Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
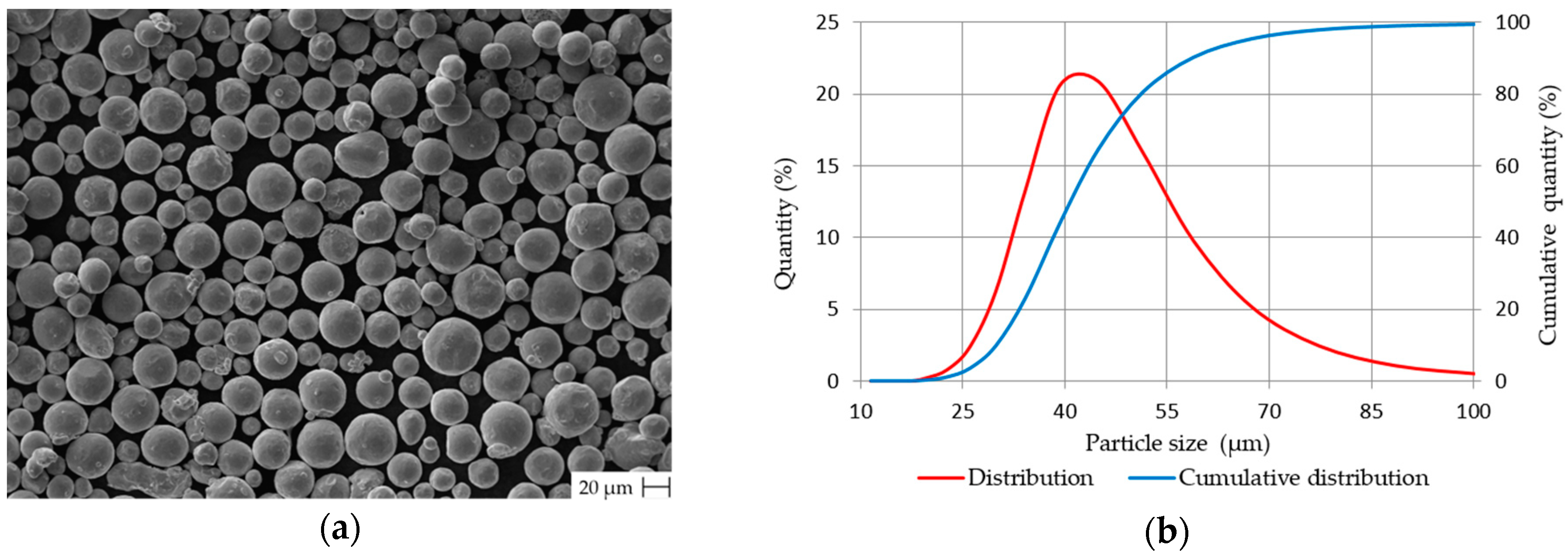
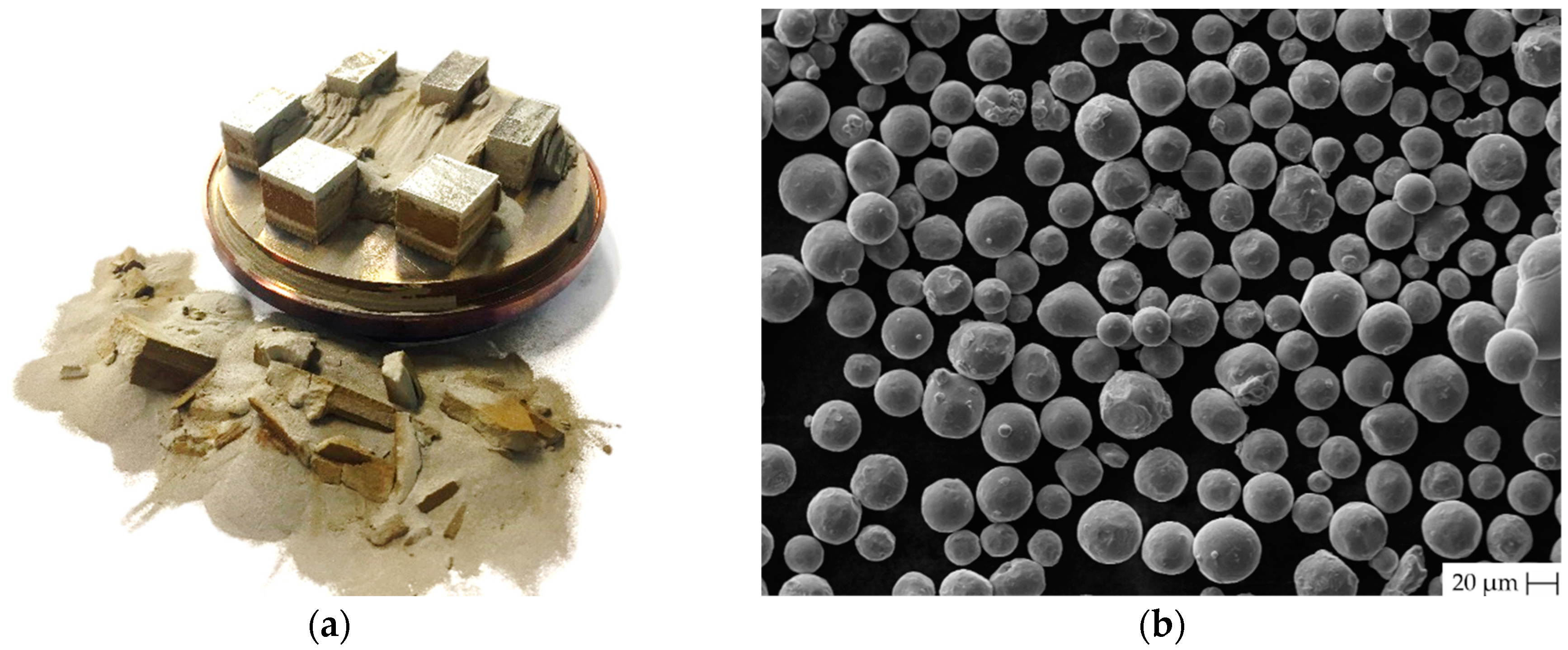
2.1. Powder Characterization
2.2. Sample Fabrication
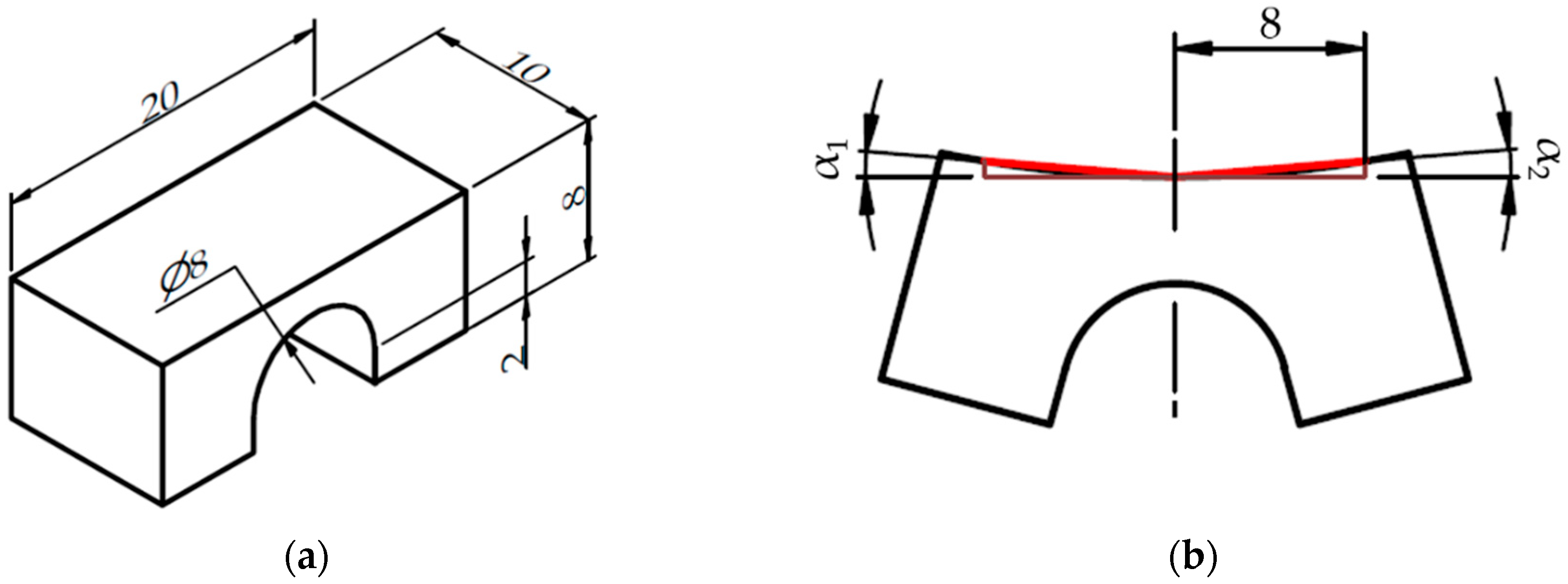
2.3. Sample Geometry
2.4. Design of Experiment
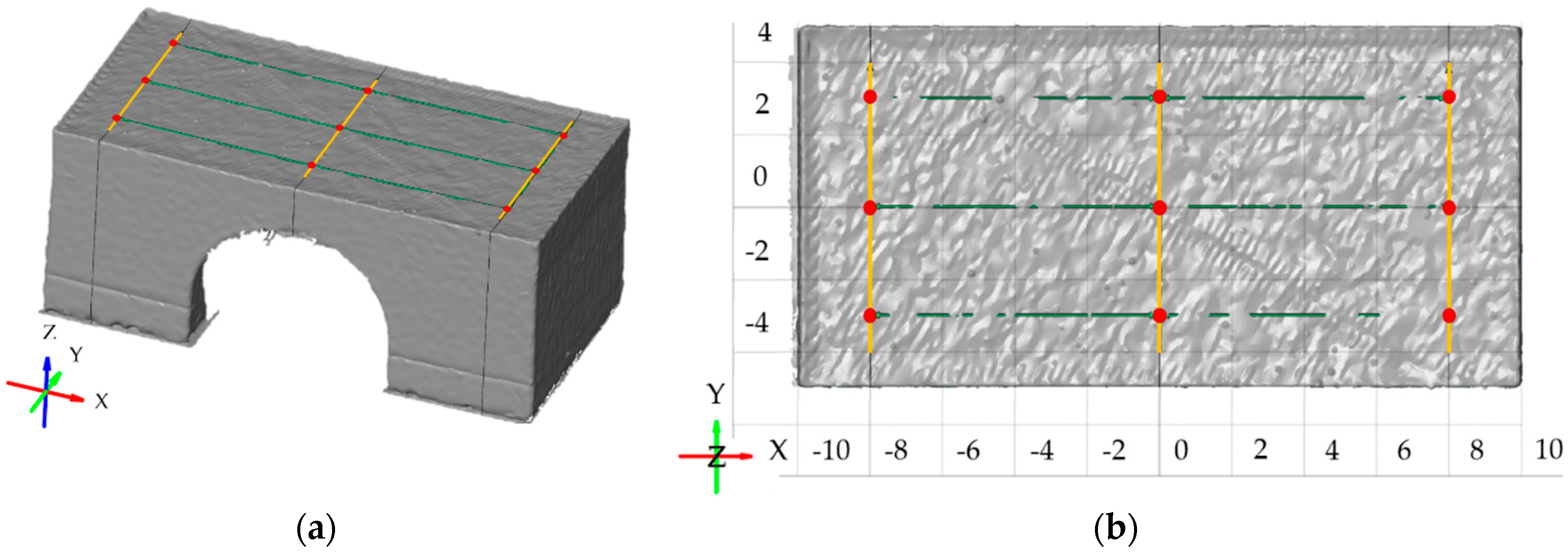
2.5. Distortion Evaluation
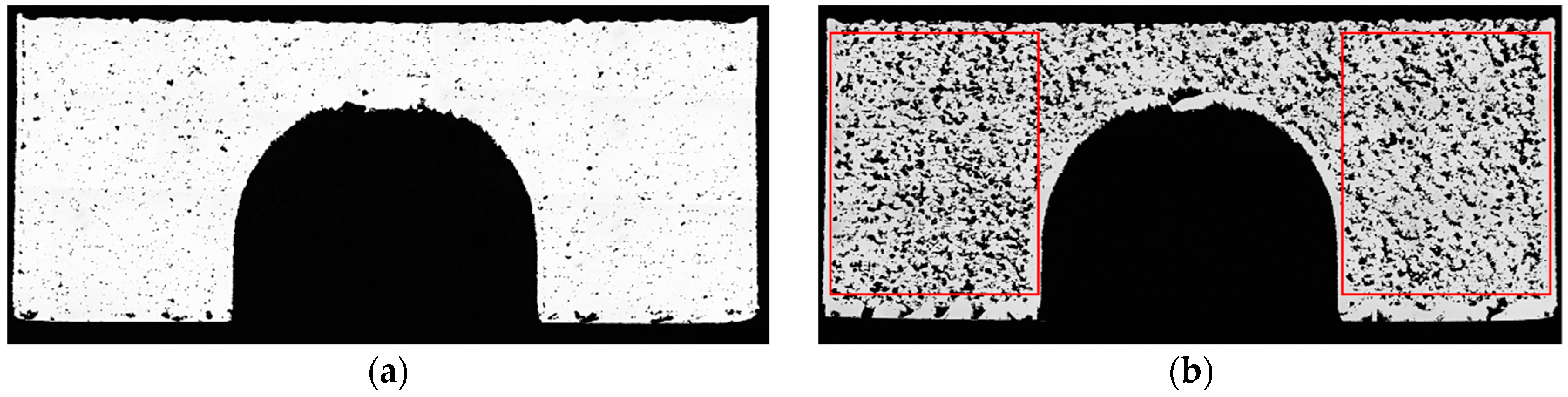
2.6. Relative Density Measurement
3. Results
3.1. Top Surface Distortion and Relative Density
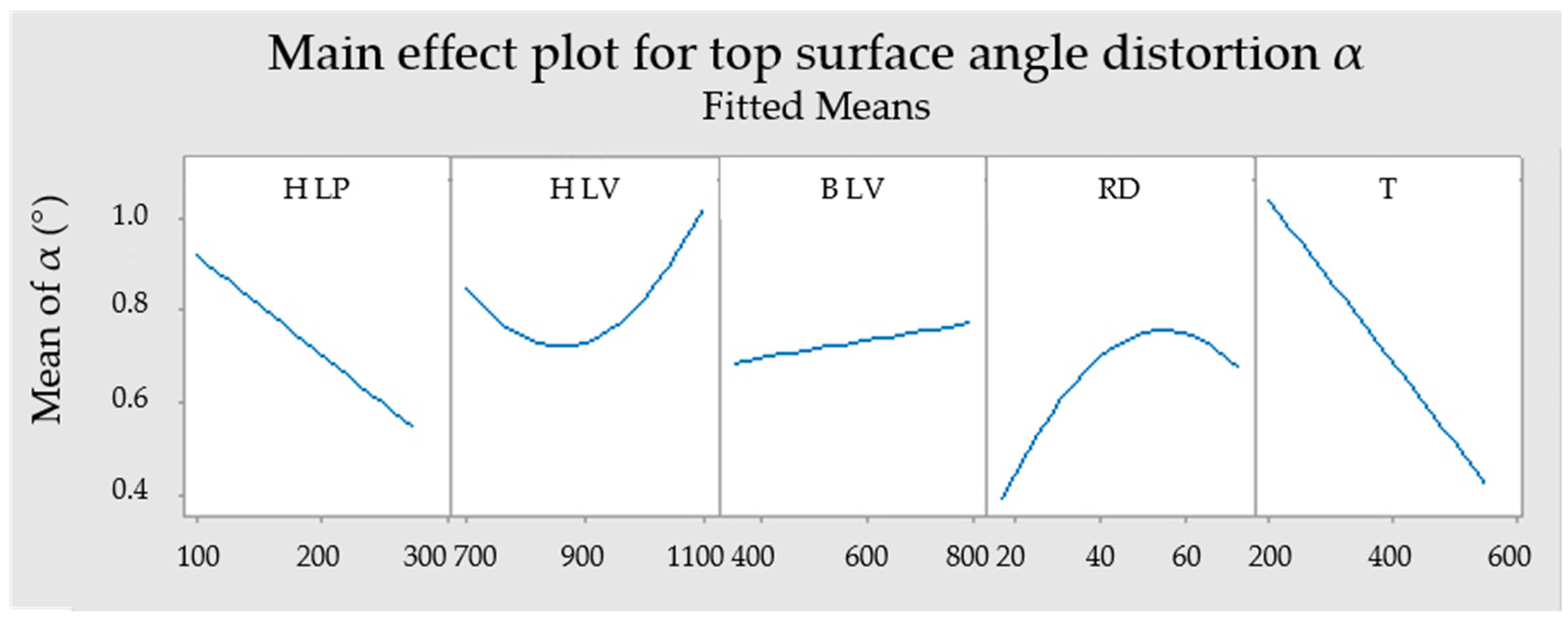
3.2. Surface Response Model for Top Surface Angle Distortion α
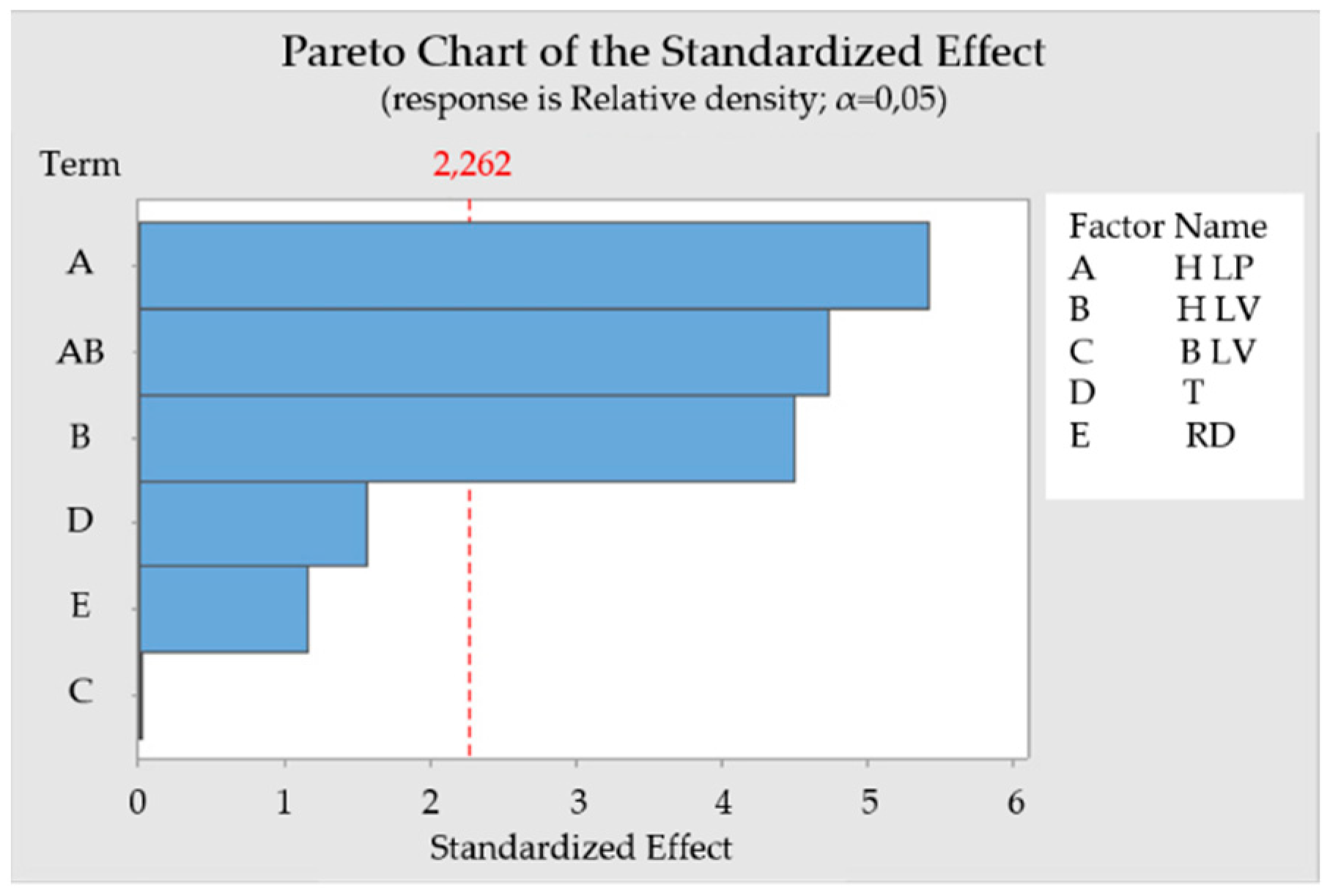
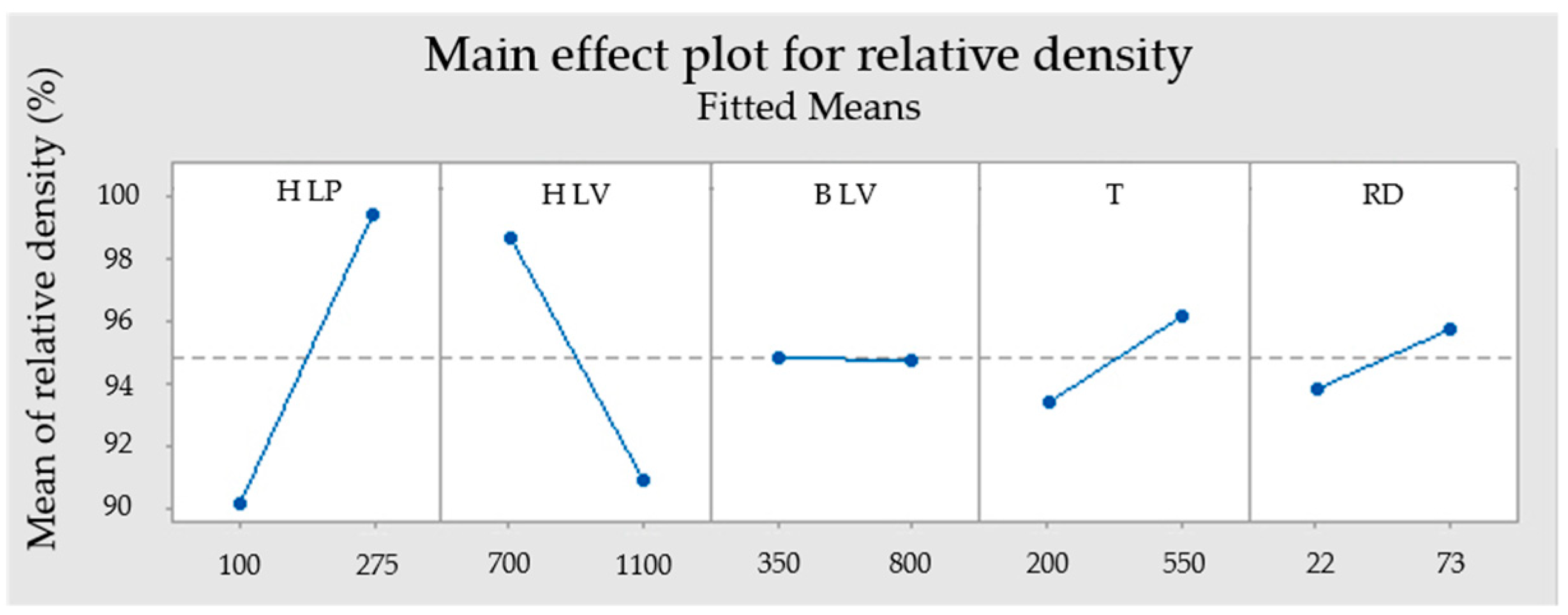
3.3. Mathematical Model for Relative Density
3.4. Analysis of Used Powder
4. Discussion
4.1. Top Surface Angle Distortion α
4.2. Relative Density
4.3. Powder Degradation
5. Conclusions
- -
- The preheating temperature has the main effect on the distortion and residual stress out of all observed parameters. With a high preheating temperature of 550 °C, the distortions of the top surface decreased and the relative density increased. The linear contribution effect of preheating was 46.31% on the distortion and 2.88% on the relative density.
- -
- Relative density mainly depends on the hatch laser power and hatch laser velocity.
- -
- Higher energy density decreased the deformations of the BCM samples. The value of the top surface distortion α decreased from 0.363° to 0.098° with increased energy density from 65.5 to 83.3 J∙mm−3.
- -
- Longer delay time negatively influenced distortions, but improved relative density. The linear contribution effect of the delay time was 5.26% on the distortions and 1.58% on the relative density.
- -
- Powder bed preheating to 550 °C led to fast powder degradation. The oxygen and hydrogen content rose beyond the ASTM B348 requirement for Grade 5 titanium after one build job.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C. Individualized production by means of high power Selective Laser Melting. CIRP J. Manuf. Sci. Technol. 2010, 2, 161–169. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes, and mechanisms. Laser Addit. Manuf. Mater. Des. Technol. Appl. 2012, 6608, 163–180. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Kruth, J.P.; Deckers, J.; Yasa, E.; Wauthle, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B-Journal Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Le Roux, S.; Salem, M.; Hor, A. Improvement of the bridge curvature method to assess residual stresses in selective laser melting. Addit. Manuf. 2018, 22, 320–329. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Artzt, K.; Haubrich, J.; Klaus, M.; Genzel, C.; Requena, G.; Bruno, G. An assessment of subsurface residual stress analysis in SLM Ti-6Al-4V. Materials 2017, 10. [Google Scholar] [CrossRef]
- Sillars, S.A.; Sutcliffe, C.J.; Philo, A.M.; Brown, S.G.R.; Sienz, J.; Lavery, N.P. The three-prong method: A novel assessment of residual stress in laser powder bed fusion. Virtual Phys. Prototyp. 2018, 13, 20–25. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing Parameter effects on residual stress and mechanical properties of selective laser melted Ti6Al4V. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Robinson, J.; Ashton, I.; Fox, P.; Jones, E.; Sutcliffe, C. Determination of the effect of scan strategy on residual stress in laser powder bed fusion additive manufacturing. Addit. Manuf. 2018, 23, 13–24. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26. [Google Scholar] [CrossRef]
- Vora, P.; Mumtaz, K.; Todd, I.; Hopkinson, N. AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit. Manuf. 2015, 7, 12–19. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of Selective laser melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Mertens, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.P.; Van Humbeeck, J. Influence of Powder Bed Preheating on Microstructure and Mechanical Properties of H13 tool steel SLM parts. In Laser Assisted Net Shape Engineering 9 International Conference on Photonic Technologies Proceedings of the Lane, Fürth, Germany, 19–22 September 2016; Schmidt, M., Vollertsen, F., Arnold, C.B., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; Volume 83, pp. 882–890. [Google Scholar]
- Koutny, D.; Palousek, D.; Pantelejev, L.; Hoeller, C.; Pichler, R.; Tesicky, L.; Kaiser, J. Influence of scanning strategies on processing of aluminum alloy EN AW 2618 using selective laser melting. Materials 2018, 11, 298. [Google Scholar] [CrossRef]
- Mertens, R.; Dadbakhsh, S.; Van Humbeeck, J.; Kruth, J.-P. Application of base plate preheating during selective laser melting. Procedia CIRP 2018, 74, 5–11. [Google Scholar] [CrossRef]
- Kempen, K.; Vrancken, B.; Buls, S.; Thijs, L.; Van Humbeeck, J.; Kruth, J.P. Selective Laser melting of crack-free high density M2 High speed steel parts by baseplate preheating. J. Manuf. Sci. Eng. ASME 2014, 136. [Google Scholar] [CrossRef]
- Palousek, D.; Omasta, M.; Koutny, D.; Bednar, J.; Koutecky, T.; Dokoupil, F. Effect of matte coating on 3D optical measurement accuracy. Opt. Mater. AMST 2015, 40, 1–9. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Residual stress development in selective laser-melted Ti6Al4V: A parametric thermal modelling approach. Int. J. Adv. Manuf. Technol. 2018, 97, 2621–2633. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Lutjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin, Germany, 2007; ISBN 978-3-540-71397-5. [Google Scholar]
- Tang, H.P.; Qian, M.; Liu, N.; Zhang, X.Z.; Yang, G.Y.; Wang, J. Effect of powder reuse times on additive manufacturing of Ti-6Al-4V by Selective electron beam melting. JOM 2015, 67, 555–563. [Google Scholar] [CrossRef]
- Yan, M.; Xu, W.; Dargusch, M.S.; Tang, H.P.; Brandt, M.; Qian, M. Review of effect of oxygen on room temperature ductility of titanium and titanium alloys. Powder Metall. 2014, 57, 251–257. [Google Scholar] [CrossRef]
- Yan, M.; Dargusch, M.S.; Ebel, T.; Qian, M. A transmission electron microscopy and three-dimensional atom probe study of the oxygen-induced fine microstructural features in as-sintered Ti-6Al-4V and their impacts on ductility. Acta Mater. 2014, 68, 196–206. [Google Scholar] [CrossRef]
- Silverstein, R.; Eliezer, D. Hydrogen trapping in 3D-printed (additive manufactured) Ti-6Al-4V. Mater. Charact. 2018, 144, 297–304. [Google Scholar] [CrossRef]
- Tal-Gutelmacher, E.; Eliezer, D. High fugacity hydrogen effects at room temperature in titanium based alloys. J. Alloys Compd. 2005, 404–406, 613–616. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al (wt %) | C (wt %) | Fe (wt %) | V (wt %) | O (wt %) | N (wt %) | H (wt %) | Ti (wt %) |
|---|---|---|---|---|---|---|---|
| 6.38 | 0.006 | 0.161 | 3.96 | 0.087 | 0.008 | 0.002 | Bal. |
| Values/Parameters | H LP (W) | H LV (m∙s−1) | B LV (m∙s−1) | DT (s) | T (°C) |
|---|---|---|---|---|---|
| Minimum value | 100 | 700 | 350 | 0 | 200 |
| Middle point | 187.5 | 900 | 575 | 30 | 375 |
| Maximum value | 275 | 1100 | 800 | 60 | 550 |
| Sample Number | H LP (W) | H LV (mm/s) | B LV (mm/s) | TD (s) | RD (s) | T (°C) | α (°) | Relative Density (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 100 | 700 | 800 | 0 | 22 | 200 | 1.499 | 97.59 |
| 2 | 275 | 700 | 350 | 0 | 22 | 200 | 0.294 | 98.68 |
| 3 | 100 | 1100 | 350 | 0 | 22 | 200 | 1.201 | 74.04 |
| 4 | 275 | 1100 | 800 | 0 | 22 | 200 | 1.110 | 99.97 |
| 5 | 275 | 1100 | 350 | 60 | 73 | 200 | 1.127 | 99.60 |
| 6 | 100 | 700 | 350 | 60 | 73 | 200 | 1.413 | 97.06 |
| 7 | 100 | 1100 | 800 | 60 | 73 | 200 | 1.416 | 81.33 |
| 8 | 275 | 700 | 800 | 60 | 73 | 200 | 0.859 | 99.37 |
| 9 | 275 | 1100 | 350 | 0 | 22 | 550 | 0.437 | 99.69 |
| 10 | 100 | 700 | 350 | 0 | 22 | 550 | 0.389 | 98.68 |
| 11 | 275 | 700 | 800 | 0 | 22 | 550 | 0.406 | 99.43 |
| 12 | 100 | 1100 | 800 | 0 | 22 | 550 | 0.456 | 82.33 |
| 13 | 100 | 1100 | 350 | 60 | 73 | 550 | 0.917 | 91.17 |
| 14 | 100 | 700 | 800 | 60 | 73 | 550 | 0.520 | 98.93 |
| 15 | 275 | 1100 | 800 | 60 | 73 | 550 | 0.377 | 99.35 |
| 16 | 275 | 700 | 350 | 60 | 73 | 550 | 0.244 | 99.51 |
| 17 | 100 | 900 | 575 | 30 | 43 | 375 | 0.905 | - |
| 18 | 187.5 | 1100 | 575 | 30 | 43 | 375 | 0.943 | - |
| 19 | 187.5 | 900 | 575 | 30 | 43 | 375 | 1.000 | - |
| 20 | 187.5 | 900 | 800 | 30 | 43 | 375 | 0.771 | - |
| 21 | 275 | 900 | 575 | 30 | 43 | 375 | 0.454 | - |
| 22 | 187.5 | 900 | 350 | 30 | 43 | 375 | 0.764 | - |
| 23 | 187.5 | 700 | 575 | 30 | 43 | 375 | 0.795 | - |
| 24 | 187.5 | 900 | 575 | 30 | 43 | 375 | 0.740 | - |
| 25 | 187.5 | 900 | 575 | 0 | 17 | 375 | 0.174 | - |
| 26 | 187.5 | 900 | 575 | 60 | 73 | 375 | 0.876 | - |
| 27 | 187.5 | 900 | 575 | 30 | 43 | 550 | 0.392 | - |
| 28 | 187.5 | 900 | 575 | 30 | 43 | 200 | 0.809 | - |
| 29 | 187.5 | 900 | 575 | 30 | 43 | 375 | 0.716 | - |
| 30 | 187.5 | 900 | 575 | 30 | 43 | 375 | 0.668 | - |
| Source | DF | Contribution (%) | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|
| Model | 12 | 91.82 | 3.44257 | 0.28688 | 15.9 | 0 |
| Linear | 5 | 73.01 | 2.81581 | 0.56316 | 31.21 | 0 |
| H LP | 1 | 17.22 | 0.64558 | 0.64558 | 35.78 | 0 |
| H LV | 1 | 3.62 | 0.13584 | 0.13584 | 7.53 | 0.014 |
| B LV | 1 | 0.59 | 0.03329 | 0.03329 | 1.85 | 0.192 |
| RD | 1 | 5.26 | 0.26462 | 0.26462 | 14.66 | 0.001 |
| T | 1 | 46.31 | 1.73648 | 1.73648 | 96.23 | 0 |
| Square | 2 | 4.73 | 0.17728 | 0.08864 | 4.91 | 0.021 |
| H LV∙H LV | 1 | 1.79 | 0.17109 | 0.17109 | 9.48 | 0.007 |
| RD∙RD | 1 | 2.94 | 0.11008 | 0.11008 | 6.10 | 0.024 |
| 2-Way Interaction | 5 | 14.08 | 0.52797 | 0.10559 | 5.85 | 0.003 |
| H LP∙H LV | 1 | 1.95 | 0.07309 | 0.07309 | 4.05 | 0.060 |
| H LP∙T | 1 | 2.90 | 0.1089 | 0.10890 | 6.04 | 0.025 |
| H LV∙B LV | 1 | 2.68 | 0.10043 | 0.10043 | 5.57 | 0.031 |
| B LV∙RD | 1 | 4.62 | 0.17310 | 0.17310 | 9.59 | 0.007 |
| B LV∙T | 1 | 1.93 | 0.07244 | 0.07244 | 4.01 | 0.061 |
| Error | 17 | 8.18 | 0.30677 | 0.01805 | - | - |
| Lack-of-Fit | 14 | 6.40 | 0.24014 | 0.01715 | 0.77 | 0.685 |
| Pure Error | 3 | 1.78 | 0.06662 | 0.02221 | - | - |
| Total | 29 | 100.00 | - | - | - | - |
| Sample Number | H LP (W) | H LV (mm/s) | B LV (mm/s) | RD (s) | T (°C) | H Ed (J∙mm−3) 1 | α (°) |
|---|---|---|---|---|---|---|---|
| 31 | 275 | 700 | 350 | 22 | 550 | 65.5 | 0.363 |
| 32 | 300 | 700 | 350 | 22 | 550 | 71.4 | 0.224 |
| 33 | 325 | 700 | 350 | 22 | 550 | 77.4 | 0.313 |
| 34 | 350 | 700 | 350 | 22 | 550 | 83.3 | 0.098 |
| Source | DF | Contribution (%) | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|
| Model | 6 | 89.38 | 893.804 | 148.967 | 12.62 | 0.001 |
| Linear | 5 | 62.96 | 629.660 | 125.932 | 10.67 | 0.001 |
| H LP | 1 | 34.66 | 346.611 | 346.611 | 29.36 | 0 |
| H LV | 1 | 23.85 | 238.471 | 238.471 | 20.20 | 0.002 |
| B LV | 1 | 0 | 0.0010 | 0.001 | 0 | 0.993 |
| T | 1 | 2.88 | 28.756 | 28.756 | 2.44 | 0.153 |
| RD | 1 | 1.58 | 15.821 | 15.821 | 1.34 | 0.277 |
| 2-Way Interaction | 1 | 26.41 | 264.144 | 264.144 | 22.38 | 0.001 |
| H LP∙H LV | 1 | 26.41 | 264.144 | 264.144 | 22.38 | 0.001 |
| Error | 9 | 10.62 | 106.239 | 11.804 | - | - |
| Total | 15 | 100.00 | - | - | - | - |
| Powder State/Checked Elements | Al (wt %) | O (wt %) | N (wt %) | H (wt %) |
|---|---|---|---|---|
| ASTM B348 Grade 5 | 5.50–6.75 | Max. 0.20 | Max. 0.050 | Max. 0.0125 |
| Virgin Ti6Al4V | 6.38 | 0.087 | 0.0080 | 0.0020 |
| Ti6Al4V 200 °C | 6.05 | 0.120 | 0.0170 | 0.0020 |
| Ti6Al4V 550 °C | 6.11 | 0.330 | 0.0149 | 0.0168 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malý, M.; Höller, C.; Skalon, M.; Meier, B.; Koutný, D.; Pichler, R.; Sommitsch, C.; Paloušek, D. Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting. Materials 2019, 12, 930. https://doi.org/10.3390/ma12060930
Malý M, Höller C, Skalon M, Meier B, Koutný D, Pichler R, Sommitsch C, Paloušek D. Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting. Materials. 2019; 12(6):930. https://doi.org/10.3390/ma12060930
Chicago/Turabian StyleMalý, Martin, Christian Höller, Mateusz Skalon, Benjamin Meier, Daniel Koutný, Rudolf Pichler, Christof Sommitsch, and David Paloušek. 2019. "Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting" Materials 12, no. 6: 930. https://doi.org/10.3390/ma12060930
APA StyleMalý, M., Höller, C., Skalon, M., Meier, B., Koutný, D., Pichler, R., Sommitsch, C., & Paloušek, D. (2019). Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting. Materials, 12(6), 930. https://doi.org/10.3390/ma12060930