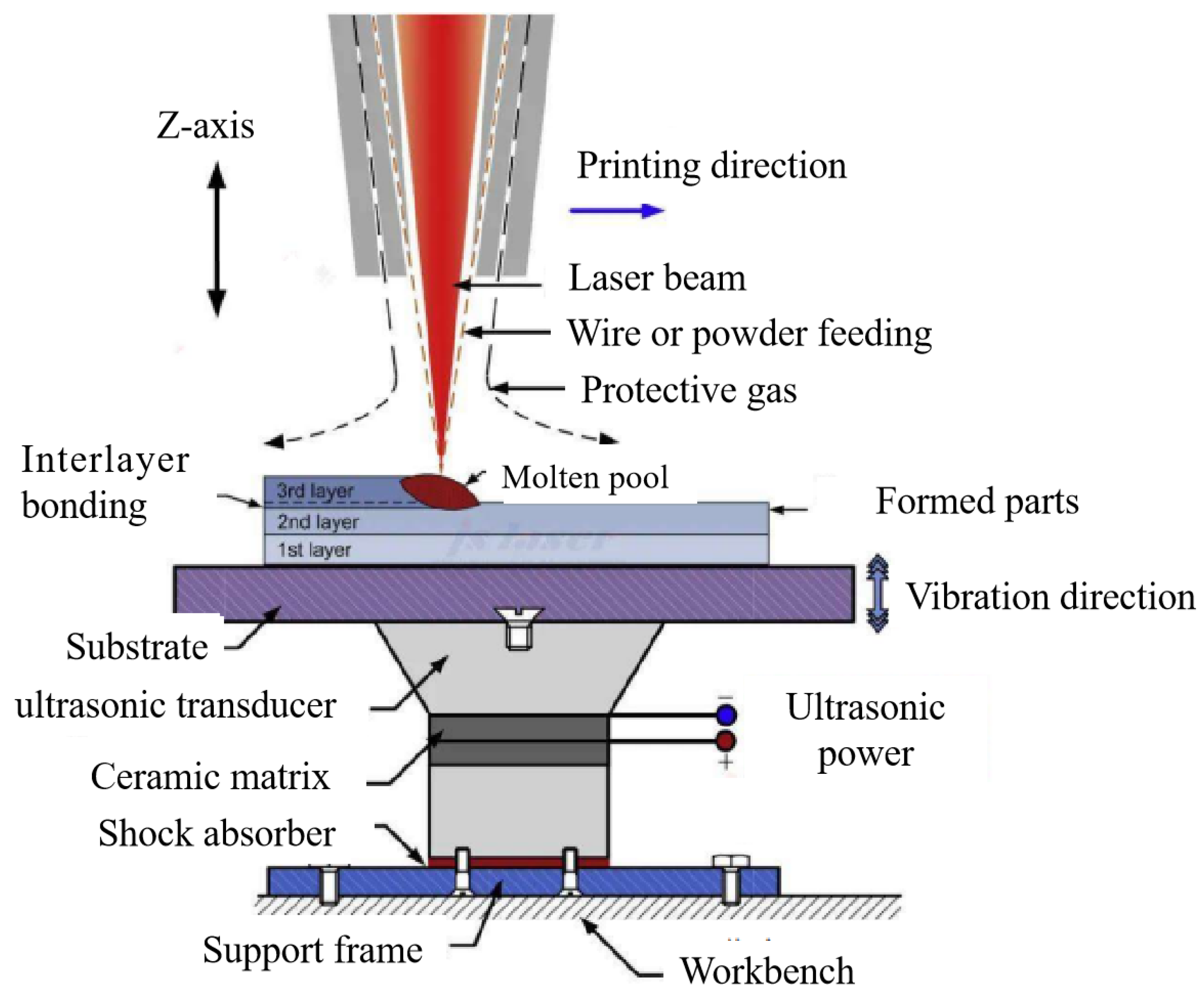
Due to the cavitation effect, sound flow strengthening effect, and sound flow heat effect of ultrasound, the flow of the metal solution in the molten pool is promoted. The rapid fragmentation of cavitation nuclei will generate local high-temperature and high-pressure micro jets, breaking dendrites, promoting grain refinement and uniform distribution of grains, making the micro-structure of materials more uniform during the solidification process, and improving the overall performance of additive manufacturing parts.
4.1. Ultrasonic Energy Equivalence
The acoustic streaming effect promotes the flow of molten metal within the melt pool, and the thermal effect also influences the temperature field of the melt pool. This constitutes a complex multi-physics system. Furthermore, due to the high frequency of ultrasonic vibration (around 20 kHz), the load on the substrate undergoes rapid changes in the time domain. Performing transient analysis directly would result in a significant computational burden. The energy calculation of ultrasonic waves can be expressed as Equations (5)–(7). The energy is influenced by factors such as the ultrasonic attenuation coefficient of the substrate, the density of the substrate, and the speed of sound within the substrate.
In the equation,
represents the equivalent energy of ultrasonic vibration, which is the energy absorbed per unit volume of molten material (J/m
3);
represents the acoustic intensity of the ultrasonic waves; and
represents the ultrasonic attenuation coefficient of the substrate, which can be calculated using Equation (13), where
N is a number not greater than 10 [
11].
It can be concluded that ultrasonic vibration slightly increases the temperature of the melt during additive manufacturing. Different ultrasonic amplitudes result in different temperature field distributions. By comparing the temperature gradients at different amplitudes, selecting a smoother gradient is more favorable for crystallizing the crystals within the melt pool and reduces residual stress caused by rapid heating and cooling. This equivalent method resolves the issue of excessive computational burden due to the rapid changes in load caused by ultrasonic vibration over time. It also reflects, to some extent, the impact of different ultrasonic amplitudes on the temperature variation within the melt pool, facilitating the selection of optimal process parameters for the ultrasonic amplitude.
4.2. Optimal Ultrasonic Amplitude
The basic parameter settings for simulating ultrasonic-assisted additive manufacturing are presented in
Table 1. Except for the addition of ultrasonic vibration assistance, all other parameters are set according to the simulation parameters without ultrasonic vibration. The laser power is selected as the previously determined optimal value of 1100 W.
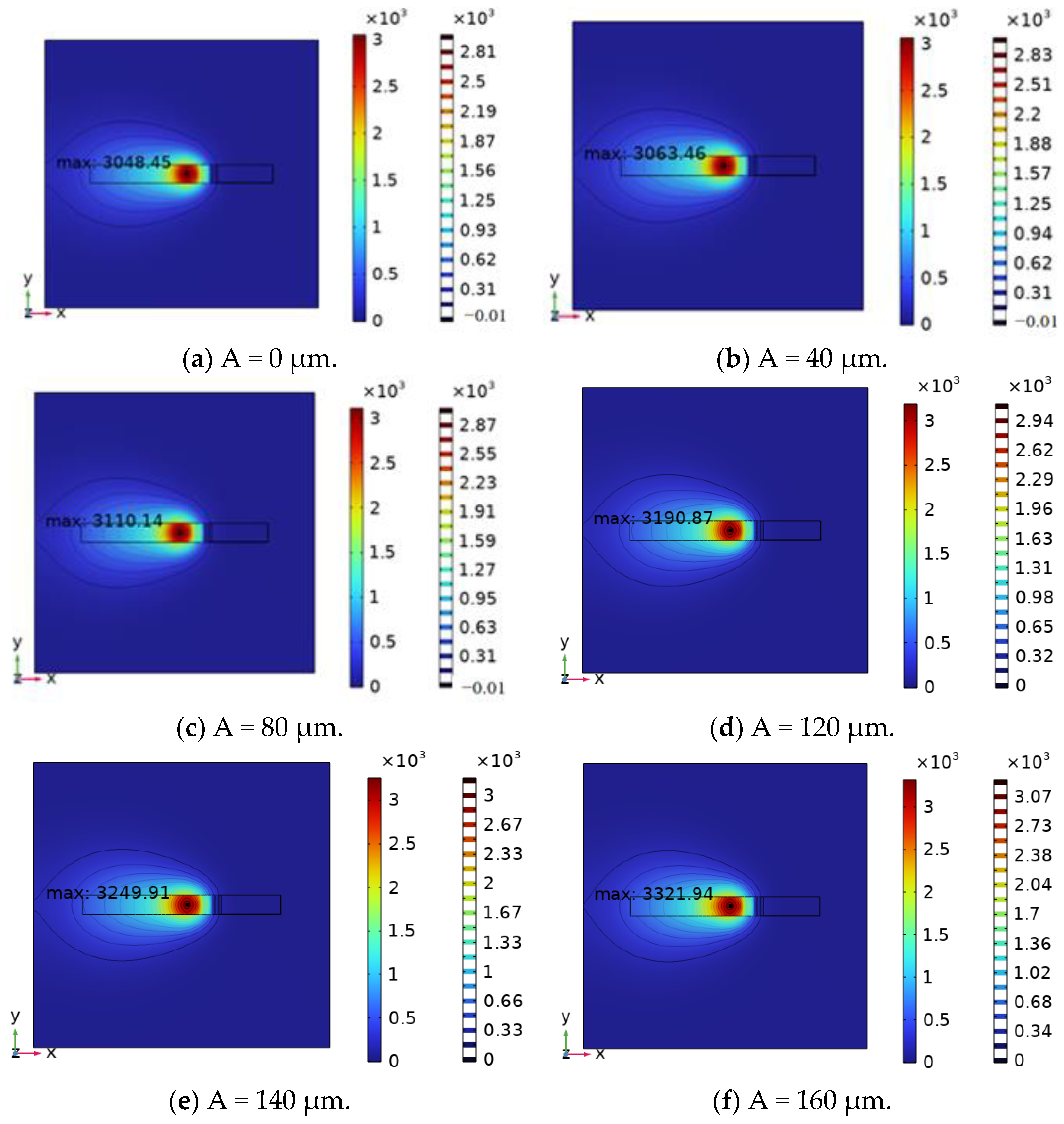
The temperature field distribution of the substrate under different ultrasonic amplitudes is shown in
Figure 3.
As the ultrasonic amplitude increases, the maximum temperature of the melt pool during additive manufacturing also increases to a certain extent, which is conducive to the melting of printing materials. The impact of ultrasonic vibration on the performance of additive manufacturing parts was mainly reflected in the effect of ultrasonic vibration on the precipitation and deposition behavior of grains in the molten pool during the solidification process as the laser light source gradually moved away after metal melting. The rapid and slow change in temperature had become the key to the uniformity of metal particle crystallization deposition and tissue distribution. Therefore, analyzing the temperature gradient in the molten pool during solidification under different ultrasonic amplitudes was crucial for selecting the optimal ultrasonic amplitude.
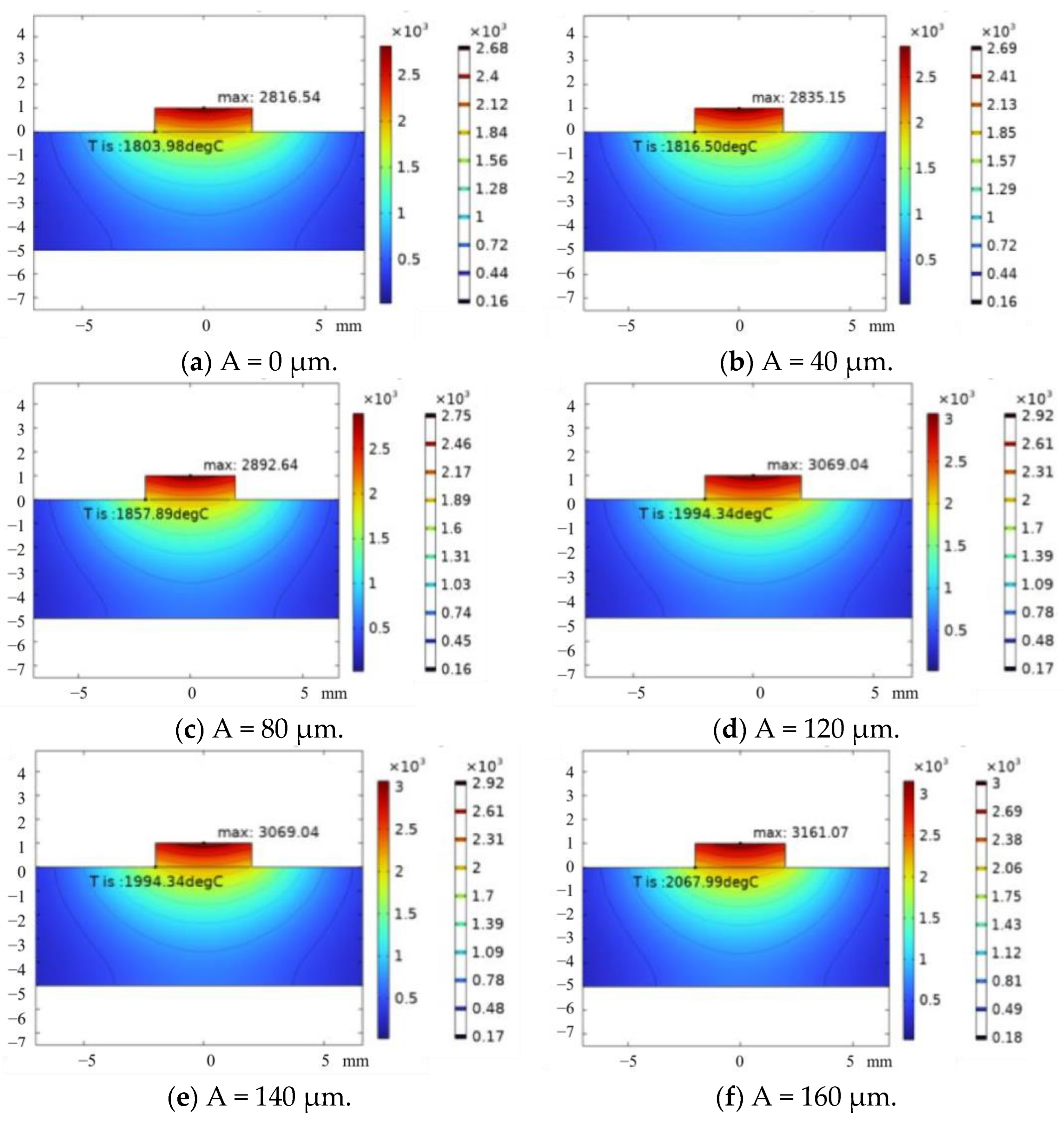
Figure 4 shows the temperature distribution of the middle section under different ultrasonic amplitudes. In the figure, it can be seen that the temperature distribution did not change significantly after applying ultrasonic vibration, and the position of the lowest point of interlayer temperature did not change. Its temperature slightly increased with the increase in ultrasonic amplitude. Compared to the absence of ultrasonic vibration assistance, the lowest point temperature between the lower layers increased by 12.52 °C under the condition of an amplitude of 40 μm and by 53.91 °C under the condition of an amplitude of 80 μm.
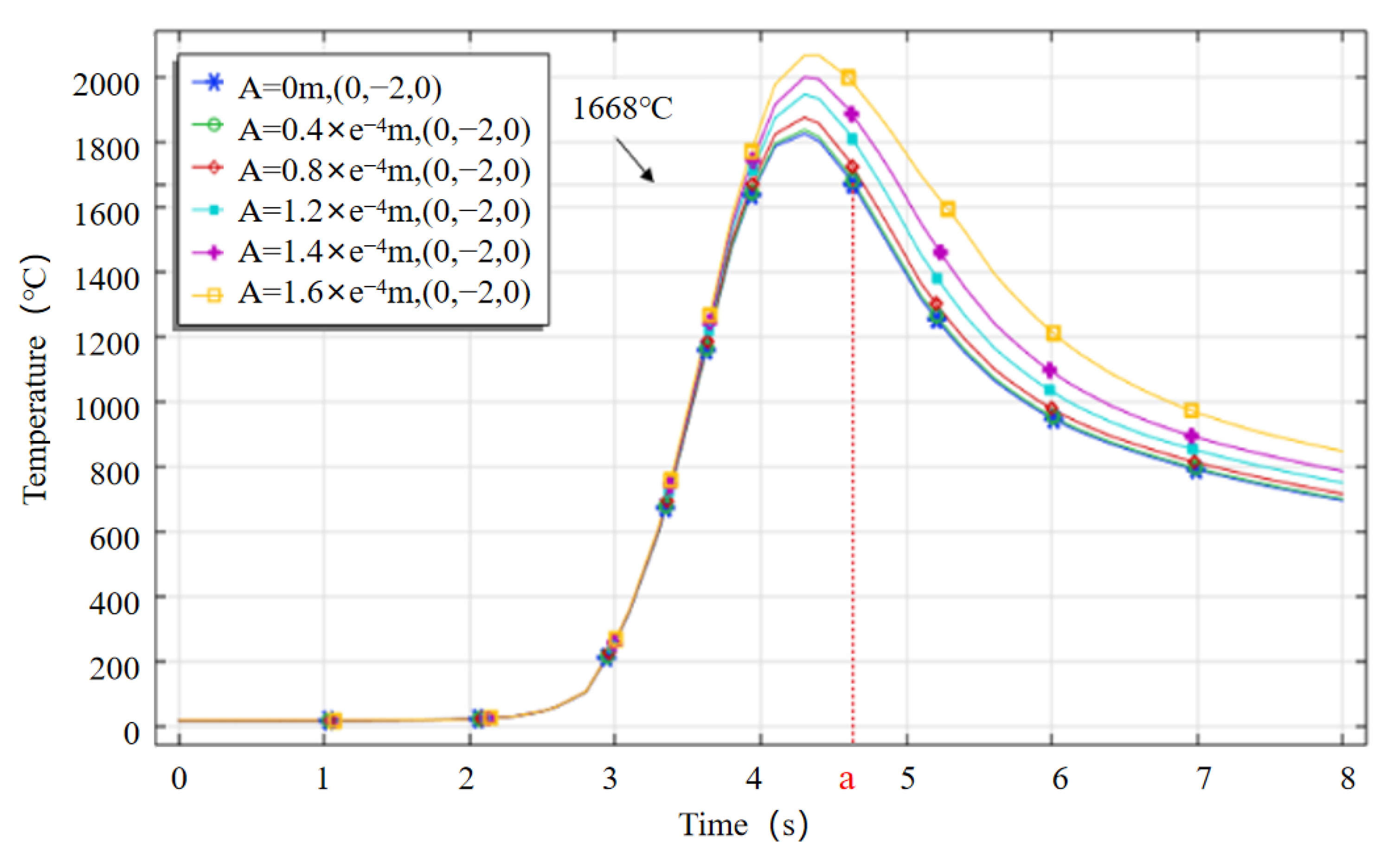
Figure 5 shows the temperature variation curve of the lowest point of interlayer temperature during additive manufacturing under different ultrasonic amplitudes over time. It can be seen that the printed materials at different amplitudes have completely melted at t = 4 s, and the temperature further increases. The highest temperature is reached around t = 4.4 s, and solidification begins after t = 4.6 s (point a in
Figure 5).
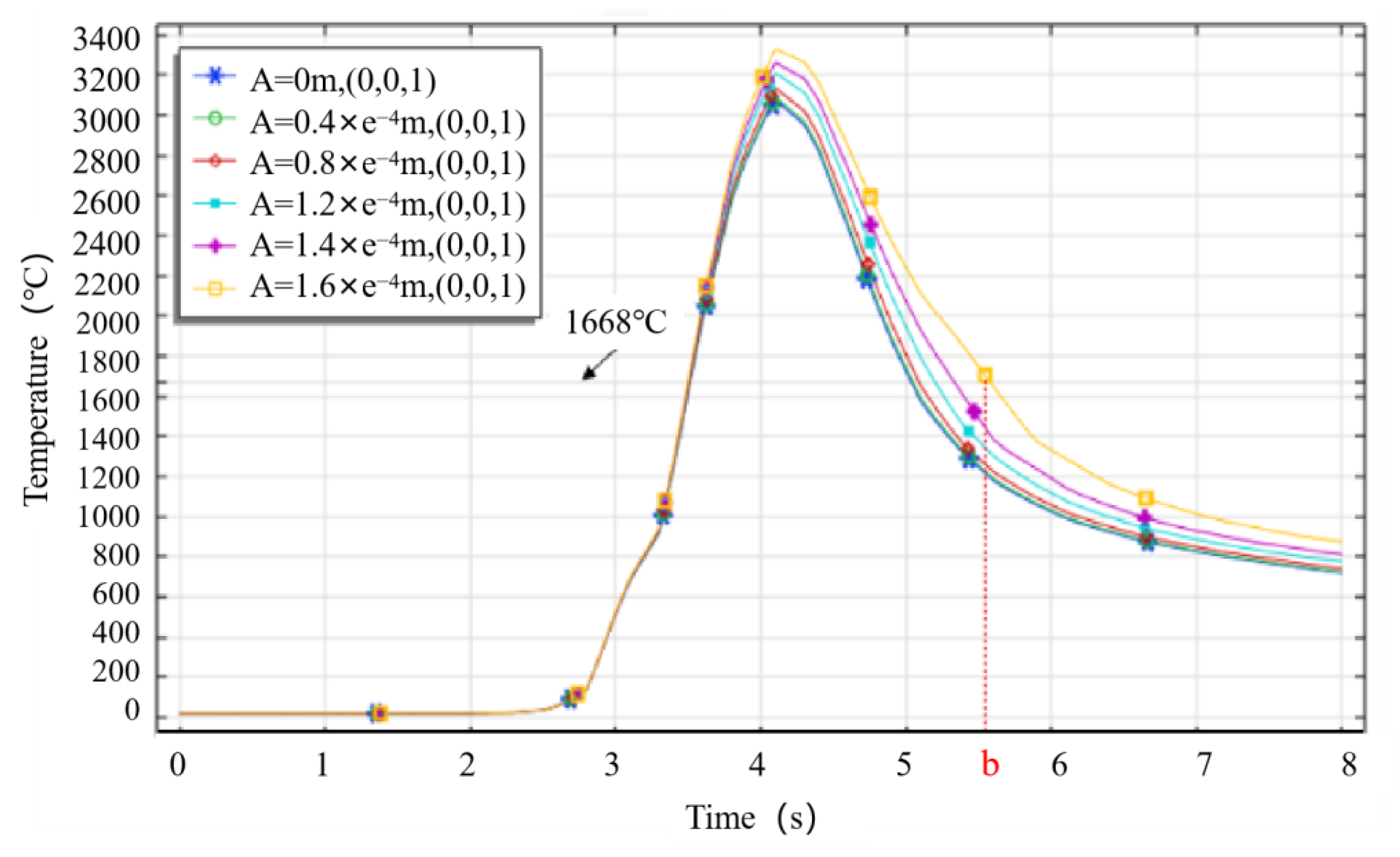
Figure 6 displays the temperature variation curves of the highest point within the volume during the additive manufacturing process under different ultrasonic amplitudes. The highest temperature point is approximately located near the coordinates (0,0,1). In the graph, it can be deduced that even with the maximum ultrasonic amplitude (A = 160 μm), the material is completely solidified at around t = 5.6 s (point b in
Figure 6). Therefore, the temperature gradient analysis for different ultrasonic amplitudes can be conducted from t = 4.6 s to t = 5.6 s.
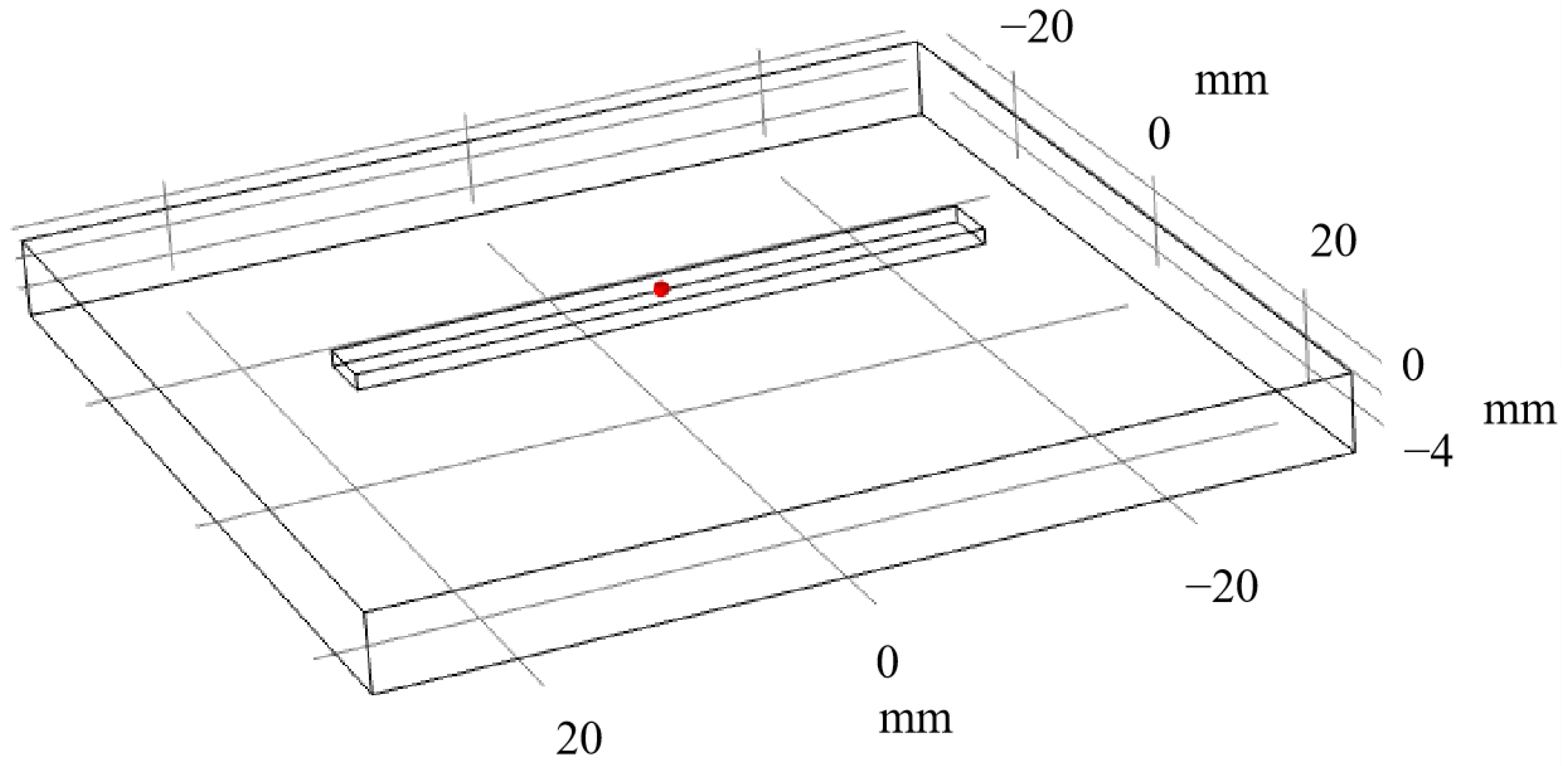
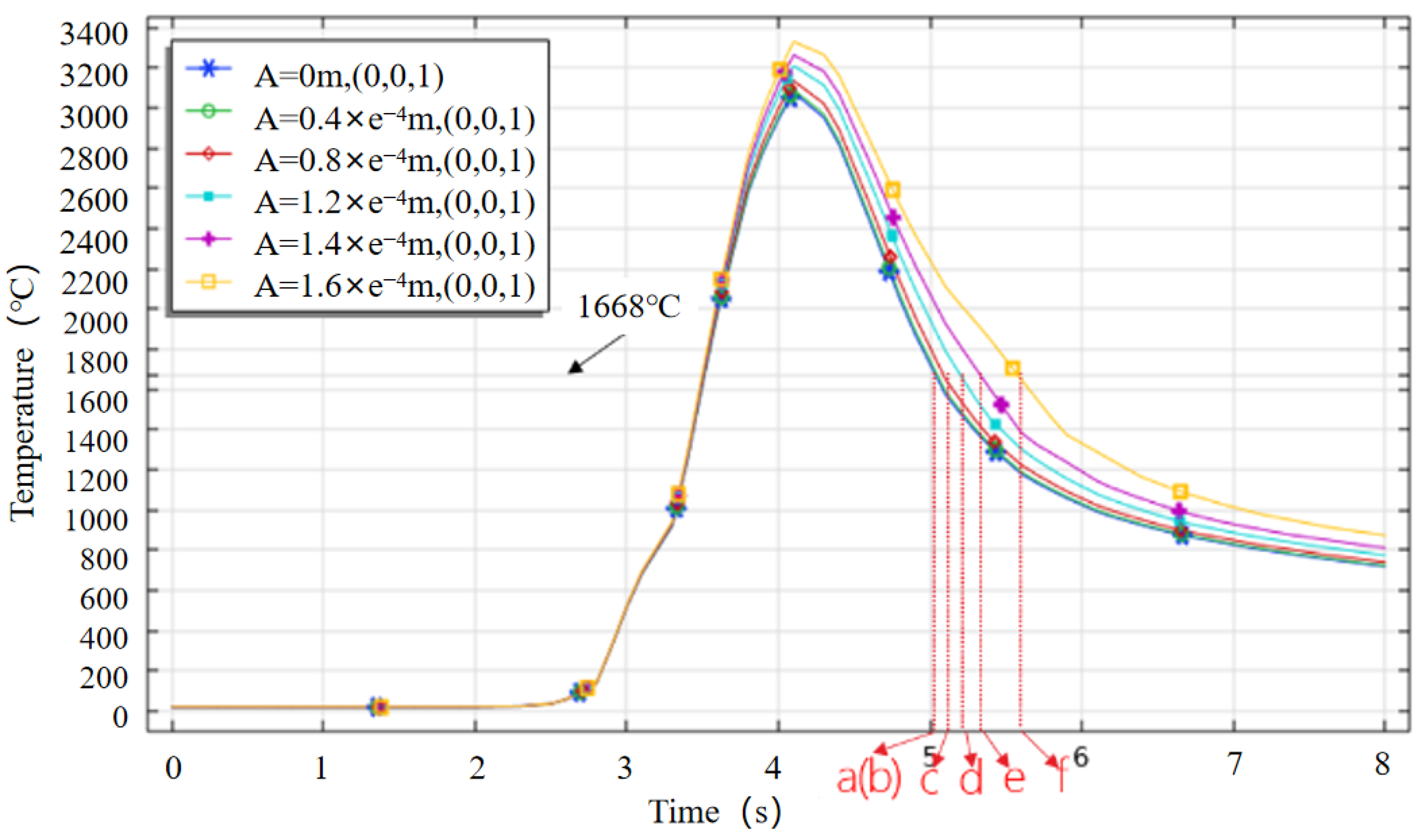
In order to more clearly compare the temperature gradients of the molten pool when it has just fully solidified under different ultrasonic amplitudes, the temperature distribution of the highest temperature point in the middle section (coordinates (0,0,1) are used, as shown in
Figure 7) at different ultrasonic amplitudes and times is shown in
Figure 8. The time interval for analyzing the temperature gradients is further reduced, and the time node for complete solidification of the molten pool in the middle section is determined. When the ultrasonic amplitude A = 0 and A = 40 μm, it completely solidifies at approximately t = 5.0 s, as shown in point ab in
Figure 8; when A = 80 μm, it completely solidifies at t = 5.1 s, as shown in point c in
Figure 8; when A = 120 μm, it completely solidifies at t = 5.2 s, as shown at point d in
Figure 8; when A = 140 μm, it completely solidifies at t = 5.3 s, as shown in point e in
Figure 8; when A = 160 μm, it completely solidifies at t = 5.6 s, as shown in point f in
Figure 8.
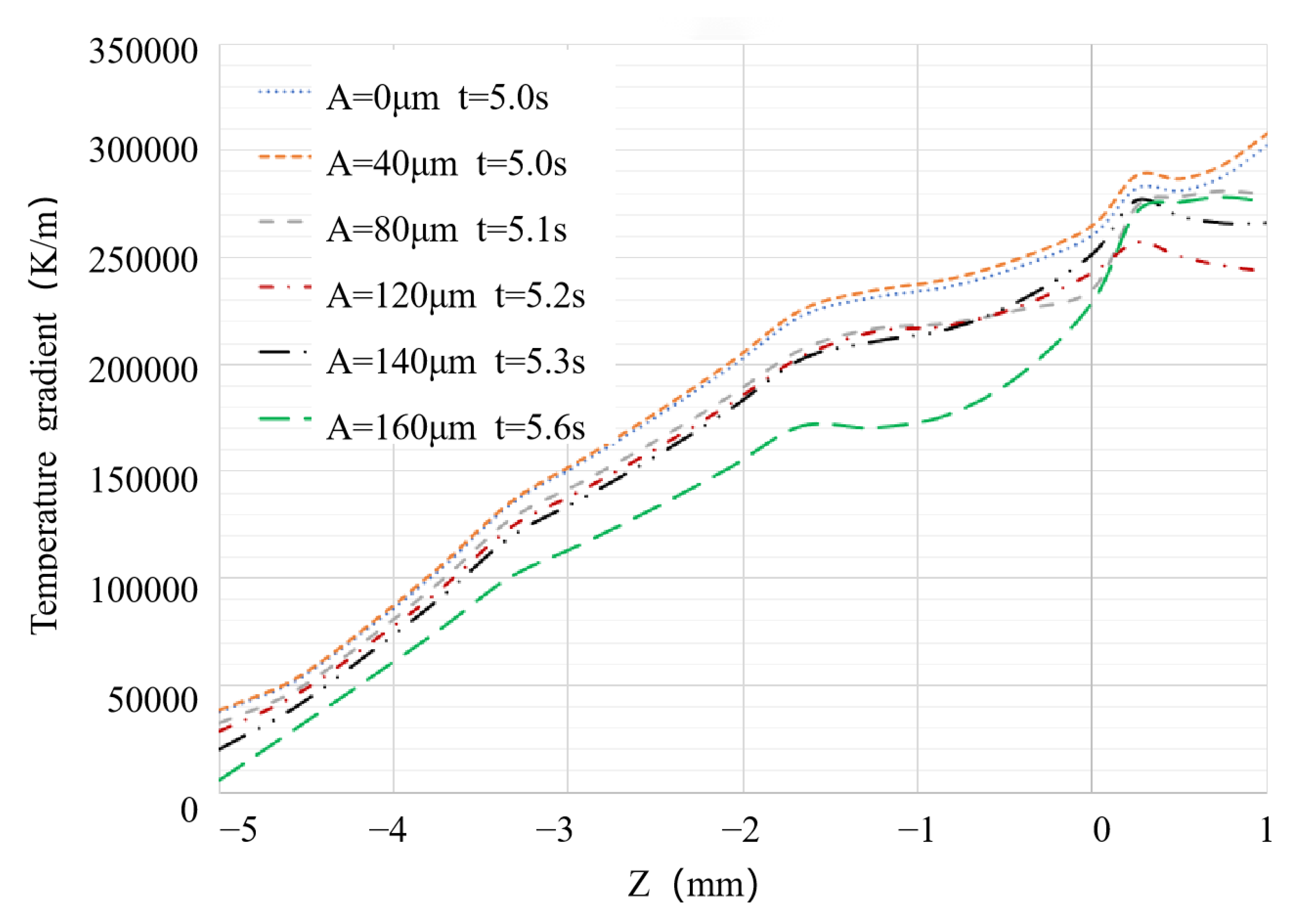
The analysis of the temperature gradient of the molten pool when it has just fully solidified under different amplitudes is shown in
Figure 9. It can be seen that when the ultrasonic amplitude A = 120 μm, the temperature gradient of additive manufacturing was smaller, which means that the temperature distribution was more uniform, which was more conducive to the uniform precipitation and deposition of crystals and the production of formed parts with better comprehensive performance. Therefore, the optimal ultrasonic vibration amplitude for this study was 120 μm.
4.3. Comparative Analysis of with and without Ultrasonic Assistance
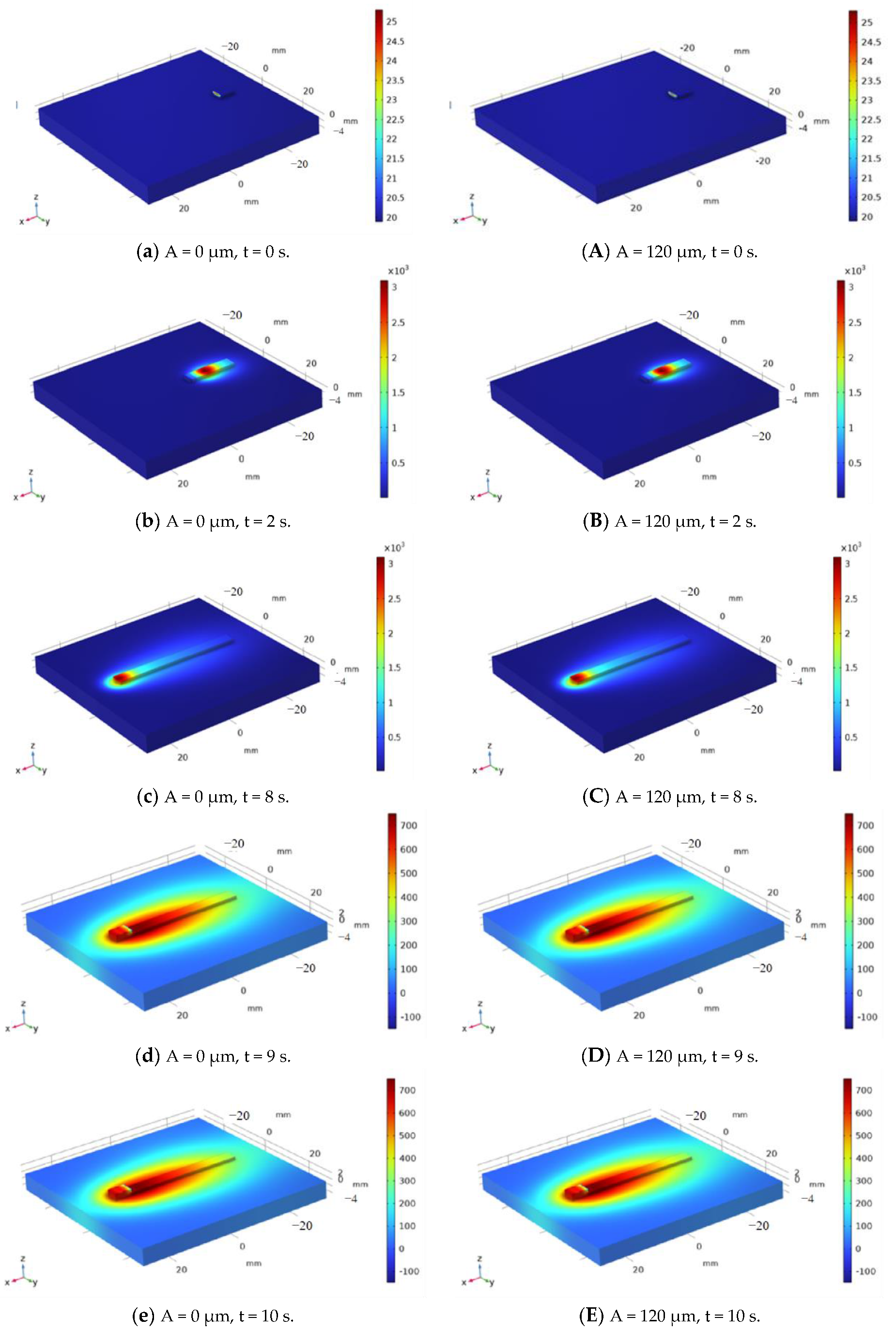
Figure 10 presents a comparative temperature distribution of different moments during the multi-layer printing process without ultrasonic vibration assistance (
Figure 10a–i) and with an ultrasonic amplitude of 120 μm (
Figure 10A–I).
Figure 10a,A depict the initial state, where a 10 mm additive manufacturing material is pre-deposited in the simulation.
Figure 10b,B show the gradual melting and deposition of the material as the laser source moves along the deposited filament after 2 s. It can be observed that the overall temperature distribution appears similar regardless of the presence or absence of ultrasonic vibration assistance. In
Figure 10c,C, at t = 8 s, the first layer printing is completed, and the laser source temporarily stops heating. After 2 s, it resumes printing the second layer with a pre-deposited 10 mm filament, and the laser starts functioning at 10 s, as shown in
Figure 10e,f,E,F. During this period, due to the pause in laser heating, the temperature in the printing area rapidly cools down, causing the first layer to solidify quickly, with most of the heat dissipating through the substrate, as depicted in
Figure 10d,D. This process is repeated for layer-by-layer printing.
Figure 10g–i and G–I present temperature contour maps for the second, third, and fourth layers when the ultrasonic amplitudes are 0 and 120 μm, respectively.
As the ultrasonic amplitude increases, the maximum temperature of the melt pool during the additive manufacturing process also increases to some extent, which is advantageous for material melting. The impact of ultrasonic vibration on the performance of additive manufactured components is mainly reflected after the metal is melted. During the solidification process, the influence of ultrasonic vibration on the precipitation and deposition behavior of grains within the melt pool becomes significant as the laser source moves away gradually.
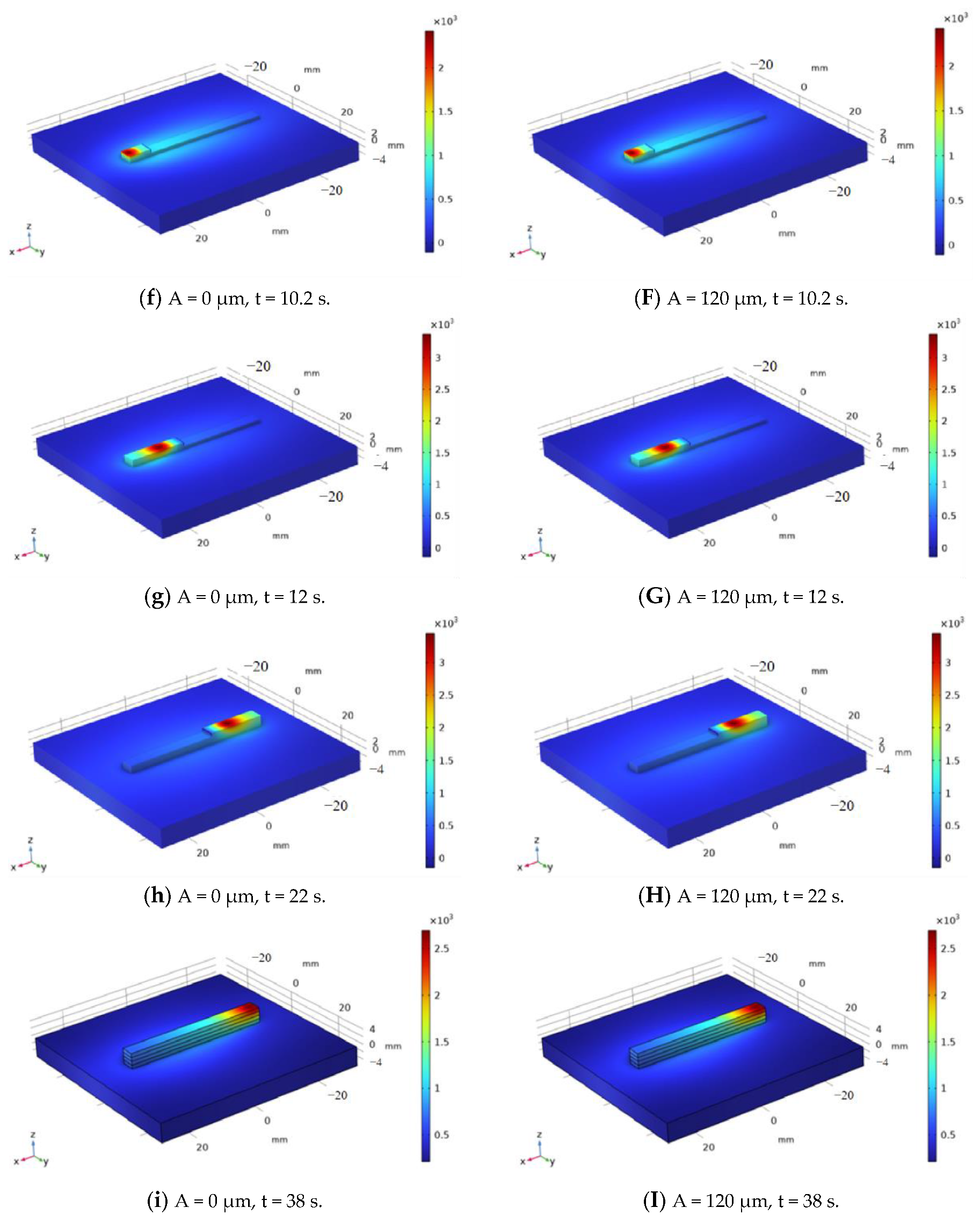
Figure 11 shows an isothermal surface plot at a specific moment during the printing of the third layer. It can be observed that, with the assistance of optimal ultrasonic vibration, the distribution of the isothermal surfaces becomes sparser, while the temperature is higher. This indicates that ultrasonic assistance reduces the temperature gradient within the melt pool and promotes a more uniform temperature distribution, which is beneficial for the stable crystallization of the metal and results in a more homogeneous microstructure.
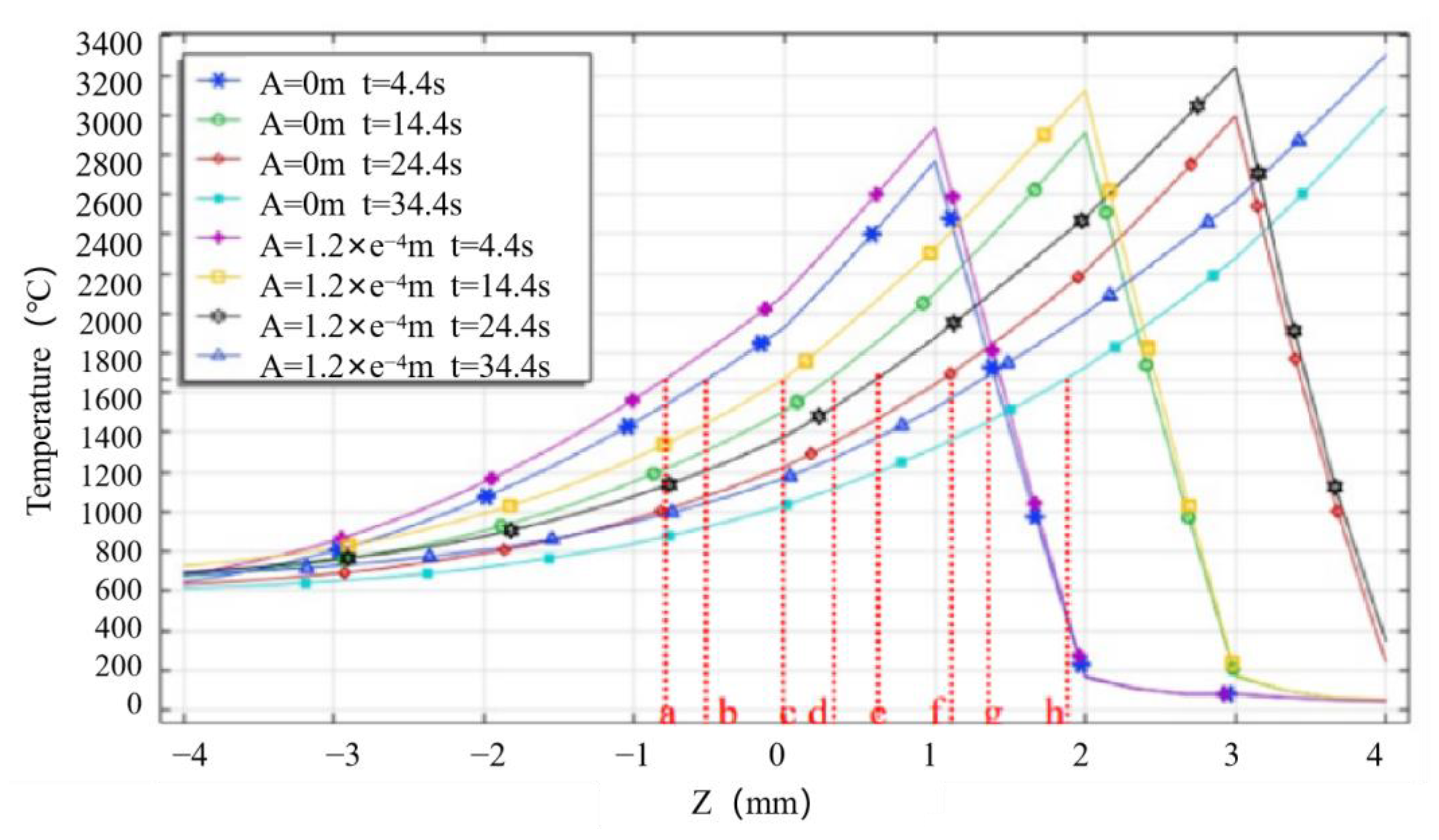
To further quantify the effect of ultrasonic vibration on temperature, the temperature variation along the Z-coordinate for different layers during printing was selected along the central axis, as shown in
Figure 12. It is shown that the addition of ultrasonic assistance increases temperature during the printing of each layer. This effect is influenced by acoustic streaming heat and cavitations’ effects. The ultrasonic action deepens the fusion between layers during printing, leading to stronger bonding and improved quality of the formed component. The temperature distribution shown in
Figure 12 demonstrates a cumulative effect causing temperatures to increase with the number of printed layers.
Consequently, when there are a higher number of layers, the temperature can become elevated, resulting in further deepening of the melt pool. This phenomenon can potentially hurt already solidified layers, thus compromising print quality, as observed at points e, h, and g in the figure. Therefore, it is advisable to reduce the laser power accordingly, with the optimal printing parameter being when the laser power is slightly below 1100 W.
Keeping the optimal laser power and feed rate parameters unchanged, without ultrasonic vibration, a parameter scan was conducted for different amplitudes of auxiliary ultrasonic vibration. The melt pool’s temperature field and temperature gradient distribution were calculated under each amplitude. Based on this analysis, the best parameters for ultrasonic-assisted additive manufacturing were selected, with the optimal ultrasound amplitude of approximately 120 μm. The analysis of multi-layer printing helped narrow down the range for the optimal processing parameters. Specifically, the ideal laser power for ultrasonic-assisted additive manufacturing should be distributed around 1100 W but should not exceed it.
The selection of the optimal ultrasonic amplitude was determined by equivalently introducing the energy of ultrasound as a heat source into the additive manufacturing model. The analysis focused on studying the temperature gradient changes during the solidification process of the melt pool with the addition of ultrasonic assistance, leading to the identification of the best ultrasonic amplitude. Under the optimal ultrasonic amplitude, the temperature gradient within the melt pool is minimized, and there are no sharp fluctuations in temperature. This advantageous condition helps reduce residual stresses in the additive manufactured components.
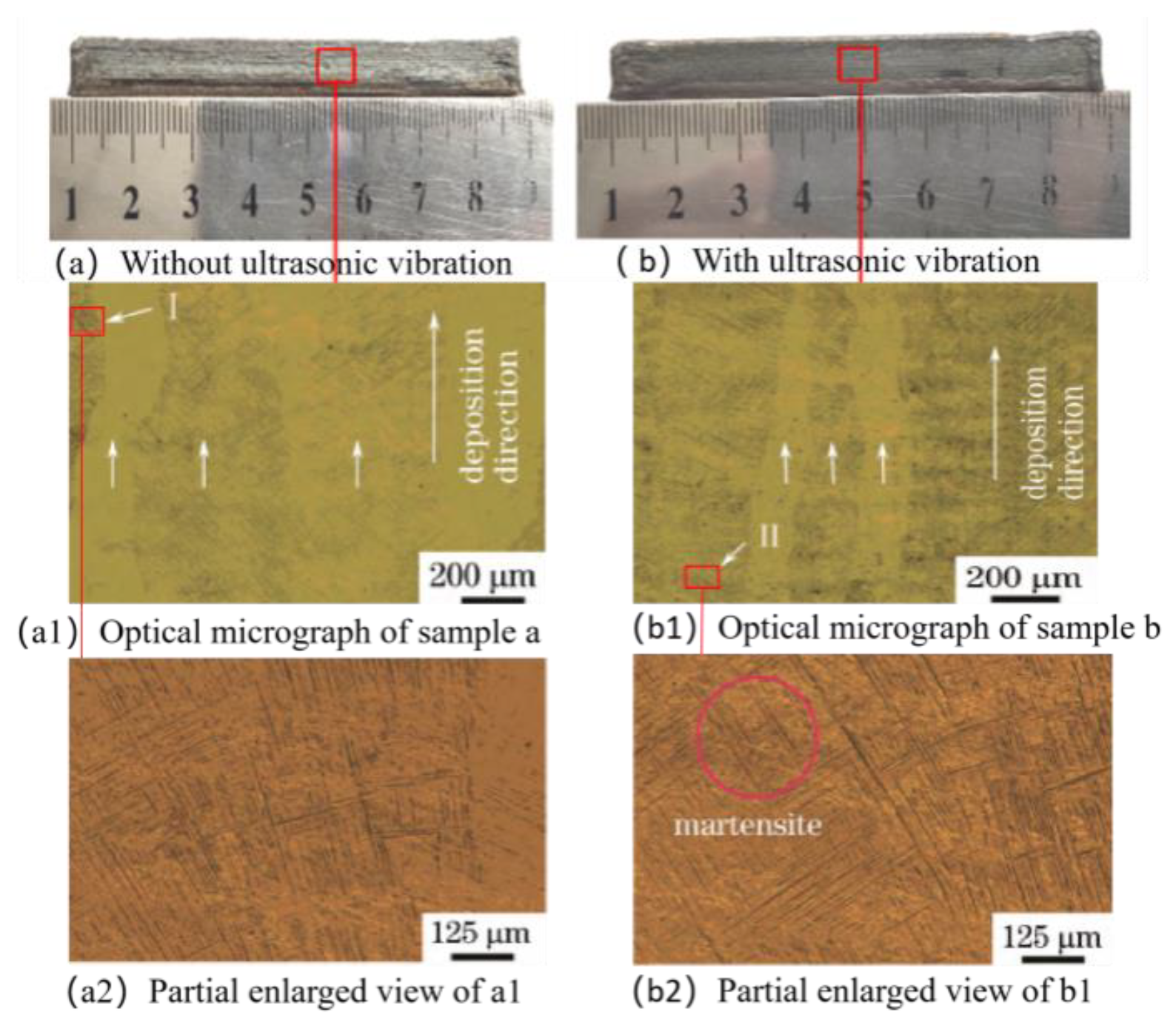
Figure 13 displays the micrograph of a single-pass component with and without ultrasonic-assisted additive manufacturing (as shown in
Figure 13a,b). Comparing the parts without ultrasonic assistance, it can be observed that when the ultrasonic amplitude is set to 120 μm, the assisted-formed part exhibits smaller, more numerous, and relatively dispersed microstructures.
Figure 13a1,b1 show the β and the average width of columnar crystals, which is about 300 μm. After applying ultrasonic vibration, the average width of columnar crystals in formed part b decreases. This is because ultrasonic cavitation produces bubbles in the molten pool, and when cavitation bubbles collapse, high-pressure shock waves are generated in the melt, causing a significant increase in the solidification temperature of the local melt, effective under cooling, and nucleation rate, β. The columnar crystals are also refined.
During the solidification process of the molten pool, high temperatures will create a significant increase in the solidification temperature of the local melt, effective because the ultrasound actively dispersed the microstructure α′ phase. Under a high-power microscope, it can be seen that the β grains contain a large number of parallel or cross-distributed fine needle-like martensite α′ phase, as shown in
Figure 13a2,b2 [
6].

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}