1. Introduction
Decarbonisation of energy intensive industries is key in reaching the European milestone of climate neutrality by 2050. In 2021, extraction and primary processing of metals and minerals accounted for an annual 4.5 Gt of CO
2 eq. [
1]. These emissions are expected to increase significantly as global demand sees a constant rise. In 2022, extraction of metals and minerals accounted for more than 100 billion tonnes annually, compared to 92 billion tonnes in 2017 and 27 billion tonnes in 1970 [
2,
3]. Global demand is expected to reach as high as 190 billion tonnes by 2060. Specifically, global demand for steel and aluminium (Al) is expected to increase by as much as 30% and 75%, respectively, compared to 2017 [
4]. In 2022, global primary Al production reached approximately 68.4 million tonnes [
5]. This rise in production significantly increases the environmental impact of the industry.
The Al industry is one of the most energy intensive and CO
2 emissive industries, accounting for 275 Mt of CO
2 in 2021; 3% of global direct CO
2 emissions [
6]. When indirect emissions from electricity are considered, this figure climbs as high as 1.1 Gt. Primary production is responsible for over 90% of these emissions [
7]. In order to reach the milestone of zero emissions by 2050, a 3% annual reduction is necessary.
Primary Al production typically incorporates the following four stages: alumina production, anode/paste production, Al electrolysis and Al casting. In the alumina production stage, alumina is extracted from bauxite by thermo-chemical digestion [
8]. Afterwards, the produced alumina is fed to a primary Al smelter, where it is reduced to liquid Al and O
2, emitted as CO
2 due to the reaction with the carbon anodes. The anode/paste production process includes the production of prebake anodes and Søderberg paste, required for the Al electrolysis. The liquid Al is then casted into ingots as the final product. Yet, only 30% of Al production emissions are direct, including (1) the consumption of carbon anodes; and (2) the generation of thermal energy to produce industrial heat and steam. In the scope of this study, decarbonisation technologies to address direct emissions related to the thermal energy production, will be investigated.
Carbon Capture Utilisation and Storage (CCUS) is a technologically mature solution, seeing various applications in recent years. Carbon Capture and Storage (CCS) is when a relatively pure stream of CO
2 from industrial processes is separated, treated and transported to a long-term storage location. Post-combustion capture operates at low pressures and is suitable for flue-gases of low CO
2 concentrations showing high efficiencies from laboratory to commercial scale. In these systems, the off-gas is introduced to the bottom of an absorption column, where it makes contact with a liquid solvent flowing downwards, capturing the CO
2, thus leaving treated gas of low CO
2 content to exit from the top. Afterwards, the liquid stream containing the captured CO
2 is fed to a desorption column, where CO
2 is extracted, while the regenerated solvent is recycled back to the absorption column to repeat the process. Of the different solvents, aqueous amines, such as monoethanolamine (MEA) are commonly used, achieving efficiencies as high as 95% and CO
2 purities higher than 99% [
9]. The captured CO
2 is stored at geological storage facilities by injecting CO
2 into rock formations deep underground, commonly in depleted oil and gas reservoirs or saline formations [
10]. The rock layer itself is covered by an impermeable layer to prevent leakages. Geological storage is a very efficient solution due to its high storage capacities. Specifically, global geological storage capacity is estimated to be between 8000–55,000 Gt, which is more than enough to achieve IEA’s “Sustainable Development Scenario” of 220 Gt stored between 2020 and 2070 [
11].
Carbon Capture and Utilisation (CCU) technologies allow for the utilisation of such CO
2 feedstocks to produce valuable products, such as urea, methanol (MeOH), formaldehyde, formic acid, carbamates, polymer-building blocks and fine chemicals. Chemical conversion with CO
2 hydrogenation for MeOH production has specifically seen increased interest over the years. In this process, CO
2 reacts with hydrogen (H
2) in catalytic reactors, commonly utilising Cu/ZnO/Al
2O
3 catalysts. The reaction typically takes place at temperatures of 210–270 °C, high pressures of 50–100 bar and a H
2:CO
2 molar ratio of 3:1 [
6]. These technologies significantly reduce the CO
2 emissions of plants, especially when green H
2, produced by Renewable Energy Sources (RES), is used, with studies showing that production from green H
2 can achieve efficiencies as high as 50% [
12]. MeOH finds application in various sectors, from fuel for the automotive and marine sector, to feedstock for plastics manufacturing, to pharmaceutical applications. In 2021, global MeOH demand reached more than 164 million tonnes and sees a continuous rise [
13]. In that year, MeOH-based fuel production accounted for 31% of global MeOH consumption [
14]. The rising popularity of renewable MeOH as a fuel is the result of its significant environmental benefits, showing reduction capabilities of 95% for CO
2, 80% for NO
x and almost 100% for SO
x and particulate matter.
Regenerative carbon technology solutions, such as CCUS, to capture CO
2 from flue gases have been commercially available for decades, showing a technology readiness level (TRL) of about 8 (System complete and qualified) to 9 (System proven in operational environment). Yet, absorption-based capture systems that could be applied to primary Al production during the smelting process to capture CO
2 from carbon anode consumption only reach TRL 3 (Experimental proof of concept) to 4 (Technology validated in lab) [
15]. In terms of transporting CO
2 via pipeline, ship, rail and truck, the technology is mature (TRL 9) but still not showing even limited application to meet future global needs. For storage, the technology used is essentially the same process as is already used in the oil and gas sector, with Enhanced Oil Recovery and saline storage being widely used across the industry (TRL 9), with storage in depleted reservoirs being piloted (TRL 5–8) [
16]. Therefore, CCUS is more viable at sites close to geological storage reservoirs or other industrial sites where transportation and storage infrastructure can be utilised; however, it brings its own technical and economic challenges. The cost of carbon capture depends on the concentration of CO
2 at the flue gases and the technology used, starting from
$15/tonne CO
2 for high-concentration streams to over
$100/tonne for lower-concentration sources such as the flue gas from aluminium smelters [
15]. Nevertheless, most CCUS applications are currently designed to capture 85–90% of point source emissions to optimise the cost per tonne of CO
2 captured. Higher capture rates are technically feasible but may result in additional operating costs. For this purpose, a use case is currently being investigated by the Alvance, Trimet, LRF (Rio Tinto’s research centre) and the Fives Groups to evaluate the most economical way to capture carbon in aluminium smelters. The project is focused on amine-based capture technology to determine the feasibility of capturing flue gases directly versus the need to concentrate the CO
2 for better capture. Alvance is framing a pilot to launch by 2024 in the hope of capturing up to 70% of emissions from the smelting process [
17].
Alternative fuels of low or zero CO2 emissions are a viable solution for replacing fossil fuels used in primary Al production. H2 has seen considerable rise in popularity in recent years, with most net-zero scenarios foreseeing fast growth to address hard-to-abate emissions of industries. H2 combustion accounts for zero CO2 emissions. When combusted with pure oxygen (O2), it also accounts for zero NOx formation and near-zero emissions overall. The majority of emissions related to H2 are production-related emissions. H2 produced by splitting natural gas (NG) emits CO2 as a by-product, while H2 produced by water electrolysis accounts for significant electricity demands. Green H2 accounts for near-zero emissions in production and use. In this direction, various industries are experimenting with gradually substituting NG with green H2, heading towards the final goal of a full-scale green H2 transition. While these efforts are mostly in the energy industry, recent developments have seen the utilisation of green H2 in the cement industry, in furnaces similar to those used in Al refineries. Even if a full-scale green H2 transition is not currently economically justified, operators could work with energy providers to reduce the amount of NG required per tonne of Al.
Despite this, green H
2 is still limited at a commercial scale and represents just 1% of all H
2 production annually; electrolysers are considered a mature, established technology with a high TRL 8–9. On the other hand, the use for high-temperature processes for industrial use, such as in alumina refining, is at this time theoretically possible, but little H
2 is actually used for this purpose today (TRL 2–3) [
18]. Additionally, the costs of grey, blue and green H
2 are considered the greatest barrier to scalability. Grey H
2 costs around
$1.50/kg H
2, blue H
2 costs around
$2/kg H
2 and green H
2 costs around
$3–
$5/kg H
2. In view of this, the integration of H
2 as a fuel in the Al industry will require extensive research and efforts to ensure the quality of the end-products. For this purpose, two use cases are indicatively presented at Rio Tinto and Norsk Hydro. Rio Tinto has partnered with the Australian Renewable Energy Agency (ARENA) to evaluate the technical feasibility of H
2 to replace NG during calcination at the Yarwun alumina refinery in Queensland. Further, Norsk Hydro aims to investigate the potential to operate H
2 as an alternative to NG for its own operations, while exploring an additional revenue stream as H
2 plays an increasing role in the green economy. This transition is estimated to reduce Hydro’s CO
2 emissions by as much as 30% by 2030 [
17].
The scope of this study is to examine the environmental impact of four emission reduction approaches in the primary Al industries, from technologically mature solutions of post-combustion treatment, to novel solutions of great environmental benefit. This work aims to comprehensively analyse the environmental footprint of primary Al production as well as examine other impact categories, considering emissions to air, as well as freshwater and terrestrial ecotoxicity, which are commonly overlooked. Specifically, cradle-to-gate models for four scenarios were examined, utilising: (1) baseline, (2) CCS, (3) CCU for MeOH production and (4) green H2. A partial Life Cycle Impact Assessment (LCIA) was performed, with the following midpoint environmental impact categories reported: Global Warming Potential (GWP), Acidification Potential (AP), Eutrophication Potential (EP), Photochemical Ozone Formation (POF), Freshwater Aquatic Ecotoxicity Potential (FAETP) and Terrestrial Ecotoxicity Potential (TETP). This study’s results will provide robust data for the benefits of incorporating the different emission reduction solutions, as well as establish LCA as an efficient tool for sustainable development and for decision making in the industrial sector.
2. Materials and Methods
2.1. LCA Methodology
For the assessment and comparison of the environmental impact of primary Al production incorporating different CO
2 emissions’ reduction approaches, an LCA was performed, using the standardized procedures described by ISO 14040:2006 [
19] and 14044:2006/A1:2018 [
20] and the International Life Cycle Data (ILCD) Handbook [
21]. The LCA framework consists of (1) the goal and scope definition, (2) the Life Cycle Inventory (LCI) preparation, (3) the LCIA and (4) the interpretation of the results. The LCA for the scenarios was conducted using the commercial software package Sphera LCA for Experts of Blackstone company, Chicago, IL, USA [
22].
2.2. Goal, Scope, and Functional Unit
This study aims for a thorough assessment of the environmental impact of different emissions’ reduction solutions, covering both air emissions and freshwater and terrestrial ecotoxicity, to obtain more concrete results. Specifically, this study examines the approach of CO
2 mitigation by the aftertreatment of the off-gases, as well as CO
2 formation prevention with the use of alternative fuels. The scenarios proposed are designed using literature review information and the Sphera LCA FE database. The life cycle inventory data and environmental metrics for the primary Aluminium industry located in Europe, as collected by the International Aluminium [
8] corresponding to primary aluminium production processes from alumina production to ingot manufacture, including: raw material inputs, energy and water consumption, emissions to air and water and solid waste generation. Considering CO
2 mitigation from fossil fuels combustion, CCS with geological storage and CCU for MeOH production were examined. Considering CO
2 formation prevention, exploitation of H
2, replacing specifically NG, was investigated. The analysis’ scope is the examination of the energy, materials and emissions flows to estimate the potential of CCS, CCU and replacing NG with green H
2 technologies at a European primary Al production industry. For this purpose, the functional unit (FU), which is the quantity of product for which the environmental impact will be calculated for, is selected as 1 tonne of Al ingot.
2.3. Scenario Descriptions and System Boundaries
Overall, four scenarios were conducted. Scenario 1 is designed to be the base case, simulating the primary Al production processes currently applied, using Natural Gas (NG), Light Fuel Oil (LFO) and Heavy Fuel Oil (HFO). Scenario 2 includes a CCS capturing CO
2 from the alumina production process and transporting it to a geological storage. Scenario 3 simulates a CCU capturing CO
2 from the alumina production process and producing MeOH. Scenario 4 investigates the replacement of NG used for thermal energy to all Al production processes with green H
2. The system boundaries were defined to include all processes in the techno-sphere of the FU. The different scenarios are summarized in
Table 1.
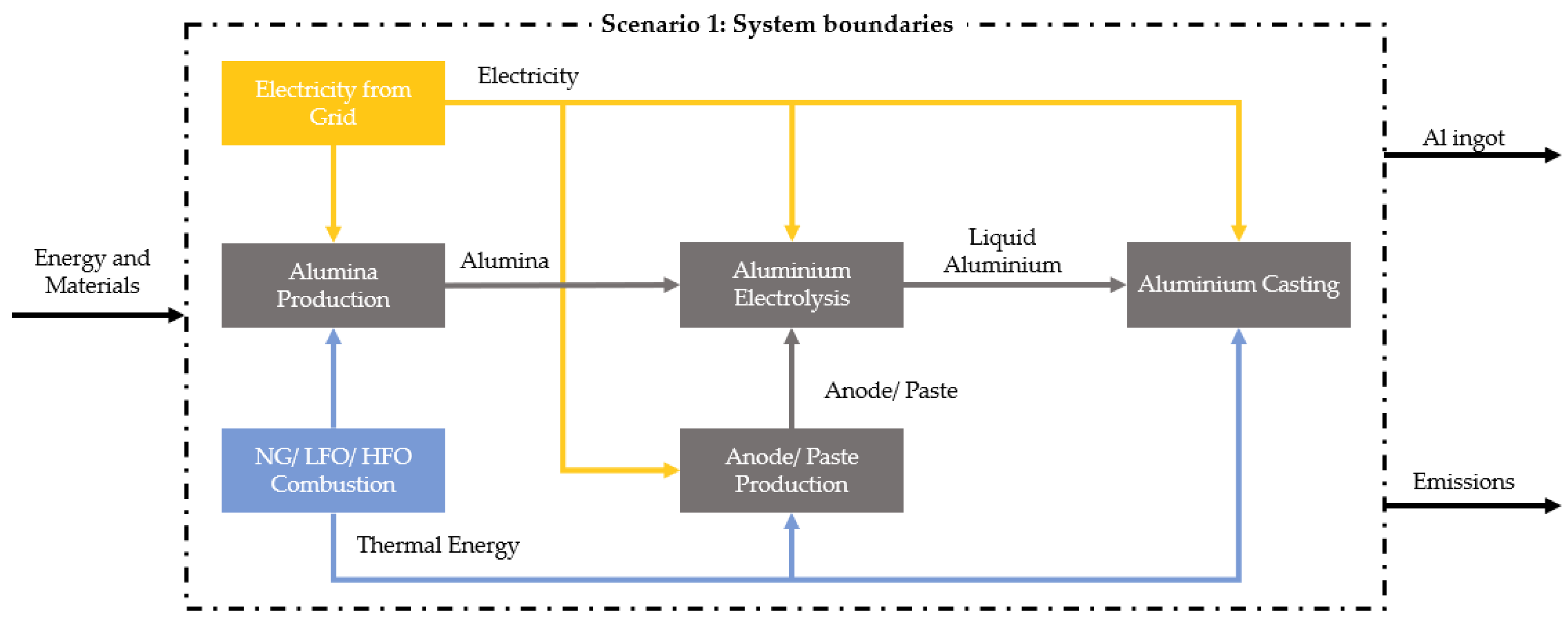
2.3.1. Scenario 1
In scenario 1, the required thermal energy is provided by fossil fuels combustion, namely a mixture of NG, LFO and HFO. Electricity for the different production stages is supplied by the grid. The anodes and pastes required for the Al electrolysis are produced in the plant’s premises, as is often the case. Overall, this scenario simulates a conventional primary Al production process, to serve as the base case for the analysis. The system boundaries for scenario 1 are shown in
Figure 1.
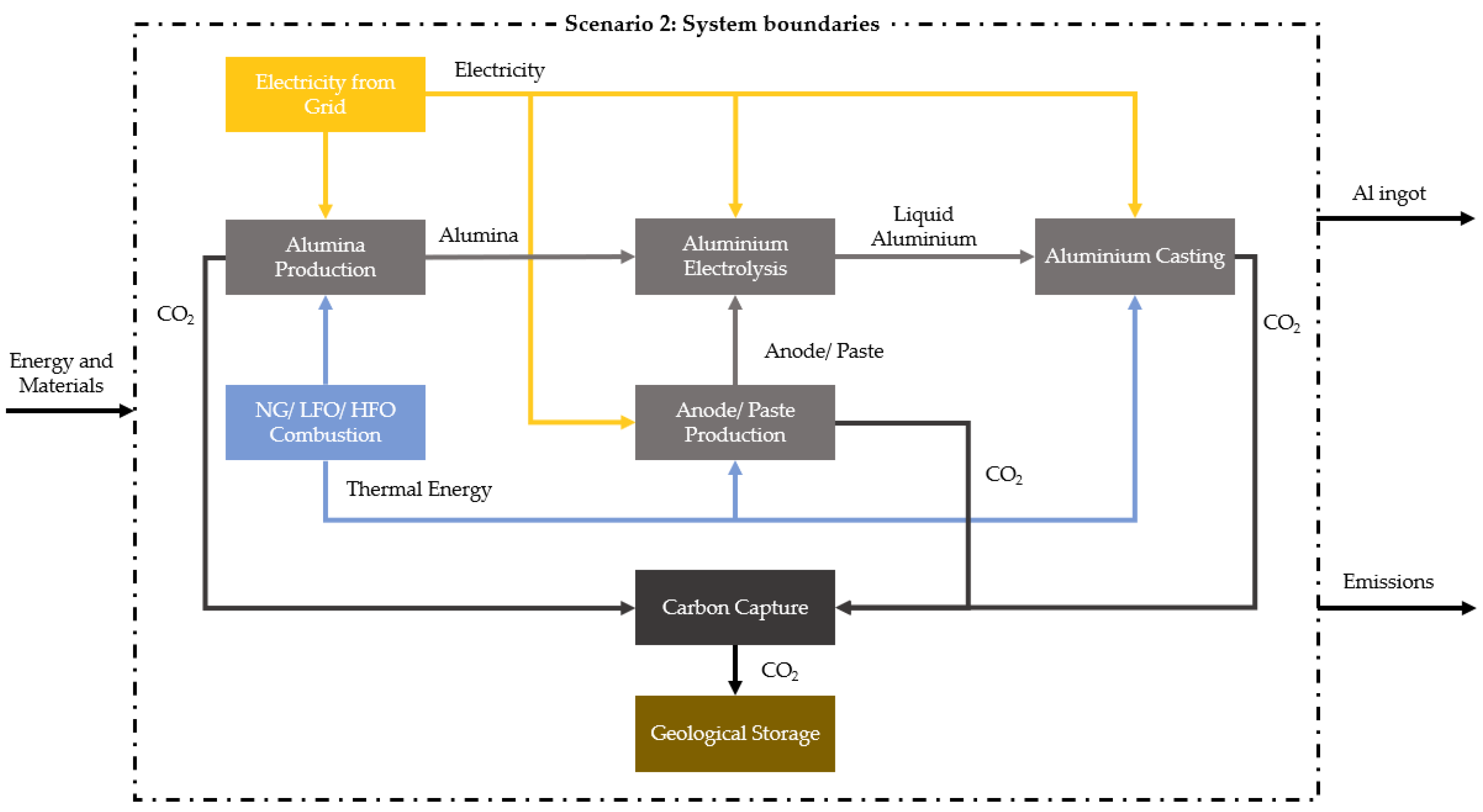
2.3.2. Scenario 2
In scenario 2, CO
2 is captured from the off-gases of the alumina production stage, using a conventional amine-based system. CO
2 in the off-gases is absorbed by an aqueous amine solution in an absorption column. Afterwards, the high CO
2 containing amine (rich amine) is fed to a desorption column where CO
2 is separated to be stored, while the amine is fed back to the absorption column to repeat the process. The captured CO
2 is compressed and sent by pipelines to a geological storage site, specifically a storage well, constructed in a saline aquifer. The production of Al ingot is considered identical to scenario 1, including both fossil fuel combustion and electricity supply. The system boundaries for scenario 2 are shown in
Figure 2.
2.3.3. Scenario 3
Scenario 3 consists of the carbon capture system also used in scenario 2. After the capture, the CO
2 is compressed and fed to a CO
2 to MeOH unit, utilising a CO
2 hydrogenation reactor, where CO
2 reacts with H
2 for the production of MeOH. Required H
2 is produced by water electrolysis, using electricity produced by photovoltaics. The end-use of produced MeOH is not considered in the system’s boundaries. The system boundaries for scenario 3 are shown in
Figure 3.
2.3.4. Scenario 4
Scenario 4 utilises green H
2 to replace NG for the production of the necessary thermal energy. Accordingly, an H
2 burner is selected, as shown in
Section 3, to produce high-grade heat for the processes. For the production of 1 MJ thermal energy, the selected H
2 burner requires 0.008 kg of H
2. The required H
2 is produced by water electrolysis, using electricity from photovoltaics. The system boundaries for scenario 4 are shown in
Figure 4.
2.4. Life Cycle Impact Analysis
The LCIA quantifies the environmental impacts using the results of the LCI analysis and the impact factors. Higher values of impact categories indicate the hot spots of a production process with the most environmental burden. In this study, six impact categories at the midpoint level were selected for the LCIA. The impact categories include the GWP reduction potential for each scenario, as well as the overall environmental impact in terms of overall emissions to air, freshwater and terrestrial ecotoxicity, and in compliance with ISO 14040 and ISO 14044 standards, containing a broad set of midpoint categories [
19,
20,
23]. The LCIA impact categories examined are summarised in
Table 2.
3. Life Cycle Inventory
The LCI consists of all the inputs and outputs data of the system, in terms of materials, energy, emissions, etc. To ensure the validity of the data, processes found in the Sphera LCA for Experts database were exploited as much as possible. As these data mostly derive from industrial measurements, they are considered technologically representative and up-to-date. Data for processes not found in these databases were drawn from the literature.
For all scenarios, data for the production stages, namely alumina production, anode/paste production, Al electrolysis and casting were drawn from the “2019 Life Cycle Inventory (LCI) Data and Environmental Metrics” of International Aluminium referring to European Al industries [
8]. Alumina production was considered to take place in facilities refining metallurgical grade alumina only from bauxite. In the alumina production stage, approximately 4.41 tonnes of bauxite were used for the production of 1.88 tonnes of alumina, which was then fed to the Al electrolysis process for the production of 1 tonne of liquid Al, using approximately 494 kg of anodes and pastes. The liquid Al was then casted into ingots, considering no material losses.
The electrical grid was simulated as the average EU-28 country grid mix, 1–60 kV, drawn from the Sphera LCA for Experts database. The data included electricity own consumption, transmission/distribution losses of electricity supply and electricity imports from neighbouring countries. The national energy carrier mixes used for electricity production, the power plant efficiency data, shares on direct to combined heat and power generation, as well as transmission/distribution losses and own consumption values are calculated considering various information sources. The electricity grid delivered approximately 1030 MJ, 127 MJ, 53,500 MJ and 387 MJ of electricity for the alumina production, anode/paste production, Al electrolysis and Al casting, respectively.
For scenario 1, data for the thermal energy demand deriving from the combustion of NG, LFO and HFO were drawn from the Sphera LCA for Experts database. The inventory was based on primary and secondary industry data, considering all processes in the supply chain. The detailed power plant model used combined measurement, e.g., NOx, as well as emission values calculation, e.g., heavy metals. For the production of the thermal energy, the European (EU-28) energy carrier mix was examined for each fuel. NG combustion provided approximately 18,300 MJ, 248 MJ, and 408 MJ of thermal energy for the alumina production, anode/paste production and the Al casting, respectively, a total of 18,956 MJ. LFO combustion delivered 22.1 MJ, 7.85 MJ and 1.82 MJ, while HFO provided 63.1 MJ, 369 MJ and 112 MJ, respectively.
For scenarios 2 and 3, carbon capture was designed to simulate a commercial amine scrubbing system utilising MEA, which has found application in 23 commercial plants worldwide [
24]. The system had a capture ratio of 90%, delivering CO
2 of 99.6% purity. The energy duties of the system are mainly linked to the solvent regeneration and electricity consumption for ancillaries. Material inputs include an MEA make-up stream, to account for losses during operation, activated carbon to absorb degradation products from MEA and caustic soda (NaOH) to promote the MEA regeneration. Direct emissions from the capture process are mostly linked to uncaptured CO
2 and other elements contained in the treated gas, as well as liquid waste materials deriving from MEA use. After the amine scrubbing process, captured CO
2 is compressed to approximately 110 bar. The required electricity for the separation and compression processes was provided by the electrical grid. The required thermal energy for the separation process was provided by NG combustion. The carbon capture unit handled approximately 977 kg of CO
2, deriving from the alumina production process, capturing and compressing 880 kg.
For the geological storage in scenario 2, an average EU transportation distance from the carbon capture plant to the storage site, of approximately 250 km was considered. The storage took place in deep saline aquifers. Specifically, the data for the Syderiai site were selected with a storage capacity of 21.5 Mt CO
2 [
25]. The LCI considered material and energy flows and emissions for all stages of geological storage, from the storage well construction and integrity, to CO
2 transportation to injection. The study examined the geological storage of the 880 kg CO
2 captured, considering negligible CO
2 leakages in the process.
For scenario 3, production of MeOH from CO
2 took place in a conventional system through catalytic CO
2 hydrogenation, utilising a Cu/ZnO/Al
2O
3 catalyst [
6]. After the reaction, produced MeOH was extracted by the product stream in a distillation column. Required H
2 is produced by water electrolysis, with data available in the Sphera LCA for Experts database. The electricity required for the electrolysis is provided by a power plant using Compact Linear Fresnel Reflector (CLFR) technology, transforming solar thermal energy to electricity, with data drawn from the Sphera LCA for Experts database. The CO
2 to MeOH process produced approximately 605 kg MeOH from the 880 kg CO
2 captured, consuming 144 kg of green H
2 in the process. Production of the necessary 144 kg H
2 required approximately 27.76 MJ of RES electricity.
Considering scenario 4, H
2 combustion technologies are relatively new and thus not well reported for industrial use. Therefore, data for H
2 were drawn from the literature. For H
2 combustion, a 600-kW burner is used, designed to achieve complete combustion [
26]. The burner is also designed to achieve optimal flame temperature to minimize NO
x formation, combustion rate, flame shape and pattern and optimal radiant heat flux rates for high heat transfer efficiencies. The H
2 production process was identical to that of scenario 3. H
2 combustion delivered thermal energy to the processes equal to the energy provided by NG in the previous scenarios, 18,956 MJ. Total H
2 consumption was 157.45 kg, accounting for 30,348 MJ of RES electricity for its production.
4. Results
This section presents the scenarios aiming to identify Al ingot production with better environmental performance as a necessary action for industries to ensure competitive and environmental advantages.
Figure 5 summarises the results of the LCIA for the scenarios. For the base case, considering emissions to air, the GWP, AP, EP and POF were 9275.62 kg CO
2 eq., 22.07 kg SO
2 eq., 1.59 kg Phosphate eq. and 8.64 kg NO
x eq., respectively. It is therefore evident, that the greatest environmental impact of Al ingot production is related to CO
2 emissions. The majority of them are indirect, deriving from the production of the required electricity for the processes, especially Al electrolysis. Despite this, the direct emissions from the combustion of fossil fuels accounted for 1321.19 kg CO
2, with NG specifically accounting for 1270.03 kg CO
2 eq., a significant 13.7% of the total GWP. Considering freshwater ecotoxicity, the FAETP was 18.15 kg DCB eq., with the grid electricity consumed from the overall production chain and the production of the anodes and pastes having the highest impact, 58.07% and 28.87%, respectively. In terms of terrestrial ecotoxicity, the TETP was 7.18 kg DCB eq., with grid electricity consumption being responsible for 58.7%.
The GWP for scenario 2 was 8637.26 kg CO2 eq., 6.88% lower than in the base case. Incorporation of CCS for the off-gases of alumina production significantly reduced the direct CO2 emissions of the process. With a capture ratio of 90%, the total GWP for the Al production, carbon capture and geological storage was 339.43 kg CO2 eq., compared to the 977.8 kg CO2 eq. of Al production in scenario 1, a reduction of 65.29%. Operation of the carbon capture system, the storage well construction and the CO2 injection accounted for approximately 70% of these emissions. Despite this significant decrease in GWP, the deployment of these infrastructure and processes significantly increased the impact in terms of other air emissions. Specifically, the EP reached 1315.98 kg Phosphate eq., mostly due to the nitrogen emissions released with the treated gas from the carbon capture system. AP and POF were also elevated, but not significantly, only 0.91% and 2.08%, respectively. Considering freshwater and terrestrial ecotoxicity, FAETP was not increased significantly, only 0.77%, while TETP increased by 3.62%.
Considering scenario 3, deployment of the CO2 to MeOH unit over CCS approach increased the environmental impact across the board. In terms of air emissions, GWP, AP and POF increased by 2.74%, 4.58% and 6.12%, while EP was nearly the same, increased by less than 0.01%. Considering freshwater and terrestrial ecotoxicity, FAETP and TETP increased by 6.29% and 27.69%, respectively. This overall increase in the environmental impact mostly derived from the elevated electricity requirements of the processes, from the production of MeOH to the production of the required H2 by water electrolysis. Despite this, the environmental benefits of this approach are highlighted if the end use of MeOH is examined, especially as an alternative fuel for the transportation sector. When use of MeOH is considered as a thermal energy credit of lesser CO2 footprint than conventional fuels, the overall impact is significantly decreased.
Scenario 4, replacing of NG with H2, appears to be the most environmentally beneficial of the different options. Considering air emissions, combustion of H2 accounted for a GWP reduction of 10.76%, 8277.16 kg of CO2 eq. compared to 9275.62 kg CO2 eq. for the base case. In the same manner, EP and POF were reduced by 1.26% and 2.31%, respectively. On the other hand, AP showed an increase of 3.17%, due to the increased electricity demand for H2 production, which accounted for 1.05 kg SO2 eq., even when produced by RES such as photovoltaics, compared to 0.54 kg SO2 eq. from NG combustion. In terms of freshwater and terrestrial ecotoxicity, the FAETP and TETP increased by 15.60% and 5.51%, respectively, as a result of the electricity required for H2 production.
5. Discussion
The results of the study highlight the energy intensive nature of primary Al production, both in terms of electricity and thermal energy consumption, which is correlated with high environmental impact. As mentioned, the EU commitment of climate neutrality by 2050 calls for immediate actions towards the mitigation of this impact, combining technological maturity, focusing in the aftertreatment of CO2, and innovative solutions for preventing CO2 formation in the first place. To this end, the main achievement of this study is the assessment of the potential of both such solutions in reducing the emissions of the industry, and the synergy of the two towards the EU long-term goals.
Generally, the technological solution of CCS is widely applicable to hard-to-abate emissions across many sectors in which the integration of RES electricity alone is still financially or technically unfeasible. The environmental benefits in relation to industry decarbonisation can be seen not only by this study but also across the literature. CCS is considered ideal in areas with access to cheap fossil fuels and has the potential to bring down emissions in almost all parts of the global energy systems. However, the main challenge this solution faces to industrial use is related to the high Capital Expenditure (CAPEX) of investment of storage infrastructure and the installation of the pipelines needed for widespread use. For the Al industry, the environmental and economic factors appear concerning due to the composition of flue gases comprised by low CO2 concentration. Beyond the consideration of CO2 concentration, some smelter flue gas streams may have too much O2 or SO2 to achieve a good capture rate. As shown from the results, there is a negative effect in terms of impact categories such as EP which shows significant rise. To tackle this issue, industries incorporating these technologies need to adopt further treatment processes to address the elevated nitrous emissions. To deal with the increased FAETP ant TETP, energy efficiency is key. Specifically, reducing the heat duty of this system, coupled with electricity from RES and environmentally friendlier thermal energy sources can significantly reduce the overall impact of these systems. The decarbonisation potential of CCS is undoubtable. However not many industries deploy these technologies, even with the incentive of lower carbon taxation. This can only be attributed to CAPEX of such ventures. In this direction, the creation of incentives in governmental or other frameworks, such as subsidies for industries to deploy CCS technologies, can facilitate their expansion. In general, dissemination of the geological CO2 storage is key, to both stake-holders, as well as the public, who still meets this approach with distrust.
Exploitation of CO2 for MeOH production is another beneficial approach, albeit less technologically developed and commercialised. One significant issue for this approach is the high H2 consumption, which can be economically and even environmentally unviable, if H2 is not produced with electricity from RES. To this end, the development of green H2 production technologies is key. In the same manner, electricity consumption for the system’s operation, besides H2 production, is responsible for the vast majority of emissions. To this end, overall exploitation of electricity from RES is vital. In addition, the development of highly efficient catalysts for CO2 hydrogenation, able to achieve sufficient CO2 conversions at milder operational conditions is also key towards reducing the energy demand of the process. These aforementioned developments could reduce the emissions of CCU to match CCS across all impact categories. For GWP specifically, while results show that CCU is more CO2 emissive than CCS, due to a percentage not converted and released in the atmosphere, when use of the MeOH product is considered, these emissions are significantly lower. MeOH is already commonly used as feedstock for chemical industries and thus can provide revenues for producers. However, its most beneficial nature is that of a fuel, where it accounts for significantly less emissions than other conventional fuels. MeOH as a fuel sees constant rise in application, mostly in the marine sector, but it still has way to go for a large-scale commercialisation. Therefore, further penetration of MeOH in the transportation sector is crucial. The automotive sector specifically is key, not only due to the size of the industry, but also the direct connection with the public, which can make its benefits more apparent, and facilitate its dissemination.
H2 exploitation specifically is expected to be key in the EU’s green energy transition and the decarbonisation of energy-intensive industries. Replacing fossil fuels with H2 in the different production stages of Al ingot production will significantly reduce the industry’s emissions. As shown by this study’s results, replacement of NG with H2 reduces CO2 emissions while not significantly affecting other impact categories. The study did not consider the replacement of all fossil fuels, nor the exploitation of H2 for electricity production, due to limitations on green H2 production, mostly associated with the high-RES electricity requirements. Beyond production costs, H2 poses an economic burden for transportation and storage, which needs local, national and international collaboration between governments and industry. In addition to that, the limited infrastructure available (i.e., H2 pipelines) for supporting and covering the Al industry’s energy supply demands slows down the industrial use of H2 for thermal energy generation. While this is representative of the current status, such limitations will soon be overcome, with the ongoing development of RES, and the new EU target of 40% of gross final energy consumption covered by RES by 2030.
6. Conclusions
Adopting CO2 emission reduction solutions in the energy intensive primary Al industry is key in achieving the European milestone of zero emissions by 2050. CCS and CCU for MeOH production can lead to significant reductions in CO2 emissions. However, the extensive infrastructure required and the increased energy demand of their operation limits the net CO2 reduction capabilities of these systems, while also significantly increasing the environmental impact in terms of non-CO2 related emissions. On the other hand, exploitation of innovative solutions, such as green H2 combustion, have the potential to further reduce the CO2 emissions of the industry by preventing CO2 formation in the first place, while also accounting for significantly lower environmental impact in terms of non-CO2 emissions.
The LCA conducted in this paper examined the impact of four scenarios in terms of CO2 emissions, but also other emissions to air, as well as freshwater and terrestrial ecotoxicity. Results showed that CCS and CCU accounted for 6.88% and 4.33% reduction in GWP, respectively. These relatively small reductions are due to the CO2 emissions linked with the operation and energy consumption of the carbon capture system, the geological storage process and the MeOH production process. Despite this, when considering global primary Al production and the Gt of CO2 produced annually, this reduction is nonetheless very significant. In addition, while the 6.88% reduction for the case of geological storage, where no products of environmental benefits are produced, is indeed accurate, the 4.33% for the case of CCU does not account for the CO2 emissions averted by the combustion of the environmentally friendlier MeOH. When considering MeOH combustion, then, net GWP reduction is significantly higher. Despite this, the use of carbon capture systems significantly increased the nitrous emissions released in the “purified” stream of the system, thus AP, EP and POF were consequently elevated, with EP specifically climbing as high as 1316.07 kg, in the case of CCU. In addition, the infrastructure construction, the increased energy demand, and material wastes significantly increased FAETP and TETP, especially in the case of CCU, by 7.11% and 32.31%, respectively. Exploitation of green H2 on the other hand appeared to be the most environmentally beneficial option. Replacing NG with green H2 specifically accounted for a 10.76% reduction in GWP. While this reduction may seem relatively modest, one must consider that almost 50% of the CO2 emissions of the conventional production process are indirect due to electricity consumption. NG combustion accounted for 13.69% of the total GWP. EP and POF were also reduced by 1.26% and 2.31%, respectively. In addition, while the impact in all other categories inevitably increased, still it was significantly less than in the cases of CCS and CCU.
It is therefore evident that the utilisation of green H2 technologies is key for the decarbonisation of primary Al production. Promoting green H2 penetration as an energy carrier for energy intensive industries is integral. Further research and development of H2 production and exploitation technologies will also be key in the penetration of H2 in energy-intensive industries. Specifically, optimisation of electrolysis processes using electricity from RES, as well H2 combustion, will allow for the reduction of both the overall energy demand, and thus the indirect emissions of H2 utilisation, as well as the direct emissions of combustion, such as NOx. Energy demand minimisation, specifically, will allow for the reduction of the impact of these technologies in both freshwater and terrestrial ecotoxicity, in addition to air pollution, thus establishing them as one of the most environmentally beneficial options across the board.
The green H2 scheme presented in this study can serve as a basis to further examine the potential of H2 penetration in energy production for the primary Al industry, and energy intensive industries in general, moving from the conservative notion of replacing just NG, to a total discarding of all fossil fuels and the 100% energy coverage from green H2. To this end, thorough techno-economic analyses for the full-on transition to green H2 is the next step, which, combined with robust LCA, will facilitate the development of H2 implementation plans in an EU policy level, heading toward CO2 neutrality goals in 2050.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}