Reaction Characteristics of Organosolv-Fractionation Process for Selective Extraction of Carbohydrates and Lignin from Rice Husks



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Setup and Operation
2.3. Composition Analysis of Untreated and Treated Rice Husks
2.4. Reaction Severity
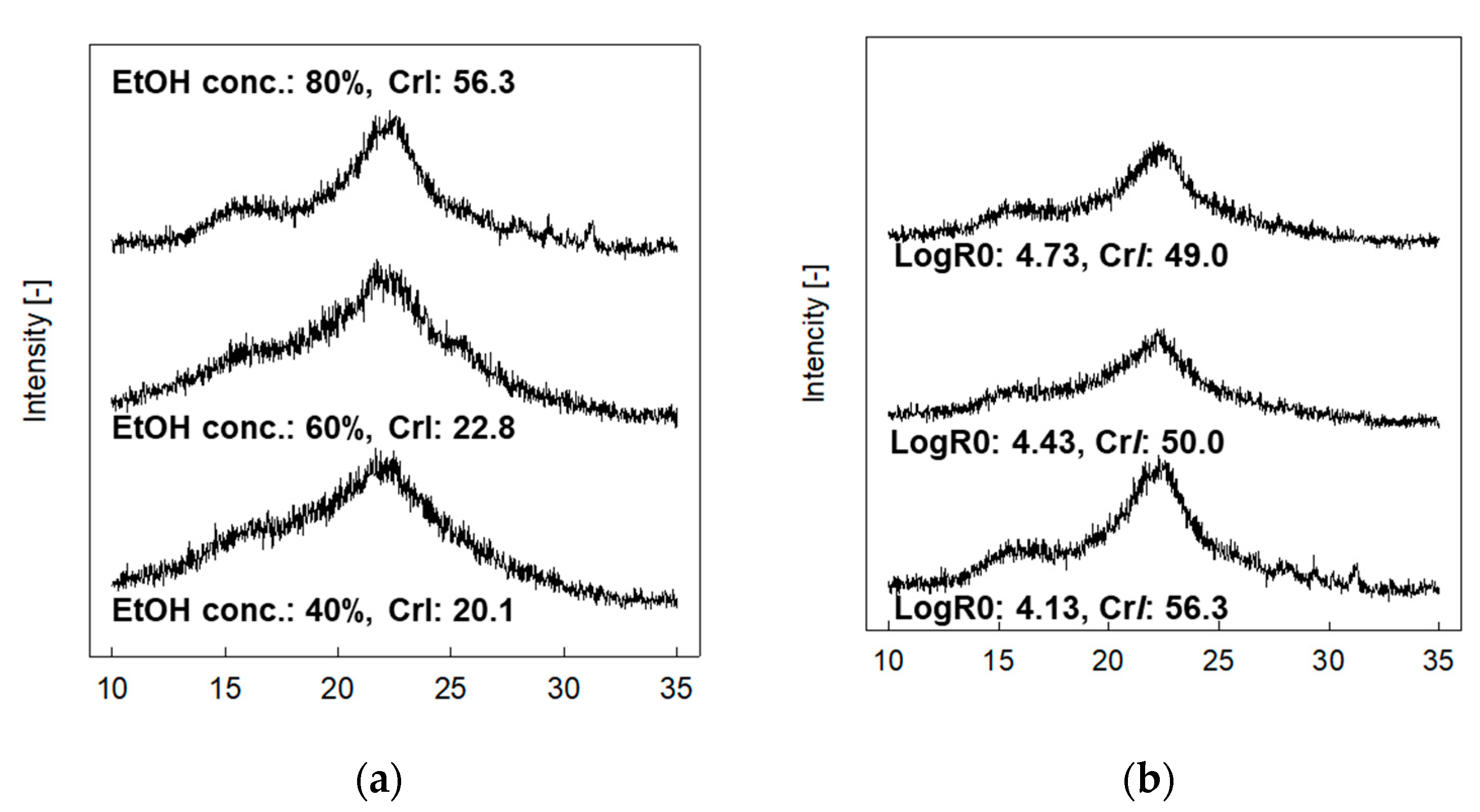
2.5. Crystallinity Measurement
2.6. Chemical Properties of Precipitated Lignin
3. Results and Discussion
3.1. Organosolv Fractionation of Rice Husks
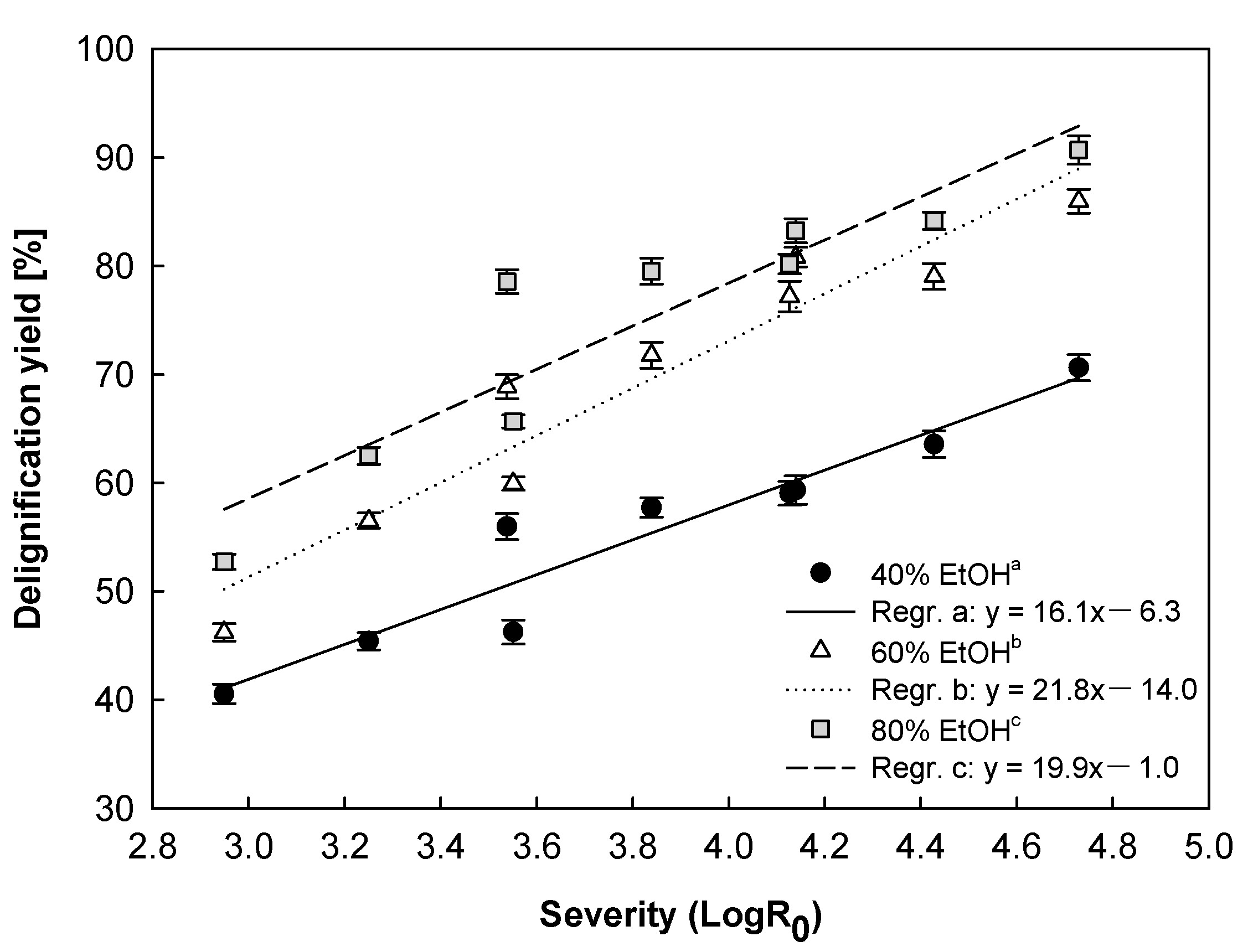
3.1.1. Delignification Behavior
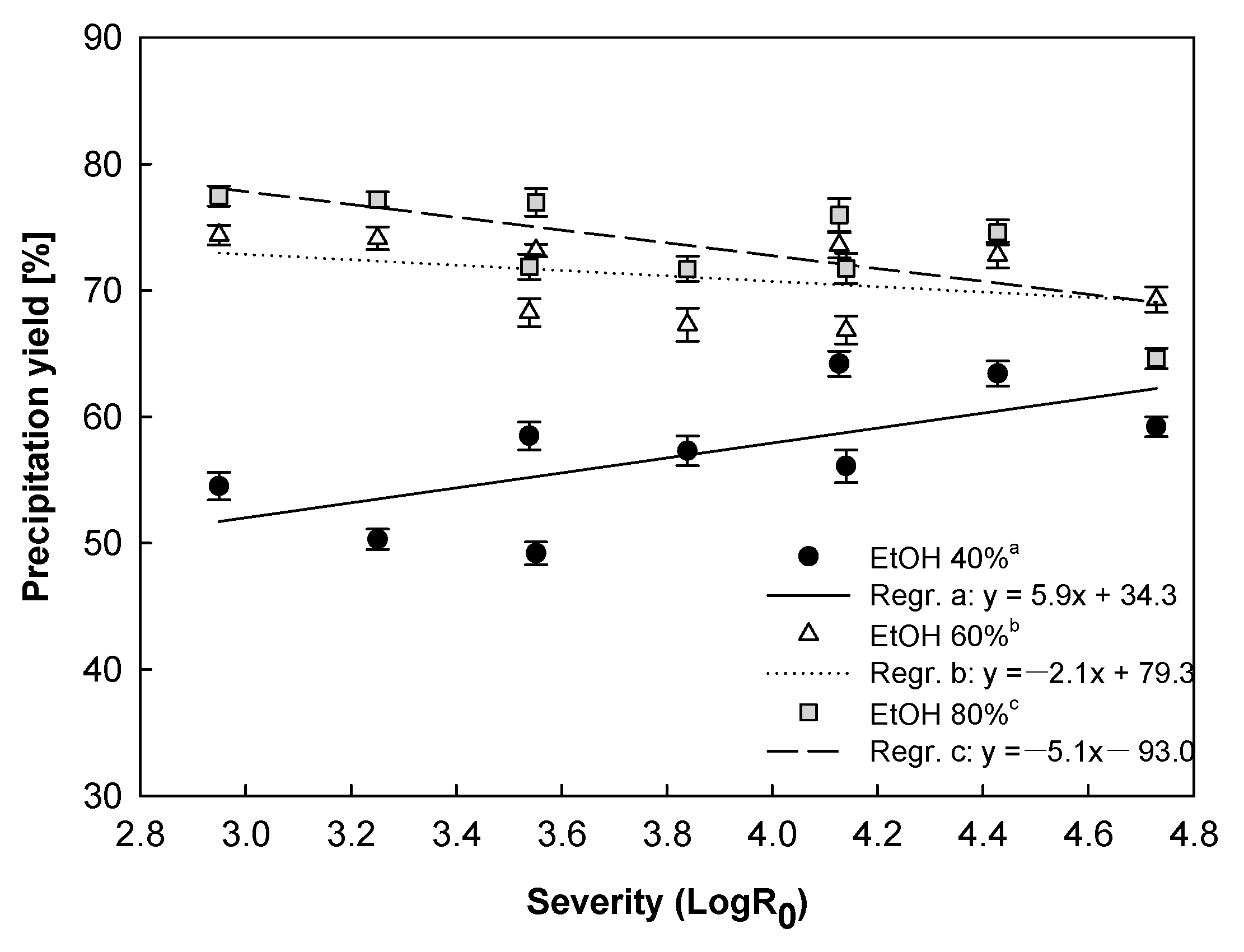
3.1.2. Lignin Precipitation Behavior
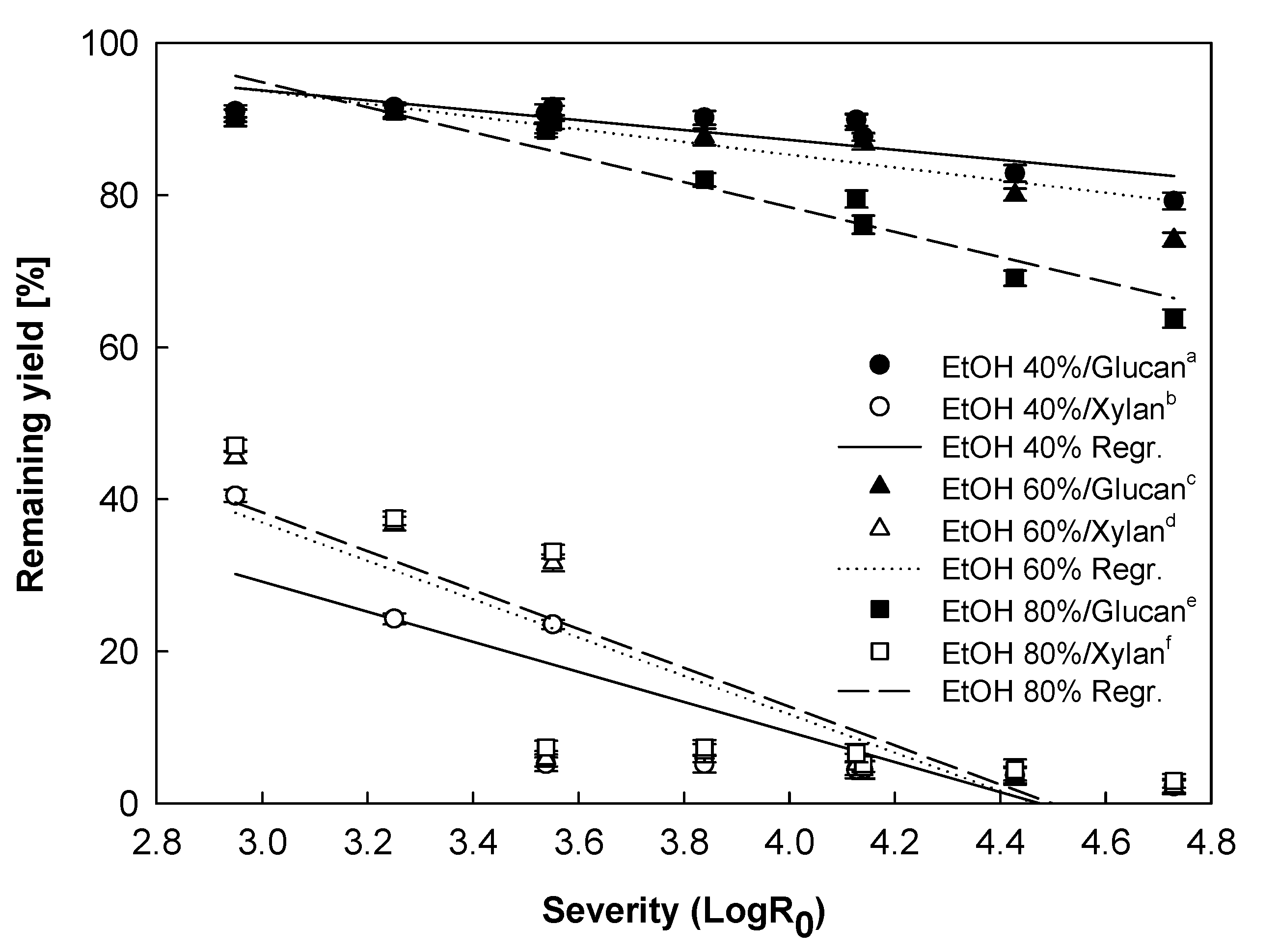
3.1.3. Carbohydrate and Byproduct Behavior
3.1.4. Lignin Properties
3.2. Overall Mass Balance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Da Silva, A.R.G.; Errico, M.; Rong, B.G. Evaluation of organosolv pretreatment for bioethanol production from lignocellulosic biomass: Solvent recycle and process integration. Biomass Convers. Biorefin. 2018, 8, 397–411. [Google Scholar] [CrossRef] [Green Version]
- Vu, H.P.; Nguyen, L.N.; Vu, M.T.; Johir, M.A.H.; McLaughlan, R.; Nghiem, L.D. A comprehensive review on the framework to valorise lignocellulosic biomass as biorefinery feedstocks. Sci. Total Environ. 2020, 743, 140630. [Google Scholar] [CrossRef]
- Kim, T.H.; Kim, T.H. Overview of technical barriers and implementation of cellulosic ethanol in the US. Energy 2014, 66, 13–19. [Google Scholar] [CrossRef]
- Dragone, G.; Kerssemakers, A.A.; Driessen, J.L.; Yamakawa, C.K.; Brumano, L.P.; Mussatto, S.I. Innovation and strategic orientations for the development of advanced biorefineries. Bioresour. Technol. 2020, 302, 122847. [Google Scholar] [CrossRef]
- Ubando, A.T.; Africa, A.D.M.; Maniquiz-Redillas, M.C.; Culaba, A.B.; Chen, W.H. Reduction of particulate matter and volatile organic compounds in biorefineries: A state-of-the-art review. J. Hazard. Mater. 2020, 403, 123955. [Google Scholar] [CrossRef]
- Mussatto, S.I. (Ed.) Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Elsevier Inc.: Waltham, MA, USA, 2016; p. 674. ISBN 9780128023235. [Google Scholar]
- De Jong, E.; Jungmeier, G. Biorefinery Concepts in Comparison to Petrochemical Refineries. In Industrial Biorefineries & White Biotechnology; Pandey, A., Höfer, R., Taherzadeh, M., Nampoothiri, K.M., Larroche, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 3–33. [Google Scholar] [CrossRef]
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—the US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539–554. [Google Scholar] [CrossRef]
- Bio Based Chemicals (IEA Energy); Jong, E.D.; Higson, A.; Walsh, P.; Maria, W. Bio-Based Chemicals: Value Added Products from Biorefineries; Report on Behalf of the International Energy Agency (IEA) Bioenergy; IEA Energy: Wageningen, The Netherlands, February 2010; Available online: https://www.ieabioenergy.com/publications/bio-based-chemicals-value-added-products-from-biorefineries/ (accessed on 2 November 2020).
- Davis, K.M.; Rover, M.; Brown, R.C.; Bai, X.; Wen, Z.; Jarboe, L.R. Recovery and utilization of lignin monomers as part of the biorefinery approach. Energies 2016, 9, 808. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Process. Technol. 2017, 160, 196–206. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.N.; Boyce, A.N.; Faruq, G. Fuel ethanol production from lignocellulosic biomass: An overview on feedstocks and technological approaches. Renew. Sustain. Energy Rev. 2016, 66, 751–774. [Google Scholar] [CrossRef]
- Zhang, Z.; Harrison, M.D.; Rackemann, D.W.; Doherty, W.O.; O’Hara, I.M. Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem. 2016, 18, 360–381. [Google Scholar] [CrossRef] [Green Version]
- Sun, W.; Trevorah, R.; Othman, M.Z. Fractionation of spent liquor from organosolv-pretreatment using lignin-incompatible extraction. Bioresour. Technol. 2018, 269, 255–261. [Google Scholar] [CrossRef]
- Fahad, S.; Adnan, M.; Noor, M.; Arif, M.; Alam, M.; Khan, I.A.; Basir, A. Major constraints for global rice production. In Advances in Rice Research for Abiotic Stress Tolerance; Hasanuzzaman, M., Fujita, M., Nahar, K., Biswas, J.K., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 1–22. [Google Scholar] [CrossRef]
- Muthayya, S.; Sugimoto, J.D.; Montgomery, S.; Maberly, G.F. An overview of global rice production, supply, trade, and consumption. Ann. N. Y. Acad. Sci. 2014, 1324, 7–14. [Google Scholar] [CrossRef]
- Lim, J.S.; Manan, Z.A.; Alwi, S.R.W.; Hashim, H. A review on utilisation of biomass from rice industry as a source of renewable energy. Renew. Sustain. Energy Rev. 2012, 16, 3084–3094. [Google Scholar] [CrossRef]
- Zhang, H.; Ding, X.; Chen, X.; Ma, Y.; Wang, Z.; Zhao, X. A new method of utilizing rice husk: Consecutively preparing d-xylose, organosolv lignin, ethanol and amorphous superfine silica. J. Hazard. Mater. 2015, 291, 65–73. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Structural Carbohydrates and Lignin in Biomass; NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2012. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; NREL/TP-510-42622; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples; NREL/TP-510-42623; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef]
- Schulze, P.; Seidel-Morgenstern, A.; Lorenz, H.; Leschinsky, M.; Unkelbach, G. Advanced process for precipitation of lignin from ethanol organosolv spent liquors. Bioresour. Technol. 2016, 199, 128–134. [Google Scholar] [CrossRef]
- Ni, Y.; Hu, Q. Alcell® lignin solubility in ethanol–water mixtures. J. Appl. Polym. Sci. 1995, 57, 1441–1446. [Google Scholar] [CrossRef]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Cao, Y.; Tan, H. Study on crystal structures of enzyme-hydrolyzed cellulosic materials by X-ray diffraction. Enzym. Microb. Technol. 2005, 36, 314–317. [Google Scholar] [CrossRef]
- Dagnino, E.P.; Felissia, F.E.; Chamorro, E.; Area, M.C. Optimization of the soda-ethanol delignification stage for a rice husk biorefinery. Ind. Crop. Prod. 2017, 97, 156–165. [Google Scholar] [CrossRef]
- Kim, D.E.; Pan, X. Preliminary study on converting hybrid poplar to high-value chemicals and lignin using organosolv ethanol process. Ind. Eng. Chem. 2010, 49, 12156–12163. [Google Scholar] [CrossRef]
- Kim, T.H.; Ryu, H.J.; Oh, K.K. Improvement of organosolv fractionation performance for rice husk through a low acid-catalyzation. Energies 2019, 12, 1800. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.K.; Dhepe, P.L. Effect of structural properties of organosolv lignins isolated from different rice husks on their liquefaction using acidic ionic liquids. Clean Technol. Environ. Policy 2018, 20, 739–750. [Google Scholar] [CrossRef]
- Singh, S.K.; Dhepe, P.L. Isolation of lignin by organosolv process from different varieties of rice husk: Understanding their physical and chemical properties. Bioresour. Technol. 2016, 221, 310–317. [Google Scholar] [CrossRef]
- Pan, X.; Xie, D.; Yu, R.W.; Lam, D.; Saddler, J.N. Pretreatment of lodgepole pine killed by mountain pine beetle using the ethanol organosolv process: Fractionation and process optimization. Ind. Eng. Chem. 2007, 46, 2609–2617. [Google Scholar] [CrossRef]
- Tolbert, A.; Akinosho, H.; Khunsupat, R.; Naskar, A.K.; Ragauskas, A.J. Characterization and analysis of the molecular weight of lignin for biorefining studies. Biofuels Bioprod. Biorefin. 2014, 8, 836–856. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Conditions | logR0 (-) | |
| Temperature (°C) | Time (min) | |
| 150 | 30 | 2.95 |
| 60 | 3.25 | |
| 120 | 3.55 | |
| 170 | 30 | 3.54 |
| 60 | 3.84 | |
| 120 | 4.14 | |
| 190 | 30 | 4.13 |
| 60 | 4.43 | |
| 120 | 4.73 | |
| Solvent | Catalyst | Conditions | Target Component | Yield/Effect | Remarks | Ref. |
|---|---|---|---|---|---|---|
| 1,4-Butanefiol | H2SO4 | 190–210 °C for 2–6 h; 1,4-butanediol (70–90%), H2SO4 (0.2–0.35%); L/S = 8–12 | To separate glucan, xylan, lignin, silica; to generate ethanol | Delignification (86.0%), xylose extraction (71.6%), cellulose-to-glucose (58.4%), ethanol yield (45%) | No organosolv used; acid-treated biomass was then fractionated using 1,4-butanediol as solvent for lignin solubilization | [18] |
| Ethanol + NaOH | H2SO4 | 160 °C for 1 h; ethanol (26–60%) + NaOH (0.9–1.7%); L/S = 10 | To separate lignin and inorganics (silica) | Delignification (90.1%), inorganics (40%) | Acid-treated biomass was then fractionated using ethanol–soda as solvent for lignin removal | [28] |
| Ethanol | H2SO4 | 170–190 °C for 1 h; ethanol (50–70%) + H2SO4 (0.15–0.7%); L/S = 10 | To separate glucan, xylan, and lignin | Delignification (77.5%), xylose extraction (69.1%), cellulose-to-glucose (76.1%) | No precipitation yield reported | [30] |
| Ethanol | H2SO4 | 180 °C for 1 h; ethanol (50%) + H2SO4 (0.01%); L/S ratio = 7.5 | To generate aromatic products (THF, EtOAc, DEE) using hydrolysate conversion | No yield reported; cellulose, hemicellulose, and lignin (no data) | Ionic liquid was used for further conversion of THF, EtOAc, and DEE | [31] |
| Ethanol | H2SO4 | 180 °C for 1 h; ethanol (50%) + H2SO4 (0.17%); L/S ratio = 7.5 | To separate lignin | No yield reported; cellulose, hemicellulose, and lignin (no data) | Focused on lignin characteristics | [32] |
| Ethanol | H2SO4 | 150–190 °C, for 0.5–2h; ethanol (40–80%) + H2SO4 (0.25%); L/S = 10 | To precipitate lignin in solid form | Delignification (83.3%), lignin precipitation (71.7%), xylan extraction (75.0%) | Selective extraction of each component of rice husks | This work |
| Reaction Conditions | Sugars | Byproducts | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Temp. | Time | Conc. | Glc | Xyl | Formic Acid | Acetic Acid | Levulinic Acid | 5-HMF | Furfural |
| (°C) | (min) | (%) | (g/L) | (g/L) | (g/L) | (g/L) | (g/L) | (g/L) | (g/L) |
| 150 | 30 | 40 | 2.3 | 10.4 | 0.3 | 1.1 | 0.1 | 0.0 | 0.7 |
| 60 | 2.0 | 9.2 | 0.3 | 0.7 | 0.0 | 0.0 | 0.6 | ||
| 80 | 1.4 | 8.8 | 0.3 | 0.6 | 0.1 | 0.0 | 0.6 | ||
| 60 | 40 | 3.0 | 10.6 | 0.3 | 0.8 | 0.2 | 0.0 | 0.8 | |
| 60 | 2.1 | 10.1 | 0.3 | 0.8 | 0.1 | 0.0 | 0.6 | ||
| 80 | 1.5 | 9.8 | 0.4 | 0.7 | 0.1 | 0.0 | 0.7 | ||
| 120 | 40 | 2.6 | 10.6 | 0.3 | 1.1 | 0.2 | 0.1 | 1.0 | |
| 60 | 2.4 | 10.2 | 0.3 | 1.1 | 0.1 | 0.1 | 0.9 | ||
| 80 | 2.3 | 9.9 | 0.3 | 0.7 | 0.1 | 0.0 | 0.7 | ||
| 170 | 30 | 40 | 5.4 | 9.7 | 0.5 | 1.4 | 0.3 | 0.2 | 2.3 |
| 60 | 5.4 | 9.7 | 0.7 | 1.1 | 0.3 | 0.2 | 1.8 | ||
| 80 | 5.6 | 9.1 | 0.8 | 0.9 | 0.4 | 0.2 | 1.8 | ||
| 60 | 40 | 5.6 | 8.8 | 0.5 | 1.3 | 0.4 | 0.2 | 2.6 | |
| 60 | 5.7 | 8.1 | 0.5 | 1.0 | 0.4 | 0.2 | 2.3 | ||
| 80 | 5.8 | 8.0 | 0.6 | 0.8 | 0.5 | 0.2 | 1.7 | ||
| 120 | 40 | 6.0 | 7.9 | 0.5 | 1.1 | 0.4 | 0.2 | 2.5 | |
| 60 | 6.4 | 8.3 | 0.6 | 1.1 | 0.4 | 0.2 | 2.4 | ||
| 80 | 8.0 | 8.6 | 0.8 | 0.9 | 0.5 | 0.3 | 2.0 | ||
| 190 | 30 | 40 | 3.7 | 8.1 | 0.4 | 0.9 | 0.4 | 0.0 | 1.9 |
| 60 | 3.8 | 8.8 | 0.4 | 1.1 | 0.5 | 0.1 | 1.6 | ||
| 80 | 4.9 | 9.3 | 0.7 | 0.9 | 0.5 | 0.1 | 1.8 | ||
| 60 | 40 | 4.9 | 6.6 | 0.6 | 1.3 | 0.6 | 0.2 | 2.5 | |
| 60 | 5.2 | 7.8 | 0.5 | 1.1 | 0.7 | 0.2 | 2.4 | ||
| 80 | 8.6 | 7.6 | 0.8 | 0.8 | 0.8 | 0.3 | 2.1 | ||
| 120 | 40 | 4.6 | 3.1 | 0.7 | 1.3 | 0.9 | 0.4 | 3.7 | |
| 60 | 5.4 | 3.7 | 0.8 | 1.1 | 0.9 | 0.4 | 3.3 | ||
| 80 | 9.2 | 4.8 | 1.0 | 1.0 | 1.0 | 0.4 | 3.1 | ||
| Reaction Conditions | Hydroxyl Groups | Molecular Weight | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Temp | Time | Conc. | Aliphatic | H 1 Unit | G 2 Unit | S 3 Unit | Phenols | COOH | Mn4 | Mw5 | PDI 6 |
| (°C) | (min) | (%) | (mmol/g) | (mmol/g) | (mmol/g) | (mmol/g) | (mmol/g) | (mmol/g) | (g/mol) | (g/mol) | (-) |
| 150 | 120 | 80 | 2.24 | 0.50 | 0.87 | 0.52 | 1.90 | 0.12 | 1886 | 3970 | 2.10 |
| 170 | 1.03 | 0.60 | 1.44 | 1.33 | 3.37 | 0.15 | 1308 | 1839 | 1.41 | ||
| 190 | 0.87 | 0.72 | 1.49 | 1.34 | 3.55 | 0.13 | 1275 | 1782 | 1.40 | ||
| 170 | 30 | 80 | 1.35 | 0.46 | 1.22 | 1.00 | 2.68 | 0.08 | 1340 | 1870 | 1.40 |
| 60 | 1.12 | 0.58 | 1.42 | 1.19 | 3.19 | 0.15 | 1319 | 1881 | 1.43 | ||
| 120 | 1.03 | 0.60 | 1.44 | 1.33 | 3.37 | 0.15 | 1308 | 1839 | 1.41 | ||
| 170 | 120 | 40 | 1.26 | 0.66 | 1.46 | 1.29 | 3.42 | 0.26 | 1116 | 1384 | 1.24 |
| 60 | 1.05 | 0.55 | 1.16 | 1.04 | 2.75 | 0.25 | 1244 | 1655 | 1.33 | ||
| 80 | 1.03 | 0.60 | 1.44 | 1.33 | 3.37 | 0.15 | 1308 | 1839 | 1.41 | ||
| Classification | Solids Remaining (%) | Solid (%) | Liquid (%) | EMB 1 (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Glucan | Xylan | Lignin | Glucan | Xylan | Lignin | Glucan | Xylan | Lignin | |||
| Untreated | 100 | 35.5 | 13.6 | 22.7 | - | - | - | ||||
| Cond.1 2 | Fractionated | 67.8 | 48.0 | 6.4 | 18.2 | 2.9 | 10.2 | 5.2 | 99.8 | 99.5 | 77.0 |
| Fractionated 4 | 32.5 | 3.3 | 12.3 | ||||||||
| Component Retention (%) | 91.5 | 24.3 | 54.2 | - | - | - | |||||
| Cond.2 3 | Fractionated | 50.4 | 52.0 | 1.1 | 7.5 | 8.2 | 8.6 | 13.6 | 96.8 | 67.5 | 76.4 |
| Fractionated 4 | 26.2 | 0.6 | 3.8 | ||||||||
| Component Retention (%) | 73.8 | 4.4 | 16.7 | - | - | - | - | - | - | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.H.; Kwak, H.; Kim, T.H.; Oh, K.K. Reaction Characteristics of Organosolv-Fractionation Process for Selective Extraction of Carbohydrates and Lignin from Rice Husks. Energies 2021, 14, 686. https://doi.org/10.3390/en14030686
Kim TH, Kwak H, Kim TH, Oh KK. Reaction Characteristics of Organosolv-Fractionation Process for Selective Extraction of Carbohydrates and Lignin from Rice Husks. Energies. 2021; 14(3):686. https://doi.org/10.3390/en14030686
Chicago/Turabian StyleKim, Tae Hoon, Hyun Kwak, Tae Hyun Kim, and Kyeong Keun Oh. 2021. "Reaction Characteristics of Organosolv-Fractionation Process for Selective Extraction of Carbohydrates and Lignin from Rice Husks" Energies 14, no. 3: 686. https://doi.org/10.3390/en14030686
APA StyleKim, T. H., Kwak, H., Kim, T. H., & Oh, K. K. (2021). Reaction Characteristics of Organosolv-Fractionation Process for Selective Extraction of Carbohydrates and Lignin from Rice Husks. Energies, 14(3), 686. https://doi.org/10.3390/en14030686