Pore Architectures and Mechanical Properties of Porous α-SiAlON Ceramics Fabricated via Unidirectional Freeze Casting Based on Camphene-Templating



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Preparation of Ceramic Slurries
2.2. Freeze Casting and Firing
2.3. Microstructural Characterization, Porosity Examination, and Mechanical Testing
3. Results and Discussion
3.1. Phase Formation
3.2. Microstructure and Porosity
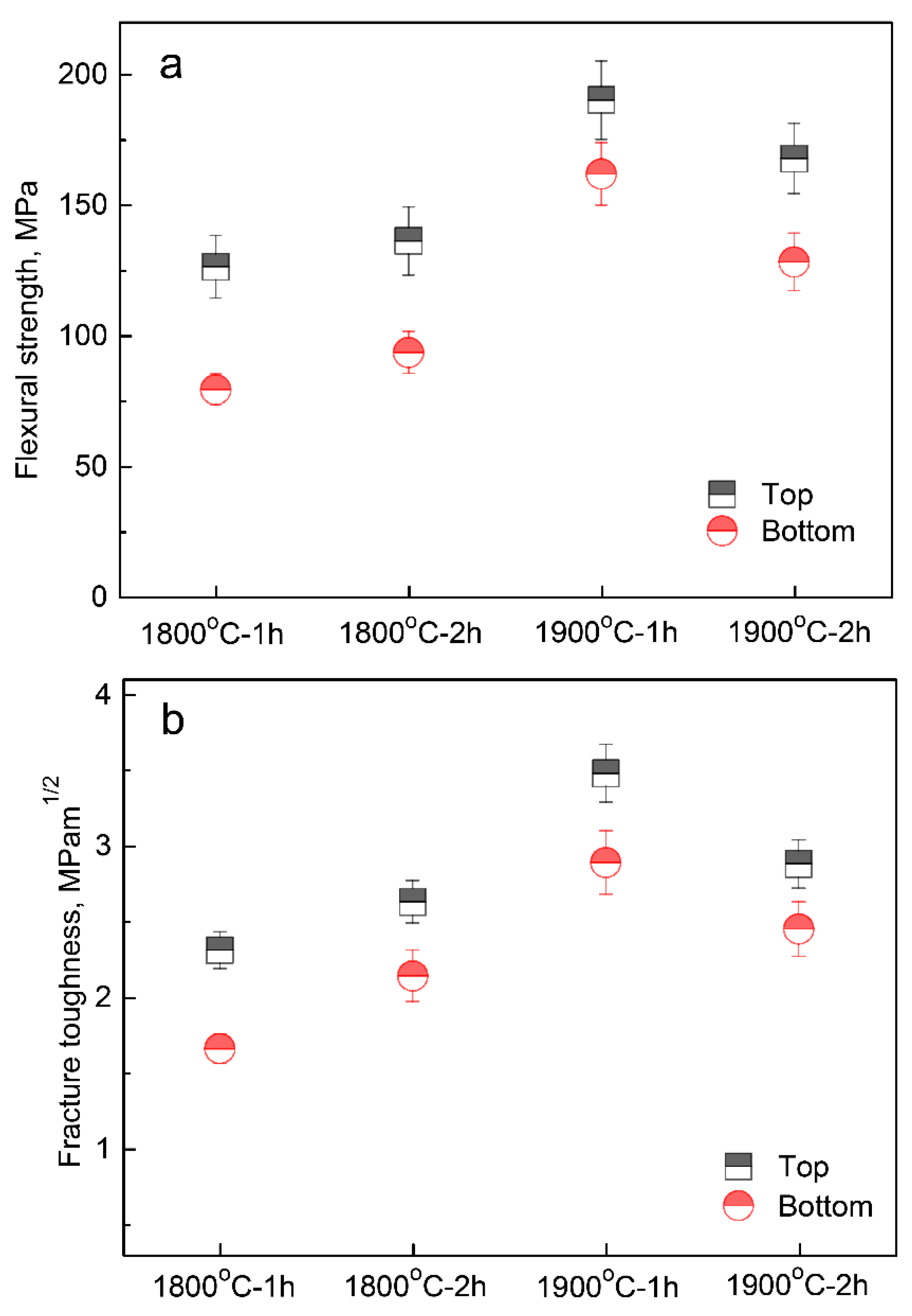
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, W.; Lu, K.; Walz, J.Y. Freeze casting of porous materials: Review of critical factors in microstructure evolution. Int. Mater. Rev. 2012, 57, 37–60. [Google Scholar] [CrossRef]
- Deville, S. Freeze-casting of porous ceramics: A review of current achievements and issues. Adv. Eng. Mater. 2008, 10, 155–169. [Google Scholar] [CrossRef]
- Hu, L.; Wang, C.A.; Huang, Y.; Sun, C.; Lu, S.; Hu, Z. Control of pore channel size during freeze casting of porous YSZ ceramics with unidirectionally aligned channels using different freezing temperatures. J. Eur. Ceram. Soc. 2010, 30, 3389–3396. [Google Scholar] [CrossRef]
- Hou, Z.; Ye, F.; Liu, L.; Liu, Q. Fabrication of gradient porous β-SiAlON ceramics via a camphene-based freeze casting process. Mater. Sci. Eng. A 2012, 558, 742–746. [Google Scholar] [CrossRef]
- Shanti, N.O.; Araki, K.; Halloran, J.W. Particle redistribution during dendritic solidification of particle suspensions. J. Am. Ceram. Soc. 2006, 89, 2444–2447. [Google Scholar] [CrossRef]
- Deville, S.; Meille, S.; Seuba, J. A meta-analysis of the mechanical properties of ice-templated ceramics and metals. Sci. Technol. Adv. Mater. 2015, 16, 043501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, Y.; Mao, M.; Qiu, S.; Wu, C. Annealing effects on the pore structures and mechanical properties of porous alumina via directional freeze-casting. J. Eur. Ceram. Soc. 2018, 38, 4149–4154. [Google Scholar] [CrossRef]
- Ghosh, D.; Dhavale, N.; Banda, M.; Kang, H. A comparison of microstructure and uniaxial compressive response of ice-templated alumina scaffolds fabricated from two different particle sizes. Ceram. Int. 2016, 42, 16138–16147. [Google Scholar] [CrossRef]
- Lichtner, A.; Roussel, D.; Jauffrès, D.; Martin, C.L.; Bordia, R.K. Effect of macropore anisotropy on the mechanical response of hierarchically porous ceramics. J. Am. Ceram. Soc. 2016, 99, 979–987. [Google Scholar] [CrossRef]
- Waschkies, T.; Oberacker, R.; Hoffmann, M.J. Control of lamellae spacing during freeze casting of ceramics using double-side cooling as a novel processing route. J. Am. Ceram. Soc. 2009, 92, S79–S84. [Google Scholar] [CrossRef]
- Hou, Z.; Ye, F.; Liu, L. Effects of pore shape and porosity on the dielectric constant of porous β-SiAlON ceramics. J. Eur. Ceram. Soc. 2015, 35, 4115–4120. [Google Scholar] [CrossRef]
- Deville, S.; Bernard-Granger, G. Influence of surface tension, osmotic pressure and pores morphology on the densification of ice-templated ceramics. J. Eur. Ceram. Soc. 2011, 31, 983–987. [Google Scholar] [CrossRef] [Green Version]
- Samborski, S.; Sadowski, T. Dynamic Fracture Toughness of Porous Ceramics. J. Am. Ceram. Soc. 2010, 93, 3607–3609. [Google Scholar] [CrossRef]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, Z.; Ye, F.; Liu, Q.; Liu, L.; Jiang, H.; Zhang, S. Pore Architectures and Mechanical Properties of Porous α-SiAlON Ceramics Fabricated via Unidirectional Freeze Casting Based on Camphene-Templating. Materials 2019, 12, 687. https://doi.org/10.3390/ma12050687
Hou Z, Ye F, Liu Q, Liu L, Jiang H, Zhang S. Pore Architectures and Mechanical Properties of Porous α-SiAlON Ceramics Fabricated via Unidirectional Freeze Casting Based on Camphene-Templating. Materials. 2019; 12(5):687. https://doi.org/10.3390/ma12050687
Chicago/Turabian StyleHou, Zhaoping, Feng Ye, Qiang Liu, Limeng Liu, Haiwei Jiang, and Shaowei Zhang. 2019. "Pore Architectures and Mechanical Properties of Porous α-SiAlON Ceramics Fabricated via Unidirectional Freeze Casting Based on Camphene-Templating" Materials 12, no. 5: 687. https://doi.org/10.3390/ma12050687
APA StyleHou, Z., Ye, F., Liu, Q., Liu, L., Jiang, H., & Zhang, S. (2019). Pore Architectures and Mechanical Properties of Porous α-SiAlON Ceramics Fabricated via Unidirectional Freeze Casting Based on Camphene-Templating. Materials, 12(5), 687. https://doi.org/10.3390/ma12050687