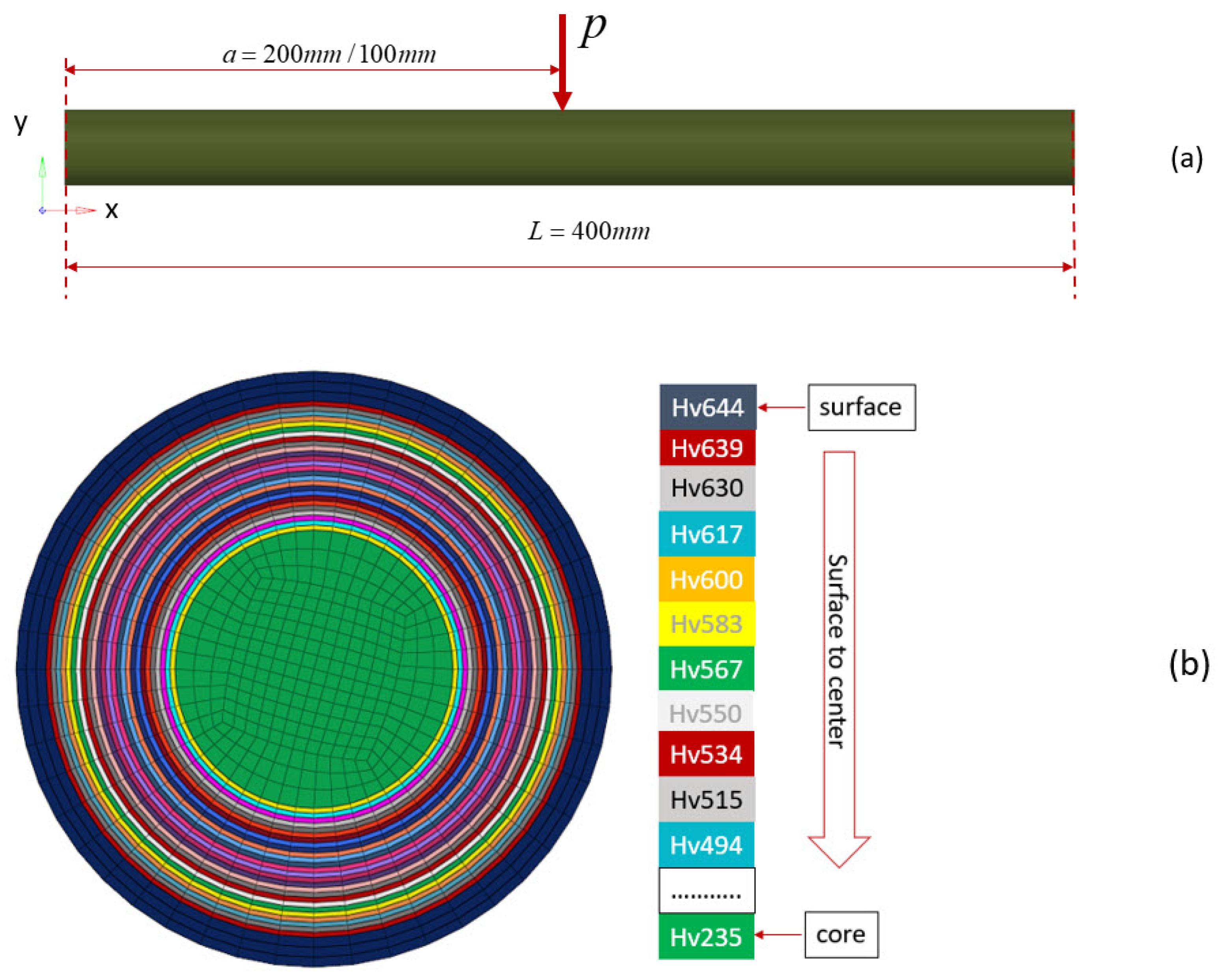
3.1. Finite Element Model
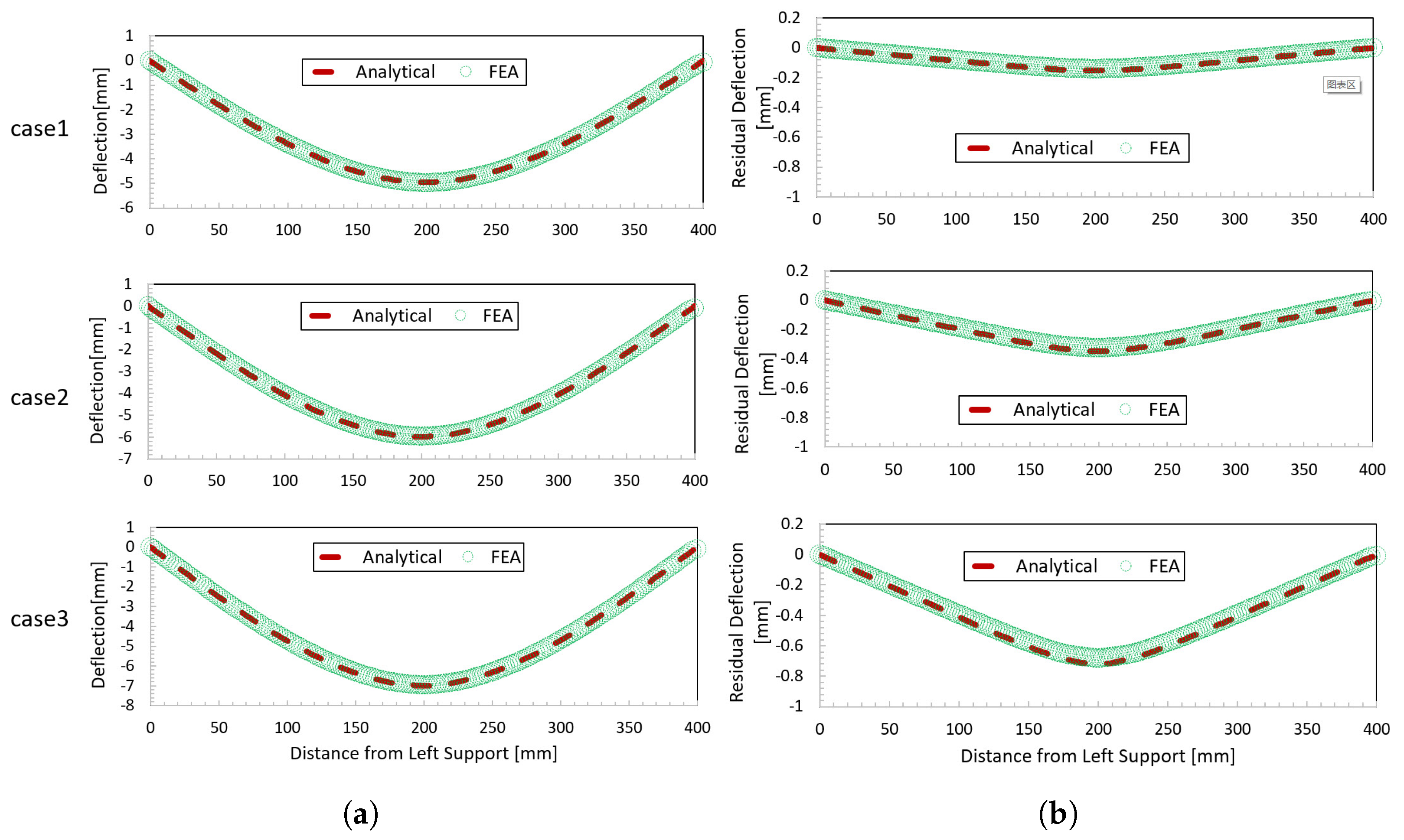
3.2. Straightening Load in the Middle
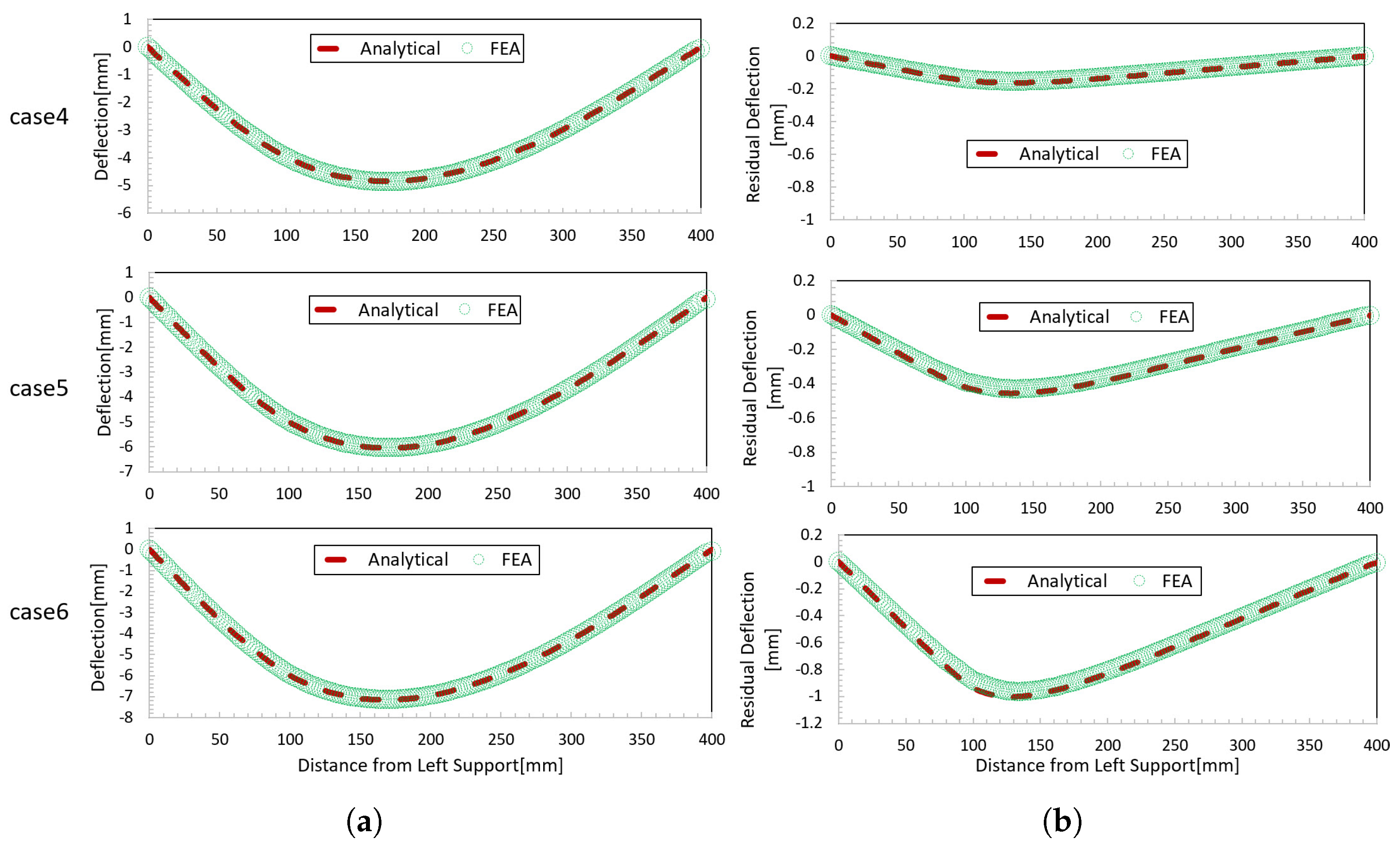
3.3. Straightening Load at the Quarter
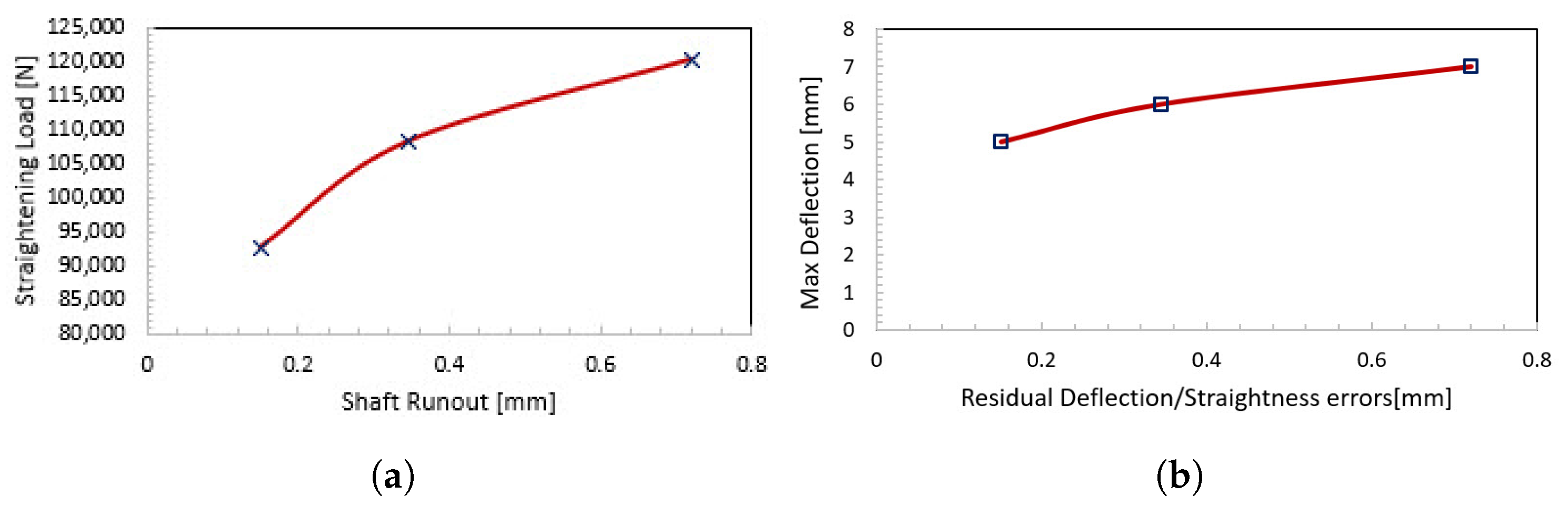
4. Practical Application
5. Concluding Remarks
- The analytical straightening model developed in this study can predict stroke displacement and residual deflection effectively. The slight discrepancy between analytical solutions and FEA results might be attributed to the fact that the hardness profile used in the analytical model is continuous and transitions much more smoothly than in the layered finite element model.
- The analytical straightening model can be utilized for any three-point bending setup. As the straightening load is off the middle of the shaft, the maximum residual deflection occurs at a certain distance away from the loading position, which varies with the loading position and load amplitude.
- Once a straightening setup is determined, the relationship between load or stroke displacement and measured straightness error can be established using the theoretical model developed in this study. It will improve the efficiency of straightening and avoid over-straightening in practice.
Funding
Data Availability Statement
Conflicts of Interest
References
- Nasruddin, M.; Artady, H. Case study of straightening methods for bent shaft 1.25 mm on hip turbine rotor pacitan steam power plant# 1. In Proceedings of the 2019 International Conference on Technologies and Policies in Electric Power & Energy, Yogyakarta, Indonesia, 21–22 October 2019; pp. 1–5. [Google Scholar]
- Li, J.; Xiong, G.L.; Zhou, H.J. Process modeling and stroke calculation for shaft straightening. J. Heave Mach. 2004, 6, 41–44. [Google Scholar]
- Li, J.; Zou, H.; Xiong, G.L. Establishment and application of load-deflection model of press straightening. In Key Engineering Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2004; Volume 274, pp. 475–480. [Google Scholar]
- Lu, H.; Ling, H.; Leopold, J.; Zhang, X.; Guo, C. Improvement on straightness of metal bar based on straightening stroke-deflection model. Sci. China Ser. Technol. Sci. 2009, 52, 1866–1873. [Google Scholar] [CrossRef]
- Lu, H.; Zang, Y.; Zhang, X.; Zhang, Y.; Li, L. A general stroke-based model for the straightening process of d-type shaft. Processes 2020, 8, 528. [Google Scholar] [CrossRef]
- Pei, Y.C.; Wang, J.W.; Tan, Q.C.; Yuan, D.Z.; Zhang, F. An investigation on the bending straightening process of d-type cross section shaft. Int. J. Mech. Sci. 2017, 131, 1082–1091. [Google Scholar] [CrossRef]
- Natarajan, A.; Peddieson, J. Simulation of beam plastic forming with variable bending moments. Int. J. Non-Linear Mech. 2011, 46, 14–22. [Google Scholar] [CrossRef]
- Kim, S.C.; Chung, S.C. Synthesis of the multi-step straightness control system for shaft straightening processes. Mechatronics 2002, 12, 139–156. [Google Scholar] [CrossRef]
- Shamsaei, N.; Fatemi, A. Deformation and fatigue behaviors of case-hardened steels in torsion: Experiments and predictions. Int. J. Fatigue 2009, 31, 1386–1396. [Google Scholar] [CrossRef]
- McClaflin, D.; Fatemi, A. Torsional deformation and fatigue of hardened steel including mean stress and stress gradient effects. Int. J. Fatigue 2004, 26, 773–784. [Google Scholar] [CrossRef]
- Barsoum, I.; Khan, F.; Barsoum, Z. Analysis of the torsional strength of hardened splined shafts. Mater. Des. 2014, 54, 130–136. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| a [mm] | L [mm] | P [N] | |
|---|---|---|---|
| Case 1 | 200 | 400 | 92,680 |
| Case 2 | 200 | 400 | 108,200 |
| Case 3 | 200 | 400 | 120,360 |
| Case 4 | 100 | 400 | 129,910 |
| Case 5 | 100 | 400 | 154,990 |
| Case 6 | 100 | 400 | 171,790 |
| Analytical Solution [mm] | FEA Results [mm] | |||
|---|---|---|---|---|
| Stroke Displacement | Residual Deflection | Stroke Displacement | Residual Deflection | |
| Case 1 | −4.95 | −0.151 | −4.97 | −0.14 |
| Case 2 | −5.97 | −0.345 | −5.97 | −0.325 |
| Case 3 | −6.98 | −0.72 | −6.96 | −0.681 |
| Analytical Solution [mm] | FEA Results [mm] | |||
|---|---|---|---|---|
| Stroke Displacement | Residual Deflection | Stroke Displacement | Residual Deflection | |
| Case 4 | −3.93 | −0.162 | −3.92 | −0.154 |
| Case 5 | −4.95 | −0.456 | −4.9 | −0.431 |
| Case 6 | −5.95 | −1 | −5.89 | −0.964 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, S. Analytical Modeling for Mechanical Straightening Process of Case-Hardened Circular Shaft. Appl. Mech. 2023, 4, 715-728. https://doi.org/10.3390/applmech4020036
Xing S. Analytical Modeling for Mechanical Straightening Process of Case-Hardened Circular Shaft. Applied Mechanics. 2023; 4(2):715-728. https://doi.org/10.3390/applmech4020036
Chicago/Turabian StyleXing, Shizhu. 2023. "Analytical Modeling for Mechanical Straightening Process of Case-Hardened Circular Shaft" Applied Mechanics 4, no. 2: 715-728. https://doi.org/10.3390/applmech4020036
APA StyleXing, S. (2023). Analytical Modeling for Mechanical Straightening Process of Case-Hardened Circular Shaft. Applied Mechanics, 4(2), 715-728. https://doi.org/10.3390/applmech4020036