
Investigation on the Optimal Amount of Y and B Elements in High-Temperature Titanium Alloy Ti-5.9Al-4Sn-3.9Zr-3.8Mo-0.4Si-xY-yB


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
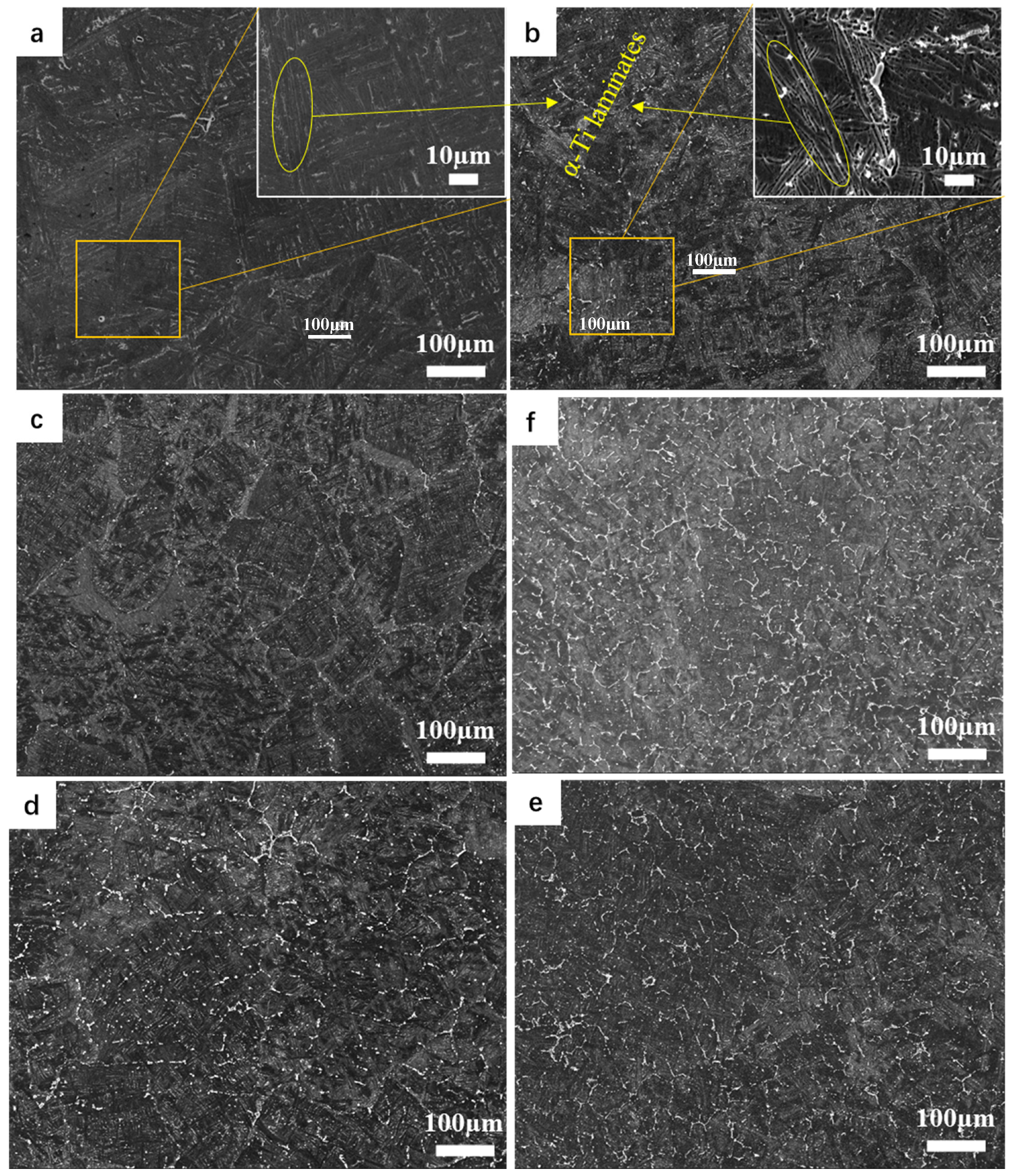
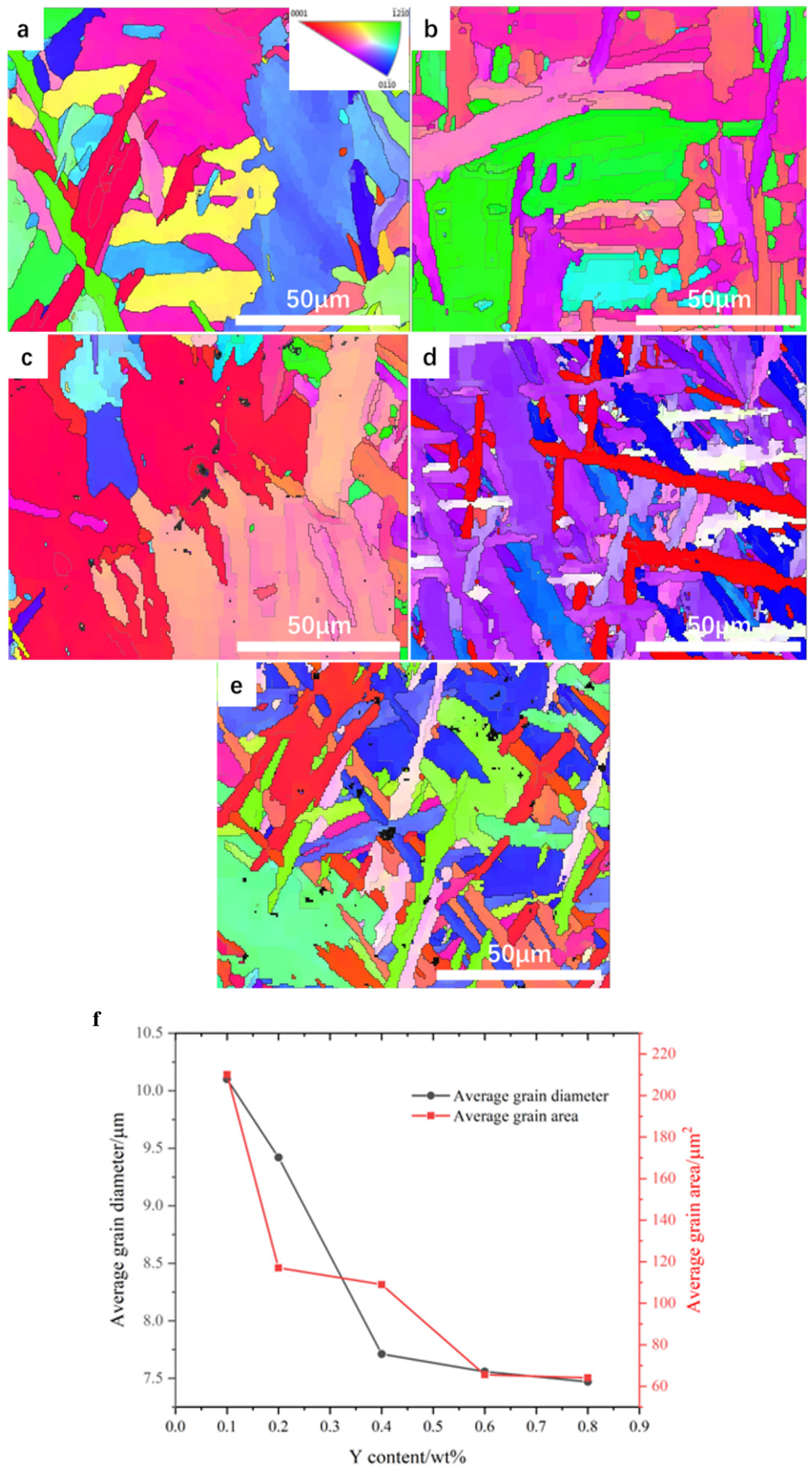
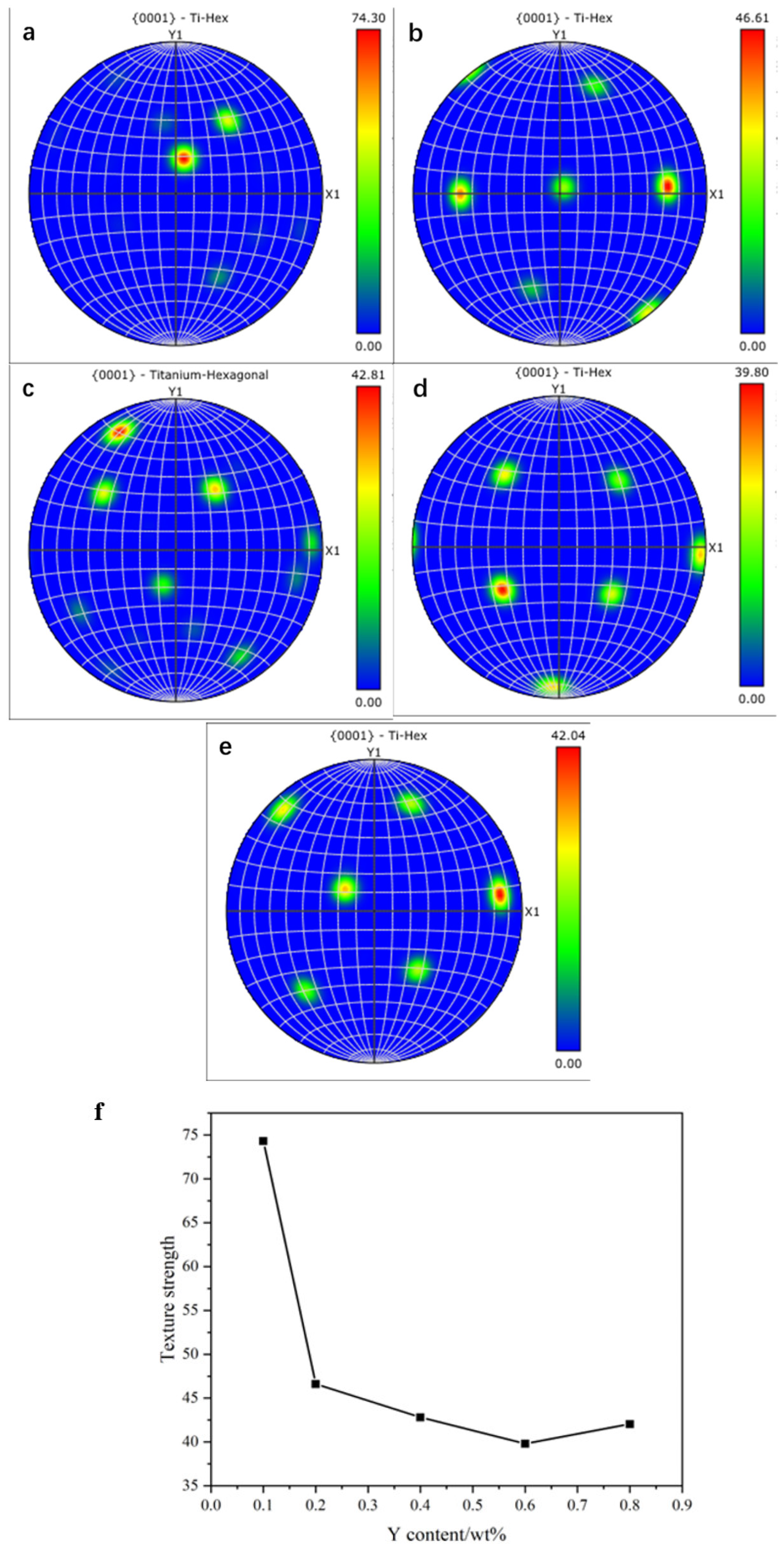
3.1. Microstructure Evolution after Y addition
3.2. Microstructure Evolution after B Addition
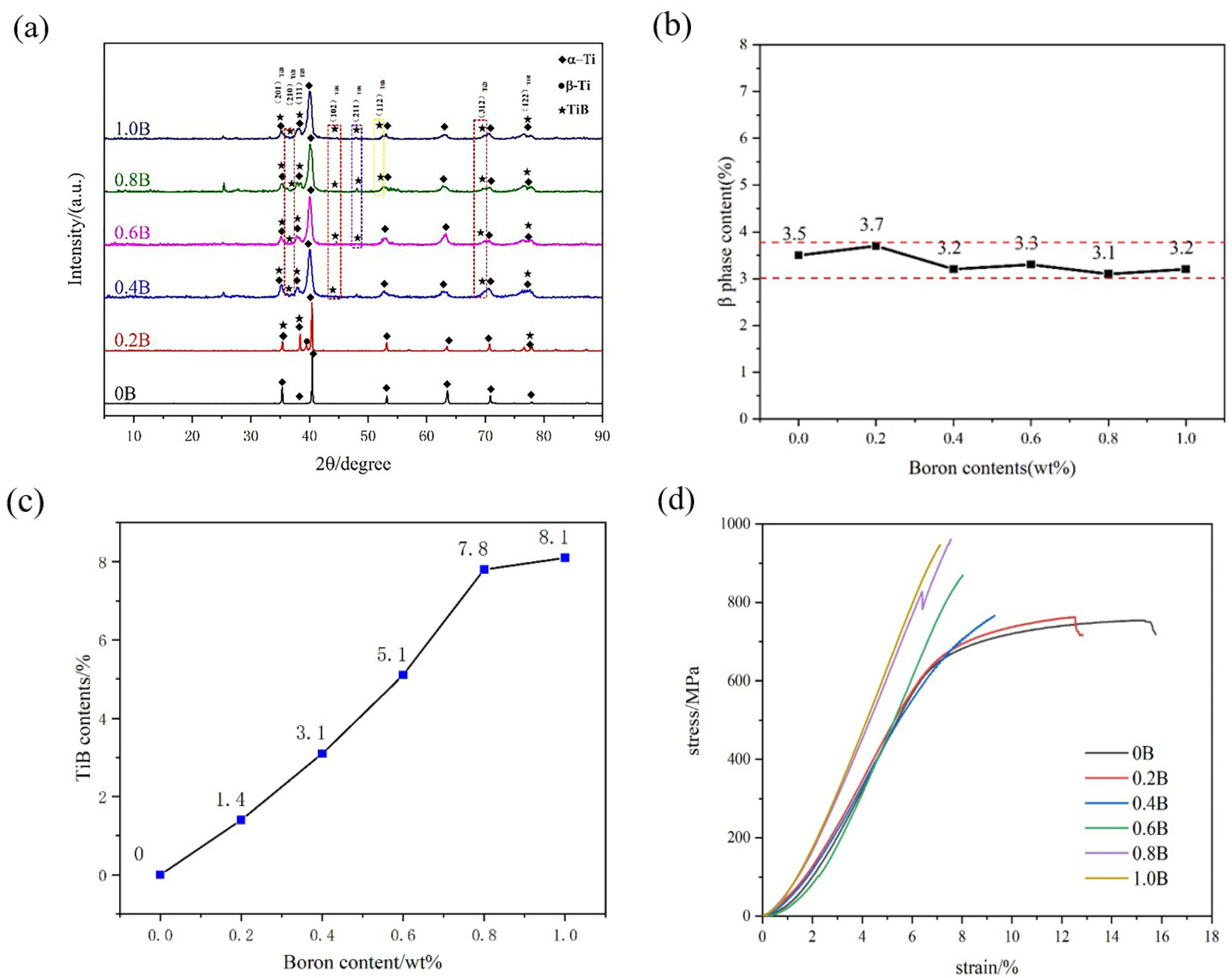
3.3. Verification of Phase and High-Temperature Tensile Mechanical Properties
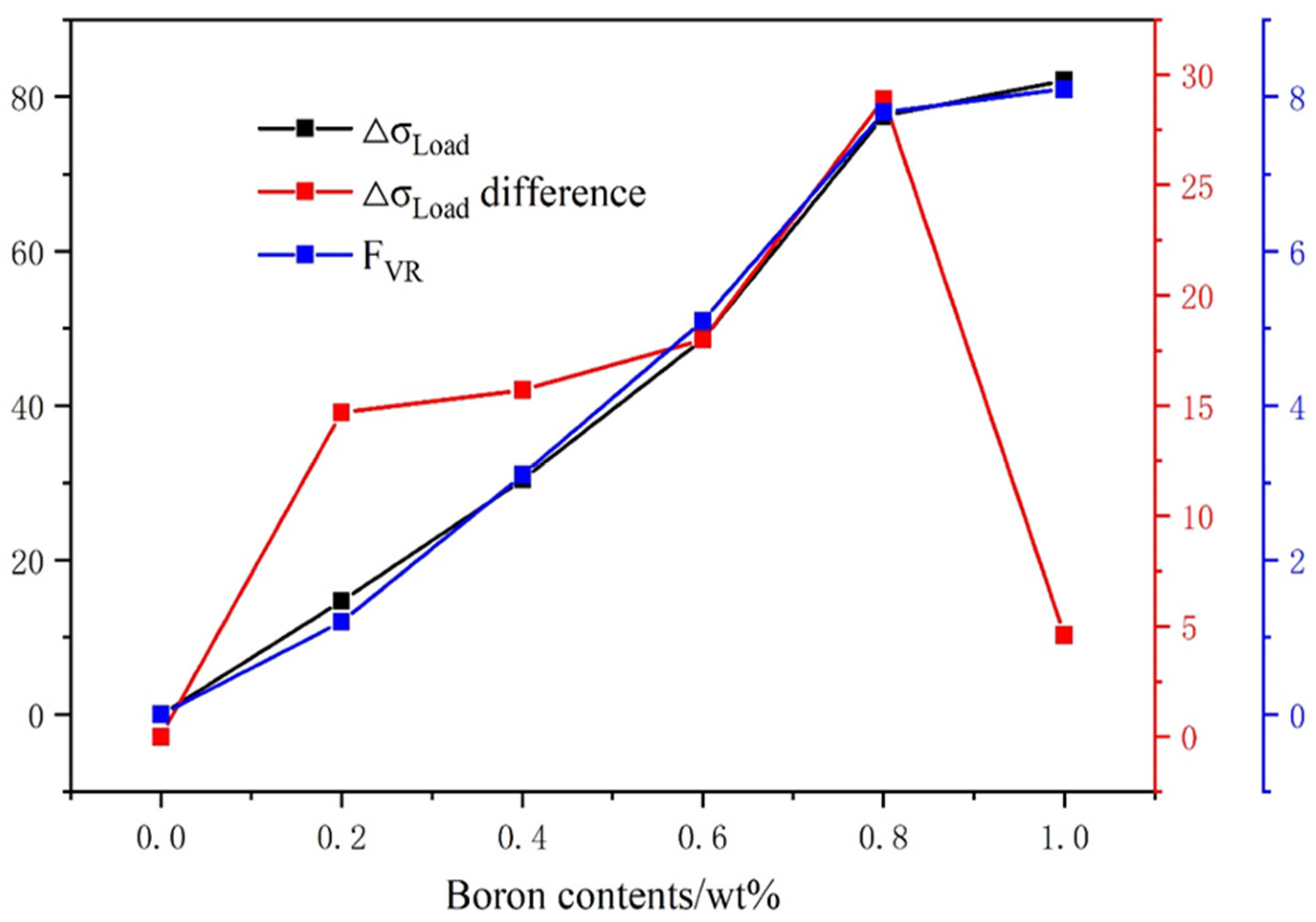
- Δσ Load (load) bearing leads to an increase in alloy strength (MPa).
- σym—Yield strength of matrix alloy (MPa).
- FVR—Whisker volume fraction (vol%).
- l/d—Whisker aspect ratio.
- FVR is the TiB whisker volume fraction (vol%).
- FWR—TiB whisker mass fraction (wt%).
- ρR—Enhanced bulk density (g/cm3).
- ρM—Matrix alloy density (g/cm3).
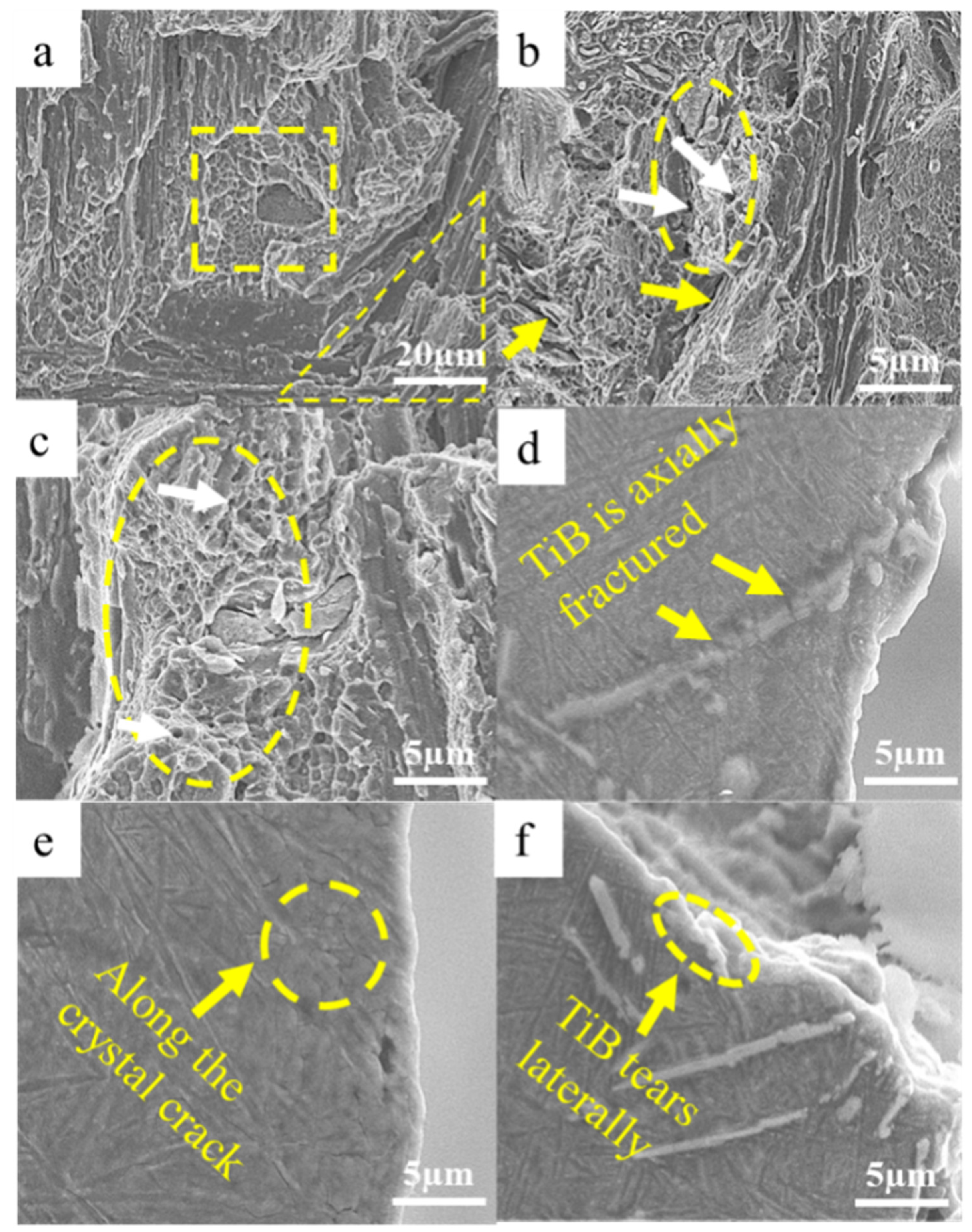
3.4. Fracture Characteristics
4. Conclusions
- (1)
- After the addition of Y, the original β grains and α grains were initially refined, resulting in an improvement in the uniformity of the matrix to some extent. Additionally, the organizational characteristics tended to shift from the as-cast Widmanstätten structure to the as-cast basketweave structure. Based on the summarized data on grain refinement and texture, it was determined that the optimal Y addition amount is 0.6 wt%.
- (2)
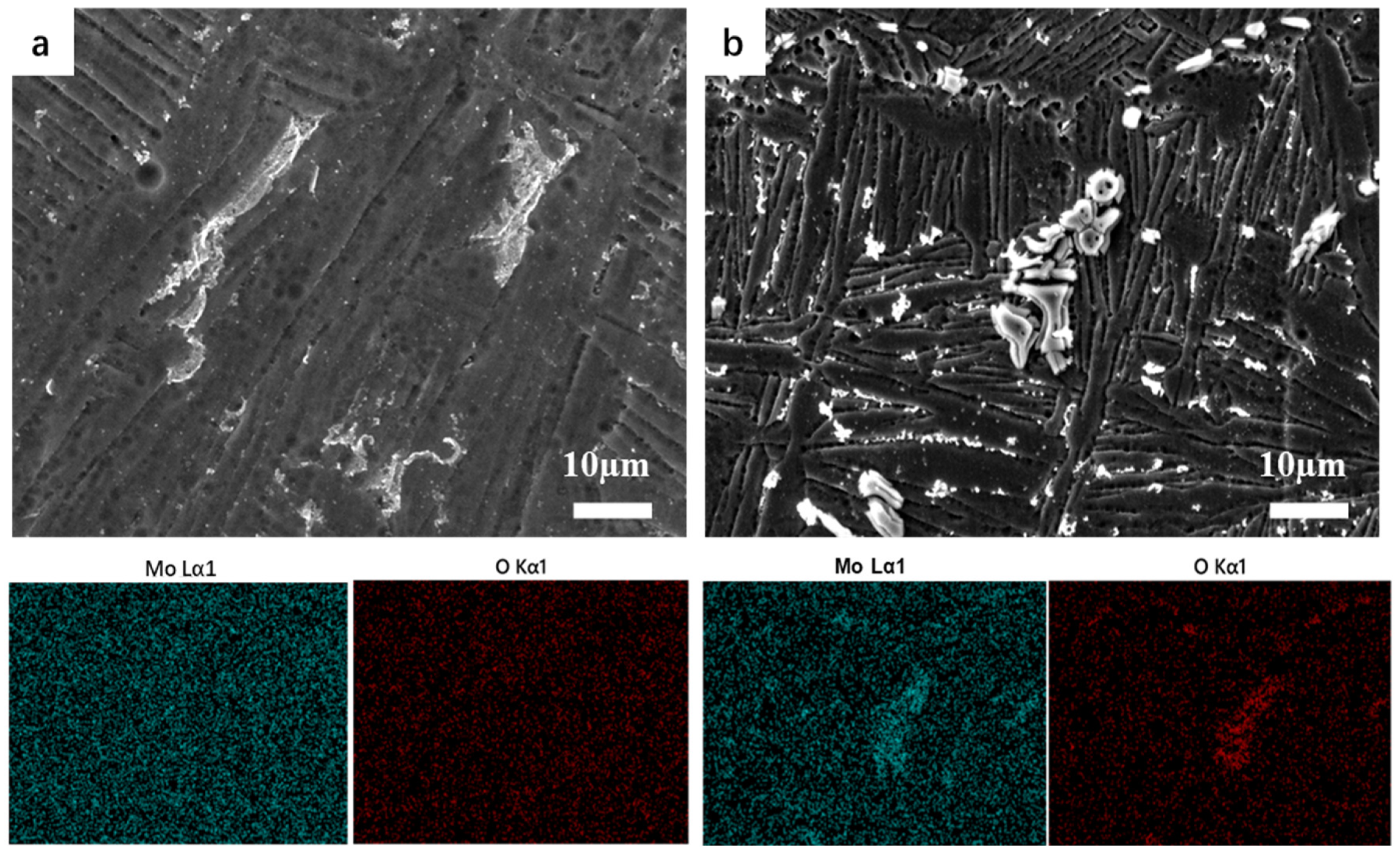
- The yttrium element can improve the mechanical properties of titanium alloys by improving the cleanliness of the matrix and making the second phase uniformly distributed in the matrix due to its strong oxygen affinity and affinity for neutral solid solution elements.
- (3)
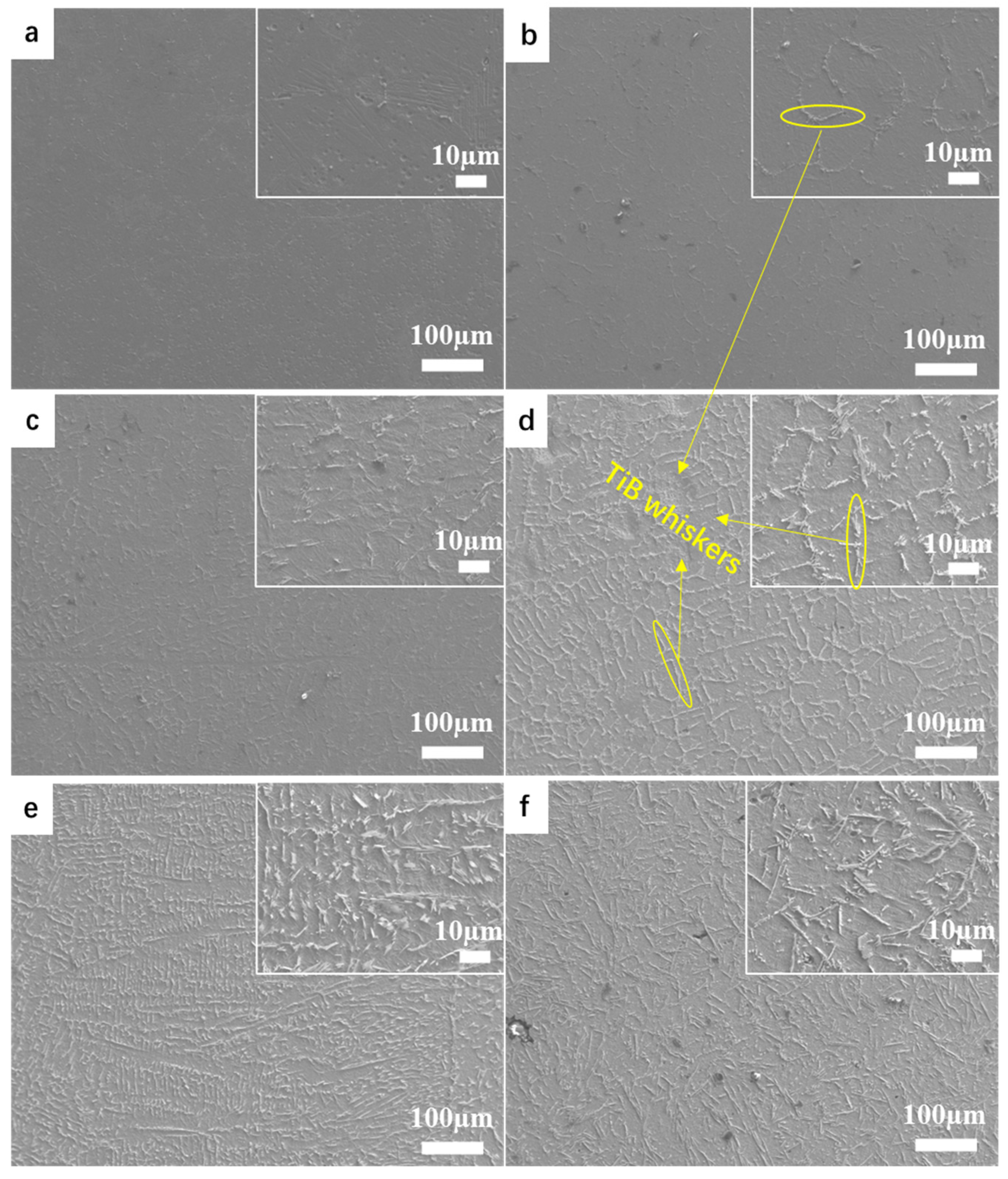
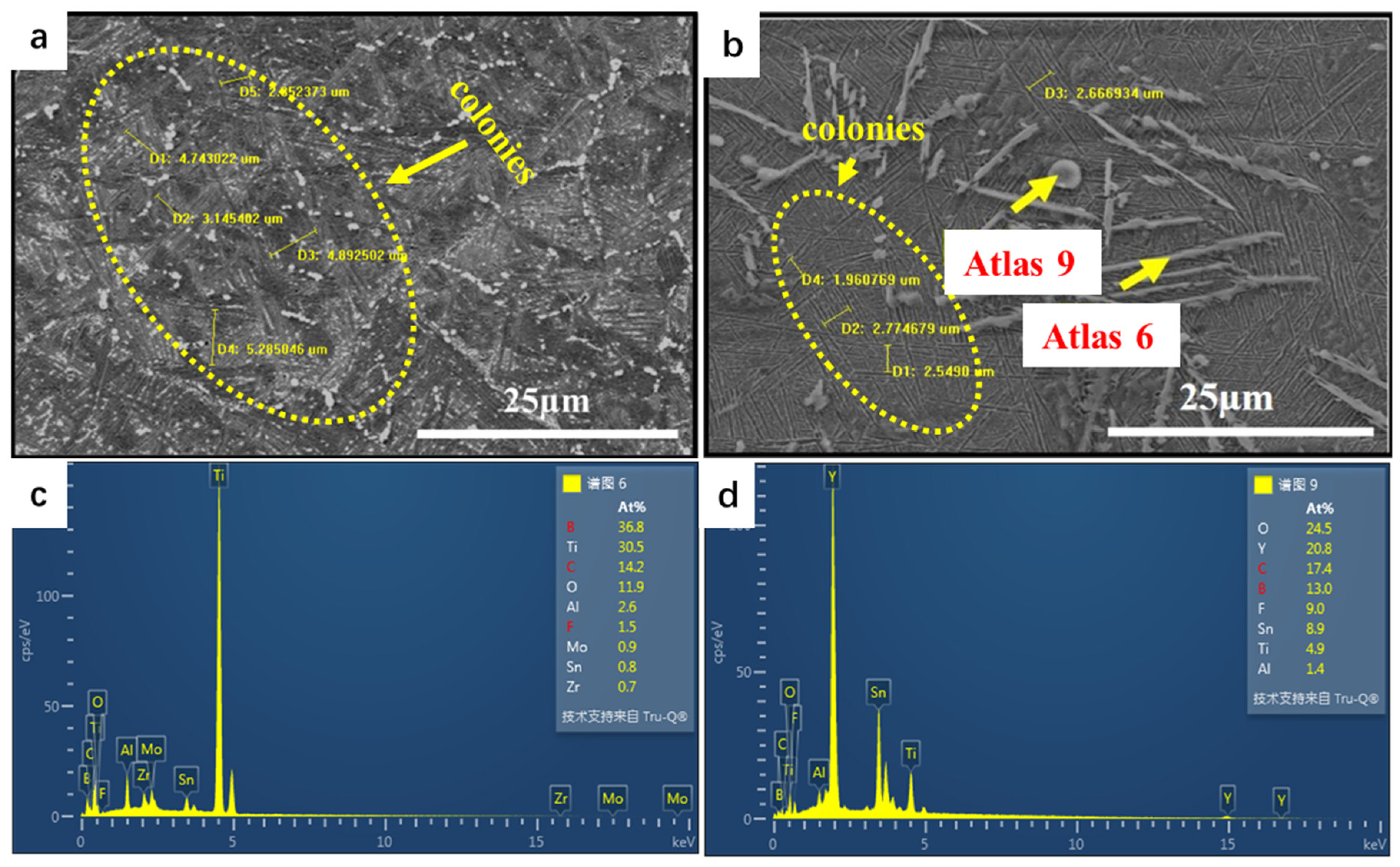
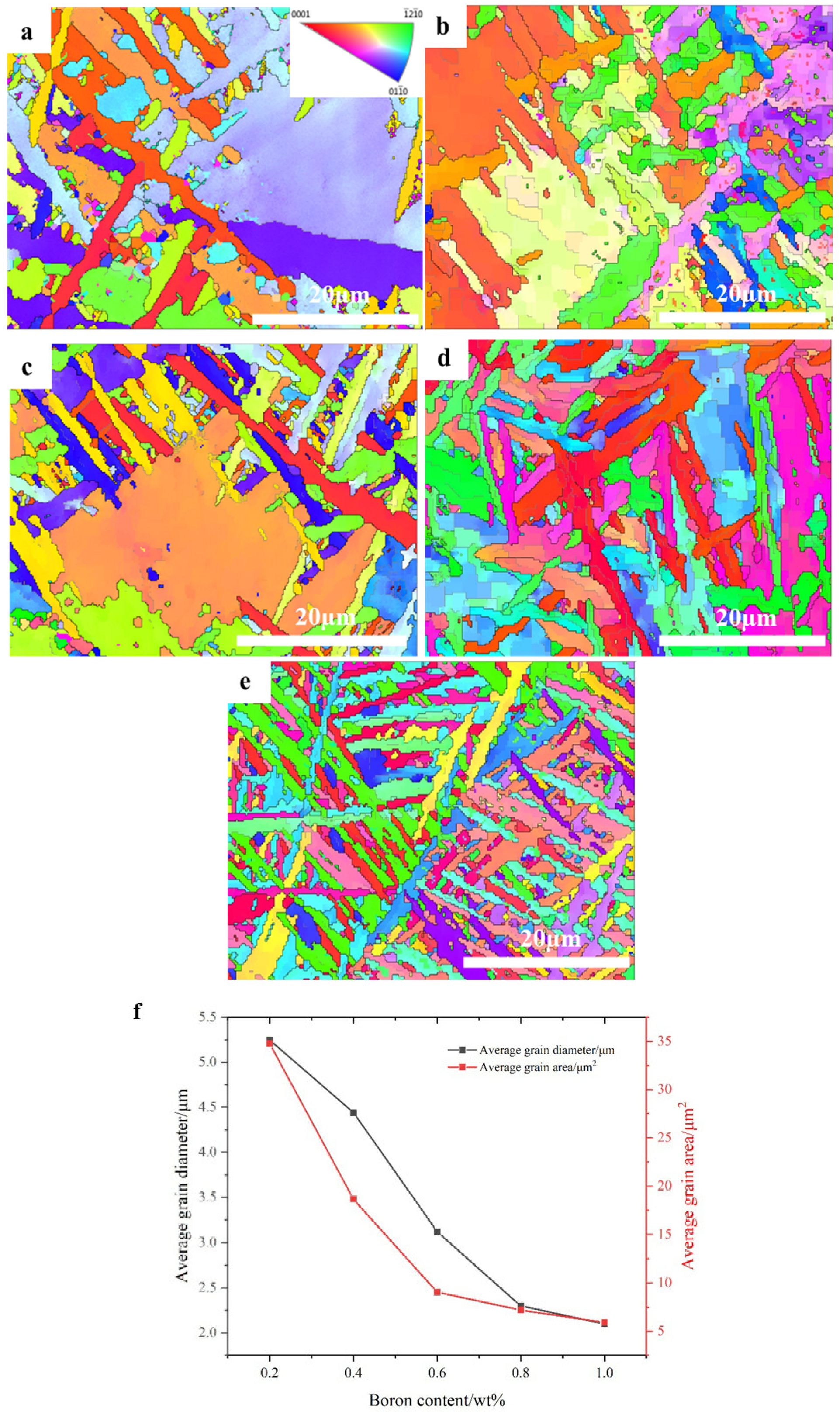
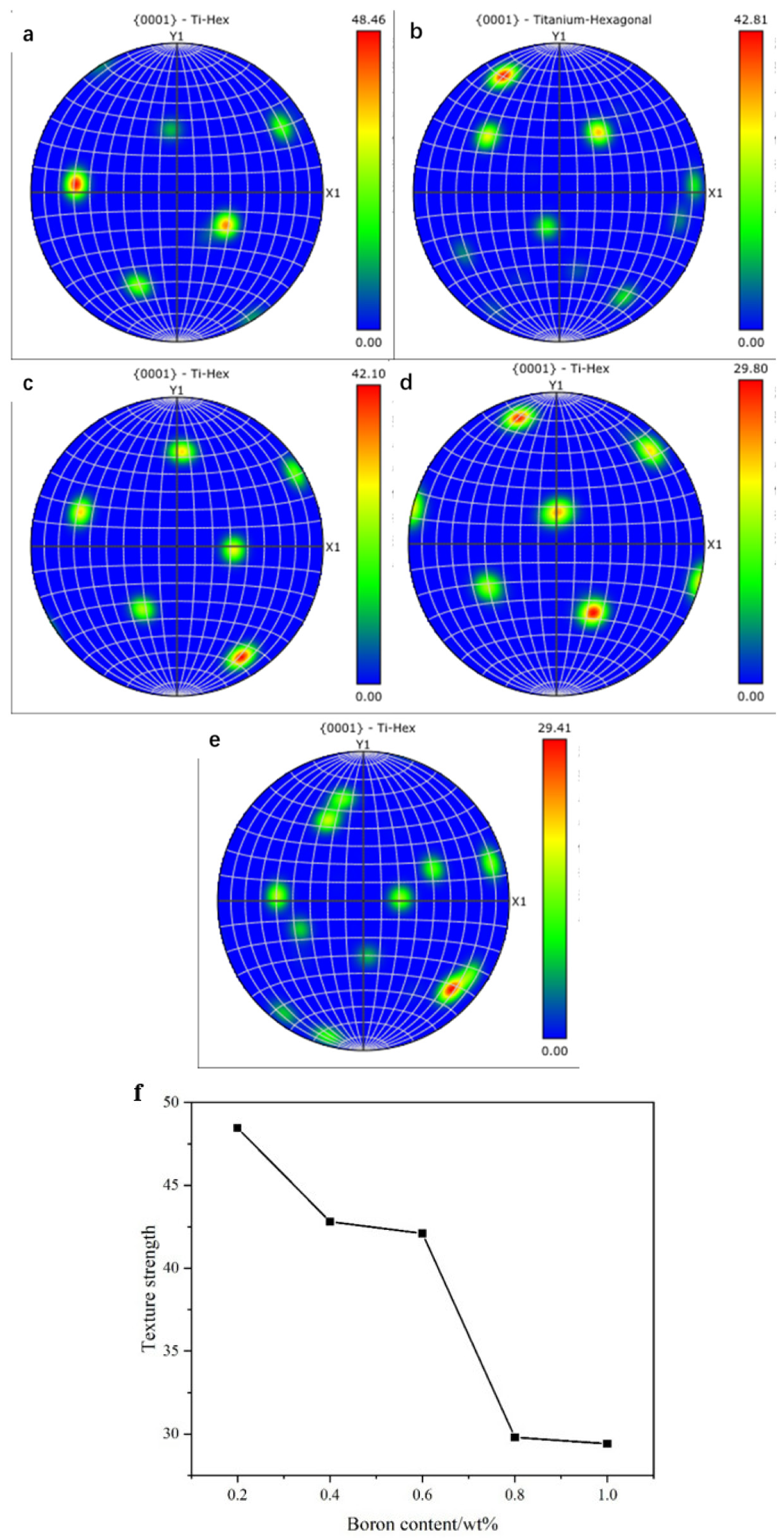
- After the addition of B, the β grains and α grains in the matrix underwent further refinement. Additionally, the distribution of TiB whiskers gradually extended from the grain boundaries towards the interior of the grains. The as-cast incomplete Widmanstätten structure gradually transforms into the as-cast basketweave structure. Based on the refined grain size and texture data, the optimal boron content in the alloy matrix was found to be 0.8 wt%.
- (4)
- The compared results of the 500 °C tensile condition, the load-bearing calculations, and the fact that the addition of boron ceramic compounds has a significant effect on the plasticity of the matrix indicate that the contribution of the load transfer strengthening value reached its limit when the addition amount reached 0.8 wt%, providing some evidence that the optimal B addition amount is 0.8 wt%.
- (5)
- The analysis of the high-temperature tensile fracture reveals that the fracture characteristics of TA5.9-0.6Y-0.8B were mainly rich in toughness pits and α-layered cleavage fractures. A large number of microcracks are produced around the fracture points of TiB during the high-temperature tensile process, indicating that it accelerated the fracture rate of the matrix while improving the high-temperature strength, thereby limiting the proportion of B added to the titanium alloy matrix.
- (6)
- TiB whiskers of TA5.9-0.6Y-0.8B exhibit an axial fracture and transverse dislocation fracture at 500 °C. Longitudinal fracturing primarily depends on the strength of the whiskers, while transverse tearing relies more on the bonding strength between the whiskers and the matrix.
- (7)
- (8)
- The microstructural observations combined with load transfer calculations and the fracture analysis of the logic chain confirm that the addition of 0.8 wt% boron is a reliable choice. The ultimately optimized alloy exhibits a high strength of 950 MPa in the high-temperature tensile experiment at 500 °C, positioning itself at the forefront of research on high-temperature, high-strength titanium alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Chen, R.; Hui, S.X.; Ye, W.J.; Yu, Y.; Mi, X.J.; Lee, D.G.; Lee, Y.T. High-temperature deformation behaviors of Ti-2Al-9.2Mo-2Fe alloy with boron. Rare Met. 2023, 42, 1695–1705. [Google Scholar] [CrossRef]
- Ma, X.; Xiang, Z.; Tan, C.; Wang, Z.; Liu, Y.; Chen, Z.; Shu, Q. Influences of boron contents on microstructures and mechanical properties of as-casted near α titanium alloy. J. Mater. Sci. Technol. 2021, 77, 1–18. [Google Scholar] [CrossRef]
- Narayana, P.L.; Wong, S.K.; Hong, J.-K.; Reddy, N.S.; Yeom, J.-T. Tensile properties of a newly developed high-temperature titanium alloy at room temperature and 650 °C. Mater. Sci. Eng. A 2018, 718, 287–291. [Google Scholar] [CrossRef]
- Cai, J.; Hao, M.; Li, X.; Ma, J.; Cao, C. Study on composition character and microstructure of BT36 high temperature Ti alloy. Mater. Eng. 2000, 2, 10–12. [Google Scholar] [CrossRef]
- Zhao, J.; Ding, H.; Hou, H.; Li, Z. Influence of hydrogen content on hot deformation behavior and microstructural evolution of Ti600 alloy. J. Alloys Compd. 2010, 491, 673–678. [Google Scholar] [CrossRef]
- Liu, Y. Effect of Microalloying on Microstructure and Properties of New 650 °C High-Temperature Titanium Alloy; Beijing University of Technology: Beijing, China, 2019. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, J.; Yang, R. Current status and prospect of high-temperature titanium alloys. J. Aeronaut. Mater. 2014, 34, 1–26. [Google Scholar] [CrossRef]
- Zhang, C.J.; Li, X.; Zhang, S.Z.; Chai, L.H.; Chen, Z.Y.; Kong, F.T.; Chen, Y.Y. Effects of direct rolling deformation on the microstructure and tensile properties of the 2.5 vol% (TiBw + TiCp)/Ti composites. Mater. Sci. Eng. A 2017, 684, 645–651. [Google Scholar] [CrossRef]
- Li, W.Y.; Chen, Z.Y.; Liu, J.R.; Zhu, S.X.; Sui, G.X.; Wang, Q.J. Rolling texture and its effect on tensile property of a near-α titanium alloy Ti60 plate. J. Mater. Sci. Technol. 2019, 35, 790–798. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Tamirisakandala, S.; Curtin, W.A.; Miracle, D.B. Assessment of in situ TiB whisker tensile strength and optimization of TiB-reinforced titanium alloy design. Scr. Mater. 2009, 61, 245–248. [Google Scholar] [CrossRef]
- Qu, J.P.; Zhang, C.J.; Zhang, S.Z.; Han, J.C.; Chai, L.H.; Chen, Z.Y.; Chen, Y.Y. Relationships among reinforcement volume fraction, microstructure and tensile properties of (TiBw/TiCp)/Ti composites after (α+β) forging. Mater. Sci. Eng. A 2017, 701, 16–23. [Google Scholar] [CrossRef]
- Ma, F.C.; Lu, S.Y.; Liu, P.; Li, W.; Liu, X.K.; Chen, X.L.; Zhang, K.; Pan, D. Evolution of strength and fibers orientation of a short-fibers reinforced Ti-matrix composite after extrusion. Mater. Des. 2017, 126, 297–304. [Google Scholar] [CrossRef]
- Tuo, X.M.; Li, N. Effect of yttrium on microstructure and properties of high temperature alloys. Rare Met. 1999, 18, 149–153. [Google Scholar] [CrossRef]
- Li, B.H.; Kong, F.T.; Chen, Y.Y. Effect of yttrium addition on microstructures and room temperature tensile properties of Ti-47Al alloy. J. Rare Earths 2006, 24, 352–356. [Google Scholar] [CrossRef]
- Ertuan, Z.; Yuyong, C.; Fantao, K.; Changjiang, Z.; Shulong, X. Effect of yttrium on microstructure and mold filling capacity of a near-α high temperature titanium alloy. China Foundry 2012, 9, 344–348. [Google Scholar] [CrossRef]
- Ma, X.Z.; Xiang, Z.L.; Ma, M.Z.; Tan, C.; Yang, Z.A.; Shen, G.L.; Chen, Z.Y.; Shu, Q. Effect of trace boron addition on microstructures, textures, mechanical properties and fracture behaviors of near a titanium alloy. Mater. Sci. Eng. A 2020, 772, 138749. [Google Scholar] [CrossRef]
- Gardner, H.M.; Gopon, P.; Magazzeni, C.M.; Radecka, A.; Fox, K.; Rugg, D.; Wade, J.; Armstrong, D.E.J.; Moody, M.P.; Bagot, P.A.J. Quantifying the effect of oxygen on micro-mechanical properties of a near-alpha titanium alloy. J. Mater. Res. 2021, 36, 2529–2544. [Google Scholar] [CrossRef]
- Ma, X. Study on the Synergistic Mechanism between Room Temperature and High Temperature Microstructure and Properties of Boron Containing High-Temperature Titanium Alloys; Beijing University of Technology: Beijing, China, 2021. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measure Positions | Chemical Elements | ||||||
|---|---|---|---|---|---|---|---|
| Ti | Al | Sn | Zr | Mo | Si | Y | |
| Element content | Bal | 5.93 | 4.04 | 3.87 | 3.83 | 0.19 | 0.12 |
| Bal | 5.91 | 4.07 | 3.89 | 3.78 | 0.17 | 0.19 | |
| Bal | 5.88 | 4.05 | 3.87 | 3.81 | 0.21 | 0.41 | |
| Bal | 5.89 | 4.03 | 3.91 | 3.79 | 0.24 | 0.64 | |
| Bal | 5.92 | 4.05 | 3.9 | 3.78 | 0.18 | 0.82 | |
| Measure Positions | Chemical Elements | |||||||
|---|---|---|---|---|---|---|---|---|
| Ti | Al | Sn | Zr | Mo | Si | Y | B | |
| Element content | Bal | 5.93 | 4.04 | 3.87 | 3.83 | 0.19 | 0.62 | 0 |
| Bal | 5.91 | 4.07 | 3.89 | 3.78 | 0.17 | 0.59 | 0.19 | |
| Bal | 5.88 | 4.05 | 3.87 | 3.81 | 0.21 | 0.61 | 0.42 | |
| Bal | 5.89 | 4.03 | 3.91 | 3.79 | 0.24 | 0.64 | 0.58 | |
| Bal | 5.92 | 4.05 | 3.9 | 3.78 | 0.18 | 0.62 | 0.81 | |
| Bal | 5.94 | 4.02 | 3.89 | 3.77 | 0.22 | 0.61 | 1.01 | |
| B content/wt% | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| Length-to-diameter ratio (1/d) | 0 | 12.5 | 13.2 | 15.03 | 17.75 | 17.61 |
| B content/wt% | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1 |
| FVR/vol% | 0 | 1.2 | 3.1 | 5.1 | 7.8 | 8.1 |
| ΔσLoad /MPa | 0 | 14.7 | 30.4 | 48.6 | 77.5 | 82.1 |
| ΔσLoad Difference/MPa | 0 | 14.7 | 15.7 | 18 | 28.9 | 4.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Peng, Y.; Zhang, P.; Hu, Y.; Wu, D.; Tu, X. Investigation on the Optimal Amount of Y and B Elements in High-Temperature Titanium Alloy Ti-5.9Al-4Sn-3.9Zr-3.8Mo-0.4Si-xY-yB. Alloys 2023, 2, 271-287. https://doi.org/10.3390/alloys2040019
Zhang Y, Peng Y, Zhang P, Hu Y, Wu D, Tu X. Investigation on the Optimal Amount of Y and B Elements in High-Temperature Titanium Alloy Ti-5.9Al-4Sn-3.9Zr-3.8Mo-0.4Si-xY-yB. Alloys. 2023; 2(4):271-287. https://doi.org/10.3390/alloys2040019
Chicago/Turabian StyleZhang, Yingbo, Yuanhui Peng, Pu Zhang, Yunfeng Hu, Dongliang Wu, and Xing Tu. 2023. "Investigation on the Optimal Amount of Y and B Elements in High-Temperature Titanium Alloy Ti-5.9Al-4Sn-3.9Zr-3.8Mo-0.4Si-xY-yB" Alloys 2, no. 4: 271-287. https://doi.org/10.3390/alloys2040019
APA StyleZhang, Y., Peng, Y., Zhang, P., Hu, Y., Wu, D., & Tu, X. (2023). Investigation on the Optimal Amount of Y and B Elements in High-Temperature Titanium Alloy Ti-5.9Al-4Sn-3.9Zr-3.8Mo-0.4Si-xY-yB. Alloys, 2(4), 271-287. https://doi.org/10.3390/alloys2040019