
A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals

 ,
, 
Abstract
:1. Introduction
1.1. Temperature during Machining
- Acceleration of tool wear and subsequently reducing lifespan, therefore increasing operational costs.
- Thermal deformation of the work piece, cutting tool and machine tool leading to degradation in machining accuracy. This is mainly observed in the form of dimensional inaccuracies due to thermal distortion as well as expansion and contraction on the workpiece during and after machining.
- Subsurface layers of the workpiece are destabilised through phase transformation, residual stresses as well as other thermally induced defects that affect the metallurgical properties of the machined component. This can lead to the introduction of residual tensile stresses and micro cracks at surface and subsurface levels, as well as cause surface damage via oxidation and corrosion.
1.2. Heat Generation during Machining
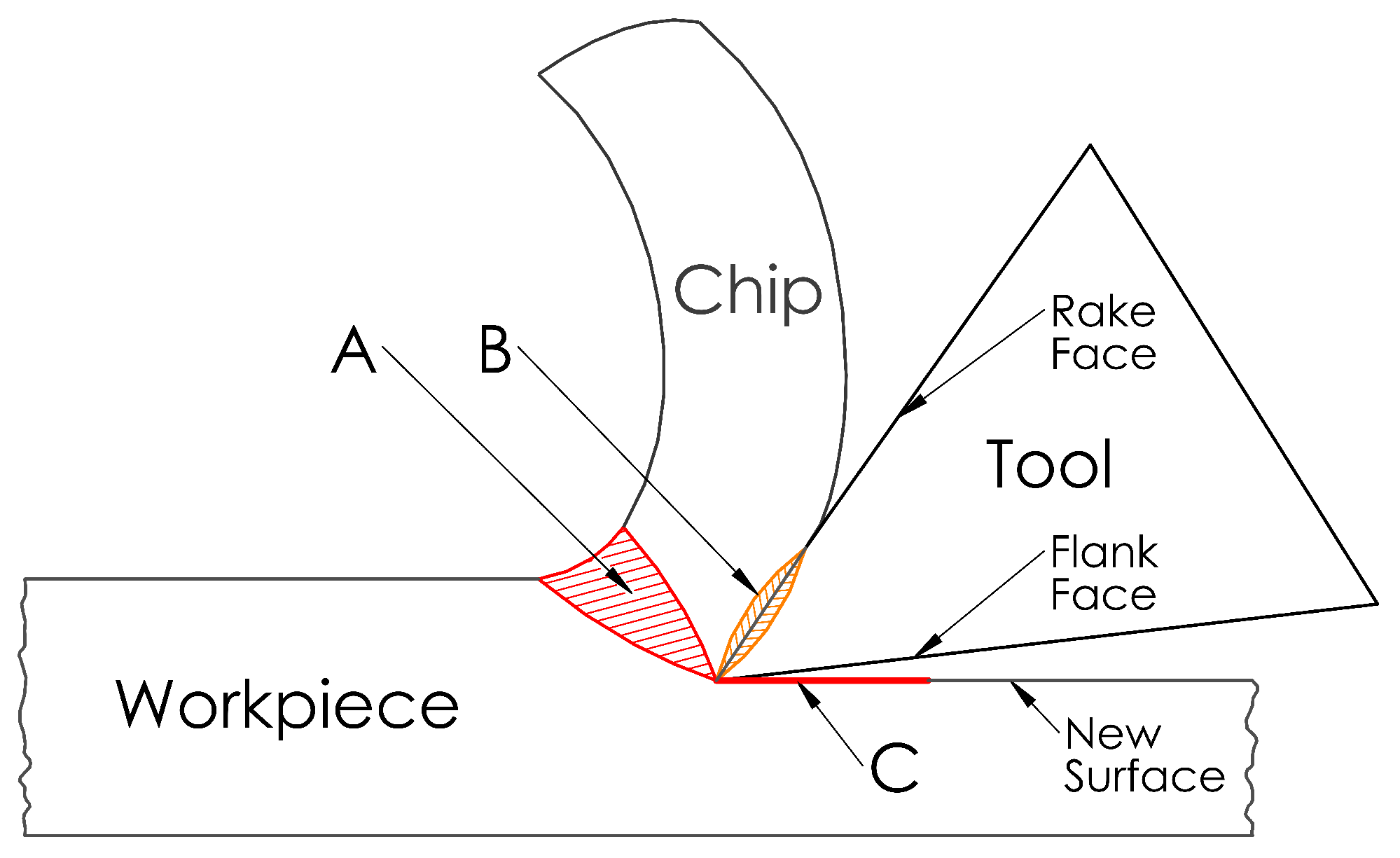
- Region A is the primary shear, or deformation, zone. In this region, the workpiece material is subject to shearing and plastic deformation to form a chip. The majority of the energy released during plastic deformation is converted into heat. The heat generated in this region is transferred to the chip and the workpiece [10,43].
- Region B is the secondary deformation zone which lies on the tool–chip interface. Heat is generated due to the deformation of the chip material and tribological factors on the tool rake face as the chip material overcomes both the adhesive and the sliding friction as it separates from the tool–chip interface [43,44]. This interface is where the maximum heat is encountered [22,45].
- Region C is the tertiary deformation zone, or tool–workpiece interface, where the tool flank moves along the newly formed workpiece surface with heat generation influenced by tribological factors. The geometry of the cutting tool is the main factor affecting how much heat will be generated in this region. To reduce friction in this region, the cutting tool provides a clearance angle between the workpiece and the flank surface, typically ranging between 3° and 15° [46,47,48]. As heat generation due to friction in this region is dependent on the tool geometry, more heat is generated as the tool wears [49], which can significantly impact the surface quality of the workpiece [45].
2. Temperature Measurement Methods
- 1.
- The expected temperature range to be monitored;
- 2.
- The sensor robustness to withstand the machining environment conditions;
- 3.
- The sensor response time to temperature changes;
- 4.
- The sensor’s sensitivity to electrical noise;
- 5.
- Temperature field disturbances of the sensor;
- 6.
- Cost.
2.1. Contact Temperature Measurement Methods
2.1.1. Tool–Workpiece Thermocouples
- Limited to electrically conductive tool and workpiece materials, which must also be electrically isolated from the machine tool so as to achieve an accurate signal.
- Electrically isolating the tool could cause the machine tool to be dynamically unstable, making chatter generation more probable during heavy cuts at higher speeds.
- Electrically conducting lubricants and cooling fluids cannot be used with this technique.
- Limited to non-indexable tools, as indexable tools could result in secondary EMF signals being generated between the cutting insert and the tool holder, resulting in measurement errors.
- Calibration would be required for all the different combinations of tool and workpiece materials, which can be inconvenient for practical applications.
- The temperature recorded is an average of the entire contact area.
- The thermocouple circuit is calibrated under static conditions.
- Oxide layers tend to form on carbide tools during machining, which affect the temperature readings as these oxide layers would not be considered during calibration.
2.1.2. Embedded Thermocouples
- The drilling of a large number of holes may lead to inaccurate results as a consequence of uneven temperature distribution.
- Surface temperature cannot be directly measured with the embedded-thermocouple technique. It can be extrapolated from the temperature measured by the thermocouple deeper within the metal.
- There could be a great increase in cost associated with the difficulty of drilling holes in certain hard-to-machine materials, especially when employing the workpiece-embedded thermocouple technique.
- The thermocouple response time might not be sufficient to measure sudden temperature changes in high-speed milling operations due to the short contact time of the tool with the workpiece.
2.1.3. Single Wire Thermocouples
- The thermocouple wire needs to be replaced after each cutting operation, which can lead to a significant increase in cost.
- There are additional costs in the manufacturing process by having to calibrate the thermocouple system each time the wire is replaced, as it is not a standard thermocouple.
- Additional machining is required on the workpiece to fit the thermocouple wire, which has a detrimental impact on the structural integrity of the workpiece, greatly increasing machining-associated costs.
- The maximum temperature at the tool–chip interface is not always recorded due to experimental errors introduced by variations in detecting the tool position along the cutting edge. To overcome this limitation, additional replications are required, which lead to an increase in the overall cost.
- Not suitable for turning operations as a result of additional complexities introduced attempting to fit the sensor electronics on a workpiece in constant rotation.
- Drilling a hole into the cutting tool could affect its structural integrity.
2.2. Radiative Temperature Measurement Methods
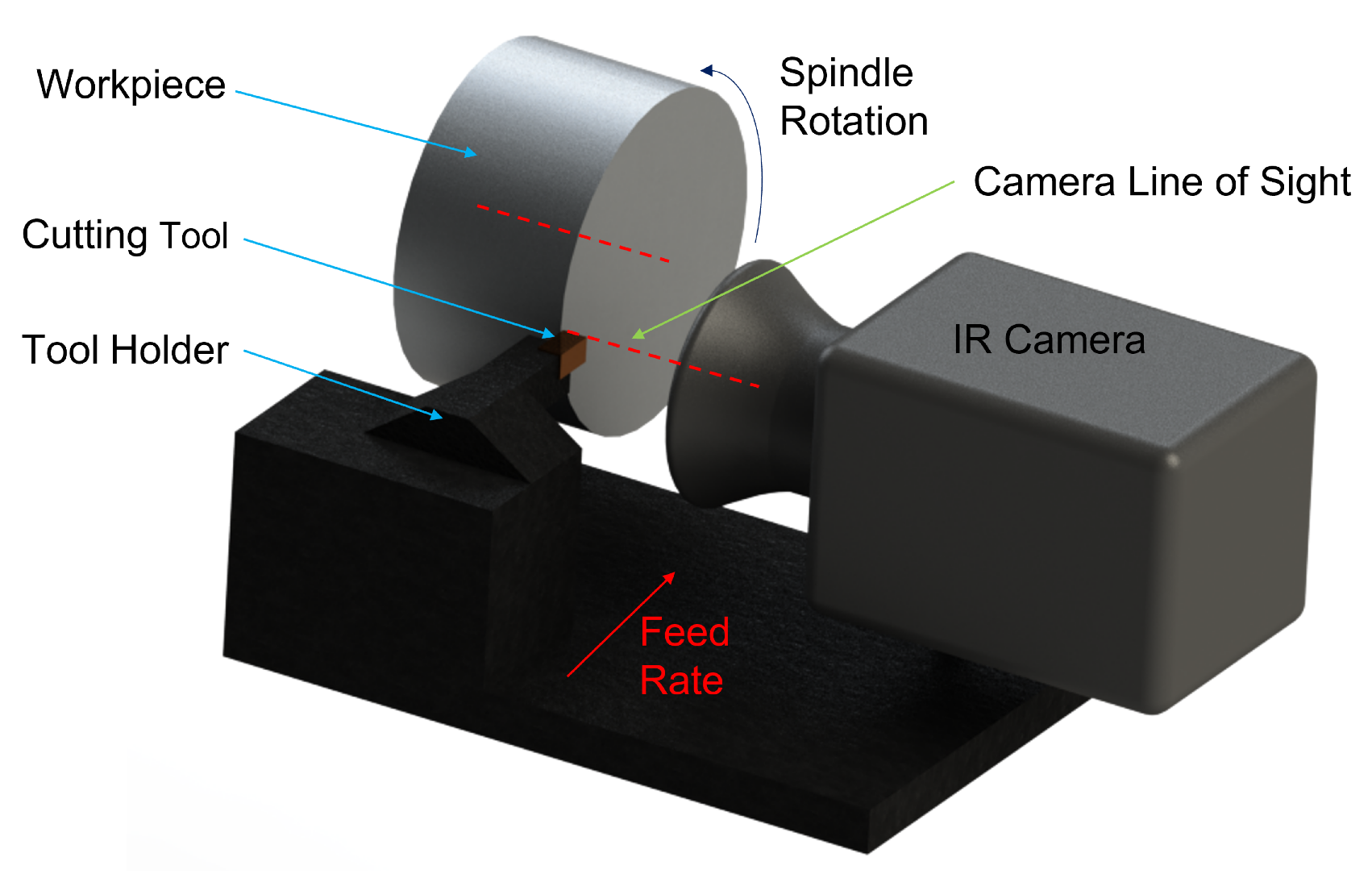
2.2.1. Infrared Cameras
- The high-speed IR cameras are an expensive investment.
- It is limited to surface temperature monitoring.
- Capable of temperature measurements of areas with a direct line of sight. In milling operations where information about the tool, or the tool–chip interface, temperature is required, an IR camera’s line sight might become obscured by swarf breaking off from the workpiece, subsequently impeding the measurement accuracy.
- The cameras must be appropriately calibrated using approximate black-body calibration sources and also by defining emissivity coefficients for a range of temperatures, as the measurements are dependent on the emissivity of the material [109,110]. In the literature reviewed, most researchers assumed the material emissivity to be a constant value, which led to the introduction of uncertainties and errors in their measurements. In reality, the emissivity of a material can change during machining due to topological changes, as well as the formation of oxide layers.
- They are unsuitable for reliable and accurate measurements in machining operations where lubricants or coolants are used due to changes in emissivity.
2.2.2. Infrared Thermometers
- A direct line of sight to the point of interest is required.
- Unable to measure the temperature gradient as they are only capable of single-point measurements.
- The detector can be sensitive to ambient temperature.
- Infrared thermometers need to be calibrated with an emissivity value to give a temperature measurement. However, the emissivity of the tool or workpiece can vary during the machining process due to the use of coolants and lubricants or the formation of oxide layers with different emissivity values.
2.2.3. Fibre-Optic Infrared Thermometers
3. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fergani, O.; Liang, S.Y. The effect of machining process thermo-mechanical loading on workpiece average grain size. Int. J. Adv. Manuf. Technol. 2015, 80, 21–29. [Google Scholar] [CrossRef]
- Fang, B.; Gu, T.; Ye, D.; Luo, T. An improved thermo-mechanical model for vertical machining center. Int. J. Adv. Manuf. Technol. 2016, 87, 2581–2592. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles, 2nd ed.; Oxford University Press: New York, NY, USA, 2005; p. 759. [Google Scholar]
- Akhil, C.S.; Ananthavishnu, M.H.; Akhil, C.K.; Afeez, P.M.; Akhilesh, R.; Rajan, R. Measurement of Cutting Temperature during Machining. J. Mech. Civ. Eng. 2016, 13, 102–116. [Google Scholar] [CrossRef]
- Akbar, F.; Arsalan, M. Thermal modelling of cutting tool temperatures and heat partition in orthogonal machining of high-strength alloy steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1309–1326. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Gupta, M.K.; Tomaz, I.; Pimenov, D.Y.; Kuntoğlu, M.; Khanna, N.; Yıldırım, V.; Krolczyk, G.M. A state-of-the-art review on tool wear and surface integrity characteristics in machining of superalloys. CIRP J. Manuf. Sci. Technol. 2021, 35, 624–658. [Google Scholar] [CrossRef]
- Liao, Z.; la Monaca, A.; Murray, J.; Speidel, A.; Ushmaev, D.; Clare, A.; Axinte, D.; M’Saoubi, R. Surface integrity in metal machining—Part I: Fundamentals of surface characteristics and formation mechanisms. Int. J. Mach. Tools Manuf. 2021, 162, 103687. [Google Scholar] [CrossRef]
- Vásquez Céspedes, H. Measuring Cutting Forces in Machining Processes. Rev. Ing. 2011, 11, 129–141. [Google Scholar] [CrossRef] [Green Version]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2020, 21, 108. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar] [CrossRef]
- Astakhov, V.P. Tribology of Metal Cutting, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Sölter, J.; Gulpak, M. Heat partitioning in dry milling of steel. CIRP Ann. 2012, 61, 87–90. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Li, Z.; Krolczyk, G.M.; Kuntoğlu, M.; Binali, R.; Yaşar, N.; Pimenov, D.Y. Indirect monitoring of machining characteristics via advanced sensor systems: A critical review. Int. J. Adv. Manuf. Technol. 2022. [Google Scholar] [CrossRef]
- Childs, P.R.; Greenwood, J.R.; Long, C.A. Review of temperature measurement. Rev. Sci. Instrum. 2000, 71, 2959–2978. [Google Scholar] [CrossRef] [Green Version]
- Davies, M.A.; Ueda, T.; M’Saoubi, R.; Mullany, B.; Cooke, A.L. On The Measurement of Temperature in Material Removal Processes. CIRP Ann.-Manuf. Technol. 2007, 56, 581–604. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Wojciechowski, S.; Sharma, V.S.; Gupta, M.K.; Kuntoğlu, M. Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review. J. Intell. Manuf. 2022, 1–43. [Google Scholar] [CrossRef]
- Pashnyov, V.A.; Pimenov, D.Y.; Erdakov, I.N.; Koltsova, M.S.; Mikolajczyk, T.; Patra, K. Modeling and analysis of temperature distribution in the multilayer metal composite structures in grinding. Int. J. Adv. Manuf. Technol. 2017, 91, 4055–4068. [Google Scholar] [CrossRef] [Green Version]
- Kuntoğlu, M.; Salur, E.; Gupta, M.K.; Sarıkaya, M.; Pimenov, D.Y. A state-of-the-art review on sensors and signal processing systems in mechanical machining processes. Int. J. Adv. Manuf. Technol. 2021, 116, 2711–2735. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal Process. 2020, 150, 107302. [Google Scholar] [CrossRef]
- Taylor, F.W. On the Art of Cutting Metals, 3rd ed.; American Society of Mechanical Engineers Digital Collection: New York, NY, USA, 1907; p. 248. [Google Scholar]
- Ogedengbe, T.S.; Okediji, A.P.; Yussouf, A.A.; Aderoba, O.A.; Abiola, O.A.; Alabi, I.O.; Alonge, O.I. The Effects of Heat Generation on Cutting Tool and Machined Workpiece. J. Phys. Conf. Ser. 2019, 1378, 022012. [Google Scholar] [CrossRef]
- Kus, A.; Isik, Y.; Cemal Cakir, M.; Coşkun, S.; Özdemir, K. Thermocouple and infrared sensor-based measurement of temperature distribution in metal cutting. Sensors 2015, 15, 1274–1291. [Google Scholar] [CrossRef] [Green Version]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Ng, E.G.; Lee, D.W.; Sharman, A.R.; Dewes, R.C.; Aspinwall, D.K. High speed ball nose end milling of Inconel 718. CIRP Ann.-Manuf. Technol. 2000, 49, 41–46. [Google Scholar] [CrossRef]
- Cotterell, M.; Ares, E.; Yanes, J.; López, F.; Hernandez, P.; Peláez, G. Temperature and strain measurement during chip formation in orthogonal cutting conditions applied to Ti-6Al-4V. In Proceedings of the Procedia Engineering, Zaragoza, Spain, 26–28 June 2013; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; Volume 63, pp. 922–930. [Google Scholar] [CrossRef] [Green Version]
- Carvalho, S.R.; Lima e Silva, S.M.; Machado, A.R.; Guimarães, G. Temperature determination at the chip-tool interface using an inverse thermal model considering the tool and tool holder. J. Mater. Process. Technol. 2006, 179, 97–104. [Google Scholar] [CrossRef]
- Soler, D.; Childs, T.H.; Arrazola, P.J. A Note on Interpreting Tool Temperature Measurements from Thermography. Mach. Sci. Technol. 2015, 19, 174–181. [Google Scholar] [CrossRef]
- Conradie, P.; Oosthuizen, G.; Treurnicht, N.; Shaalane, A.A. Overview of work piece temperature measurement techniques for machining of Ti6Al4V. S. Afr. J. Ind. Eng. 2012, 23, 116–130. [Google Scholar] [CrossRef] [Green Version]
- Ueda, T. Cutting Temperature. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2014; pp. 334–345. [Google Scholar] [CrossRef]
- O’Sullivan, D.; Cotterell, M. Temperature measurement in single point turning. J. Mater. Process. Technol. 2001, 118, 301–308. [Google Scholar] [CrossRef]
- Byrne, G. Thermoelectric signal characteristics and average interfacial temperatures in the machining of metals under geometrically defined conditions. Int. J. Mach. Tools Manuf. 1987, 27, 215–224. [Google Scholar] [CrossRef]
- Basti, A.; Obikawa, T.; Shinozuka, J. Tools with built-in thin film thermocouple sensors for monitoring cutting temperature. Int. J. Mach. Tools Manuf. 2007, 47, 793–798. [Google Scholar] [CrossRef]
- Şeker, U.; Turgut, Y.; Seker, U.; Korkut, İ.; Boy, M. The Measurement of Temperature during Machining. In Proceedings of the International Conference ‘Power Transmissions’, Varna, Bulgaria, 11–12 September 2003. [Google Scholar]
- O’Sullivan, D.; Cotterell, M. Workpiece temperature measurement in machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 135–139. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. A review of sensor system and application in milling process for tool condition monitoring. Res. J. Appl. Sci. Eng. Technol. 2014, 7, 2083–2097. [Google Scholar] [CrossRef]
- Li, F.; Li, T.; Wang, H.; Jiang, Y. A temperature sensor clustering method for thermal error modeling of heavy milling machine tools. Appl. Sci. 2017, 7, 82. [Google Scholar] [CrossRef] [Green Version]
- Heigel, J.C.; Whitenton, E.; Lane, B.; Donmez, M.A.; Madhavan, V.; Moscoso-Kingsley, W. Infrared measurement of the temperature at the tool–chip interface while machining Ti–6Al–4V. J. Mater. Process. Technol. 2017, 243, 123–130. [Google Scholar] [CrossRef] [Green Version]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Fleischer, J.; Pabst, R.; Kelemen, S. Heat Flow Simulation for Dry Machining of Power Train Castings. CIRP Ann. 2007, 56, 117–122. [Google Scholar] [CrossRef]
- Richardson, D.J.; Dailami, F.; Lanham, J.D. High Speed Dry Machining of Aerospace Aluminium Alloys. In Proceedings of the 34th International MATADOR Conference, Manchester, UK, 23 September 2004; pp. 89–94. [Google Scholar] [CrossRef]
- Maier, T.; Zaeh, M.F. Modeling of the thermomechanical process effects on machine tool structures. Procedia CIRP 2012, 4, 73–78. [Google Scholar] [CrossRef] [Green Version]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Longbottom, J.M.; Lanham, J.D. Cutting temperature measurement while machining—A review. Aircr. Eng. Aerosp. Technol. 2005, 77, 122–130. [Google Scholar] [CrossRef]
- Ng, E.G.; Aspinwall, D.K.; Brazil, D.; Monaghan, J. Modelling of temperature and forces when orthogonally machining hardened steel. Int. J. Mach. Tools Manuf. 1999, 39, 885–903. [Google Scholar] [CrossRef]
- Pradeepkumar, M.; Amarnath, K.; Sunilkumar, M. A Review on Heat Generation in Metal Cutting. Int. J. Eng. Manag. Res. 2015, 5, 193–197. [Google Scholar]
- Chattopadhyay, A.B. Machining and Machine Tools (with CD); John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2016; p. 947. [Google Scholar]
- Minaprem. Difference Between Rake Angle and Clearance Angle. Available online: http://www.difference.minaprem.com/machining/difference-between-rake-angle-and-clearance-angle/ (accessed on 8 November 2021).
- Tay, A.A. A review of methods of calculating machining temperature. J. Mater. Process. Technol. 1993, 36, 225–257. [Google Scholar] [CrossRef]
- Sandvik Coromant (Firm). Modern Metal Cutting: A Practical Handbook; Sandvik Coromant: Sandviken, Sweden, 1994. [Google Scholar]
- Childs, P.R.N. Practical Temperature Measurement; Butterworth-Heinmann: London, UK, 2001. [Google Scholar]
- Wilson, J.S. Sensor Technology Handbook; Elsevier Inc.: Amsterdam, The Netherlands, 2005. [Google Scholar] [CrossRef]
- Pereira Guimarães, B.M.; da Silva Fernandes, C.M.; Fernandes, S.; Amaral De Figueiredo, D.; Correia Pereira Da Silva, S.; Georgina, M.; Miranda, M. Cutting temperature measurement and prediction in machining processes: Comprehensive review and future perspectives. Int. J. Adv. Manuf. Technol. 2022, 2849–2878. [Google Scholar] [CrossRef]
- Nicholas, J.V.; White, D.R. Traceable Temperatures: An Introduction to Temperature Measurement and Calibration, 2nd ed.; Wiley: Hoboken, NJ, USA, 2002; p. 441. [Google Scholar] [CrossRef]
- Heeley, A.; Hobbs, M.; Laalej, H.; Willmott, J. Miniature Uncooled and Unchopped Fiber Optic Infrared Thermometer for Application to Cutting Tool Temperature Measurement. Sensors 2018, 18, 3188. [Google Scholar] [CrossRef] [Green Version]
- Taylor, J. Foundation Level Infrared Training; Land Instruments International Ltd.: Leicester, UK, 2010; p. 92. [Google Scholar]
- Ross-Pinnock, D.; Maropoulos, P.G. Review of industrial temperature measurement technologies and research priorities for the thermal characterisation of the factories of the future. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 793–806. [Google Scholar] [CrossRef] [Green Version]
- Ueda, T.; Sato, M.; Hosokawa, A.; Ozawa, M. Development of infrared radiation pyrometer with optical fibers-Two-color pyrometer with non-contact fiber coupler. CIRP Ann.-Manuf. Technol. 2008, 57, 69–72. [Google Scholar] [CrossRef]
- Pavlasek, P.; Ďuriš, S.; Palencar, R. Selected Factors Affecting the Precision of Thermocouples. In Proceedings of the XXI IMEKO World Congress “Measurement in Research and Industry”, Prague, Czech Republic, 30 August–4 September 2015; p. 4. [Google Scholar]
- Pearce, J.V. A validated physical model of the thermoelectric drift of Pt-Rh thermocouples above 1200 °C You may also like Ternary Pt-Rh-SnO2 Catalyst Synthesized from Vapor Phase for Ethanol Oxidation A validated physical model of the thermoelectric drift of Pt-Rh thermocouples above 1200 °C. Metrologia 2020, 57, 025009. [Google Scholar] [CrossRef]
- Stephenson, D.A. Tool-work thermocouple temperature measurements—Theory and implementation issues. J. Manuf. Sci. Eng. Trans. ASME 1993, 115, 432–437. [Google Scholar] [CrossRef]
- Abhang, L.; Hameedullah, M. Chip-Tool Interface Temperature Prediction Model for Turning Process. Int. J. Eng. Sci. Technol. 2010, 2, 382–393. [Google Scholar]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti6Al6V2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Grzesik, W. Experimental investigation of the cutting temperature when turning with coated indexable inserts. Int. J. Mach. Tools Manuf. 1999, 39, 355–369. [Google Scholar] [CrossRef]
- Santos, M.C.; Araújo Filho, J.S.; Barrozo, M.A.; Jackson, M.J.; Machado, A.R. Development and application of a temperature measurement device using the tool-workpiece thermocouple method in turning at high cutting speeds. Int. J. Adv. Manuf. Technol. 2017, 89, 2287–2298. [Google Scholar] [CrossRef]
- Ghodam, S.D. Temperature Measurement of a Cutting Tool in Turning Process by using Tool Work Thermocouple. Int. J. Res. Eng. Technol. 2014, 3, 831–835. [Google Scholar]
- Ghodam, S. Performance Evaluation of CVD Coated Tool by Measuring Temperature using Tool-Work Thermocouple. Int. J. Mech. Eng. Rob. Res 2014, 3, 109–114. [Google Scholar]
- Mia, M.; Dhar, N.R. Response surface and neural network based predictive models of cutting temperature in hard turning. J. Adv. Res. 2016, 7, 1035–1044. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Zeilmann, R.P.; Weingaertner, W.L. Analysis of temperature during drilling of Ti6Al4V with minimal quantity of lubricant. J. Mater. Process. Technol. 2006, 179, 124–127. [Google Scholar] [CrossRef]
- Le Coz, G.; Marinescu, M.; Devillez, A.; Dudzinski, D.; Velnom, L. Measuring temperature of rotating cutting tools: Application to MQL drilling and dry milling of aerospace alloys. Appl. Therm. Eng. 2012, 36, 434–441. [Google Scholar] [CrossRef]
- Bagci, E.; Ozcelik, B. Investigation of the effect of drilling conditions on the twist drill temperature during step-by-step and continuous dry drilling. Mater. Des. 2004, 27, 446–454. [Google Scholar] [CrossRef]
- Ozcelik, B.; Bagci, E. Experimental and numerical studies on the determination of twist drill temperature in dry drilling: A new approach. Mater. Des. 2006, 27, 920–927. [Google Scholar] [CrossRef]
- Ay, H.; Yang, W.J. Heat transfer and life of metal cutting tools in turning. Int. J. Heat Mass Transf. 1998, 41, 613–623. [Google Scholar] [CrossRef]
- Hamzawy, N.; Khedr, M.; Mahmoud, T.S.; EI-Mahallawi, I.; Khalifa, T.A. Investigation of Temperature Variation During Friction Drilling of 6082 and 7075 Al-Alloys. Miner. Met. Mater. Ser. 2020, 471–477. [Google Scholar] [CrossRef]
- Uçak, N.; Çiçek, A. The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J. Manuf. Process. 2018, 31, 662–673. [Google Scholar] [CrossRef]
- Ren, X.J.; Yang, Q.X.; James, R.D.; Wang, L. Cutting temperatures in hard turning chromium hardfacings with PCBN tooling. J. Mater. Process. Technol. 2004, 147, 38–44. [Google Scholar] [CrossRef]
- Il, A.; Chatelain, J.F.; Lalonde, J.F.; Balazinski, M.; Rimpault, X. An experimental investigation of the influence of cutting parameters on workpiece internal temperature during Al2024-T3 milling. Int. J. Adv. Manuf. Technol. 2018, 97, 413–426. [Google Scholar] [CrossRef]
- Gosai, M.; Bhavsar, S.N. Experimental Study on Temperature Measurement in Turning Operation of Hardened Steel (EN36). Procedia Technol. 2016, 23, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Krishna, R.; Reddy, P.R. Temperature Prediction in Orthogonal Machining of A1/SiCp Composites. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 223–229. [Google Scholar]
- Kryzhanivskyy, V.; Bushlya, V.; Gutnichenko, O.; M’Saoubi, R.; Stahl, J.E. Heat flux in metal cutting: Experiment, model, and comparative analysis. Int. J. Mach. Tools Manuf. 2018, 134, 81–97. [Google Scholar] [CrossRef] [Green Version]
- Kryzhanivskyy, V.; Saoubi, R.M.; Stahl, J.E.; Bushlya, V. Tool–chip thermal conductance coefficient and heat flux in machining: Theory, model and experiment. Int. J. Mach. Tools Manuf. 2019, 147, 103468. [Google Scholar] [CrossRef]
- Black, S.C.E.; Rowe, W.B.; Qi, H.S.; Mills, B. Temperature Measurement in Grinding. In Proceedings of the Thirty-First International Matador Conference, Manchester, UK, 20–21 April 1995; pp. 409–413. [Google Scholar] [CrossRef]
- Dewes, R.C.; Ng, E.; Chua, K.S.; Newton, P.G.; Aspinwall, D.K. Temperature measurement when high speed machining hardened mould/die steel. J. Mater. Process. Technol. 1999, 92–93, 293–301. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, J.; Li, J.; Xiong, Q. An experimental investigation of the influence of cutting parameters on cutting temperature in milling Ti6Al4V by applying semi-artificial thermocouple. Int. J. Adv. Manuf. Technol. 2013, 70, 765–773. [Google Scholar] [CrossRef]
- Wu, B.; Cui, D.; He, X.; Zhang, D.; Tang, K. Cutting tool temperature prediction method using analytical model for end milling. Chin. J. Aeronaut. 2016, 29, 1788–1794. [Google Scholar] [CrossRef] [Green Version]
- Saunders, P. Fundametals of Radiation Thermometry; SPIE Press: Bellingham, WA, USA, 2007. [Google Scholar]
- Boothroyd, G. Photographic technique for the determination of metal cutting temperatures. Br. J. Appl. Phys. 1961, 12, 238–242. [Google Scholar] [CrossRef]
- Boothroyd, G. Temperatures in Orthogonal Metal Cutting. Proc. Inst. Mech. Eng. 1963, 177, 789–810. [Google Scholar] [CrossRef]
- Danish, M.; Ginta, T.L.; Habib, K.; Carou, D.; Rani, A.M.A.; Saha, B.B. Thermal analysis during turning of AZ31 magnesium alloy under dry and cryogenic conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 2855–2868. [Google Scholar] [CrossRef]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The Effects of MQL and Dry Environments on Tool Wear, Cutting Temperature, and Power Consumption during End Milling of AISI 1040 Steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Gupta, M.K.; Korkmaz, M.E.; Sarıkaya, M.; Krolczyk, G.M.; Günay, M.; Wojciechowski, S. Cutting forces and temperature measurements in cryogenic assisted turning of AA2024-T351 alloy: An experimentally validated simulation approach. Measurement 2022, 188, 110594. [Google Scholar] [CrossRef]
- Young, H.T. Cutting temperature responses to flank wear. Wear 1996, 201, 117–120. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Aristimuno, P.; Soler, D.; Childs, T. Metal cutting experiments and modelling for improved determination of chip/tool contact temperature by infrared thermography. CIRP Ann. 2015, 64, 57–60. [Google Scholar] [CrossRef]
- Thakare, A.; Nordgren, A. Experimental Study and Modeling of Steady State Temperature Distributions in Coated Cemented Carbide Tools in Turning. Procedia CIRP 2015, 31, 234–239. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; He, Y.; Wang, Y.; Li, Y.; Wang, S.; Wang, L.; Wang, Y. Effects of process parameters on cutting temperature in dry machining of ball screw. ISA Trans. 2020, 101, 493–502. [Google Scholar] [CrossRef]
- Masoudi, S.; Gholami, M.A.; Janghorban Iariche, M.; Vafadar, A. Infrared temperature measurement and increasing infrared measurement accuracy in the context of machining process. Adv. Prod. Eng. Manag. 2017, 12, 353–362. [Google Scholar] [CrossRef] [Green Version]
- la Monaca, A.; Axinte, D.A.; Liao, Z.; M’Saoubi, R.; Hardy, M.C. Towards understanding the thermal history of microstructural 1046 surface deformation when cutting a next generation powder metallurgy nickel-base superalloy. Int. J. Mach. Tools Manuf. 2021, 103765. [Google Scholar] [CrossRef]
- Jafarian, F.; Masoudi, S.; Soleimani, H.; Umbrello, D. Experimental and numerical investigation of thermal loads in Inocnel 718 machining. Mater. Manuf. Process. 2018, 33, 1020–1029. [Google Scholar] [CrossRef]
- Liao, Z.; Axinte, D.; Mieszala, M.; M’Saoubi, R.; Michler, J.; Hardy, M. On the influence of gamma prime upon machining of advanced nickel based superalloy. CIRP Ann. 2018, 67, 109–112. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, L.; Zhu, J.; Kong, J.; Li, L. Study on Cutting Force, Cutting Temperature and Machining Residual Stress in Precision Turning of Pure Iron with Different Grain Sizes. Chin. J. Mech. Eng. 2020, 33, 1–9. [Google Scholar] [CrossRef]
- Bjerke, A.; Hrechuk, A.; Lenrick, F.; M’Saoubi, R.; Larsson, H.; Markström, A.; Björk, T.; Norgren, S.; Ståhl, J.E.; Bushlya, V. Onset of the degradation of CVD α-Al2O3 coating during turning of Ca-treated steels. Wear 2021, 477, 203785. [Google Scholar] [CrossRef]
- Hao, G.; Liu, Z.; Liang, X.; Zhao, J. Influences of TiAlN Coating on Cutting Temperature during Orthogonal Machining H13 Hardened Steel. Coatings 2019, 9, 355. [Google Scholar] [CrossRef] [Green Version]
- Menon, T.; Madhavan, V. Infrared Thermography of the Chip-Tool Interface through Transparent Cutting Tools. In Proceedings of the NAMRI/SME, Detroit, MI, USA, 9–13 June 2014; Volume 42. [Google Scholar]
- Saez-de Buruaga, M.; Soler, D.; Aristimuno, P.X.; Esnaola, J.A.; Arrazola, P.J. Determining tool/chip temperatures from thermography measurements in metal cutting. Appl. Therm. Eng. 2018, 145, 305–314. [Google Scholar] [CrossRef]
- Saleem, M.Q.; Mumtaz, S. Face milling of Inconel 625 via wiper inserts: Evaluation of tool life and workpiece surface integrity. J. Manuf. Process. 2020, 56, 322–336. [Google Scholar] [CrossRef]
- Armendia, M.; Garay, A.; Villar, A.; Davies, M.A.; Arrazola, P.J. High bandwidth temperature measurement in interrupted cutting of difficult to machine materials. CIRP Ann. 2010, 59, 97–100. [Google Scholar] [CrossRef]
- Zhu, C.; Hobbs, M.J.; Masters, R.C.; Rodenburg, C.; Willmott, J.R. An accurate device for apparent emissivity characterization in controlled atmospheric conditions up to 1423 K. IEEE Trans. Instrum. Meas. 2020, 69, 4210–4221. [Google Scholar] [CrossRef]
- Zhu, C.; Hobbs, M.J.; Willmott, J.R. An accurate instrument for emissivity measurements by direct and indirect methods. Meas. Sci. Technol. 2020, 31, 044007. [Google Scholar] [CrossRef] [Green Version]
- Müller-Hummel, P.; Lahres, M. Infrared temperature measurement on diamond-coated tools during machining. Diam. Relat. Mater. 1994, 3, 765–769. [Google Scholar] [CrossRef]
- Riza Motorcu, A.; Isik, Y.; Kus, A.; Cakir, M.C. Analysis of the Cutting Temperature and Surface Roughness During the Orthogonal Machining of AISI 4140 Alloy Steel via the Taguchi Method. Mater. Technol. 2016, 50, 343–351. [Google Scholar] [CrossRef]
- Rezende, B.A.; de Castro Magalhães, F.; Campos Rubio, J.C. Study of the measurement and mathematical modelling of temperature in turning by means equivalent thermal conductivity. Measurement 2020, 152, 107275. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef]
- Ming, C.; Sun, F.; Wang, H.; Yuan, R.; Qu, Z.; Zhang, S. Experimental research on the dynamic characteristics of the cutting temperature in the process of high-speed milling. J. Mater. Process. Technol. 2003, 138, 468–471. [Google Scholar] [CrossRef]
- Longbottom, J.M.; Dailami, F. Workpiece temperature prediction by model and measurement by pyrometer. Aircr. Eng. Aerosp. Technol. 2008, 80, 378–385. [Google Scholar] [CrossRef]
- Foundation Level Infrared Training an Introduction to Infrared Temperature Measurement; Land Instruments International Ltd.: Leicester, UK, 2010.
- Zhao, J.; Liu, Z.; Wang, B.; Hua, Y.; Wang, Q. Cutting temperature measurement using an improved two-color infrared thermometer in turning Inconel 718 with whisker-reinforced ceramic tools. Ceram. Int. 2018, 44, 19002–19007. [Google Scholar] [CrossRef]
- Müller, B.; Renz, U. Development of a fast fiber-optic two-color pyrometer for the temperature measurement of surfaces with varying emissivities. Rev. Sci. Instrum. 2001, 72, 3366. [Google Scholar] [CrossRef]
- Müller, B.; Renz, U. Time resolved temperature measurements in manufacturing. Measurement 2003, 34, 363–370. [Google Scholar] [CrossRef]
- Al Huda, M.; Yamada, K.; Hosokawa, A.; Ueda, T. Investigation of Temperature at Tool-Chip Interface in Turning Using Two-Color Pyrometer. J. Manuf. Sci. Eng. 2002, 124, 200–207. [Google Scholar] [CrossRef]
- Tapetado, A.; Vázquez, C.; Díaz-Álvarez, J.; Miguélez, M.H. Two-Color Pyrometer for Process Temperature Measurement During Machining. J. Light. Technol. 2016, 34, 1380–1386. [Google Scholar] [CrossRef]
- Oezkaya, E.; Bücker, M.; Strodick, S.; Biermann, D. A thermomechanical analysis leading to a novel flank face design providing longer tool lives for tools used in the drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 102, 2977–2992. [Google Scholar] [CrossRef]
- Saelzer, J.; Berger, S.; Iovkov, I.; Zabel, A.; Biermann, D. In-situ measurement of rake face temperatures in orthogonal cutting. CIRP Ann. 2020, 69, 61–64. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Saelzer, J.; Berger, S.; Iovkov, I.; Klippel, H.; Röthlin, M.; Zabel, A.; Biermann, D.; Wegener, K. A Numerical-Experimental Study on Orthogonal Cutting of AISI 1045 Steel and Ti6Al4V Alloy: SPH and FEM Modeling with Newly Identified Friction Coefficients. Metals 2021, 11, 1683. [Google Scholar] [CrossRef]
- Sato, M.; Ueda, T.; Tanaka, H. An experimental technique for the measurement of temperature on CBN tool face in end milling. Int. J. Mach. Tools Manuf. 2007, 47, 2071–2076. [Google Scholar] [CrossRef]
- Sato, M.; Tamura, N.; Tanaka, H. Temperature variation in the cutting tool in end milling. J. Manuf. Sci. Eng. Trans. ASME 2011, 133, 021005. [Google Scholar] [CrossRef]
- Tanaka, R.; Hosokawa, A.; Furumoto, T.; Okada, M.; Ueda, T. Influence of cutting fluid on tool edge temperature in end milling titanium alloy. J. Adv. Mech. Des. Syst. Manuf. 2015, 9, JAMDSM0074. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; Cao, K.; Xiao, L.; Tan, X.; Li, T.; Xu, L.; Tang, Z.; Liao, G.; Shi, T. In situ measurement of cutting edge temperature in turning using a near-infrared fiber-optic two-color pyrometer. Meas. J. Int. Meas. Confed. 2020, 156, 107595. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Techniques | Major Merits | Major Limitations | |
|---|---|---|---|
| Thermocouples | Tool–Work |
|
|
| Embedded |
|
| |
| Single-wire |
|
| |
| Thermal Camera |
|
| |
| Infrared Thermometer |
|
| |
| Fibre Optic Infrared Thermometer |
|
| |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leonidas, E.; Ayvar-Soberanis, S.; Laalej, H.; Fitzpatrick, S.; Willmott, J.R. A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors 2022, 22, 4693. https://doi.org/10.3390/s22134693
Leonidas E, Ayvar-Soberanis S, Laalej H, Fitzpatrick S, Willmott JR. A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors. 2022; 22(13):4693. https://doi.org/10.3390/s22134693
Chicago/Turabian StyleLeonidas, Emilios, Sabino Ayvar-Soberanis, Hatim Laalej, Stephen Fitzpatrick, and Jon R. Willmott. 2022. "A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals" Sensors 22, no. 13: 4693. https://doi.org/10.3390/s22134693
APA StyleLeonidas, E., Ayvar-Soberanis, S., Laalej, H., Fitzpatrick, S., & Willmott, J. R. (2022). A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors, 22(13), 4693. https://doi.org/10.3390/s22134693