A New Cutting Device Design to Study the Orthogonal Cutting of CFRP Laminates at Different Cutting Speeds



Abstract
:1. Introduction
2. Experimental Set-Up
2.1. Workpiece Material
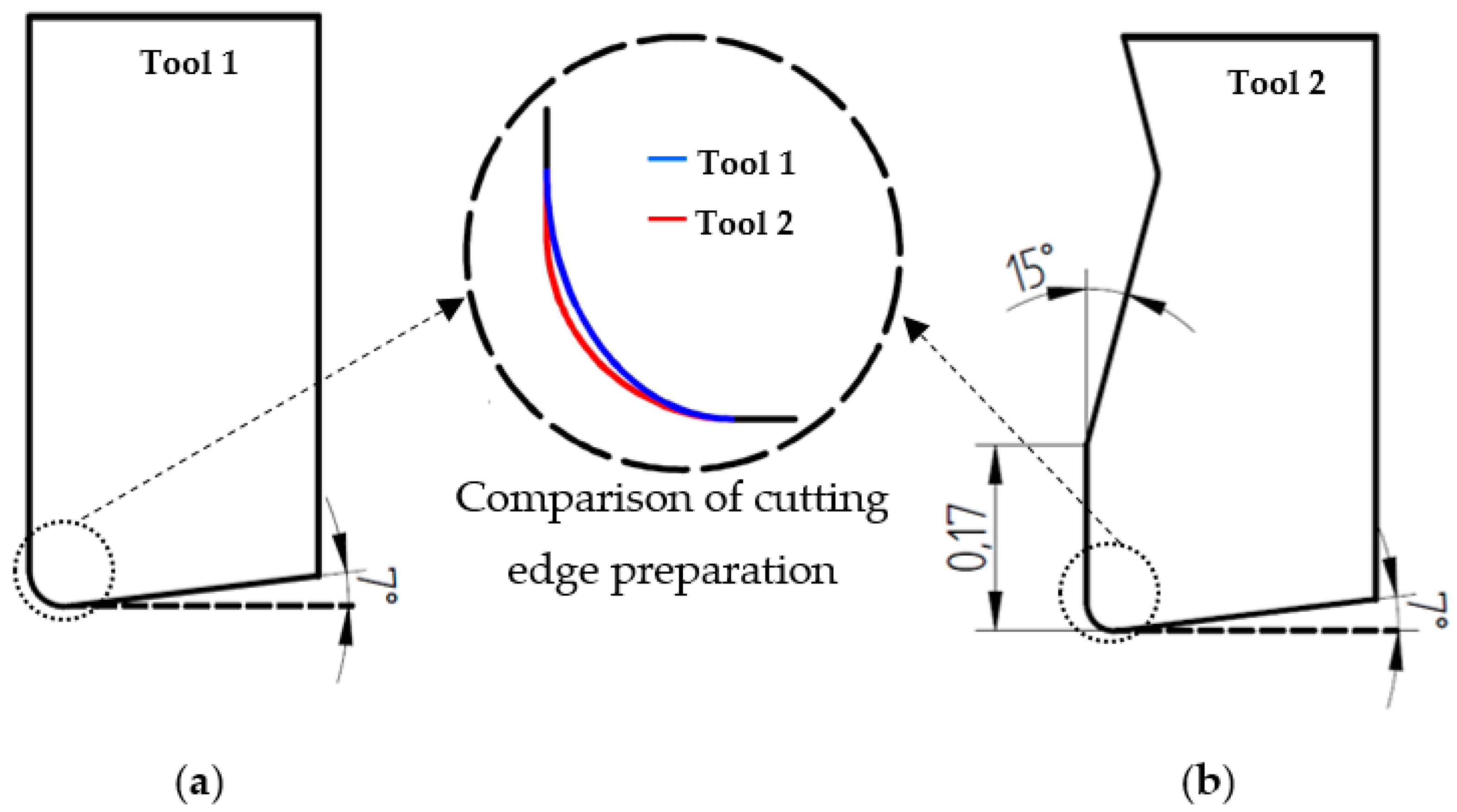
2.2. Tool Geometry
- Tool 1 (provided by the manufacturer, Sandvik (Sandviken, Sweden): Uncoated cutting tool with a clearance angle of 7° and a rake angle of 0°. The cutting edge preparation is rounded with elliptical geometry, with a major axis of a radius of approx. 40 µm (in the direction of the rake surface) and a minor axis of a radius of approx. 30 µm (see details in Figure 1a). The cutting material grade is designed to be H13A.
- Tool 2 (provided by the manufacturer, Seco (Fagersta, Sweden): Coated cutting tool (TiN) (designed material grade TS2000) with a clearance angle of 7°, a rake angle of 15°, and a chamfered-rounded cutting edge preparation. The chamfer width is 0.17 mm and the rounded honing radius is approx. 30 µm (see details in Figure 1b). The cutting edge preparation is designed to be F2.
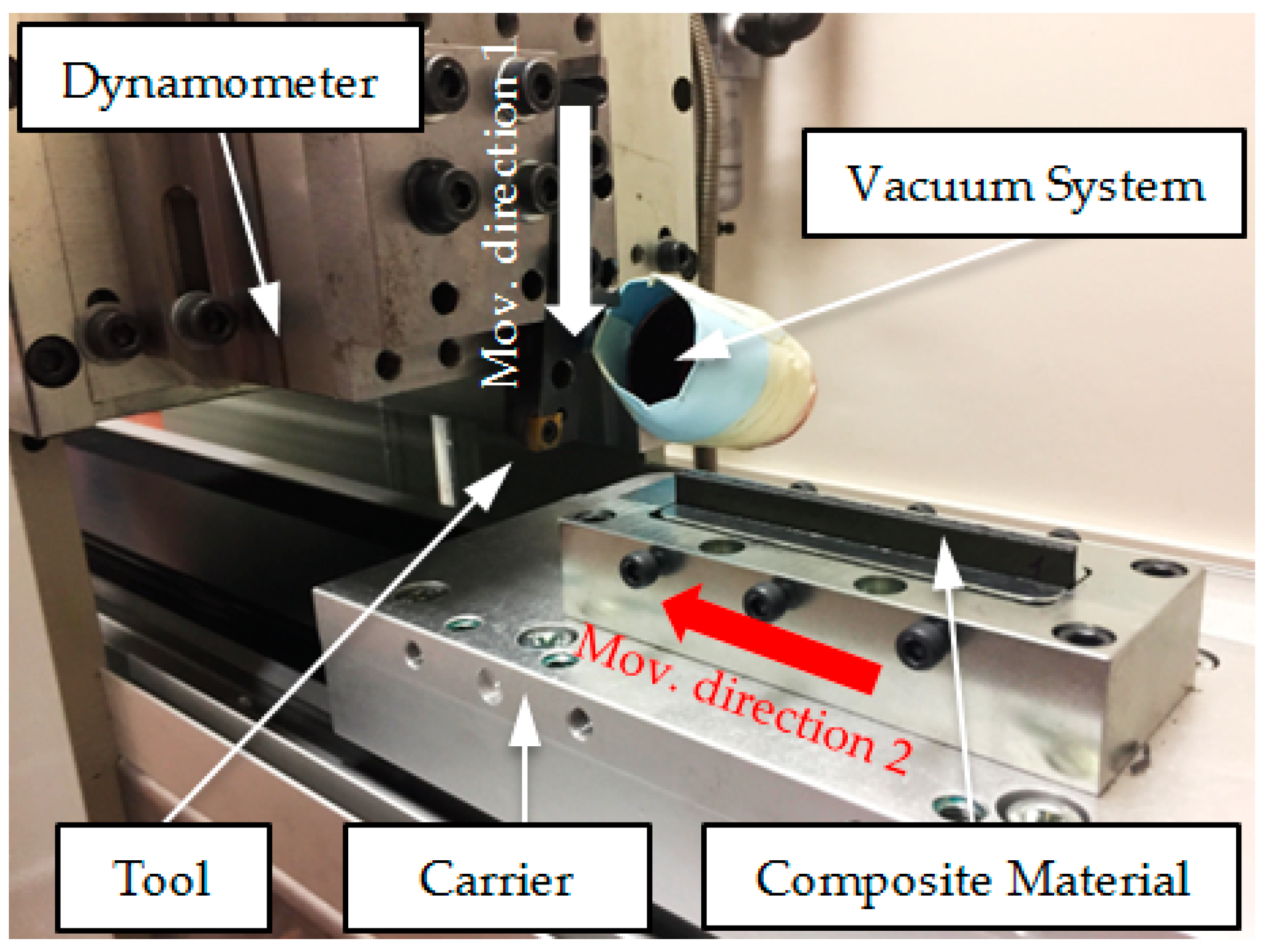
2.3. Cutting Test Device with a Linear Desplacement
3. Results and Discussion
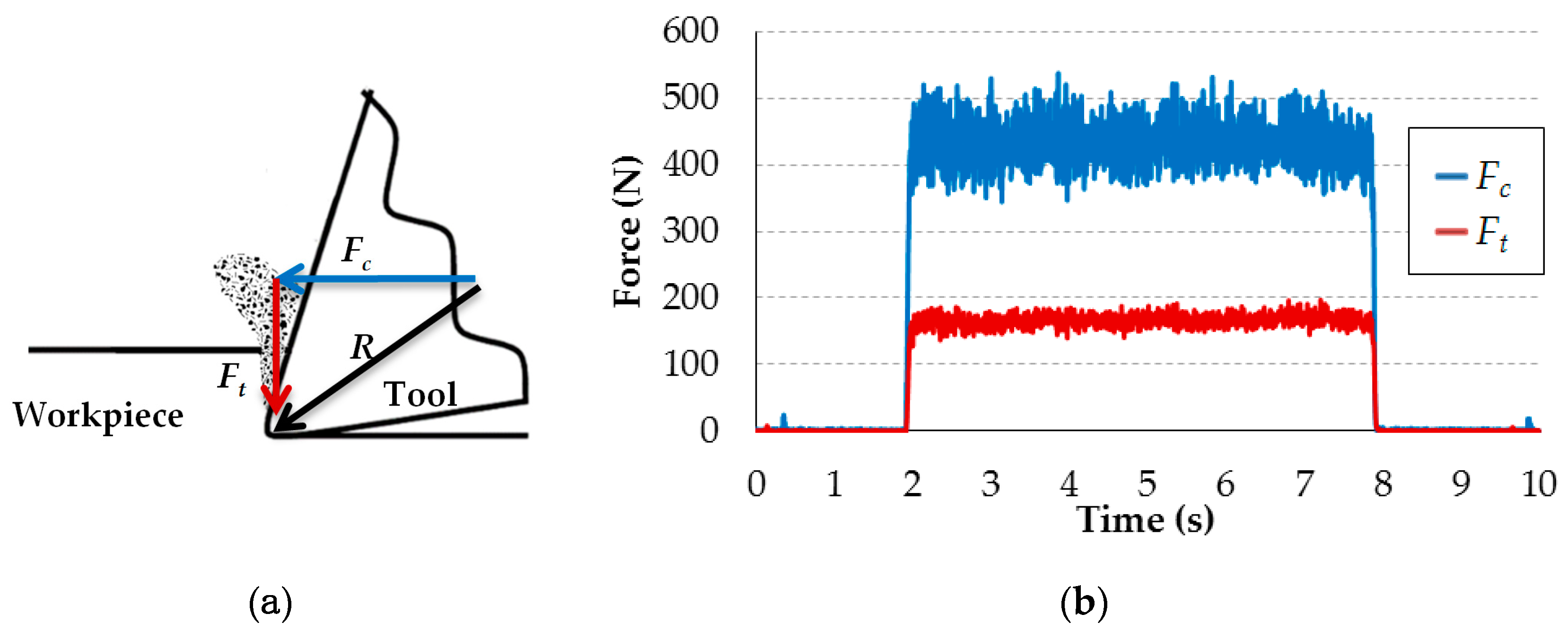
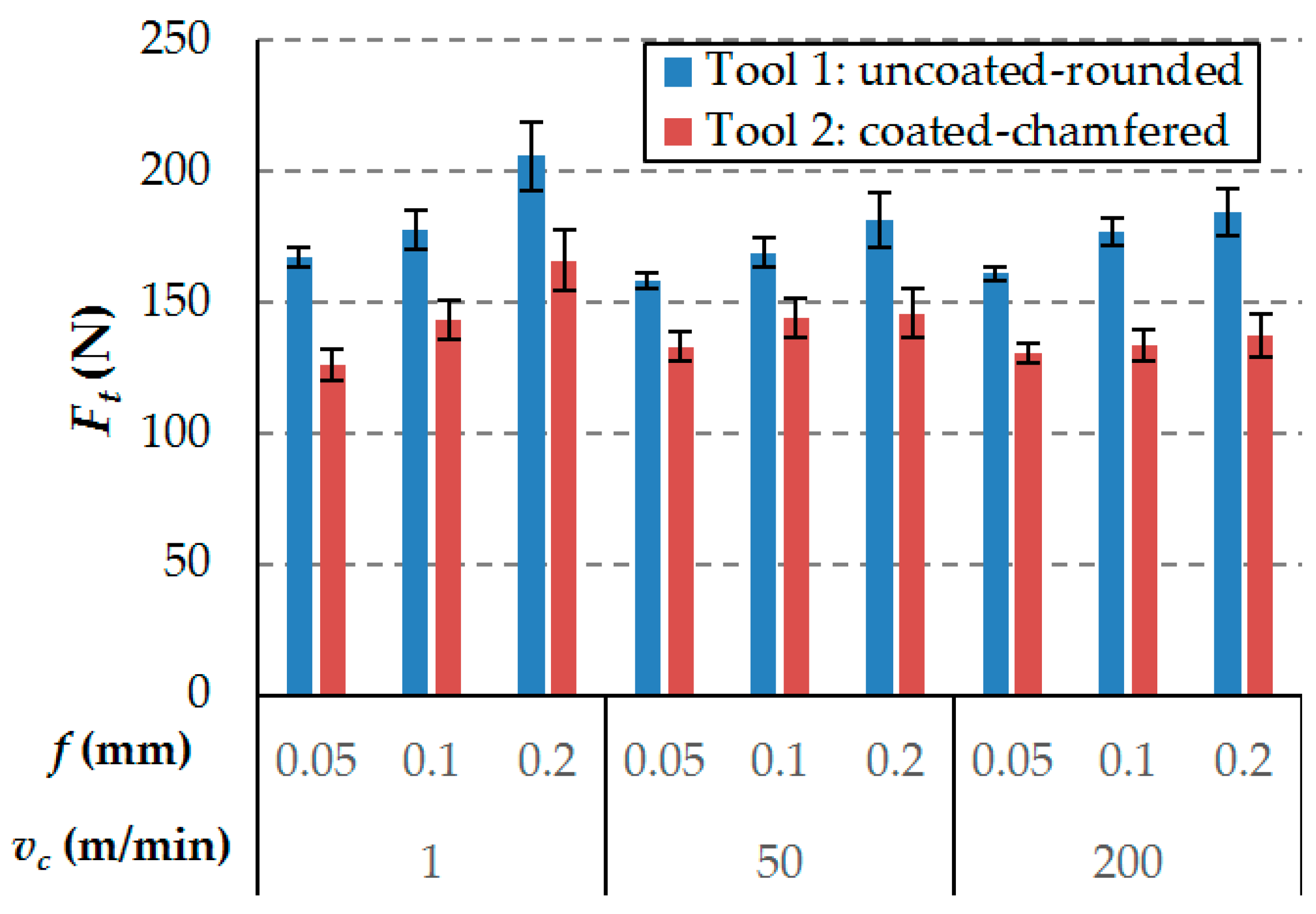
3.1. Cutting Force
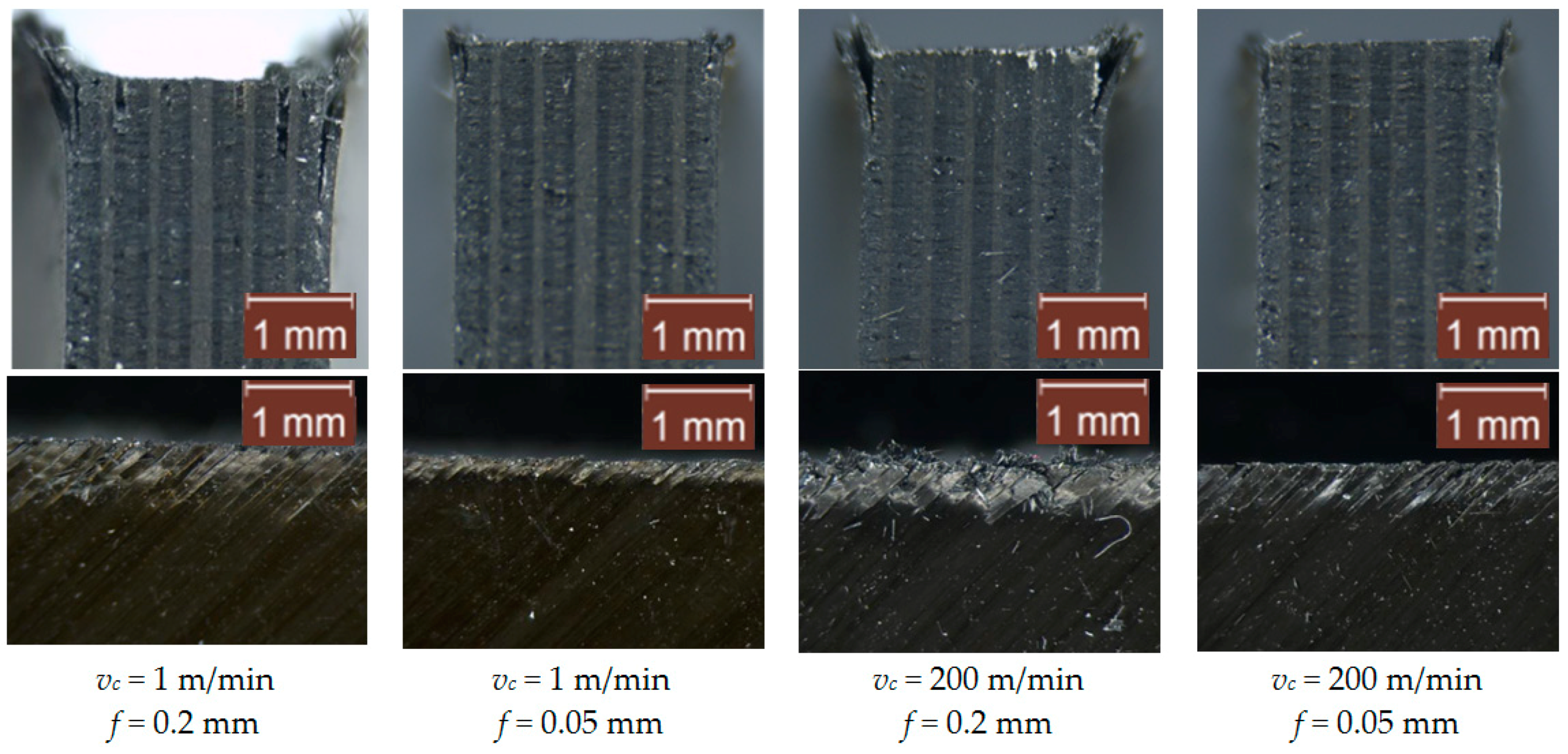
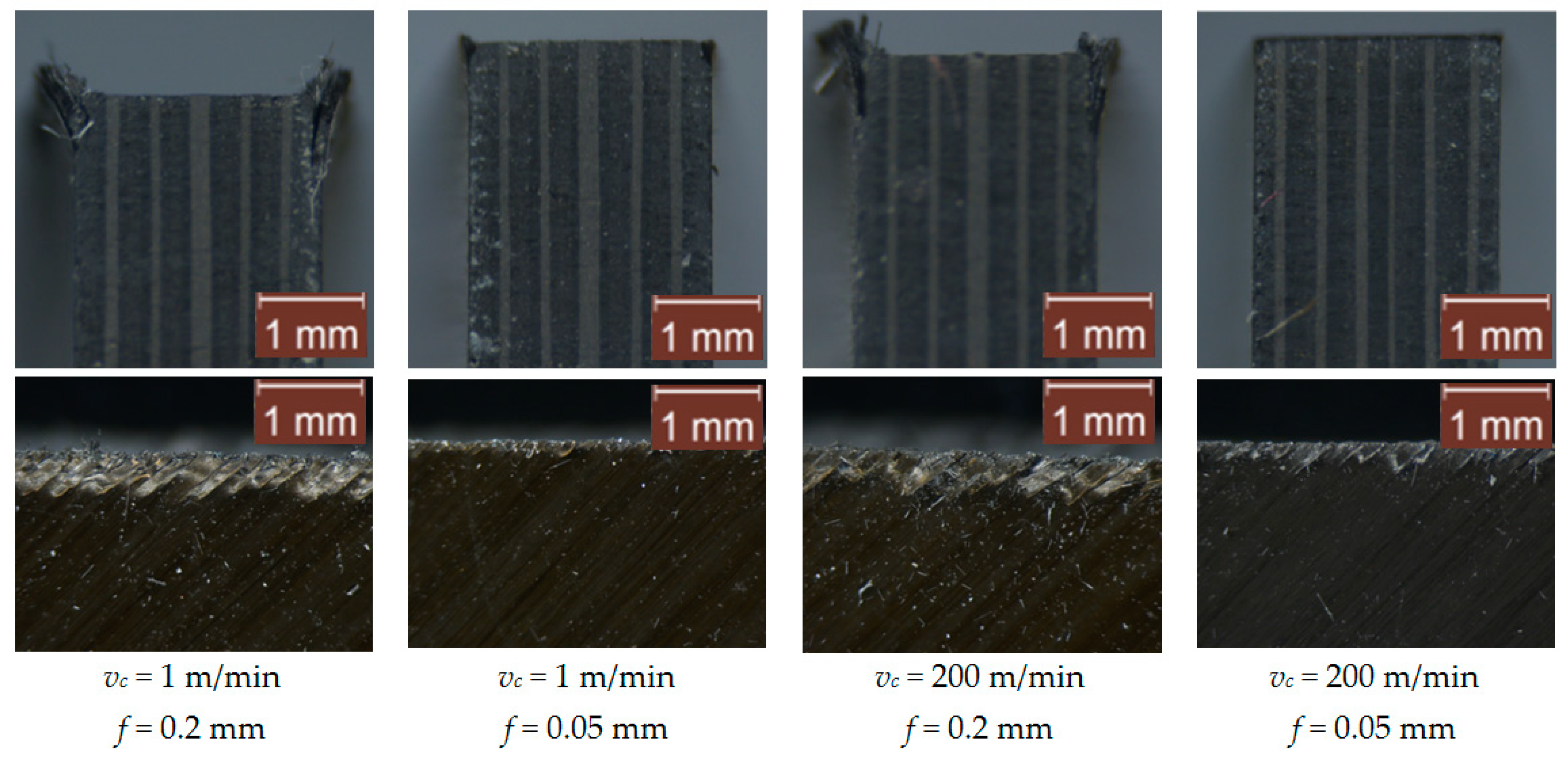
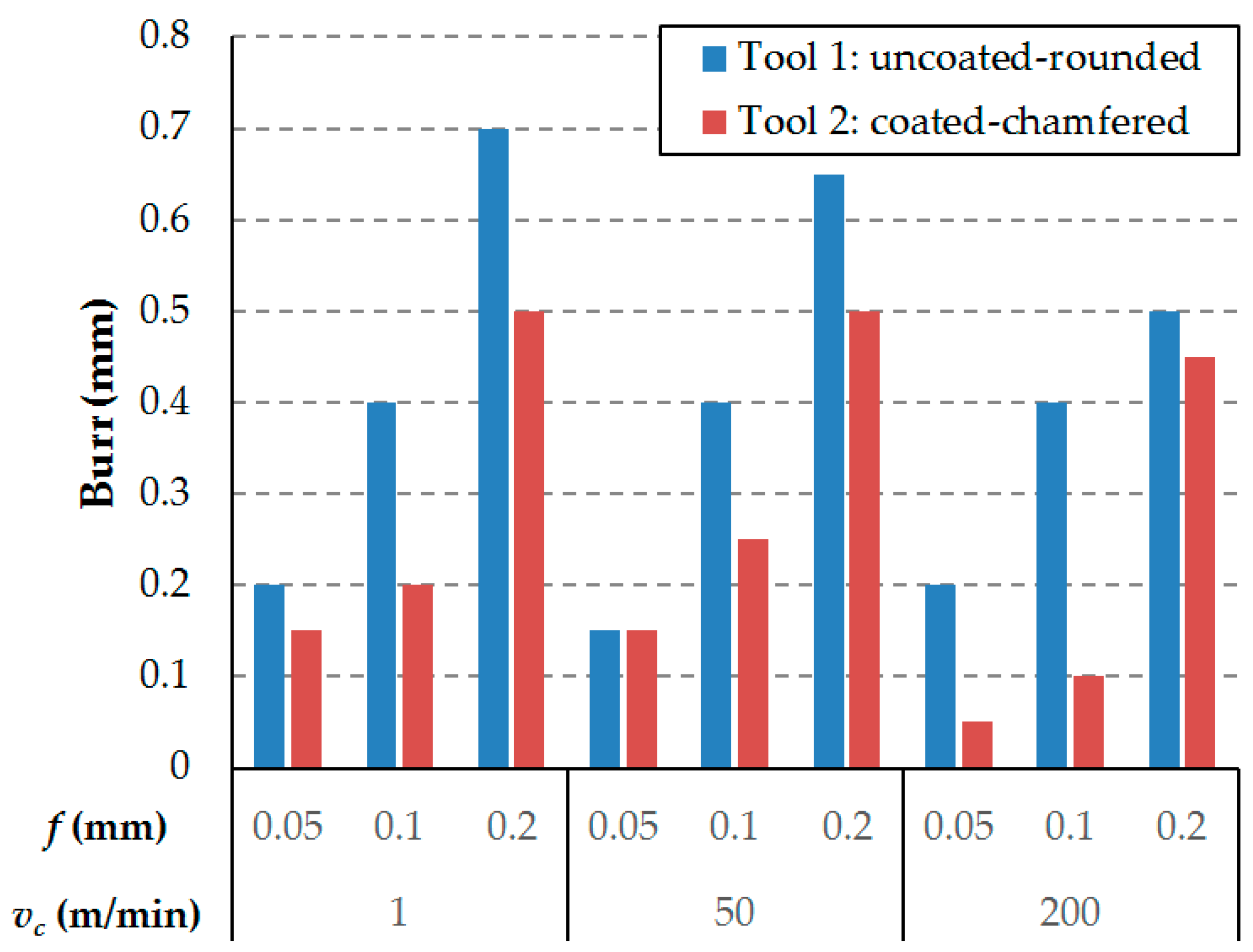
3.2. Surface Integrity
4. Conclusions
- The developed device is suitable for cutting tests, with a linear displacement and a wide range of cutting parameters.
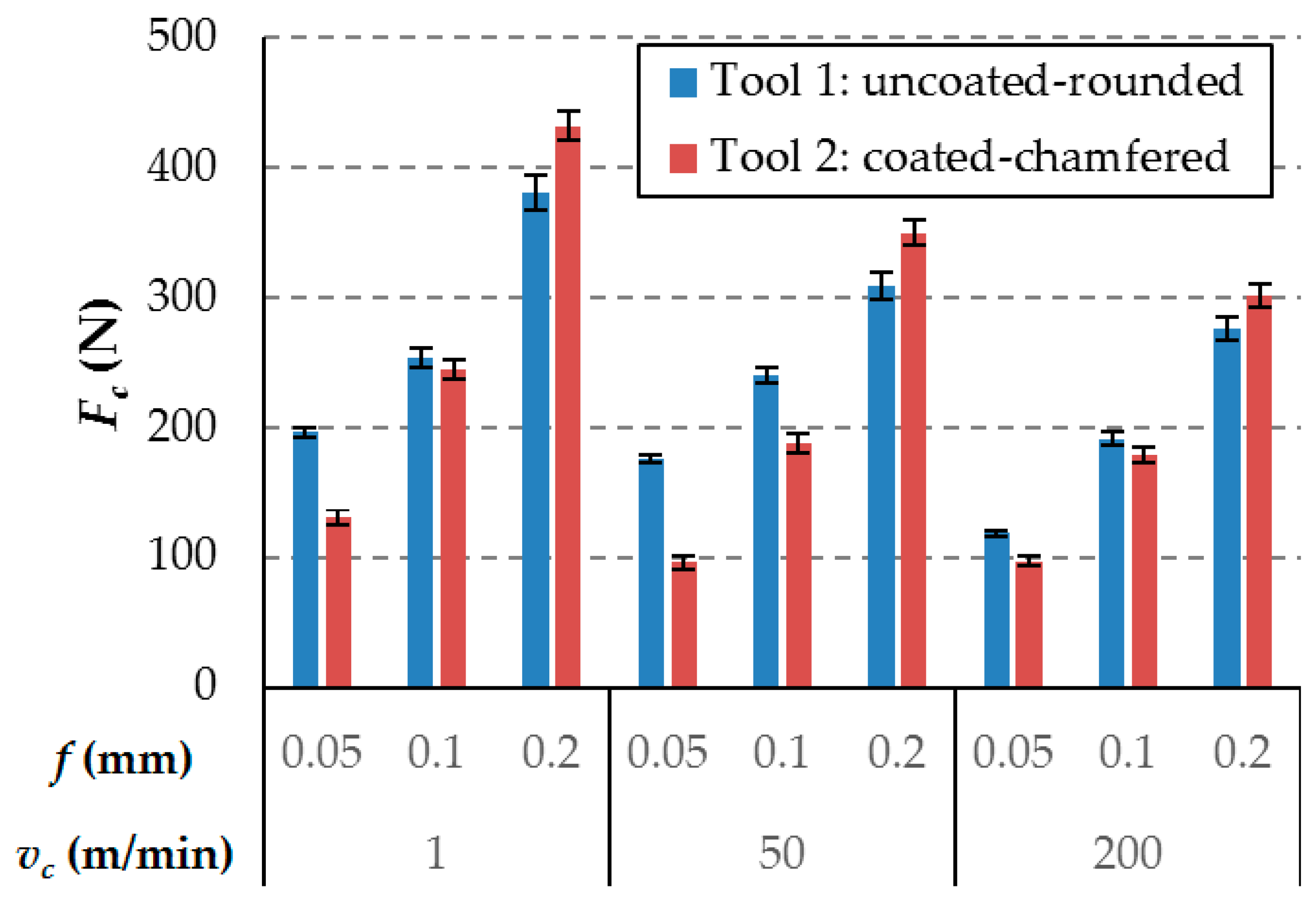
- The possibility of reaching a high cutting speed during orthogonal cutting allows the author to confirm the tendencies found by other authors at a lower cutting speed. Increasing the feed increases the cutting force and the thrust force components. This causes an increase in the compressive loads and instabilities, which could damage the laminate. The increase of the cutting speed lead to a reduction of the cutting force, but it does not have a significant effect on the thrust force for the studied range of cutting speeds.
- The thrust force and the cutting force variations are mainly related to differences in the feed. Also, the cutting-edge preparation of the tools has a significant effect in the machining force components.
- Delamination is the main type of damage that the machined surfaces of the CFRP laminates presented. The delamination is noticeable in the external plies of the laminates. In addition, spalling of these plies is also produced.
- The influence of the tool geometry, the feed and the cutting speed on the surface integrity is analogous to that observed in relation to the thrust force. Therefore, a higher feed is related to higher forces and also more surface damage due to machining. Additionally, a lower but significant effect on surface integrity is observed when comparing tool types and cutting speeds.
Author Contributions
Funding
Conflicts of Interest
References
- Che, D.; Saxena, I.; Han, P.; Guo, P.; Ehmann, K.F. Machining of Carbon Fiber Reinforced Plastics/Polymers: A Literature Review. J. Manuf. Sci. Eng. 2014, 136, 034001. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. Review on Machinability of Fiber Reinforced Polymers: A Drilling Approach. Silicon 2018, 10, 2295–2305. [Google Scholar] [CrossRef]
- Panchagnula, K.K.; Palaniyandi, K. Drilling on fiber reinforced polymer/nanopolymer composite laminates: A review. J. Mater. Res. Technol. 2018, 7, 180–189. [Google Scholar] [CrossRef]
- Wang, F.; Yin, J.; Ma, J.; Niu, B. Heat partition in dry orthogonal cutting of unidirectional CFRP composite laminates. Compos. Struct. 2018, 197, 28–38. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H. Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos. Struct. 2017, 178. [Google Scholar] [CrossRef]
- Feito, N.; Díaz-Álvarez, J.; López-Puente, J.; Miguelez, M.H. Experimental and numerical analysis of step drill bit performance when drilling woven CFRPs. Compos. Struct. 2017, 184, 1147–1155. [Google Scholar] [CrossRef]
- De Lacalle López, L.N.; Lamikiz, A. Milling of carbon fiber reinforced plastics. Adv. Mater. Res. 2010, 83–86, 49–55. [Google Scholar] [CrossRef]
- Feito, N.; Diaz-Álvarez, A.; Cantero, J.L.; Rodríguez-Millán, M.; Miguélez, H. Experimental analysis of special tool geometries when drilling woven and multidirectional CFRPs. J. Reinf. Plast. Compos. 2016, 35, 33–55. [Google Scholar] [CrossRef]
- Henerichs, M.; Voß, R.; Kuster, F.; Wegener, K. Machining of carbon fiber reinforced plastics: Influence of tool geometry and fiber orientation on the machining forces. CIRP J. Manuf. Sci. Technol. 2015, 9, 136–145. [Google Scholar] [CrossRef]
- Yan, X.; Reiner, J.; Bacca, M.; Altintas, Y.; Vaziri, R. A study of energy dissipating mechanisms in orthogonal cutting of UD-CFRP composites. Compos. Struct. 2019, 220, 460–472. [Google Scholar] [CrossRef]
- Lopresto, V.; Langella, A.; Caprino, G.; Durante, M.; Santo, L. Conventional Orthogonal Cutting Machining on Unidirectional Fibre Reinforced Plastics. Procedia CIRP 2017, 62, 9–14. [Google Scholar] [CrossRef]
- Santiuste, C.; Olmedo, A.; Soldani, X.; Miguélez, H. Delamination prediction in orthogonal machining of carbon long fiber-reinforced polymer composites. J. Reinf. Plast. Compos. 2012, 31, 875–885. [Google Scholar] [CrossRef] [Green Version]
- Zitoune, R.; Collombet, F.; Lachaud, F.; Piquet, R.; Pasquet, P. Experiment–calculation comparison of the cutting conditions representative of the long fiber composite drilling phase. Compos. Sci. Technol. 2005, 65, 455–466. [Google Scholar] [CrossRef]
- Rao, G.V.G.; Mahajan, P.; Bhatnagar, N. Micro-mechanical modeling of machining of FRP composites–Cutting force analysis. Compos. Sci. Technol. 2007, 67, 579–593. [Google Scholar] [CrossRef]
- Wang, H.; Chang, L.; Mai, Y.W.; Ye, L.; Williams, J.G. An experimental study of orthogonal cutting mechanisms for epoxies with two different crosslink densities. Int. J. Mach. Tools Manuf. 2018, 124, 117–125. [Google Scholar] [CrossRef]
- Lopresto, V.; Caggiano, A.; Teti, R. High Performance Cutting of Fibre Reinforced Plastic Composite Materials. Procedia CIRP 2016, 46, 71–82. [Google Scholar] [CrossRef]
- Voss, R.; Seeholzer, L.; Kuster, F.; Wegener, K. Analytical force model for orthogonal machining of unidirectional carbon fibre reinforced polymers (CFRP) as a function of the fibre orientation. J. Mater. Process. Technol. 2019, 263, 440–469. [Google Scholar] [CrossRef]
- Seeholzer, L.; Voss, R.; Grossenbacher, F.; Kuster, F.; Wegener, K. Fundamental analysis of the cutting edge micro-geometry in orthogonal machining of unidirectional Carbon Fibre Reinforced Plastics (CFRP). Procedia CIRP 2018, 77, 379–382. [Google Scholar] [CrossRef]
- Feito, N.; Diaz-Álvarez, J.; López-Puente, J.; Miguelez, M.H. Numerical analysis of the influence of tool wear and special cutting geometry when drilling woven CFRPs. Compos. Struct. 2016, 138, 285–294. [Google Scholar] [CrossRef]
- Cepero-Mejías, F.; Curiel-Sosa, J.L.; Zhang, C.; Phadnis, V.A. Effect of cutter geometry on machining induced damage in orthogonal cutting of UD polymer composites: FE study. Compos. Struct. 2019, 214, 439–450. [Google Scholar] [CrossRef]
- Santiuste, C.; Soldani, X.; Miguélez, M.H. Machining FEM model of long fiber composites for aeronautical components. Compos. Struct. 2010, 92, 691–698. [Google Scholar] [CrossRef] [Green Version]
- Soldani, X.; Santiuste, C.; Muñoz-Sánchez, A.; Miguélez, M.H. Influence of tool geometry and numerical parameters when modeling orthogonal cutting of LFRP composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1205–1216. [Google Scholar] [CrossRef] [Green Version]
- Iliescu, D.; Gehin, D.; Iordanoff, I.; Girot, F.; Gutiérrez, M.E. A discrete element method for the simulation of CFRP cutting. Compos. Sci. Technol. 2010, 70, 73–80. [Google Scholar] [CrossRef]
- Wang, D.; He, X.; Xu, Z.; Jiao, W.; Yang, F.; Jiang, L.; Li, L.; Liu, W.; Wang, R.; Wang, D.; et al. Study on Damage Evaluation and Machinability of UD-CFRP for the Orthogonal Cutting Operation Using Scanning Acoustic Microscopy and the Finite Element Method. Materials (Basel) 2017, 10, 204. [Google Scholar] [CrossRef]
- Sahraie Jahromi, A.; Bahr, B. An analytical method for predicting cutting forces in orthogonal machining of unidirectional composites. Compos. Sci. Technol. 2010, 70, 2290–2297. [Google Scholar] [CrossRef]
- Wang, D.H.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part I: Unidirectional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1623–1638. [Google Scholar] [CrossRef]
- Li, H.; Qin, X.; He, G.; Jin, Y.; Sun, D.; Price, M. Investigation of chip formation and fracture toughness in orthogonal cutting of UD-CFRP. Int. J. Adv. Manuf. Technol. 2016, 82, 1079–1088. [Google Scholar] [CrossRef] [Green Version]
- Voss, R.; Seeholzer, L.; Kuster, F.; Wegener, K. Influence of fibre orientation, tool geometry and process parameters on surface quality in milling of CFRP. CIRP J. Manuf. Sci. Technol. 2017, 18, 75–91. [Google Scholar] [CrossRef]
- Nayak, D.; Bhatnagar, N.; Mahajan, P. Machining studies of Uni-Directional Glass Fiber Reinforced Plastic (UD-GFRP) composites part 1: Effect of geometrical and process parameters. Mach. Sci. Technol. 2005, 9, 481–501. [Google Scholar] [CrossRef]
- An, Q.; Cai, C.; Cai, X.; Chen, M. Experimental investigation on the cutting mechanism and surface generation in orthogonal cutting of UD-CFRP laminates. Compos. Struct. 2019, 230, 111441. [Google Scholar] [CrossRef]
- Bhatnagar, N.; Nayak, D.; Singh, I.; Chouhan, H.; Mahajan, P. Determination of machining-induced damage characteristics of fiber reinforced plastic composite laminates. Mater. Manuf. Process. 2004, 19, 1009–1023. [Google Scholar] [CrossRef]
- Wang, X.; Kwon, P.Y.; Sturtevant, C.; Kim, D.D.W.; Lantrip, J. Tool wear of coated drills in drilling CFRP. J. Manuf. Process. 2013, 15, 127–135. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.L.; Álvarez, J.D.; Miguélez, M.H. Composite Fiber Reinforced Plastic one-shoot drilling: Quality inspection assessment and tool wear evaluation. Procedia Manuf. 2017, 13, 139–145. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Colella, L.; Bellini, C. Analysis of Thermal Damage in FRP Drilling. Procedia Eng. 2016, 167, 206–215. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Criado, V.; Miguélez, H.; Cantero, J. PCBN Performance in High Speed Finishing Turning of Inconel 718. Metals (Basel) 2018, 8, 582. [Google Scholar] [CrossRef] [Green Version]
- Su, Y. Effect of the cutting speed on the cutting mechanism in machining CFRP. Compos. Struct. 2019, 220, 662–676. [Google Scholar] [CrossRef]
- Wang, X.M.; Zhang, L.C. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tools Manuf. 2003, 43, 1015–1022. [Google Scholar] [CrossRef]
- Xu, J.; El Mansori, M.; Voisin, J.; Chen, M.; Ren, F. On the interpretation of drilling CFRP/Ti6Al4V stacks using the orthogonal cutting method: Chip removal mode and subsurface damage formation. J. Manuf. Process. 2019, 44, 435–447. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Format | Cutting Speed (m/min) | Feed (mm) | Cutting Machine |
|---|---|---|---|---|
| Rao et al. [14] | Plate | 0.5 m/min | 0.1, 0.15 and 0.2 mm | CNC machine (no description) |
| Wang et al. [15] | Plate | 0.3 m/min | 0.001–0.05 mm | CNC machine (no description) |
| Seeholzer [18] | Cylindrical | 90 m/min | 0.03 mm | Modified CNC lathe (Okuma LB15-II) |
| Voss et al. [17] | Rings | 20 m/min-500 m/min | 0.03 mm | - |
| Wang et al. [24] | Plate | 88.4–309.5 m/min | 0.1–0.45 mm | Turning special device |
| Bhatnagar et al. [31] | Plate | 0.5 m/min | 0.1, 0.2, and 0.3 mm | Modified CNC milling |
| Nayak et al. [29] | Plate | 0.5 m/min | 0.1, 0.2, and 0.3 mm | Modified CNC milling |
| Li et al. [27] | Plate | 0.5 m/min | 0.1, 0.2 and 0.5 mm | Modified CNC milling (JOHNFORD VMC-850) |
| Saheaie et al. [25] | Plate | 0.354 m/min | 0.1 | Modified CNC milling |
| An et al. [30] | Plate | 200 m/min | 0.02 mm | Modified surface grinder (KENT-KGS-1020AH) |
| Wang et al. [26] | Plate | 4–14 m/min | 0.127–0.381 mm | Rockford Planer-Shaper, equipped with a hydraulic table |
| Properties | Value |
|---|---|
| Density ρ (Kg/m3) | 1534 |
| Young’s Modulus E1 (GPa) | 173 |
| Young’s Modulus E2 = E3 (GPa) | 7.36 |
| Major Poisson ratio ν21 | 0.33 |
| In-Plane Shear Modulus G12 (GPa) | 3.89 |
| Cutting Parameters | |
|---|---|
| Cutting speed (vc) | 1, 50 and 200 m/min |
| Feed (f) | 0.05, 0.1 and 0.2 mm |
| Tool | Factor | Sum of Squares | DF | Mean Square | F-Ratio | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Tool 1 | vc | 10076.90 | 2 | 5038.45 | 18.69 | 0.009344908 | 20.70% |
| f | 38093.01 | 2 | 19046.50 | 70.65 | 0.000757875 | 78.2% | |
| Error | 1078.37 | 4 | 269.59 | 1.1% | |||
| Total | 49248.28 | 8 | |||||
| Tool 2 | vc | 9605.56 | 2 | 4802.78 | 7.95 | 0.040403932 | 8.9% |
| f | 97624.68 | 2 | 48812.34 | 80.780 | 0.00058348 | 90.0% | |
| Error | 2416.53 | 4 | 604.13 | 1.1% | |||
| Total | 109646.77 | 8 |
| Tool | Factor | Sum of Squares | DF | Mean Square | F-Ratio | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Tool 1 | vc | 317.64 | 2 | 158.82 | 4.68 | 0.089587 | 19.8% |
| f | 1220.28 | 2 | 610.14 | 17.99 | 0.010013 | 76.0% | |
| Error | 135.69 | 4 | 33.92 | 4.2% | |||
| Total | 1673.61 | 8 | 802.88 | ||||
| Tool 2 | vc | 192.52 | 2 | 96.26 | 1.17 | 0.398281 | 20.6% |
| f | 578.82 | 2 | 289.41 | 3.51 | 0.131519 | 61.8% | |
| Error | 329.35 | 4 | 82.34 | 17.6% | |||
| Total | 1100.70 | 8 | 468.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Criado, V.; Feito, N.; Cantero Guisández, J.L.; Díaz-Álvarez, J. A New Cutting Device Design to Study the Orthogonal Cutting of CFRP Laminates at Different Cutting Speeds. Materials 2019, 12, 4074. https://doi.org/10.3390/ma12244074
Criado V, Feito N, Cantero Guisández JL, Díaz-Álvarez J. A New Cutting Device Design to Study the Orthogonal Cutting of CFRP Laminates at Different Cutting Speeds. Materials. 2019; 12(24):4074. https://doi.org/10.3390/ma12244074
Chicago/Turabian StyleCriado, Víctor, Norberto Feito, José Luis Cantero Guisández, and José Díaz-Álvarez. 2019. "A New Cutting Device Design to Study the Orthogonal Cutting of CFRP Laminates at Different Cutting Speeds" Materials 12, no. 24: 4074. https://doi.org/10.3390/ma12244074
APA StyleCriado, V., Feito, N., Cantero Guisández, J. L., & Díaz-Álvarez, J. (2019). A New Cutting Device Design to Study the Orthogonal Cutting of CFRP Laminates at Different Cutting Speeds. Materials, 12(24), 4074. https://doi.org/10.3390/ma12244074