


Natural Gas Pyrolysis in a Liquid Metal Bubble Column Reaction System—Part I: Experimental Setup and Methods

 , ,
, , 
Abstract
:1. Introduction
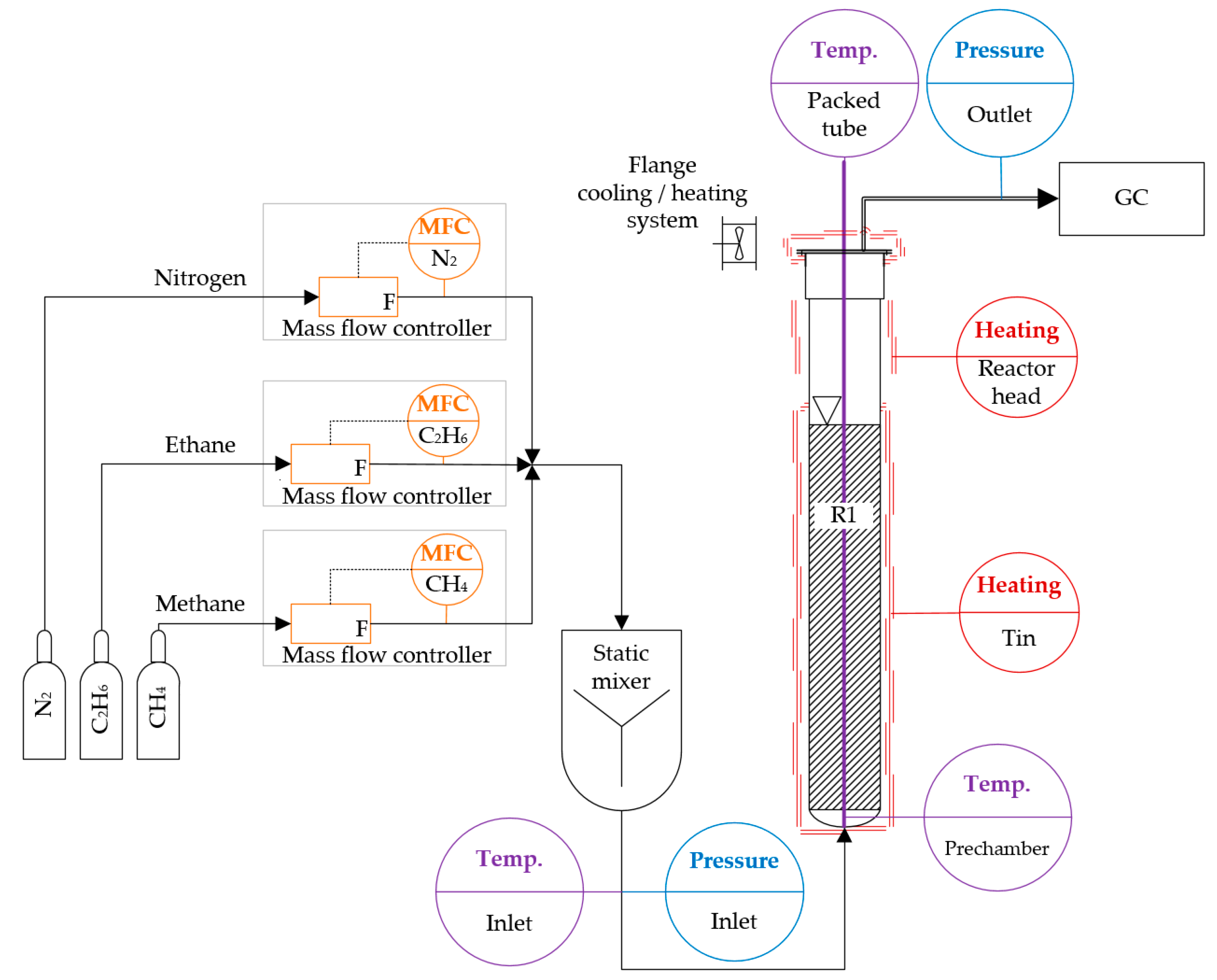
2. Experimental Setup
2.1. Gas Supply
2.2. Reactor
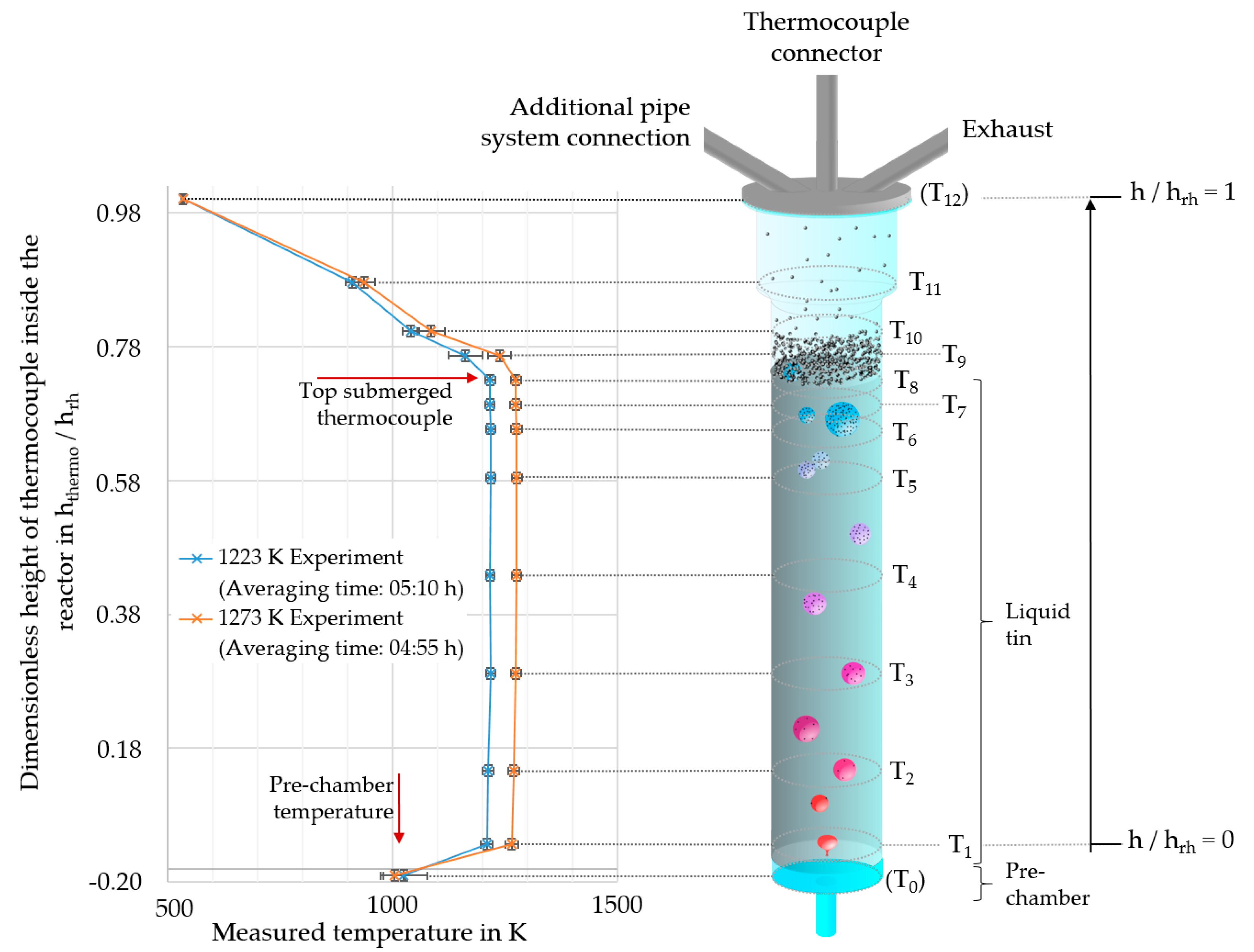
2.3. Temperature Evaluation
2.4. Pressure Evaluation
2.5. Gas Composition Evaluation
2.5.1. System of Equations for PM Pyrolysis
- = hydrogen yield with regard to methane
- = ethane yield with regard to methane
- = ethene yield with regard to methane
- = mole fraction of component
2.5.2. System of Equations for MEM and nGH Pyrolysis
- = mole fraction of component () in the feed gas flow
- = overall conversion rate of ethane
- = hydrogen yield with regard to methane
- = ethene yield with regard to methane
- = molar fraction of component
- Accuracy of the calibration gases (manufacturer’s specification, VDI 3490-2);
- Maximum standard uncertainty of multiple determination of each calibrated gas (four-fold determinations for each calibration point);
- Standard uncertainty of each multiple determination of the product-gas during the experiments.
2.6. Conducted Experiments
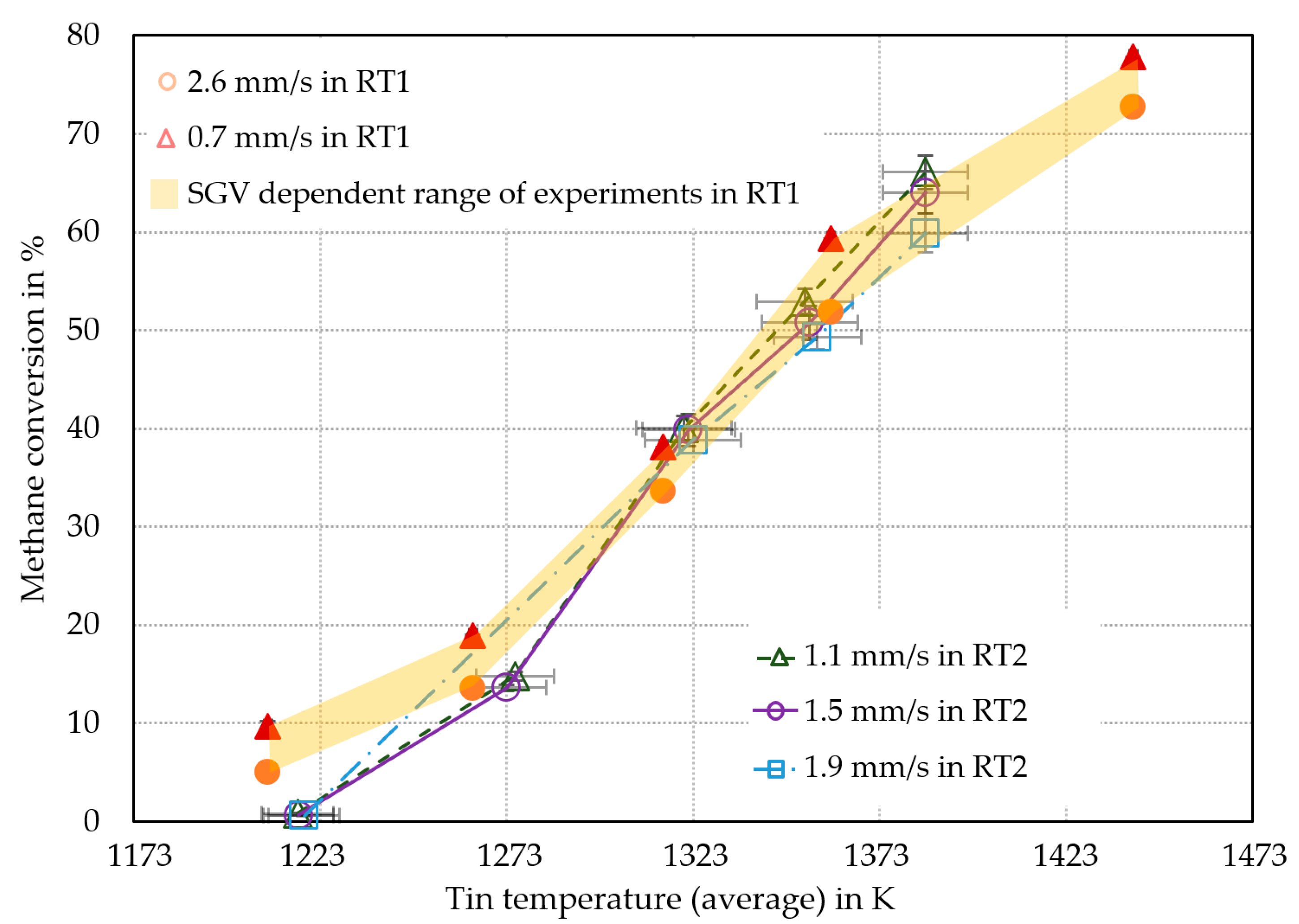
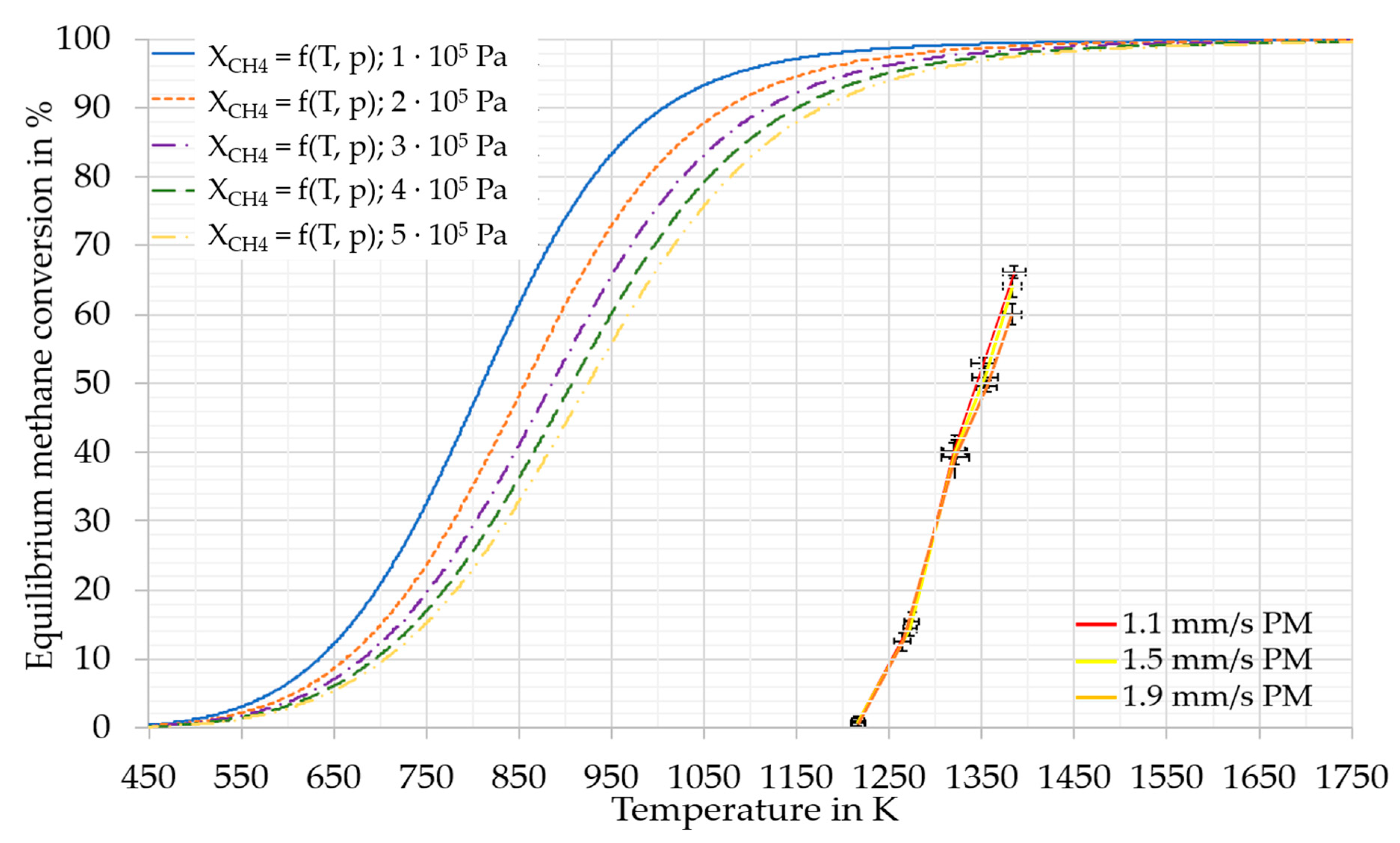
3. Experimental Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| RT1/2/3 | Reactor type 1/2/3 |
| PM | Pure methane |
| MEM | Methane-ethane mixture |
| nGH | High calorific natural gas |
| SGV | Superficial gas velocity |
| GC | Gas chromatograph |
| MFC | Mass flow controller |
| TCD | Thermal conductivity detector |
| hthermo | Height of thermocouple |
| hrh | Reactor height |
| hSn | Tin filling height |
| hpch | Prechamber height |
References
- Lambert, M. EU Hydrogen Strategy: A Case for Urgent Action towards Implementation; Oxford Institute for Energy Studies: Oxford, UK, 2020. [Google Scholar]
- Da Silva Veras, T.; Mozer, T.S.; Da Silva César, A. Hydrogen: Trends, production and characterization of the main process worldwide. Int. J. Hydrog. Energy 2017, 42, 2018–2033. [Google Scholar] [CrossRef]
- Ramachandran, R.; Menon, R.K. An overview of industrial uses of hydrogen. Int. J. Hydrog. Energy 1998, 23, 593–598. [Google Scholar] [CrossRef]
- De Mattos, M.; Souza, V.M. Processos Inorgânicos; SYNERGIA: Roßdorf, Germany, 2012; ISBN 10: 856132581X. [Google Scholar]
- Wasserstoff-Farbenlehre. 2020. Available online: https://usercontent.one/wp/www.ikem.de/wp-content/uploads/2021/03/IKEM_Kurzstudie_Wasserstoff_Farbenlehre.pdf?media=1667839188 (accessed on 19 December 2022).
- Muradov, N. Hydrogen via methane decomposition: An application for decarbonization of fossil fuels. Int. J. Hydrog. Energy 2001, 26, 1165–1175. [Google Scholar] [CrossRef]
- Lemus, R.G.; Duart, J.M. Updated hydrogen production costs and parities for conventional and renewable technologies. Int. J. Hydrog. Energy 2010, 35, 3929–3936. [Google Scholar] [CrossRef]
- Geißler, T.; Abánades, A.; Heinzel, A.; Mehravaran, K.; Müller, G.; Rathnam, R.; Rubbia, C.; Salmieri, D.; Stoppel, L.; Stückrad, S.; et al. Hydrogen production via methane pyrolysis in a liquid metal bubble column reactor with a packed bed. Chem. Eng. J. 2016, 299, 192–200. [Google Scholar] [CrossRef]
- Muradov, N.; Smith, F.; Huang, C.; Ali, T. Autothermal catalytic pyrolysis of methane as a new route to hydrogen production with reduced CO2 emissions. Catal. Today 2006, 116, 281–288. [Google Scholar] [CrossRef]
- Guéret, C.; Daroux, M.; Billaud, F. Methane pyrolysis: Thermodynamics. Chem. Eng. Sci. 1997, 52, 815–827. [Google Scholar] [CrossRef]
- Geißler, T.; Plevan, M.; Abánades, A.; Heinzel, A.; Mehravaran, K.; Rathnam, R.; Rubbia, C.; Salmieri, D.; Stoppel, L.; Stückrad, S.; et al. Experimental investigation and thermo-chemical modeling of methane pyrolysis in a liquid metal bubble column reactor with a packed bed. Int. J. Hydrogen Energy 2015, 40, 14134–14146. [Google Scholar] [CrossRef]
- Abánades, A.; Rathnam, R.K.; Geißler, T.; Heinzel, A.; Mehravaran, K.; Müller, G.; Plevan, M.; Rubbia, C.; Salmieri, D.; Stoppel, L.; et al. Development of methane decarbonisation based on liquid metal technology for CO2-free production of hydrogen. Int. J. Hydrog. Energy 2016, 41, 8159–8167. [Google Scholar] [CrossRef]
- Abánades, A.; Ruiz, E.; Ferruelo, E.M.; Hernández, F.; Cabanillas, A.; Martínez-Val, J.M.; Rubio, J.A.; López, C.; Gavela, R.; Barrera, G.; et al. Experimental analysis of direct thermal methane cracking. Int. J. Hydrog. Energy 2011, 36, 12877–12886. [Google Scholar] [CrossRef]
- Steinberg, M. Fossil fuel decarbonization technology for mitigating global warming. Int. J. Hydrog. Energy 1999, 24, 771–777. [Google Scholar] [CrossRef]
- Serban, M.; Lewis, M.A.; Marshall, C.L.; Doctor, R.D. Hydrogen Production by Direct Contact Pyrolysis of Natural Gas. Energy Fuels 2003, 17, 705–713. [Google Scholar] [CrossRef]
- Geißler, T.G. Methanpyrolyse in einem Flüssigmetall-Blasensäulenreaktor; Verlag Dr. Hut: Karlsruhe, Germany, 2017. [Google Scholar]
- Plevan, M. Entwicklung eines Verfahrens zur Thermischen Zerlegung von Methan zu Wasserstoff und Kohlenstoff unter Nutzung Flüssiger Metalle als Wärmeübertragungsmedium. Ph.D. Dissertation, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 2017. [Google Scholar]
- Von Wald, G.A.; Masnadi, M.S.; Upham, D.C.; Brandt, A.R. Optimization-based technoeconomic analysis of molten-media methane pyrolysis for reducing industrial sector CO2 emissions. Sustain. Energy Fuels 2020, 4, 4598–4613. [Google Scholar] [CrossRef]
- Thomas, L.; Gunther, M.; Uwe, S. Inviscid bubble formation on porous plates and sieve plates. Chem. Eng. Sci. 2004, 59, 809–818. [Google Scholar]
- Kulkarni, A.A.; Joshi, J.B. Bubble formation and bubble rise velocity in gas− liquid systems: A review. Ind. Eng. Chem. Res. 2005, 44, 5873–5931. [Google Scholar] [CrossRef]
- Giordanengo, B.; Benazzi, N.; Vinckel, J.; Gasser, J.G.; Roubi, L. Thermal conductivity of liquid metals and metallic alloys. J. Non-Cryst. Solids 1999, 250–252, 377–383. [Google Scholar] [CrossRef]
- Assael, M.J.; Kalyva, A.E.; Antoniadis, K.D.; Michael Banish, R.; Egry, I.; Wu, J.; Kaschnitz, E.; Wakeham, W.A. Reference data for the density and viscosity of liquid copper and liquid tin. J. Phys. Chem. Ref. Data 2010, 39, 33105. [Google Scholar] [CrossRef]
- Nauman, E.B. Residence Time Theory. Ind. Eng. Chem. Res. 2008, 47, 3752–3766. [Google Scholar] [CrossRef]
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J.; et al. SciPy 1.0: Fundamental algorithms for scientific computing in Python. Nat. Methods 2020, 17, 261–272. [Google Scholar] [CrossRef]
- SciPy: Open Source Scientific Tools for Python. 2001. Available online: https://scipy.org/ (accessed on 22 December 2022).
- Clift, R.; Grace, J.R.; Weber, M.E. Bubbles, Drops, and Particles. Dover Publications: Mineola, NY, USA, 2005. [Google Scholar]
- Sano, M.; Mori, K. Bubble formation from single nozzles in liquid metals. Trans. Jpn. Inst. Met. 1976, 17, 344–352. [Google Scholar] [CrossRef]
- Fau, G.; Gascoin, N.; Gillard, P.; Steelant, J. Methane pyrolysis: Literature survey and comparisons of available data for use in numerical simulations. J. Anal. Appl. Pyrolysis 2013, 104, 1–9. [Google Scholar] [CrossRef]
- Atkins, P.W.; De Paula, J. Physikalische Chemie; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Schaber, K.; Stephan, K.; Mayinger, F. Thermodynamik. Grundlagen und Technische Anwendungen: Band 1: Einstoffsysteme; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Moldoveanu, S.C. Pyrolysis of Hydrocarbons. Pyrolysis Org. Mol. Appl. Health Environ. 2019, 2, 35–161. [Google Scholar]
- Grigull, U. Das Prinzip von Le Chatelier und Braun. Int. J. Heat Mass Transf. 1964, 7, 23–31. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering; John Wiley & Sons: Hoboken, NJ, USA, 1998. [Google Scholar]
- Arutyunov, V.S.; I Vedeneev, V. Pyrolysis of methane in the temperature range 1000–1700 K. Russ. Chem. Rev. 1991, 60, 1384–1397. [Google Scholar] [CrossRef]
- Stewart, P.H.; Smith, G.P.; Golden, D.M. The pressure and temperature dependence of methane decomposition. Int. J. Chem. Kinet. 1989, 21, 923–945. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactor Type (RT) | Reactor to Prechamber Ratio hrh/hpch | Single Orifice Diameter in mm | Reactor Volume in L | Publication Part |
|---|---|---|---|---|
| 1 | - | 0.5 ± 0.1 mm | 1.6 | - |
| 2 | 39 | 0.6 ± 0.1 mm | 6 | I and II |
| 3 | - | 0.6 ± 0.1 mm | 6 | II |
| Reactor Type (RT) | Pyrolyzed Gases | SGVs in mm/s | Overall Inlet Pressure Range in 105 Pa (a) | Overall Outlet Pressure Range in 105 Pa (a) |
|---|---|---|---|---|
| 1 | PM | 0.6 1.3 1.9 2.6 | 1.68–2.46 | 1.01–1.34 |
| 2 | PM MEM | 1.1 1.5 1.9 | 1.63–2.95 | 0.95–1.37 |
| 3 | nGH | 1.1 1.5 1.9 | 1.73–2.74 | 0.97–1.54 |
| Component | Calibration Range in mol% | Correlation Coefficient |
|---|---|---|
| Methane (CH4) | 0.1–99.995 | >0.9999 |
| Ethane (C2H6) | 0.1–10 | >0.9996 |
| Ethene (C2H4) | 0.1–10 | >0.9996 |
| Ethyne (C2H2) | 0.1–10 | >0.9998 |
| Nitrogen (N2) | 20–99.9999 | >0.9999 |
| Hydrogen (H2) | 0.1–99.9995 | >0.9995 |
| Reactor Type (RT) | SGVs in mm/s | Temperatures in K | Feed |
|---|---|---|---|
| 1 | 0.6 & 1.3 & 1.9 & 2.6 for all temperatures | 1209 ± 16 1264 ± 15 1315 ± 16 1360 ± 15 1441 ± 4 | PM PM PM PM PM |
| 2 | 1.1 & 1.5 & 1.9 for all temperatures | 1210 to 1220 ± 6 1264 to 1276 ± 13 1316 to 1325 ± 14 1347 to 1356 ± 11 1383 to 1388 ± 10 | PM PM PM PM PM |
| 1.1 & 1.5 & 1.9 1.1 & 1.5 & 1.9 1.5 & 1.9 | 1217 to 1220 ± 8 1264 to 1275 ± 9 1314 to 1328 ± 9 | MEM MEM MEM | |
| 3 | 1.1 & 1.5 & 1.9 for all temperatures | 1222 to 1226 ± 5 1326 to 1332 ± 7 1423 to 1430 ± 8 | nGH nGH nGH |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hofberger, C.M.; Dietrich, B.; Durán Vera, I.; Krumholz, R.; Stoppel, L.; Uhlenbruck, N.; Wetzel, T. Natural Gas Pyrolysis in a Liquid Metal Bubble Column Reaction System—Part I: Experimental Setup and Methods. Hydrogen 2023, 4, 295-306. https://doi.org/10.3390/hydrogen4020021
Hofberger CM, Dietrich B, Durán Vera I, Krumholz R, Stoppel L, Uhlenbruck N, Wetzel T. Natural Gas Pyrolysis in a Liquid Metal Bubble Column Reaction System—Part I: Experimental Setup and Methods. Hydrogen. 2023; 4(2):295-306. https://doi.org/10.3390/hydrogen4020021
Chicago/Turabian StyleHofberger, Christoph Michael, Benjamin Dietrich, Inés Durán Vera, Ralf Krumholz, Leonid Stoppel, Neele Uhlenbruck, and Thomas Wetzel. 2023. "Natural Gas Pyrolysis in a Liquid Metal Bubble Column Reaction System—Part I: Experimental Setup and Methods" Hydrogen 4, no. 2: 295-306. https://doi.org/10.3390/hydrogen4020021
APA StyleHofberger, C. M., Dietrich, B., Durán Vera, I., Krumholz, R., Stoppel, L., Uhlenbruck, N., & Wetzel, T. (2023). Natural Gas Pyrolysis in a Liquid Metal Bubble Column Reaction System—Part I: Experimental Setup and Methods. Hydrogen, 4(2), 295-306. https://doi.org/10.3390/hydrogen4020021