Post-FSW Cold-Rolling Simulation of ECAP Shear Deformation and Its Microstructure Role Combined to Annealing in a FSWed AA5754 Plate Joint

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
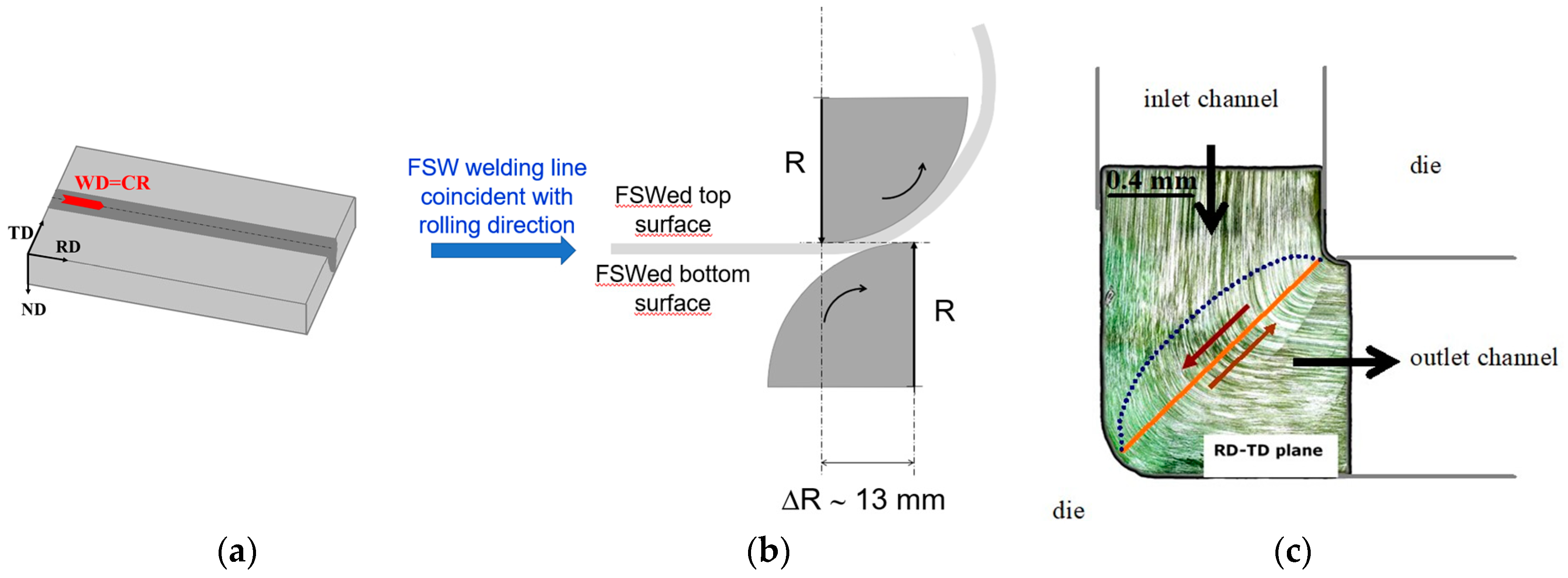
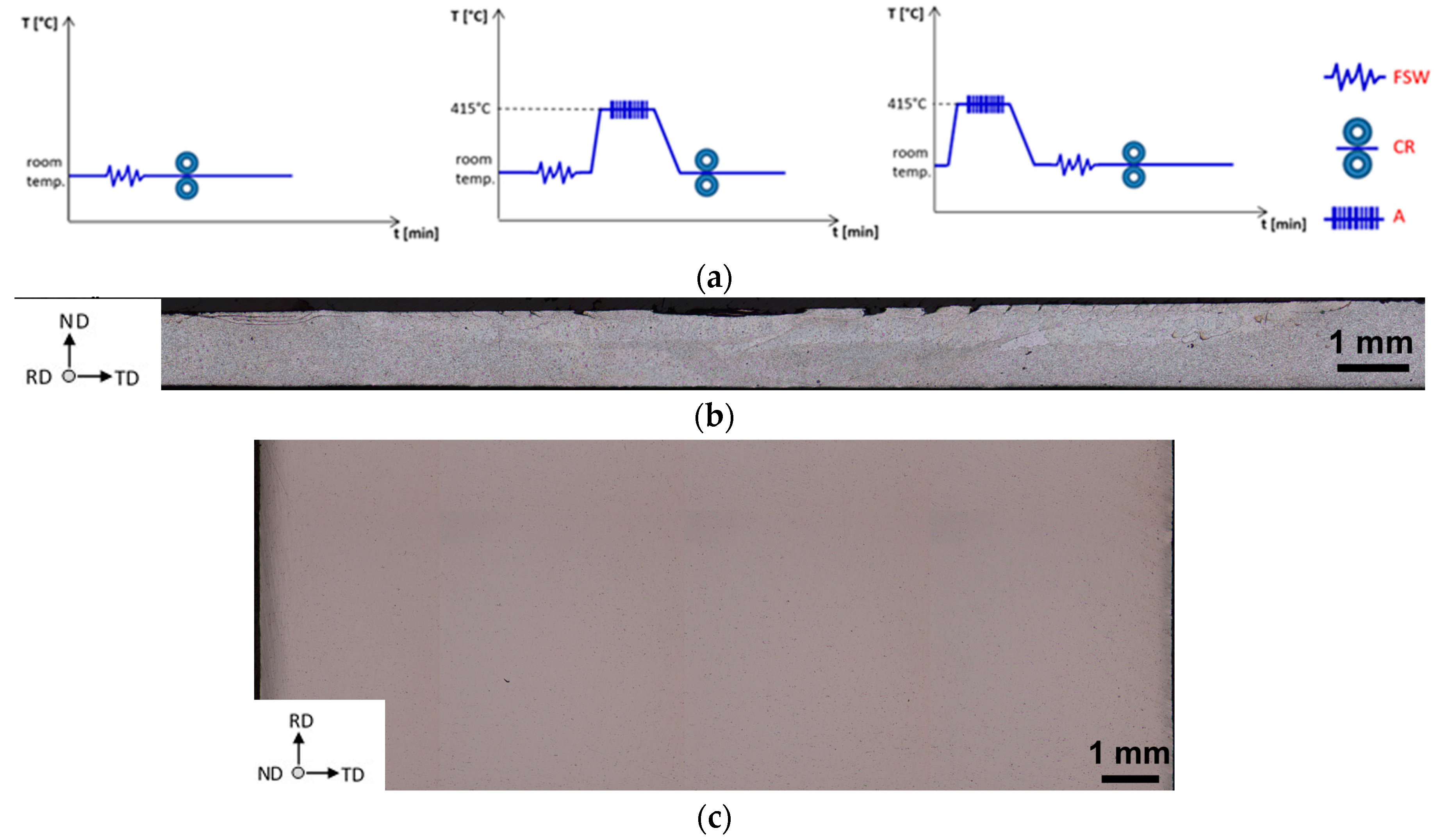
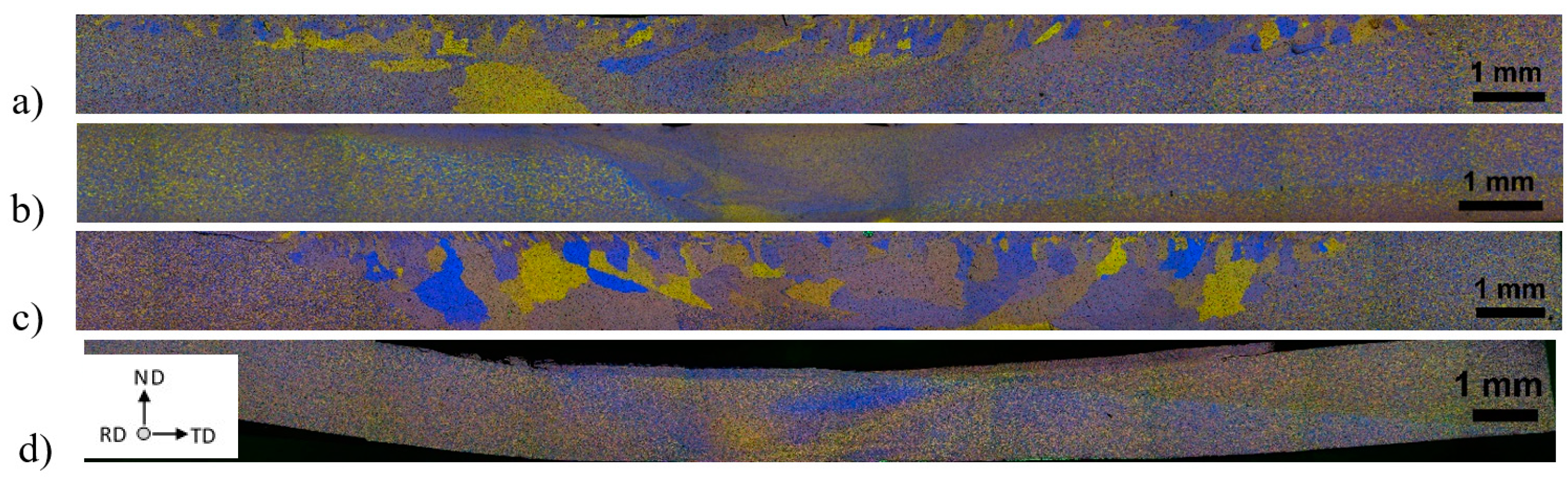
2. Experimental Details and Method
3. Results and Discussion
4. Conclusions
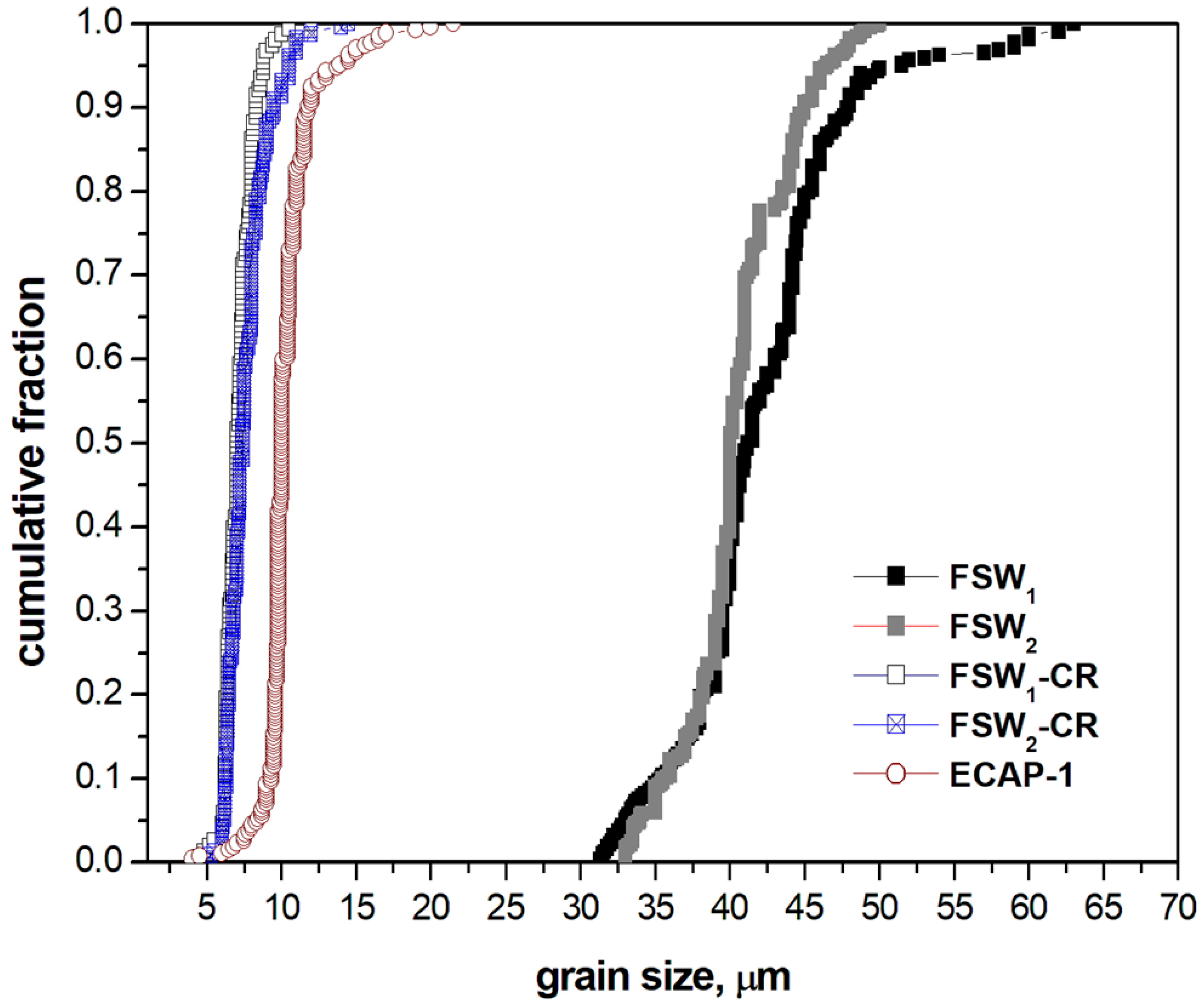
- The grain size potential of coupling FSW and CR was quite similar to what was obtained by the same strain level ECAP-1. This similarity holds not only for the resulted microstructure, but also in terms of the obtained hardness increment.
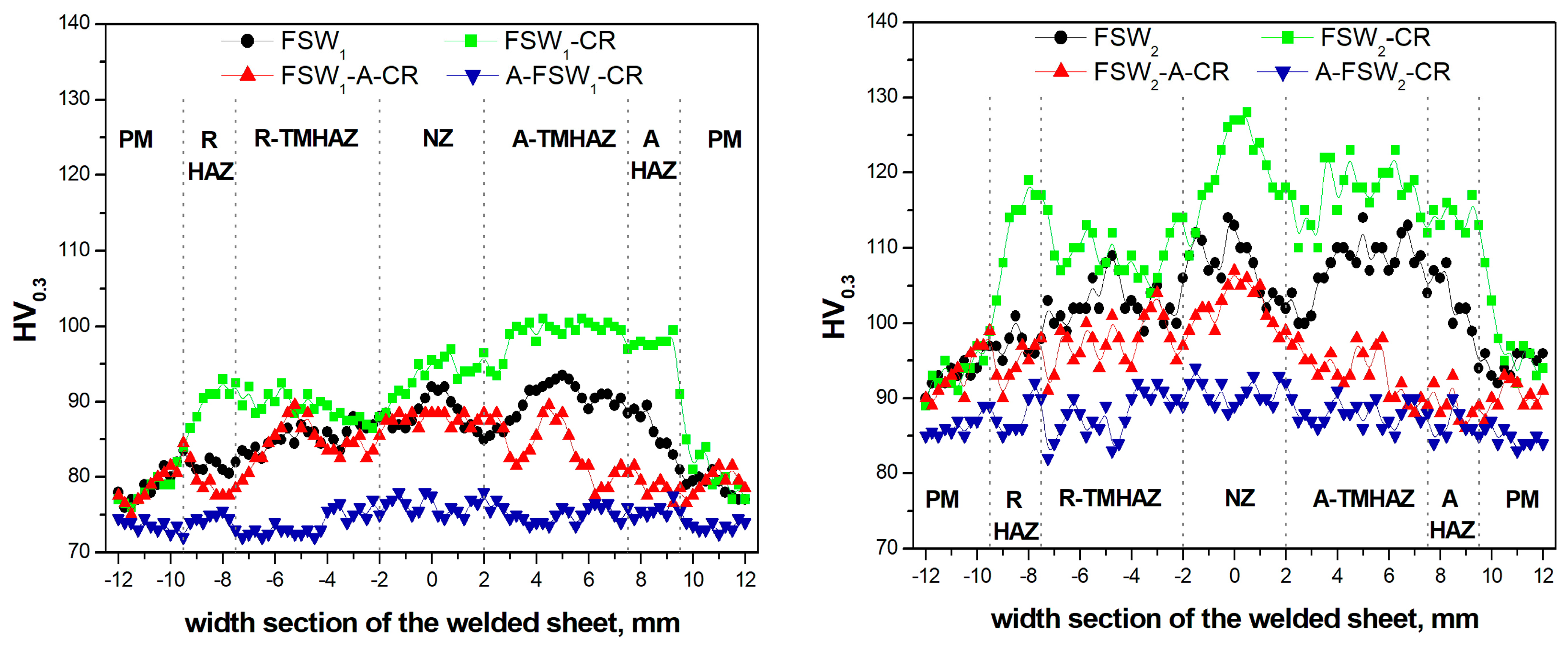
- The hardness influence of the annealing treatments was detected in the FSW nugget zone (NZ). It was found that, whenever the annealing treatment preceded the FSW, the annealing treatment significantly reduced the hardness, compared to the FSW + CR hardness. On the other hand, in the FSW-A-CR sequence, the hardness of the post-FSW annealing was similar to what was obtained just after FSW.
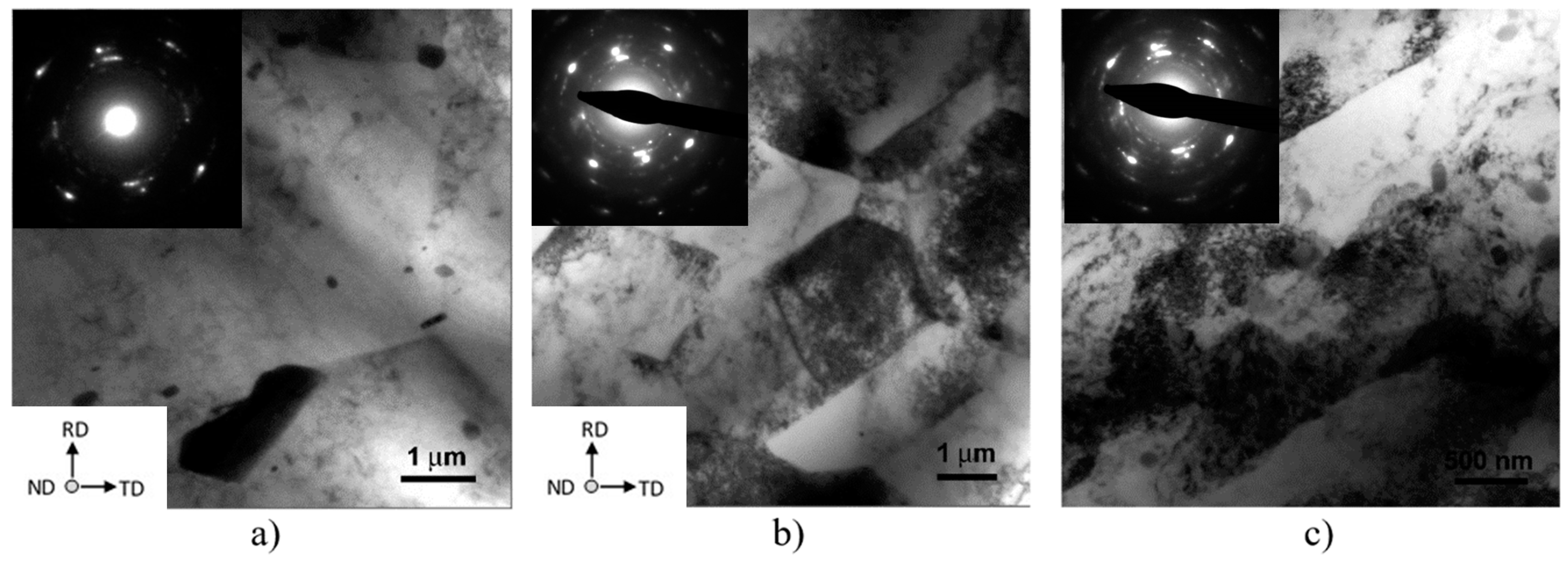
- As for the annealing treatment influence on the MnAl6 dispersoids and Mg2Al3 particles, this was determined in terms of their mean size (dp) and volume fraction (Vv). It resulted that in the case of the MnAl6 dispersoids, dp(MnAl6) was not affected by the sequence of the annealing, i.e., pre-/post-FSW. The Vv(MnAl6) increased in either cases of pre- and post-FSW annealing. In the case of the Mg2Al3 particles, dp(Mg2Al3) was not significantly affected by the combined effect of annealing and CR, while the Vv(Mg2Al3) increased preferentially when annealing followed the FSW, compared to the other way round.
- The obtained results of MnAl6 dispersoids and Mg2Al3 particles evolution with A-FSW-CR and FSW-A-CR were quite in line with what was obtained by ECAP-1.The here obtained results seem to confirm the possibility to design a scale up ECAP process dedicated to FSW joint aluminum sheets.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Reports 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Annals, Manuf. Technol. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Simoncini, M.; Forcellese, A. Effect of the welding parameters and tool configuration on micro- and macro-mechanical properties of similar and dissimilar FSWed joints in AA5754 and AZ31 thin sheets. Mater. Design 2012, 41, 50–60. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Simoncini, M. New approaches to the friction stir welding of aluminum alloys. In Joining Technologies; Mahadzir, I., Ed.; InTech: Rijeka, Croatia, 2016; pp. 7–26. [Google Scholar]
- Rodrigues, D.M.; Loureiro, A.; Leitao, C.; Leal, R.M.; Chaparro, B.M.; Vilaça, P. Influence of friction stir welding parameters on the microstructural and mechanical properties of AA 6016-T4 thin welds. Mater. Design 2009, 30, 1913–1921. [Google Scholar] [CrossRef]
- Jata, K.V.; Semiatin, S.L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys. Scripta Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef] [Green Version]
- Su, J.-Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Jata, K.V.; Sankaran, K.K.; Ruschau, J.J. Friction-stir welding effects on microstructure and fatigue of aluminum alloy 7050-T7451. Metall. Mater. Trans. A 2000, 31, 2181. [Google Scholar] [CrossRef]
- Gehring, A.; Saal, H. Mechanical properties of aluminium in structural sheeting. Thin-Walled Struct. 2006, 44, 1231–1239. [Google Scholar] [CrossRef]
- Casalino, G.; El Mehtedi, M.; Forcellese, A.; Simoncini, M. Effect of Cold Rolling on the Mechanical Properties and Formability of FSWed Sheets in AA5754-H114. Metals 2018, 8, 223. [Google Scholar] [CrossRef]
- Malopheyev, S.; Kulitskiy, V.; Mironov, S.; Zhemchuzhnikova, D.; Kaibyshev, R. Friction-stir welding of an Al–Mg–Sc–Zr alloy in as-fabricated and work-hardened conditions. Mater. Sci. Eng. A 2014, 600, 159–170. [Google Scholar] [Green Version]
- Liu, C.Y.; Qu, B.; Xue, P.; Ma, Z.Y.; Luo, K.; Ma, M.Z.; Liu, R.P. Fabrication of large-bulk ultrafine grained 6061 aluminum alloy byrolling and low-heat-input friction stir welding. J. Mater. Sci. Technol. 2018, 34, 112–118. [Google Scholar] [CrossRef]
- Babu, K.K.; Panneerselvam, K.; Sathiya, P.; Haq, A.N.; Murthy, C.V.S. Influences of metastable θ″, θ′ and stable θ intermetallics formed during cryorolling and friction stir welding process on AA2219. J. All. Comp. 2018, 732, 624–629. [Google Scholar] [CrossRef]
- Langdon, T.G. The principles of grain refinement in equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 3–11. [Google Scholar] [CrossRef]
- Cabibbo, M. Microstructure strengthening mechanisms in different equal channel angular pressed aluminum alloys. Mater. Sci. Eng. A 2013, 560, 413–432. [Google Scholar] [CrossRef]
- Cabibbo, M. A TEM Kikuchi pattern study of ECAP AA1200 via routes A, C, BC. Mater. Charact. 2010, 61, 613–625. [Google Scholar] [CrossRef]
- Cabibbo, M.; Blum, W.; Evangelista, E.; Kassner, M.E.; Meyers, M.A. Transmission Electron Microscopy Study of Strain-Induced Low- and High-Angle Boundary Development in Equal-Channel Angular-Pressed Commercially Pure Aluminum. Metall. Mater. Trans. A 2008, 39, 181–189. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Ciarapica, F.E.; D’Orazio, A.; Forcellese, A.; Simoncini, M. Sustainability analysis of friction stir welding of AA5754 sheets. Procedia CIRP 2017, 62, 529–534. [Google Scholar] [CrossRef]
- Veveçka, A.; Cabibbo, M.; Langdon, T.G. A characterization of microstructure and microhardness on longitudinal planes of an Al–Mg–Si alloy processed by ECAP. Mater. Charact. 2013, 84, 126–133. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Progr. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Simoncini, M.; Pieralisi, M.; Ciccarelli, D. Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints. Mater. Design 2016, 93, 146–159. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G. CDRX modelling in friction stir welding of aluminium alloys. Int. J. Mach. Tools Manuf. 2005, 45, 1188–1194. [Google Scholar] [CrossRef]
- Etter, A.L.; Baudin, T.; Fredj, N.; Penelle, R. Recrystallization mechanisms in 5251 H14 and 5251O aluminum friction stir welds. Mater. Sci. Eng. A 2007, 445–446, 94–99. [Google Scholar] [CrossRef]
- Sua, J.-Q.; Nelson, T.W.; Sterling, C.J. Microstructure evolution during FSW/FSP of highstrength aluminum alloys. Mater. Sci. Eng. A 2005, 405, 277–286. [Google Scholar] [CrossRef]
- Olea, C.A.W.; Roldo, L.; dos Santos, J.F.; Strohaecker, T.R. A sub-structural analysis of friction stir welded joints inan AA6056 Al-alloy in T4 and T6 temper conditions. Mater. Sci. Eng. A 2007, 454–455, 52–62. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Kokabi, A.H. Microstructure evolutions after friction stir welding of severely deformed aluminum sheets. Mater. Design 2012, 40, 364–372. [Google Scholar] [CrossRef]
- Kulitskiy, V.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Grain refinement in an Al-Mg-Sc alloy: Equal channel angular pressing versus friction-stir processing. Mater. Sci. Eng. A 2016, 674, 480–490. [Google Scholar] [CrossRef]
- Nikulin, I.; Malopheyev, S.; Kipelova, A.; Kaibyshev, R. Effect of SPD and friction stir welding on microstructure and mechanical properties of Al–Cu–Mg–Ag sheets. Mater. Lett. 2012, 66, 311–313. [Google Scholar] [CrossRef]
- Lipińska, M.; Olejnik, L.; Pietras, A.; Rosochowski, A.; Bazarnik, P.; Goliński, J.; Brynk, T.; Lewandowska, M. Microstructure and mechanical properties of friction stir welded joints made from ultrafine grained aluminium 1050. Mater. Design 2015, 88, 22–31. [Google Scholar] [CrossRef] [Green Version]
- Lillywhite, S.J.; Pragnell, P.B.; Humphreys, F.J. Effect of grain size on tensile behaviour of a submicron grained Al–3 wt-%Mg alloy produced by severe deformation. Mater. Sci. Technol. 2000, 16, 1112–1120. [Google Scholar] [CrossRef]
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Gerlich, A.P. Tool geometry, rotation and travel speeds effects on the properties of dissimilar magnesium/aluminum friction stir welded lap joints. Mater. Design 2015, 75, 95–112. [Google Scholar] [CrossRef]
- Moshwan, R.; Yusof, F.; Hassan, M.A.; Rahmat, S.M. Effect of tool rotational speed on force generation, microstructure and mechanical properties of friction stir welded Al–Mg–Cr–Mn (AA 5052-O) alloy. Mater. Design 2015, 66, 118–128. [Google Scholar] [CrossRef]
- Bisadi, H.; Tavakoli, A.; Sangsaraki, M.T.; Sangsaraki, K.T. The influences of rotational and welding speeds on microstructures and mechanical properties of friction stir welded Al5083 and commercially pure copper sheets lap joints. Mater. Design 2013, 43, 80–88. [Google Scholar] [CrossRef]
- Jayaraman, M.; Sivasubramanian, R.; Balasubramanian, V. Establishing relationship between the base metal properties and friction stir welding process parameters of cast aluminium alloys. Mater. Design 2010, 31, 4567–4576. [Google Scholar] [CrossRef]
- Zhang, H.J.; Liu, H.J.; Yu, L. Microstructure and mechanical properties as a function of rotation speed in underwater friction stir welded aluminum alloy joints. Mater. Design 2011, 32, 4402–4407. [Google Scholar] [CrossRef]
- Cabibbo, M.; Mengucci, P.; Santecchia, E. Microstructure and Intermetallic Strengthening in an Equal Channel Angular Pressed AA2219. Part I: Microstructure Characterization. Metall. Micr. Anal. 2014, 3, 194–202. [Google Scholar]
- Cabibbo, M.; Santecchia, E. Microstructure and Intermetallic Strengthening in an Equal Channel Angular Pressed AA2219. Part II: Strengthening Model. Metall. Micr. Anal. 2014, 3, 203–212. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Condition Sequence | ω1 = 600 rpm v1 = 200 mm/min | ω2 = 1800 rpn v2 = 75 mm/min | Annealing (A) 415 °C/3 h | CR Deformation ε = 1.08 |
|---|---|---|---|---|
| FSW1-CR | I | - | - | II |
| FSW2-CR | - | I | - | II |
| FSW1-A-CR | I | - | II | III |
| FSW2-A-CR | - | I | II | III |
| A-FSW1-CR | II | - | I | III |
| A-FSW2-CR | - | II | I | III |
| Experimental Condition | dg (μm) | dc (nm) |
|---|---|---|
| FSW1 | 40 ± 3 | - |
| FSW2 | 42 ± 5 | - |
| FSW1-CR | 7 ± 1 | 610 ± 90 |
| FSW2-CR | 8 ± 1 | 690 ± 80 |
| ECAP-1 | 10 ± 2 | 1000 ± 100 |
| FSW1-A-CR | 6 ± 1 | 800 ± 100 |
| FSW2-A-CR | 1.1 ± 0.4 | 1100 ± 200 |
| A-FSW1-CR | 2.8 ± 0.6 | 500 ± 100 |
| A-FSW2-CR | 3.6 ± 0.6 | 600 ± 100 |
| Experimental Condition | H, HV0.3 |
|---|---|
| FSW1 | 86 ± 4 |
| FSW2 | 103 ± 5 |
| FSW1-CR | 93 ± 4 |
| FSW2-CR | 113 ± 6 |
| FSW1-A-CR | 83 ± 4 |
| FSW2-A-CR | 95 ± 5 |
| A-FSW1-CR | 74 ± 2 |
| A-FSW2-CR | 88 ± 3 |
| ECAP-1 (ε = 1.08) | 98 ± 4 |
| Experimental Condition | VV(MnAl6), ‰ | VV(Mg2Al3), ‰ | dp(MnAl6), nm | dp(Mg2Al3), nm |
|---|---|---|---|---|
| FSW1-CR | 50 ± 15 | 10 ± 4 | 80 ± 15 | 150 ± 10 |
| FSW2-CR | 50 ± 15 | 8 ± 3 | 85 ± 15 | 150 ± 15 |
| FSW1-A-CR | 80 ± 15 | 18 ± 6 | 85 ± 15 | 160 ± 20 |
| FSW2-A-CR | 80 ± 10 | 28 ± 8 | 80 ± 15 | 160 ± 20 |
| A-FSW1-CR | 75 ± 15 | 12 ± 6 | 90 ± 25 | 170 ± 30 |
| A-FSW2-CR | 70 ± 15 | 14 ± 6 | 90 ± 25 | 170 ± 30 |
| ECAP-1 (ε = 1.08) | 60 ± 10 | 12 ± 4 | 80 ± 10 | 160 ± 20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabibbo, M.; Paoletti, C.; Ghat, M.; Forcellese, A.; Simoncini, M. Post-FSW Cold-Rolling Simulation of ECAP Shear Deformation and Its Microstructure Role Combined to Annealing in a FSWed AA5754 Plate Joint. Materials 2019, 12, 1526. https://doi.org/10.3390/ma12091526
Cabibbo M, Paoletti C, Ghat M, Forcellese A, Simoncini M. Post-FSW Cold-Rolling Simulation of ECAP Shear Deformation and Its Microstructure Role Combined to Annealing in a FSWed AA5754 Plate Joint. Materials. 2019; 12(9):1526. https://doi.org/10.3390/ma12091526
Chicago/Turabian StyleCabibbo, Marcello, Chiara Paoletti, Mohamed Ghat, Archimede Forcellese, and Michela Simoncini. 2019. "Post-FSW Cold-Rolling Simulation of ECAP Shear Deformation and Its Microstructure Role Combined to Annealing in a FSWed AA5754 Plate Joint" Materials 12, no. 9: 1526. https://doi.org/10.3390/ma12091526
APA StyleCabibbo, M., Paoletti, C., Ghat, M., Forcellese, A., & Simoncini, M. (2019). Post-FSW Cold-Rolling Simulation of ECAP Shear Deformation and Its Microstructure Role Combined to Annealing in a FSWed AA5754 Plate Joint. Materials, 12(9), 1526. https://doi.org/10.3390/ma12091526