


Coatings 2024, 14(10), 1278; https://doi.org/10.3390/coatings14101278 - 7 Oct 2024
Viewed by 1040
Abstract
►
Show Figures
In this work, a comparative study of the tribological performance of two hard coatings, CrN/TiBN, was conducted for research purposes and industrial applications in food products, particularly for food packaging into cans using the double hermetic sealing process. CrN and TiBN coatings were
[...] Read more.
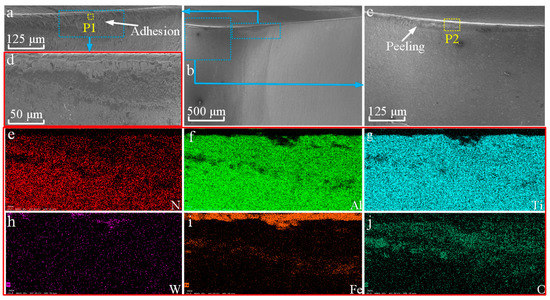
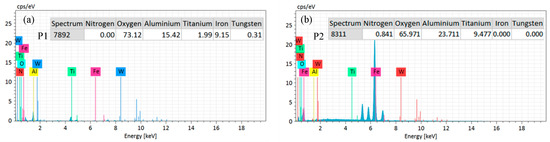
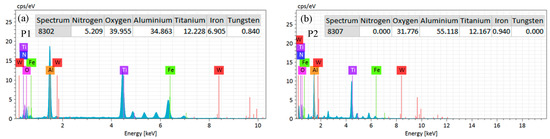
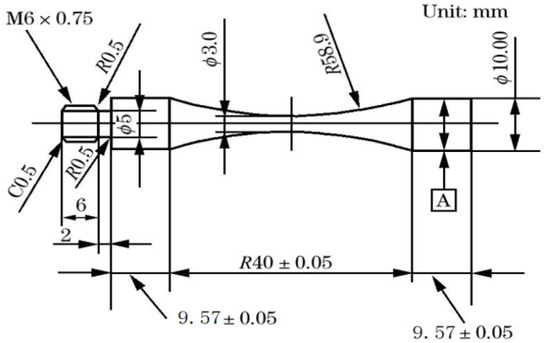
In this work, a comparative study of the tribological performance of two hard coatings, CrN/TiBN, was conducted for research purposes and industrial applications in food products, particularly for food packaging into cans using the double hermetic sealing process. CrN and TiBN coatings were successfully deposited on a base-cobalt metal substrate of a CoCrW commercial alloy using physical vapor deposition by arc evaporation (AEPVD) technology to improve the tribological properties of the commercial alloy, including wear and corrosion resistance, lower coefficient of friction, and overall durability. This research focuses on conducting scratch and abrasion wear resistance tests in dry conditions; specifically, it pursues to evaluate the wear corrosion properties, known as tribocorrosion performance, on CrN/TiBN hard coatings. The experimental results show that the CrN coating (2.9 μm) is slightly thicker than the TiBN coating (2.7 μm), with a 47 N critical load. It also shows a lower coefficient of friction (CoF) in a dry environment, while the TiBN coating showed total detachment and a high coefficient of friction in a dry environment condition. Tribocorrosion testing in brine aqueous solution indicated that CrN coating shows a high friction coefficient with a higher open circuit potential value (Ecorr), and TiBN shows the lowest corrosion potential (Ecorr) and the lowest friction coefficient. This suggests that CrN could provide better corrosion protection for commercial cobalt alloys and improve tool performance during the food canning process in brine environments.
Full article

Figure 1

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}