A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry

Abstract
:1. Introduction
2. Drive Shaft with Spur Gear and Internal Spline
2.1. Drive Shaft and Combined Extrusion
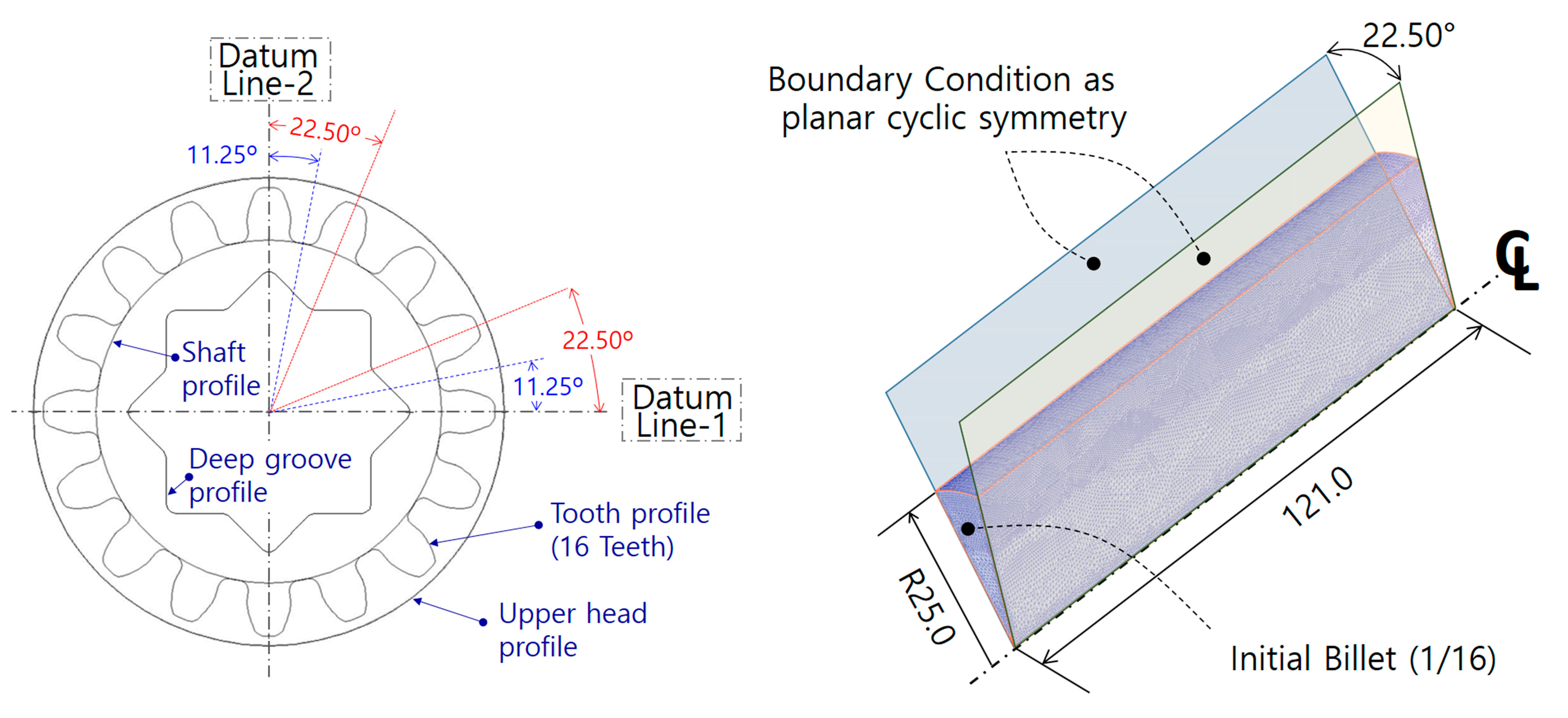
2.2. Preform and Initial Billet
2.3. Material Selection and Mechanical Properties
3. Geometric Parameters and FE Simulation Models
3.1. Geometric Parameters and Tool Structures
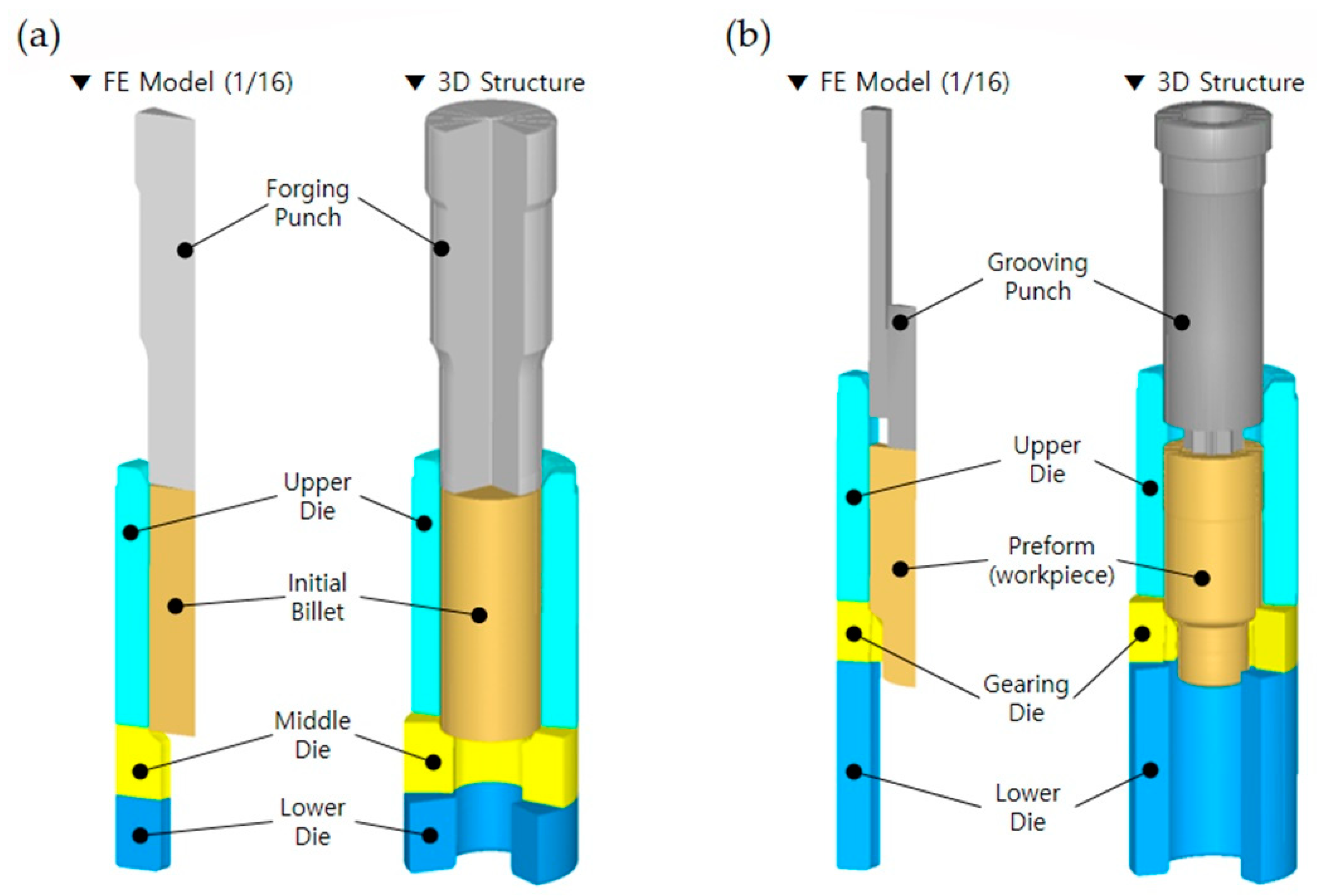
3.2. FE Simulation Models
4. FEM-Based Numerical Simulations
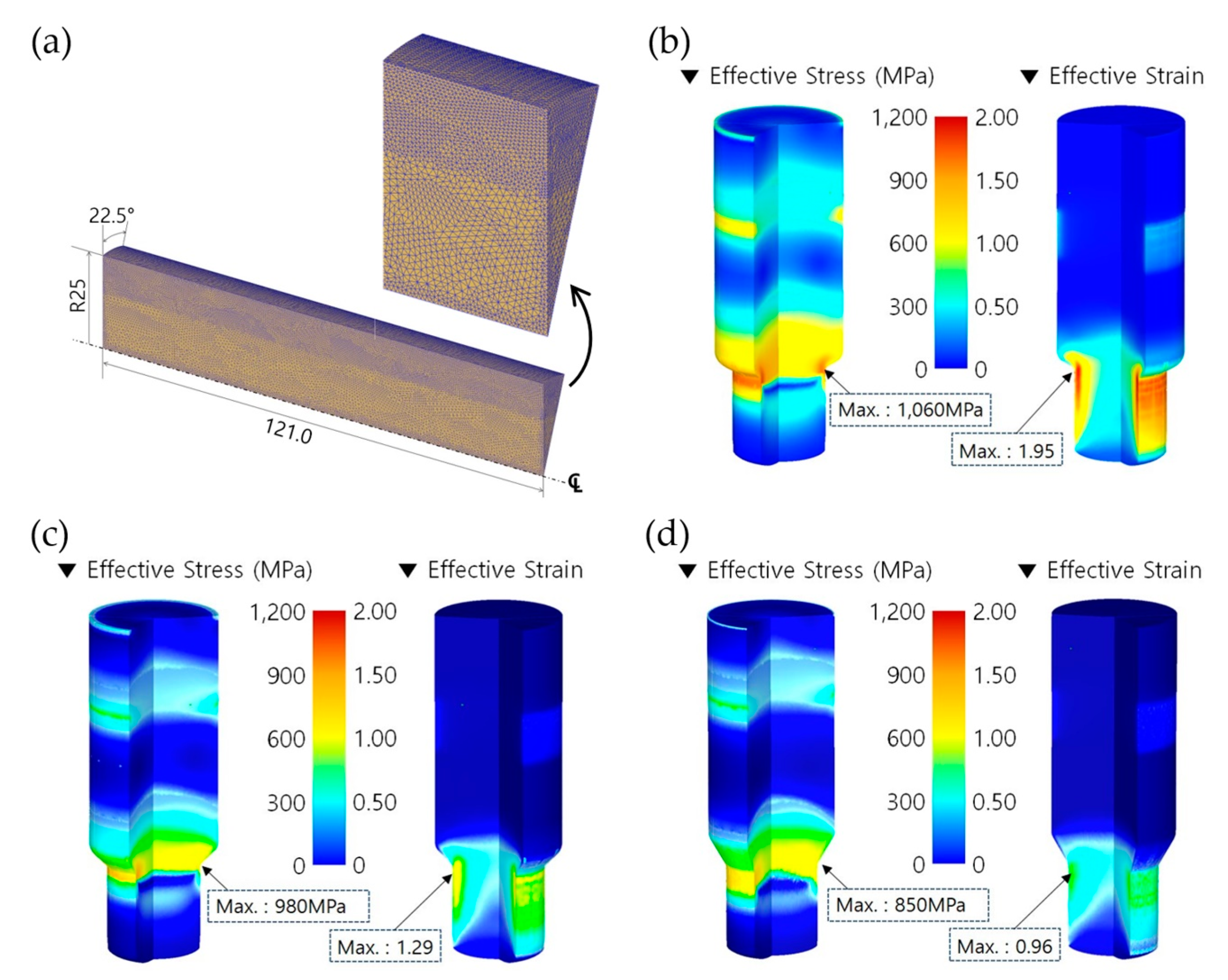
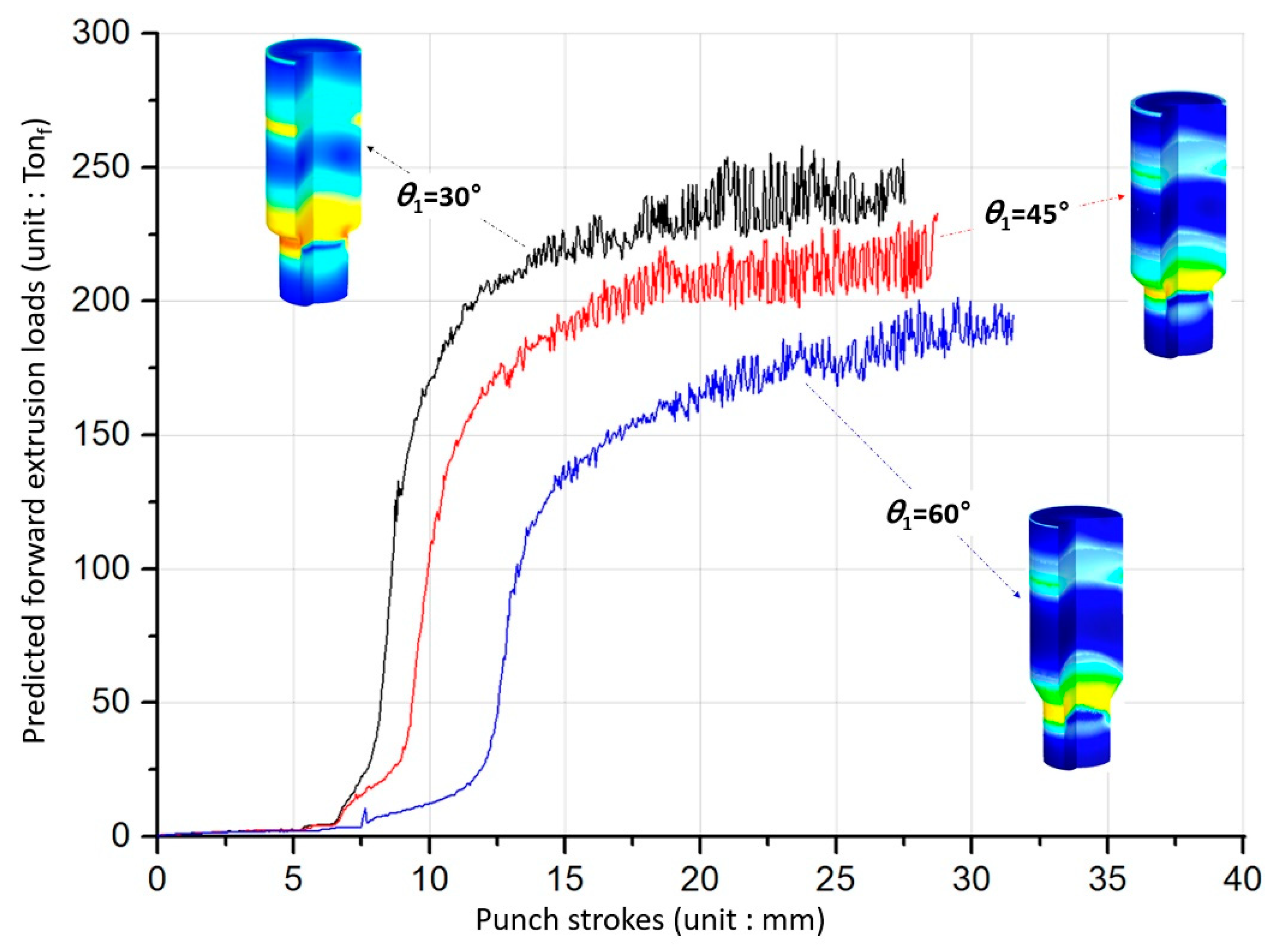
4.1. Preform Forging Simulations by Forward Extrusion
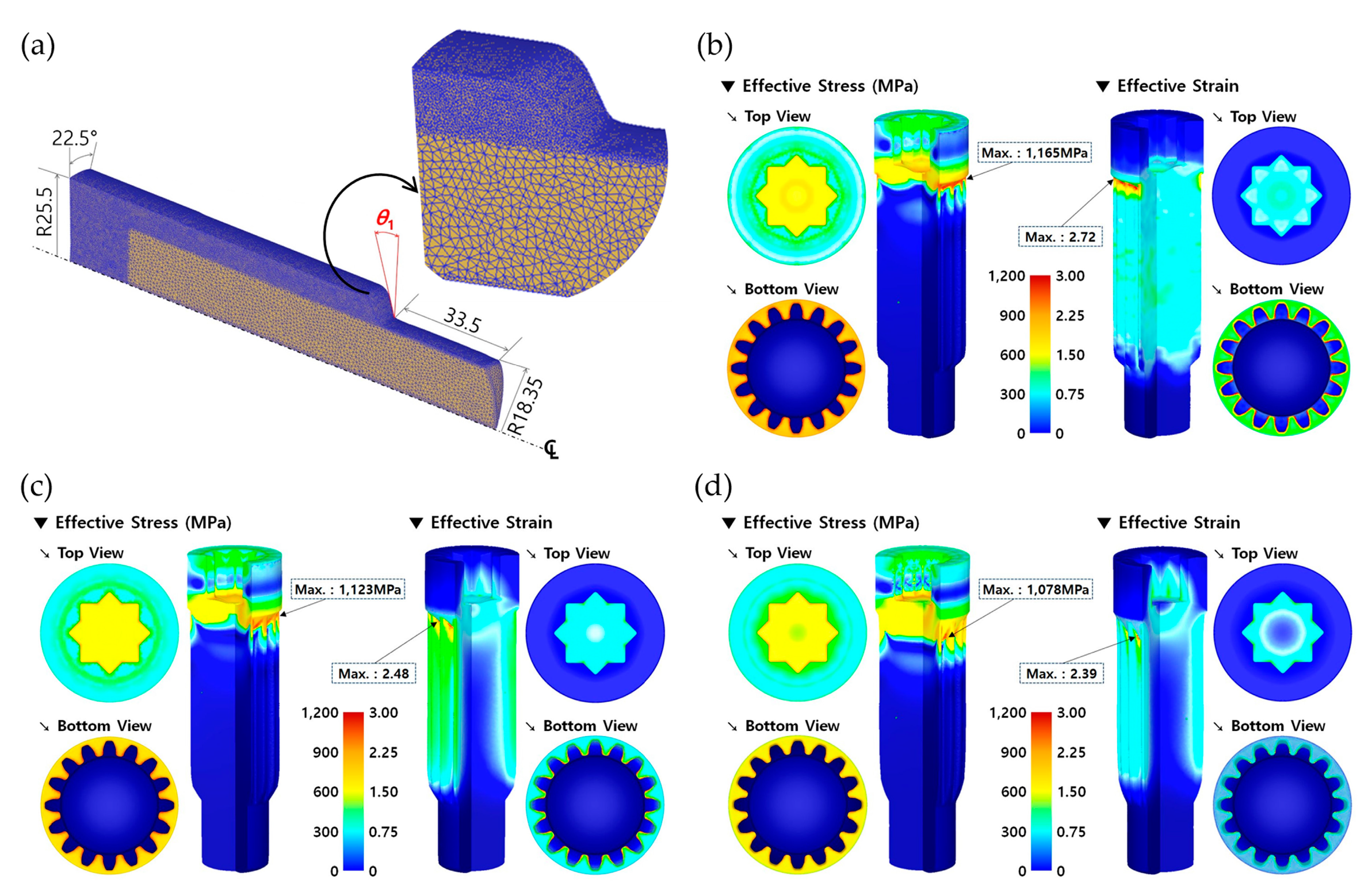
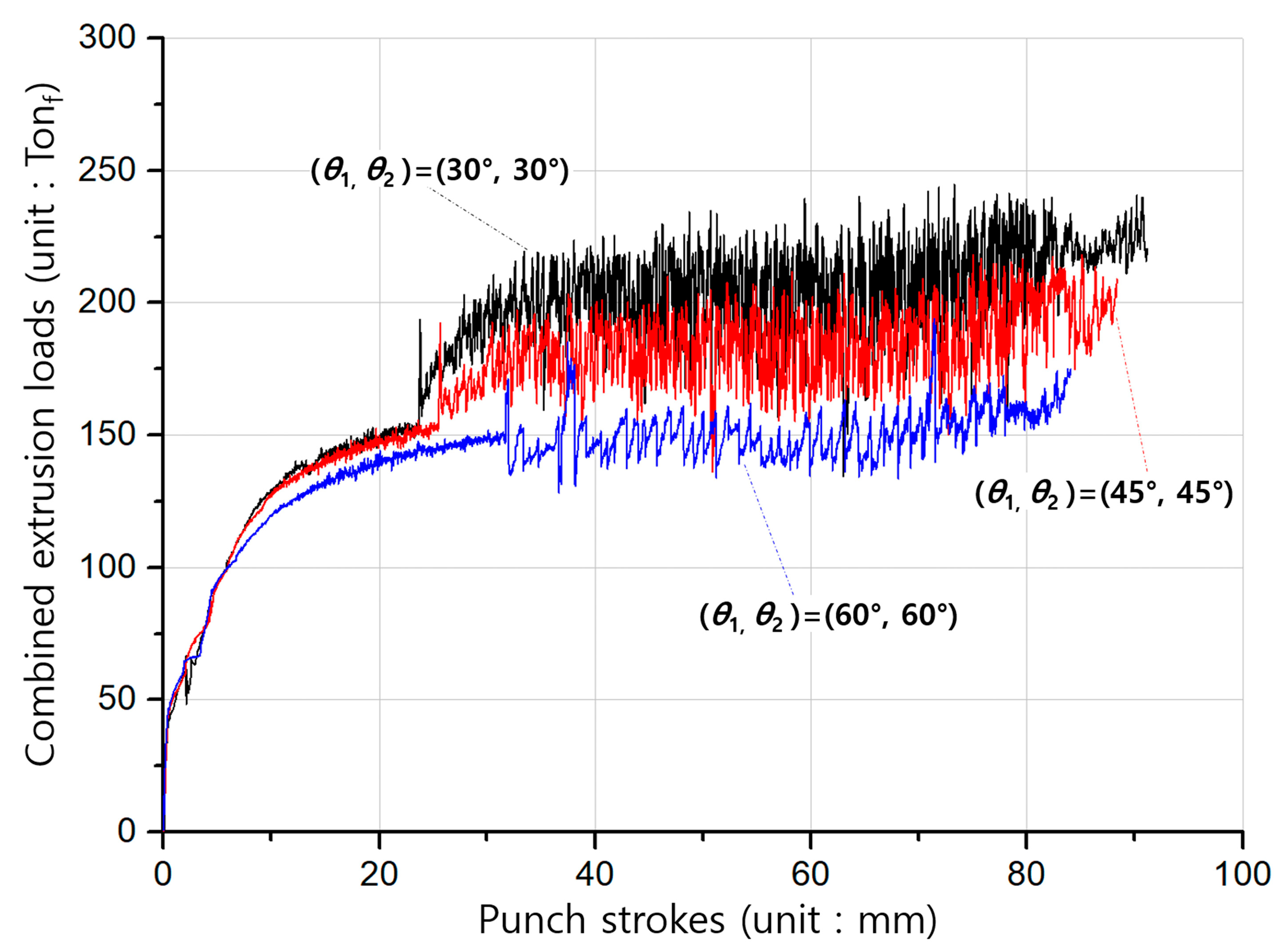
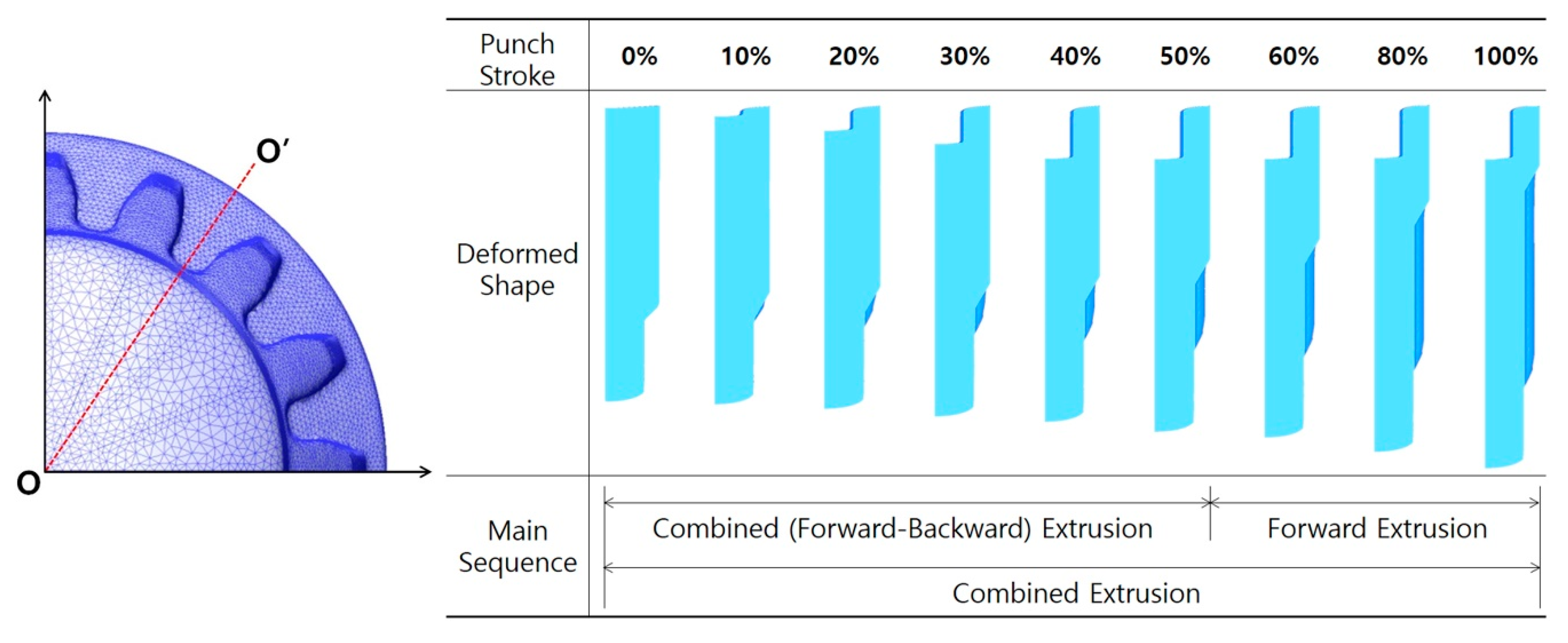
4.2. Cold Forging Simulations by Combined Extrusion
5. Results and Discussions
5.1. Determination of Applicable Geometric Parameters
5.2. Process Compatibility of Combined Extrusion
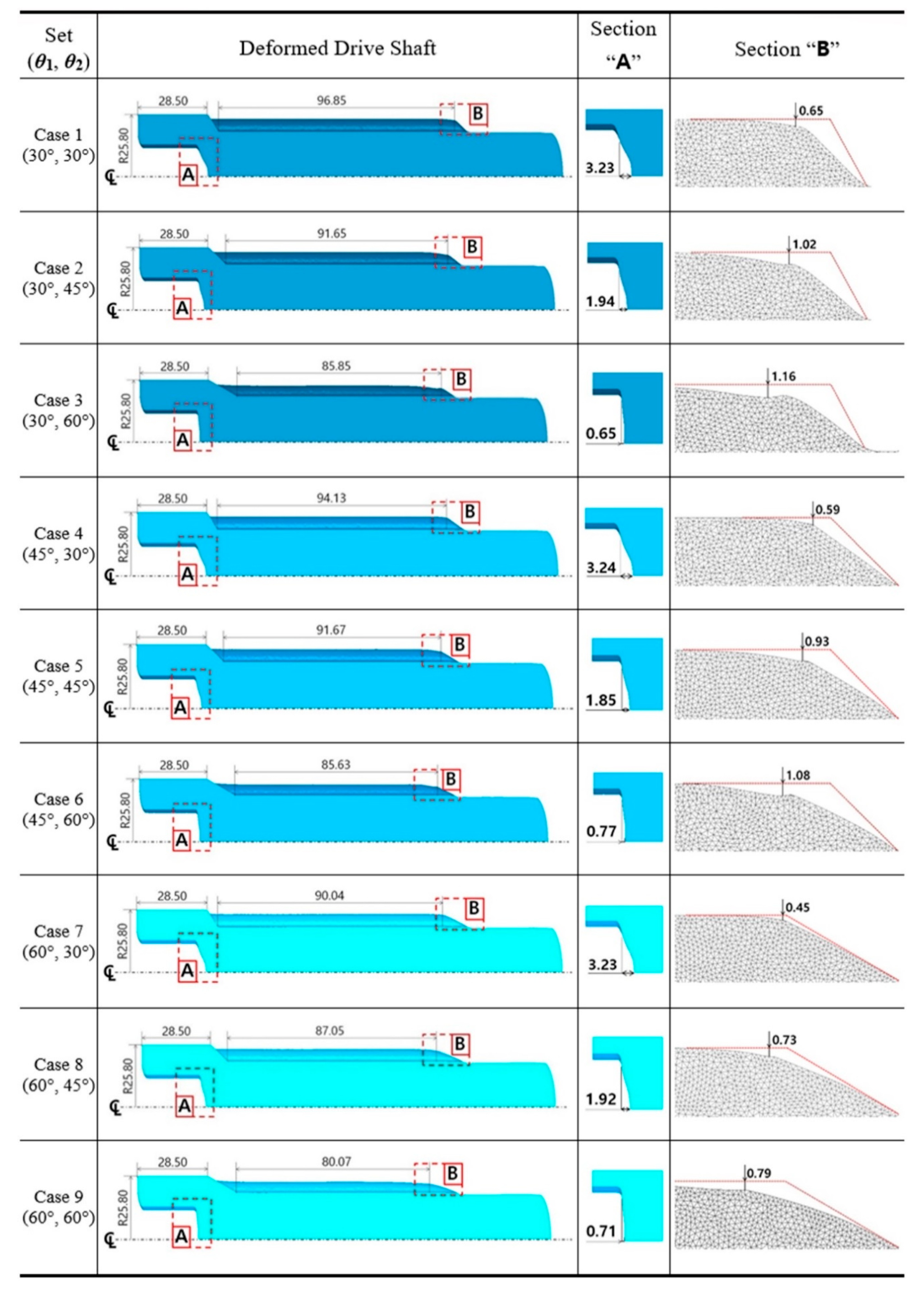
5.3. Dimensional Relevance
6. Conclusions
Funding
Conflicts of Interest
References
- Hu, C.; Yin, Q.; Zhao, Z. A novel method for determining friction in cold forging of complex parts using a steady combined forward and backward extrusion test. J. Mater. Process. Technol. 2017, 249, 57–66. [Google Scholar] [CrossRef]
- Matsumoto, R.; Hayashi, K.; Utsunomiya, H. Experimental and numerical analysis of friction in high aspect ratio combined forward-backward extrusion with retreat and advance pulse ram motion on a servo press. J. Mater. Process. Technol. 2014, 214, 936–944. [Google Scholar] [CrossRef]
- Lee, D.; Kim, D.; Jo, H. New processes to prevent a flow defect in the combined forward–backward cold extrusion of a piston-pin. J. Mater. Process. Technol. 2003, 139, 422–427. [Google Scholar] [CrossRef]
- Chen, S.; Qin, Y.; Chen, J.; Choy, C.-M. A forging method for reducing process steps in the forming of automotive fasteners. Int. J. Mech. Sci. 2018, 137, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Ku, T.-W.; Kim, L.-H.; Kang, B.-S. Process simplification of multi-stage forging for the outer race of a CV joint. Mater. Manuf. Process. 2014, 29, 85–92. [Google Scholar] [CrossRef]
- Schrader, T.; Shirgaokar, M.; Altan, T. A critical evaluation of the double cup extrusion test for selection of cold forging lubricants. J. Mater. Process. Technol. 2007, 189, 36–44. [Google Scholar] [CrossRef]
- Noh, J.H.; Hwang, B.B. Influence of punch geometries on the divided material flow in a double cup extrusion process. Met. Mater. Int. 2013, 19, 1193–1202. [Google Scholar] [CrossRef]
- Cho, H.Y.; Min, G.S.; Jo, C.Y.; Kim, M.H. Process design of the cold forging of a billet by forward and backward extrusion. J. Mater. Process. Technol. 2003, 135, 375–381. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kim, L.-H.; Kang, B.-S. Multi-stage cold forging and experimental investigation for the outer race of constant velocity joints. Mater. Des. 2013, 49, 368–385. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Hardness-controlled tool fabrication and application to cold forging of inner race with skewed ball grooves. Int. J. Adv. Manuf. Technol. 2014, 74, 1337–1354. [Google Scholar] [CrossRef]
- Kamouneh, A.A.; Ni, J.; Stephenson, D.; Vriesen, R. Investigation of work hardening of flat-rolled helical-involute gears through grain-flow analysis, FE-modeling, and strain signature. Int. J. Mach. Tools Manuf. 2007, 47, 1285–1291. [Google Scholar] [CrossRef]
- Zhang, Q.; Ben, N.-Y.; Yang, K. Effect of variational friction and elastic deformation of die on oscillating cold forging for spline shaft. J. Mater. Process. Technol. 2017, 244, 166–177. [Google Scholar] [CrossRef]
- Song, J.-H.; Im, Y.-T. The applicability of process design system for forward extrusion of spur gears. J. Mater. Process. Technol. 2007, 184, 411–419. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Ichikawa, Y.; Sugawara, M. Use of liquid lubricant for backward extrusion of cup with internal splines using pulsating motion. J. Mater. Process. Technol. 2017, 244, 273–281. [Google Scholar] [CrossRef]
- Knust, J.; Podszus, F.; Stonis, M.; Behrens, B.-A.; Overmeyer, L.; Ullmann, G. Preform optimization for hot forging processes using genetic algorithms. Int. J. Adv. Manuf. Technol. 2016, 89, 1623–1634. [Google Scholar] [CrossRef]
- Sedighi, M.; Tokmechi, S. A new approach to preform design in forging process of complex parts. J. Mater. Process. Technol. 2008, 197, 314–324. [Google Scholar] [CrossRef]
- Ku, T.-W. A study on two-stage cold forging for a drive shaft with internal spline and spur gear geometries. Metals 2018, 8, 953. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.F.; Tsay, C.B. Tool profile design for the manufacture of helical gear sets with small numbers of teeth. Int. J. Mach. Tools Manuf. 2005, 45, 1531–1541. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Tool design for inner race cold forging with skew-type cross ball grooves. J. Mater. Process. Technol. 2014, 214, 1482–1502. [Google Scholar] [CrossRef]
- O’Brien, J.M.; Hosford, W.F. Spheroidization cycles for medium carbon steels. Met. Mater. Trans. A 2002, 33, 1255–1261. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Tool design and experimental verification for multi-stage cold forging process of the outer race. Int. J. Precis. Eng. Manuf. 2014, 15, 1995–2004. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Properties | Raw Material | Annealed Material | |||
|---|---|---|---|---|---|
| Engineering | True | Engineering | True | ||
| Young’s Modulus (GPa) | 196 | 196 | 196 | 196 | |
| Yield Strength (MPa) | 410 | 410 | 350 | 350 | |
| Ultimate Strength (MPa) | 621 | 755 | 509 | 643 | |
| Poisson’s Ratio | 0.29 | 0.29 | 0.29 | 0.29 | |
| Fracture Strain | 0.32587 | - | 0.37845 | - | |
| Work-Hardening Law, | K | - | - | - | 900 |
| n | - | - | - | 0.225 | |
| Geometric Parameter | Preform (θ1) | Drive Shaft (θ2) | Combinations (θ1, θ2) |
|---|---|---|---|
| Shoulder Angle on Extrusion Die (Middle) | 30° | 30° | Case 1 (30°, 30°) |
| 45° | Case 2 (30°, 45°) | ||
| 60° | Case 3 (30°, 60°) | ||
| 45° | 30° | Case 4 (45°, 30°) | |
| 45° | Case 5 (45°, 45°) | ||
| 60° | Case 6 (45°, 60°) | ||
| 60° | 30° | Case 7 (60°, 30°) | |
| 45° | Case 8 (60°, 45°) | ||
| 60° | Case 9 (60°, 60°) |
| Shoulder Angle (θ1) | ||||
|---|---|---|---|---|
| 30° | 45° | 60° | ||
| Shoulder Angle (θ2) | 30° |  | ||
| 45° |  | |||
| 60° |  | |||
| Checking Criteria | (1) Face width of tooth: 92.00 mm ± 1.50 mm (Satisfy: “1”, Fail: “-1”) (2) Sinking depth on deep groove: ≤ 2.00mm (Satisfy: “1”, Fail: “-1”) (3) End shape of extrusion tooth: ≤ 1.00mm (Satisfy: “1”, Fail: “-1”) | |||
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ku, T.-W. A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry. Materials 2020, 13, 2244. https://doi.org/10.3390/ma13102244
Ku T-W. A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry. Materials. 2020; 13(10):2244. https://doi.org/10.3390/ma13102244
Chicago/Turabian StyleKu, Tae-Wan. 2020. "A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry" Materials 13, no. 10: 2244. https://doi.org/10.3390/ma13102244
APA StyleKu, T. -W. (2020). A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry. Materials, 13(10), 2244. https://doi.org/10.3390/ma13102244