
Determination of the Reaction Rate Controlling Resistance of Goethite Iron Ore Reduction Using CO/CO2 Gases from Wood Charcoal †



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure and Sample Preparation
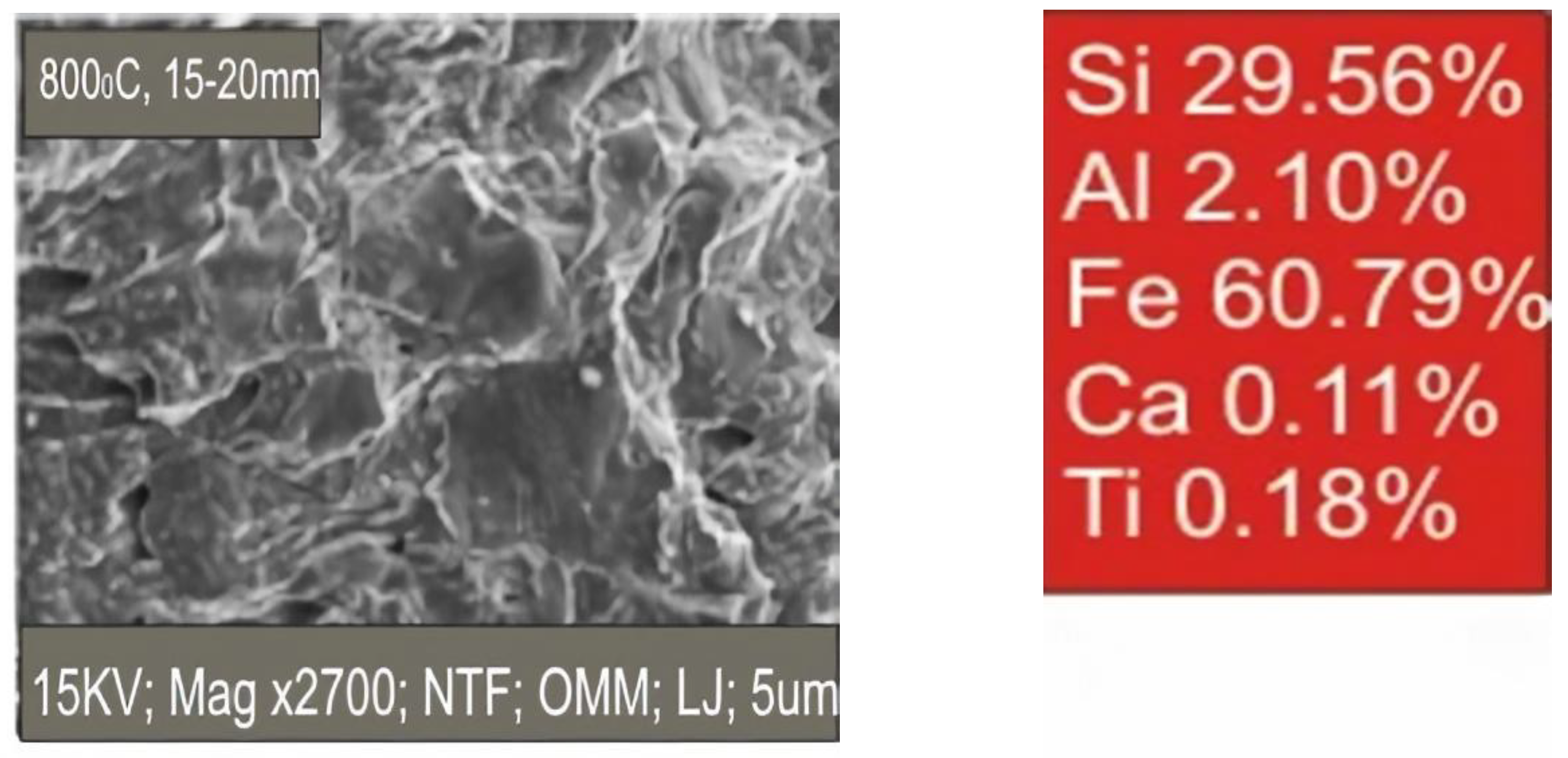
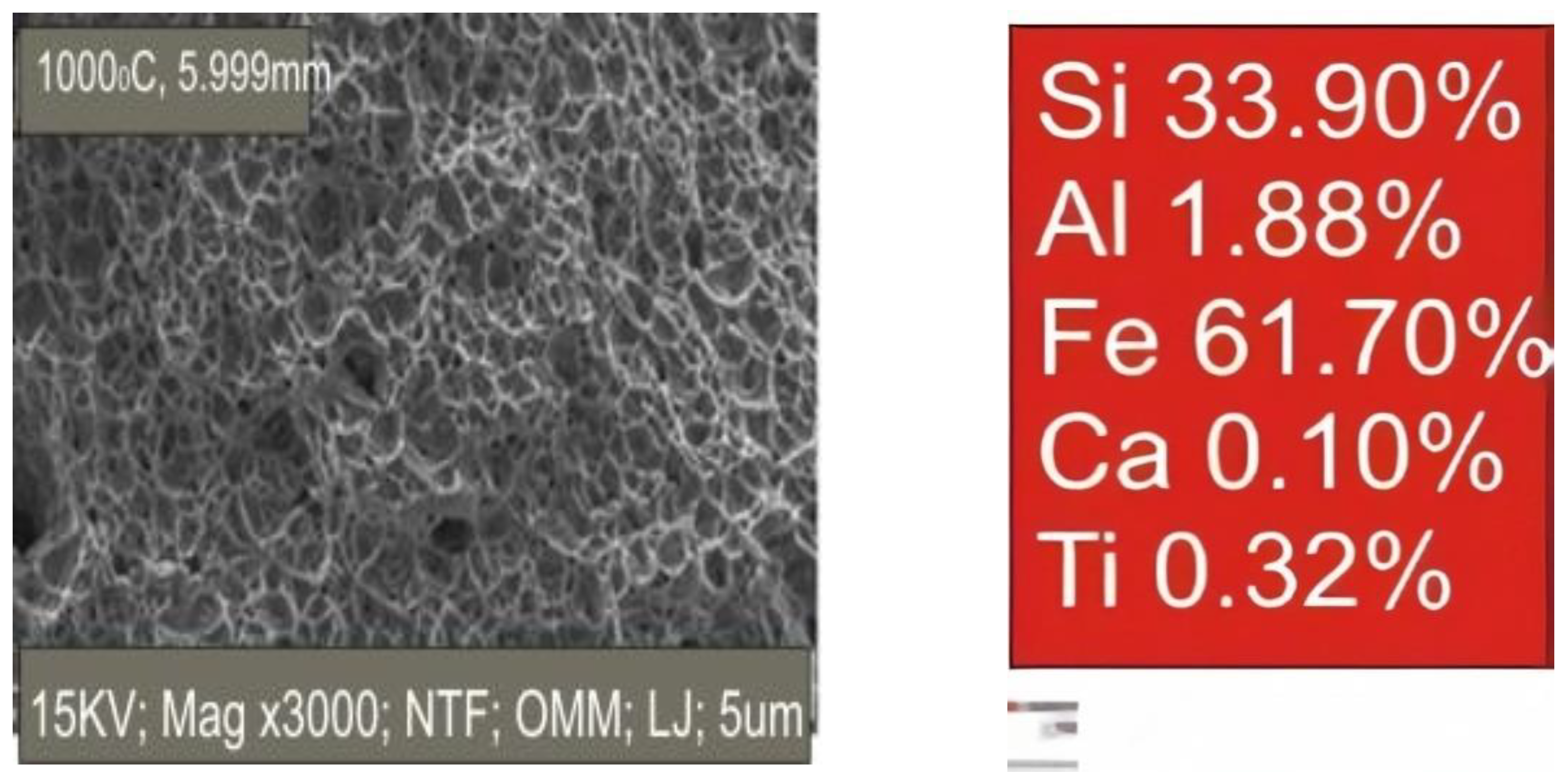
2.1.1. Chemical Composition of Goethite Ore Lump
2.1.2. The Reduction Reactor: Activated Carbon Furnace
2.2. Degree of Reduction and Swelling Extent
2.3. Kinetics and Mechanism of Reduction
- Step 1: Surrounding film diffusion of reactant A through solid particle surface.
- Step 2: Penetration of A through the blanket of ash to the surface of the unreacted core.
- Step 3: Reaction of gaseous reactant A with solid at the reaction surface.
- Step 4: Solid exterior surface by diffusion of gaseous products through ash.
- Step 5: Diffusion of gaseous products through the gas film back into the main body of the fluid.
2.3.1. Diffusion through Gas Film Controls
2.3.2. Diffusion through Ash Layer Controls
2.3.3. Chemical Reaction Controls
2.4. Method of Data Analysis of Reduced Hematite product
3. Results and Discussion
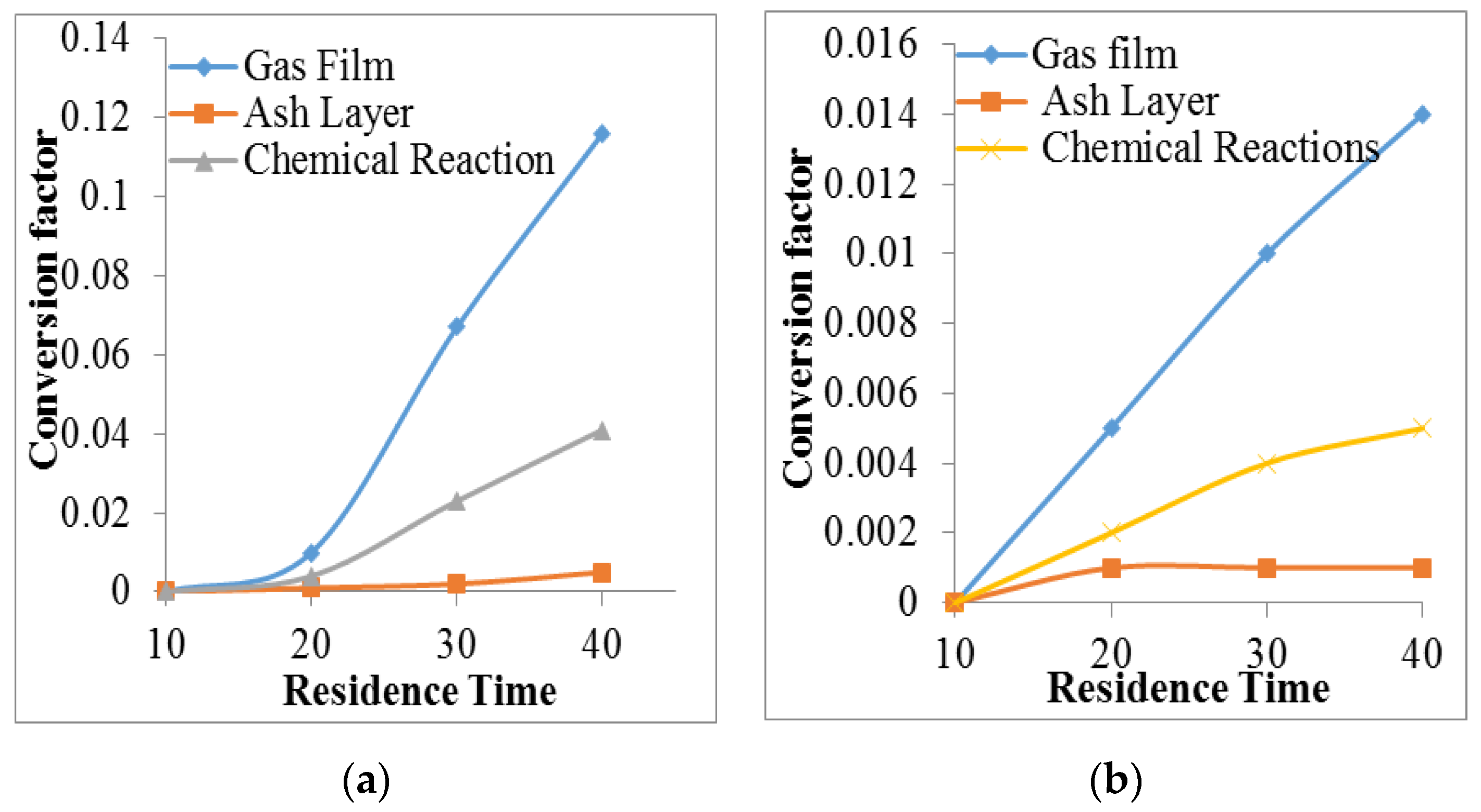
3.1. Effect of Reduction Time on Conversion Factor
3.2. Effect of Reduction Time on Reaction Control Time
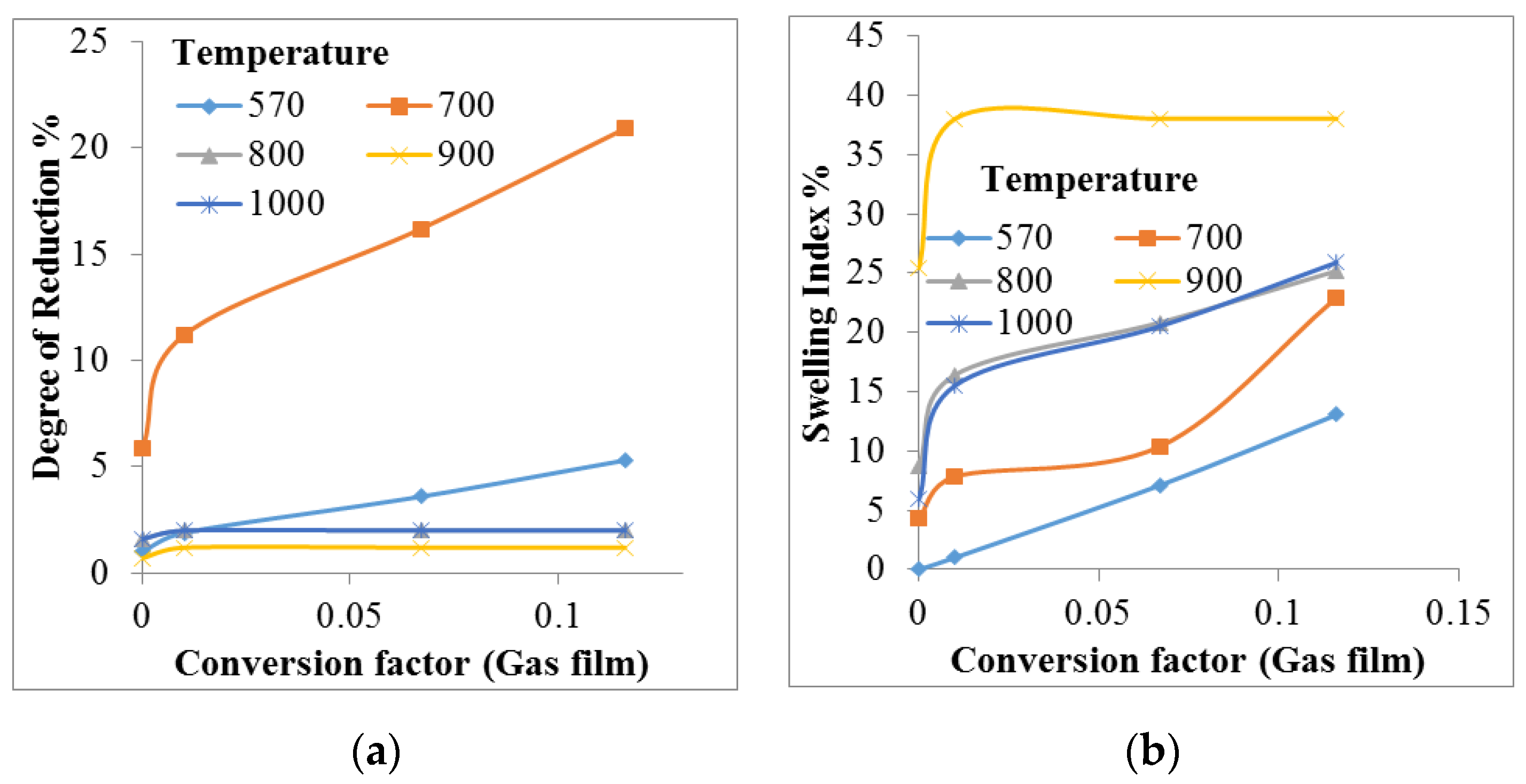
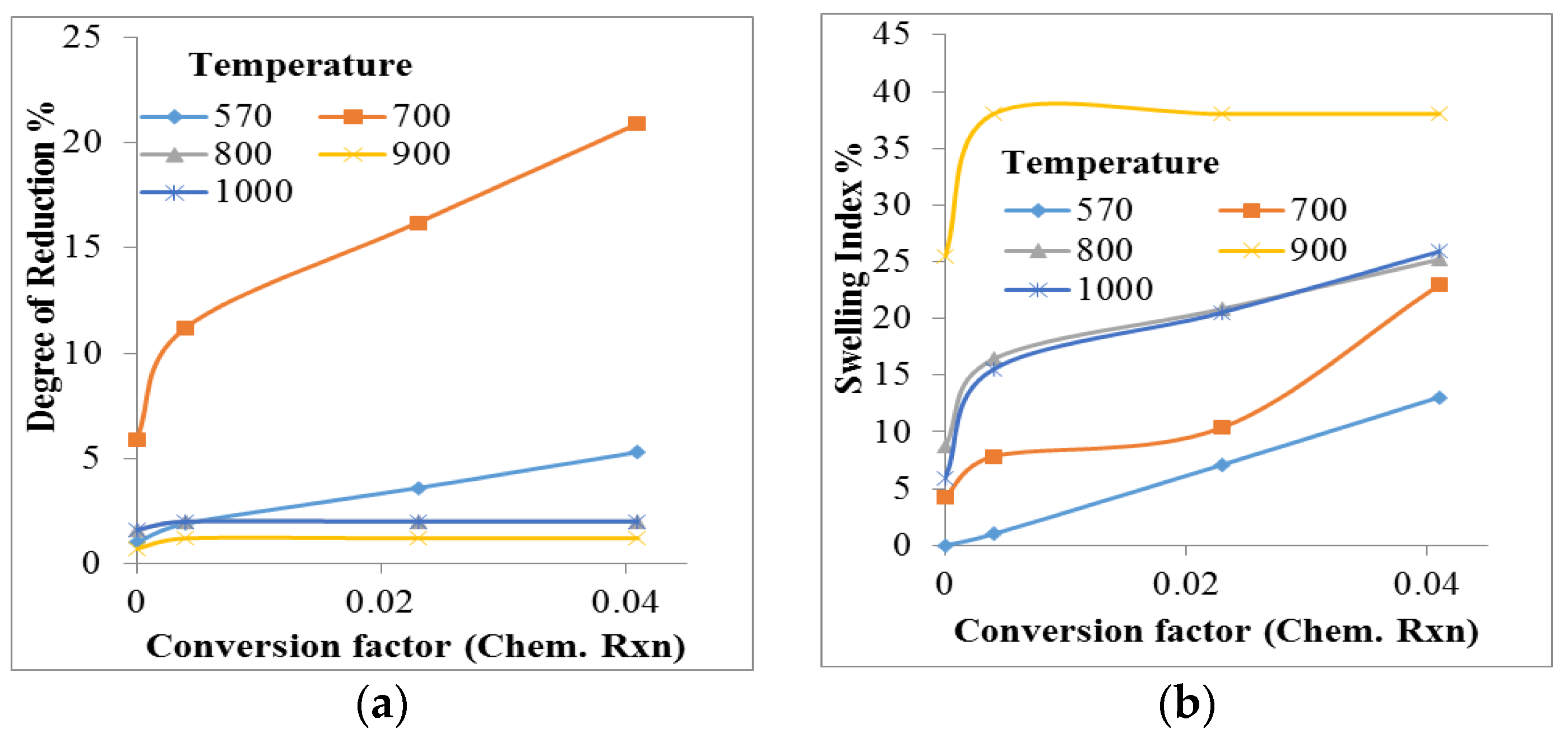
3.3. Effect of Firing Temperature on Degree of Reduction and Swelling Extent
3.3.1. The Gas Film Control
3.3.2. The Ash Layer Control
3.3.3. The Chemical Reaction Control
3.4. Correlation between Degree of Reduction and Swelling Index





3.5. Effect of Rate Controlling Resistance on Reduced Samples
4. Conclusions
- The adapted kinetic model provides good analysis for describing the degree of ore reduction, the swelling extent of the reduced iron ore by rate contact, and resident time of reaction.
- This work was able to show the ash layer as the controlling resistance for the reduction of goethite iron ore with the possibility of high carbon depositions or carbide formation alongside the reduced iron ore. The foregoing discussion indicates an incomplete reduction of the direct reduced iron ore. The most convenient firing temperature to sustain the controlling resistance of the ash layer formation for this work is 700 °C. There is a uniform increase in the degree of reduction in the reduced samples with a steady swelling index; the most firing is likely to be obtained at the temperature of 700 °C.
- The degree of metallization was found to be enhanced as the CO/CO2 composition, reduction firing temperature, and reduction time, increase. However, a reduction firing temperature of more than 1000 °C is prone to the formation of undesirable sticky iron (whiskers).
- This study revealed that an increase in firing temperature, as well as reducing time, increases the degree of reduction and swelling extent of the reduction process.
- It was established that an increase in the fixed carbon content of reduction gases increases the degree of reduction and swelling extent as a final degree of metallization of more than 90 percent was achieved in the overall reduction process at 570 and 1000 °C, compared to the lowest value of metallization degree of 75.6 percent as obtained at 800 °C.
Author Contributions
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Okoro, F.E.; Femi-Oyewole, D.; Okunlola, O.; Aniwi, A.A.; Ngassam, N.Y. Iron ore in Australia. Master’s Thesis, Department of Petroleum Engineering Resources and Sustainability, Politecnico, Melbourne, Australia, 2016; pp. 1–14. [Google Scholar]
- Kiptarus, J.J.; Muubo, A.M.; Makokha, A.B.; Kimutai, S.K. Characterization of selected mineral ores in the eastern zone of Kenya: A case study of Mwingi North constituency in Kitui-county. Int. J. Min. Eng. Miner. Process. 2015, 4, 8–17. [Google Scholar]
- Alamsari, B.; Torii, S.; Trianto, A.; Bindar, Y. Heat and mass transfer in reduction zone of sponge iron reactor. J. Int. Sch. Res. Netw. ISRN Mech. Eng. 2011, 1–12. [Google Scholar] [CrossRef]
- Babich, A.; Mousa, E.A.; Senk, D. Reduction behavior of iron ore pellets with simulated coke oven gas and natural gas. Steel Res. Int. 2013, 849, 1085–1097. [Google Scholar]
- Barun, M.; Sundeep, K.B. Kinetics of Ore Reduction by Coal and Charcoal. Ph.D. Thesis, National Institute of Technology, Rourkela, Sweden, 2008; pp. 5–35. [Google Scholar]
- Donskoi, E.; McElwain, D.L.; Wibberley, L.J. Estimation and modeling of parameters for direct reduction in iron ore/coal composites: Part II. Kinetic parameters. J. Metall. Mater. Trans. 2003, 14, 255–266. [Google Scholar] [CrossRef]
- Bonalde, A.; Henriquez, A.; Manrique, M. Kinetic analysis of the iron oxide reduction using hydrogen-carbon monoxide mixtures as reducing agent. ISIJ Int. 2005, 45, 1255–1260. [Google Scholar] [CrossRef]
- Heikkila, A.; Ijana, M.I.; Bartusch, H.; Fabritius, T. Reduction of iron ore pellets, sinter, and lump ore under simulated blast furnace conditions. Steel Res. Int. 2020, 4, 1–8. [Google Scholar] [CrossRef]
- Cecca, C.D.; Barella, S.; Mapelli, C.; Gruttadauria, A.; Ciuffini, A.F.; Mombelli, D.; Bondi, E. Thermal and chemical analysis of massive use of hot briquetted iron inside basic oxygen furnace. J. Iron Steel Res. Int. 2017, 24, 901–907. [Google Scholar] [CrossRef]
- Donskoi, E.; Olivares, R.I.; McElwain, D.L.; Wibberley, L.J. Experimental study of coal-based direct reduction in iron/coal composite pellets in a one-layer bed under non-isothermal asymmetric heating. J. Ironmak. Steelmak. 2006, 33, 24–28. [Google Scholar] [CrossRef]
- Dennis, A.; Damien, W.; Fabrice, P.; Oliver, D. A laboratory study of the reduction of iron oxides by hydrogen. arXiv 2006, 2, 111–120. [Google Scholar]
- Boris, L.V. Mechanism of carbothermal reduction of iron, cobalt, nickel, and copper oxides. Thermochim. Acta 2000, 360, 109–120. [Google Scholar]
- Dydo, P.; Mondal, T.; Piotro, K.; Rizeg, G.; Witkowski, T. Topochemical approach of kinetics of the reduction of hematite to wustite. Chem. Eng. J. 2007, 131, 73–82. [Google Scholar]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of reduction of iron oxides by H2 Part I: Low-temperature reduction of hematite. Thermochim. Acta 2007, 447, 89–100. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of reduction of iron oxides by H2 Part II. Low-temperature reduction of magnetite. Thermochim. Acta 2007, 456, 75–88. [Google Scholar] [CrossRef]
- Jozwiak, W.K.; Kaczmarek, E.; Maniecki, T.P.; Ignaczak, W.; Maniukiewicz, W. Reduction behavior of iron oxides in hydrogen and carbon monoxide atmospheres. Elsevier J. Appl. Catal. 2007, 17–27. [Google Scholar] [CrossRef]
- Kowitwarangkul, P.; Babich, A.; Senk, D. Reduction Kinetics of Self-Reducing Pellets of Iron Ore; American Institute of Science and Technology Conference Proceeding: Indianapolis, IN, USA, 2014; pp. 611–622. [Google Scholar]
- Mania, K. Reduction of Hematite Pellets with CO-H2 Mixtures. Master’s Thesis, School of Industrial Engineering and Management, Department of Materials Science and Engineering, Royal Institute of Technology, Stockholm, Sweden, 2011; pp. 18–38. [Google Scholar]
- Mania, K. Fundamental Studies Related to the Gaseous Reduction of Iron Oxide. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2016; pp. 15–51. [Google Scholar]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; John Wiley: New Delhi, India, 1999; Chapter 12; pp. 343–362. [Google Scholar]
- Kumar, M.; Baghel, H.; Patel, K.S. Reduction and Swelling of fired hematite iron ore pellets by non-coking coal fines for application in sponge ironmaking. Miner. Process. Extr. Metall. Rev. Int. J. 2012, 34, 249–267. [Google Scholar] [CrossRef]
- Liu, W.; Lim, J.; Saucedo, M.A.; Hayhurst, A.N.; Scott, A.S.; Dennis, J.S. Kinetics of the reduction of wüstite by hydrogen and carbon monoxide for the chemical looping production of hydrogen. J. Chem. Eng. Sci. 2014, 12, 149–166. [Google Scholar] [CrossRef]
- Modal, K.; Hippo, E.; Lorethoval, H.; Witkowski, T.; Lalvani, S.B. Reduction of iron oxide in a carbon monoxide atmosphere: Reaction controlled kinetics. J. Fuel Process. Technol. 2004, 84, 33–47. [Google Scholar] [CrossRef]
- Al-Eshaik, M.A.; Kadachi, A. Elemental analysis of steel products using X-ray fluorescence (XRF) technique. J. King Univ. Eng. Sci. 2011, 23, 75–79. [Google Scholar] [CrossRef]
- Ofoegbu, S.U. Characterization studies on Agbaja iron ore: A high-phosphorus content ore. SN Appl. Sci. 2019, 1, 204. [Google Scholar] [CrossRef]
- Li, K.; Wen, N.; Zhu, M.; Zheng, M.; Yuan, L. Iron extraction from Oolitic iron ore by a deep reduction process. J. Iron Steel Res. Int. 2011, 18, 9–13. [Google Scholar] [CrossRef]
- Wu, E.; Zhu, R.; Yang, S.; Ma, L.; Li, J.; Hou, J. Influences of technological parameters on the smelting-separation process for metalized pellets of vanadium-bearing titanomagnetite concentrates. J. Iron Steel Res. Int. 2016, 23, 655–660. [Google Scholar] [CrossRef]
- Muhammad, M.; Fatmaliana, A.; Jalil, Z. Study of hematite mineral (Fe2O3) extracted from natural iron ore prepared by the co-precipitation method. Iop Conf. Ser. Earth Environ. Sci. 2019, 348, 1–5. [Google Scholar] [CrossRef]
- Sekunowo, O.I.; Durowaye, S.I.; Lawal, G.I. Synthesis and characterization of iron mill scale particles reinforced ceramic matrix composite. J. King Univ. Eng. Sci. 2019, 31, 78–85. [Google Scholar]
- Babalola, B.J.; Maledi, N.; Shongwe, M.B.; Bodunrin, M.O.; Obadele, B.A.; Olubambi, P.A. Influence of nanocrystalline nickel powder on oxidation resistance of spark plasma sintered Ni17Cr6.5Co1.2Mo6Al4W7.6Ta alloy. J. King Univ. Eng. Sci. 2020, 32, 198–204. [Google Scholar]
- Omole, S.O.; Oyetunji, A.; Alaneme, K.K.; Olubambi, P.A. Structural characterization and mechanical properties of pearlite-enhanced micro-alloyed ductile irons. J. King Univ. Eng. Sci. 2020, 32, 205–2010. [Google Scholar] [CrossRef]
- Ogbezode, J.E.; Oluwole, O.O. Reduction kinetics behavior of goethite iron ore in the CO/CO2 atmosphere from Wood Charcoal. Int. J. Emerg. Eng. Res. Technol. 2019, 7, 11–21. [Google Scholar]
- Pavlína, P.; Simona, J. Process engineering in iron production. J. Chem. Process Eng. 2013, 34, 63–76. [Google Scholar]
- Mousa, E.A.; Ghali, S. Mathematical analysis of the parameters affecting the direct reduction of iron ore pellets. J. Metall. Eng. 2015, 4, 78–87. [Google Scholar] [CrossRef]
- Sharma, M.K.; Solanki, V.; Roy, G.G.; Sen, P.K. Study of reduction behaviour of prefabricated iron ore–graphite/coal composite pellets in rotary hearth furnace. J. Iron Steelmak. 2012, 40, 590–597. [Google Scholar] [CrossRef]
- Srinivasan, N.S. Reduction of iron oxides by carbon in a circulating fluidized bed reactor. J. Powder Technol. 2002, 124, 28–39. [Google Scholar] [CrossRef]
- Prakash, S. Reduction and sintering of fluxed iron ore pellets-A comprehensive review. J. South. Afr. Inst. Min. Metall. 1995, 96, 3–16. [Google Scholar]
- Yunyun, W. Effect of Different Parameters on the Direct Reduction of Natural Iron Ores from Uganda. Master’s Thesis, Department of Material Science and Engineering, Royal Institute of Technology (KTH), Stockholm, Sweden, 2012; pp. 13–28. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Hematite (Fe2O3) | Wustite (FeO) | SiO2 | TiO2 | MnO | Others |
|---|---|---|---|---|---|---|
| %wt | 82.65 | 0.94 | 1.31 | 0.05 | 0.69 | 14.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ogbezode, J.; Ajide, O.; Ofi, S.; Oluwole, O. Determination of the Reaction Rate Controlling Resistance of Goethite Iron Ore Reduction Using CO/CO2 Gases from Wood Charcoal. Mater. Proc. 2021, 3, 27. https://doi.org/10.3390/IEC2M-09373
Ogbezode J, Ajide O, Ofi S, Oluwole O. Determination of the Reaction Rate Controlling Resistance of Goethite Iron Ore Reduction Using CO/CO2 Gases from Wood Charcoal. Materials Proceedings. 2021; 3(1):27. https://doi.org/10.3390/IEC2M-09373
Chicago/Turabian StyleOgbezode, Joseph, Olufemi Ajide, Soji Ofi, and Oluleke Oluwole. 2021. "Determination of the Reaction Rate Controlling Resistance of Goethite Iron Ore Reduction Using CO/CO2 Gases from Wood Charcoal" Materials Proceedings 3, no. 1: 27. https://doi.org/10.3390/IEC2M-09373
APA StyleOgbezode, J., Ajide, O., Ofi, S., & Oluwole, O. (2021). Determination of the Reaction Rate Controlling Resistance of Goethite Iron Ore Reduction Using CO/CO2 Gases from Wood Charcoal. Materials Proceedings, 3(1), 27. https://doi.org/10.3390/IEC2M-09373