Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Obtaining Recycled Aggregates
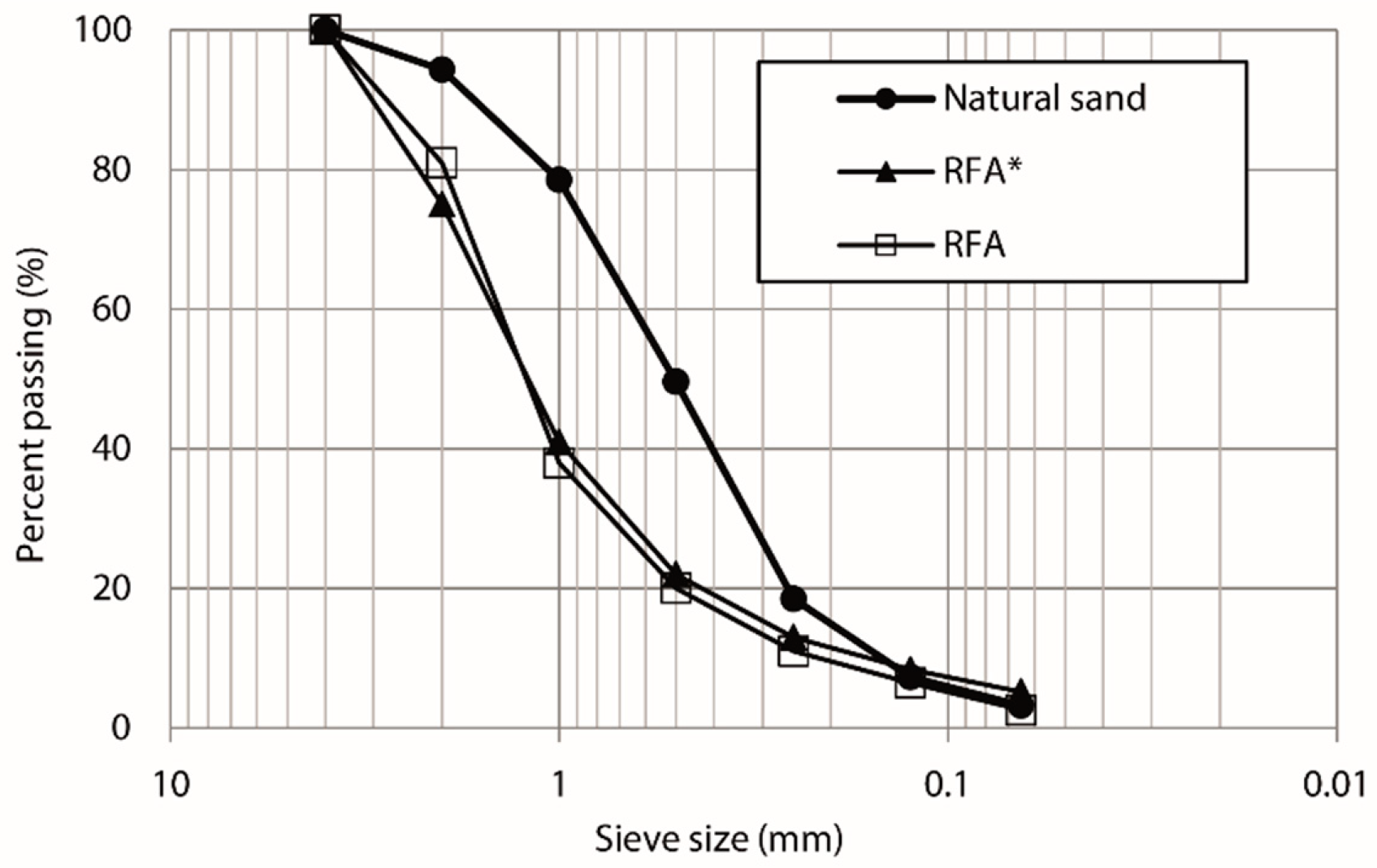
2.2. Characterization of the Materials
2.3. Mixes
- All the RAs that were used were smaller than 4 mm in particle diameter.
- The cement-aggregate ratio used in all mixtures was 1: 4.
- The amount of water was adjusted experimentally to achieve a consistency of 175 ± 5 mm in the mixtures.
- Pre-wetting of the aggregates was performed only in one type of mixture (RFA* + h). The rest of the aggregates were used with their natural humidity (2.3 ± 0.2). Pre-wetting was performed to reach 80% of the total absorption capacity of the RA, guaranteeing the presence of water in the aggregate and decreasing the migration of water from the mixture to the RA [5,41]. The procedure used to achieve the aforementioned wetting was based on that described by Fonseca et al. [53]: the aggregate was immersed in water for five minutes and then allowed to drain before its use.
2.4. Rehearsal Program
3. Results and Discussion
3.1. Deconstruction Process Effect
3.2. Fresh Mortar
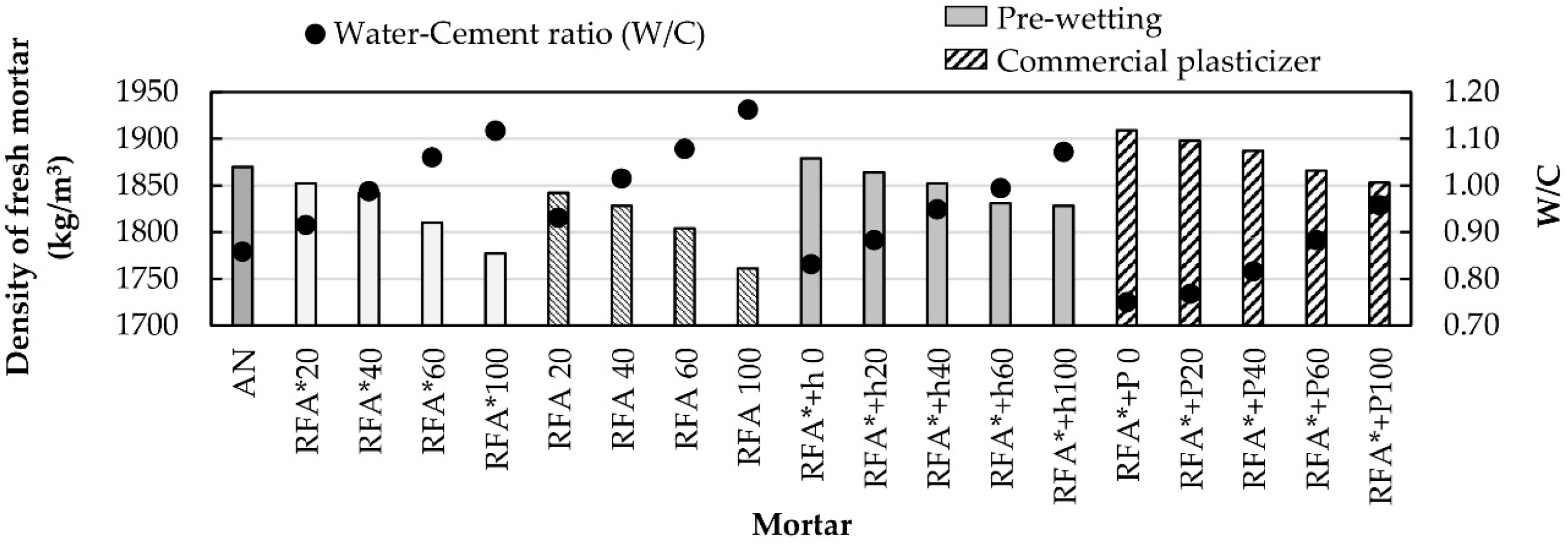
3.2.1. Bulk Density of Fresh Mortar
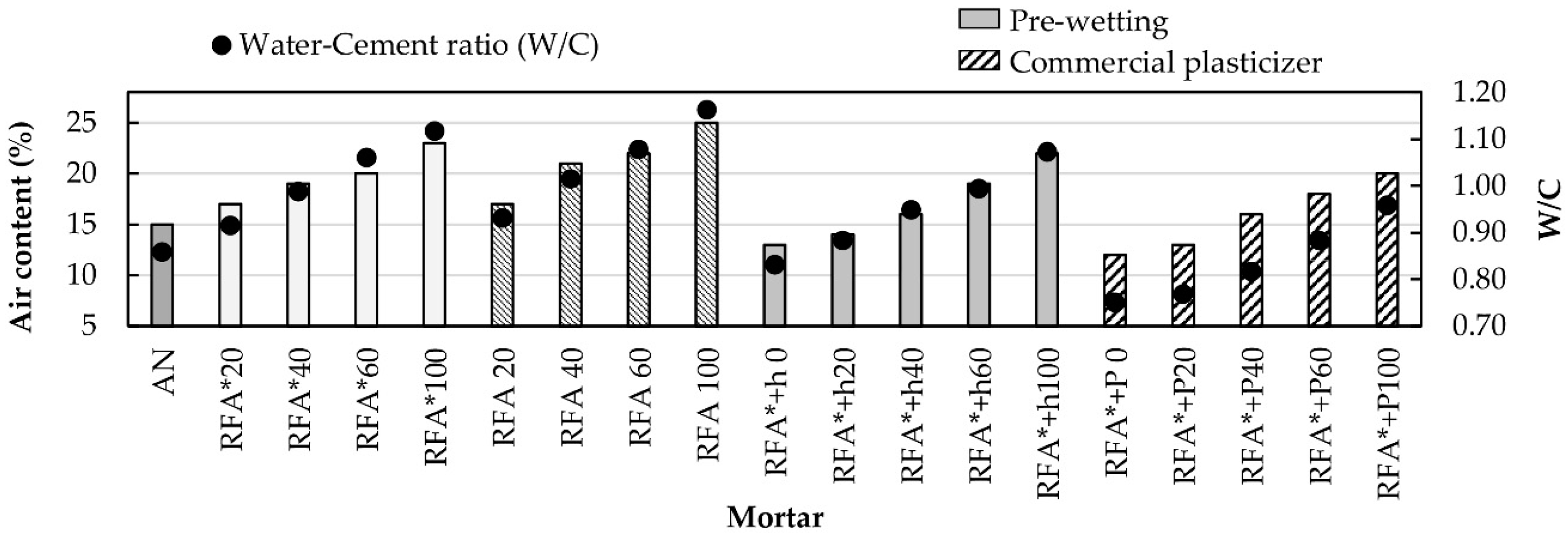
3.2.2. Air Content in Fresh Mortar
3.3. Hardened Mortar
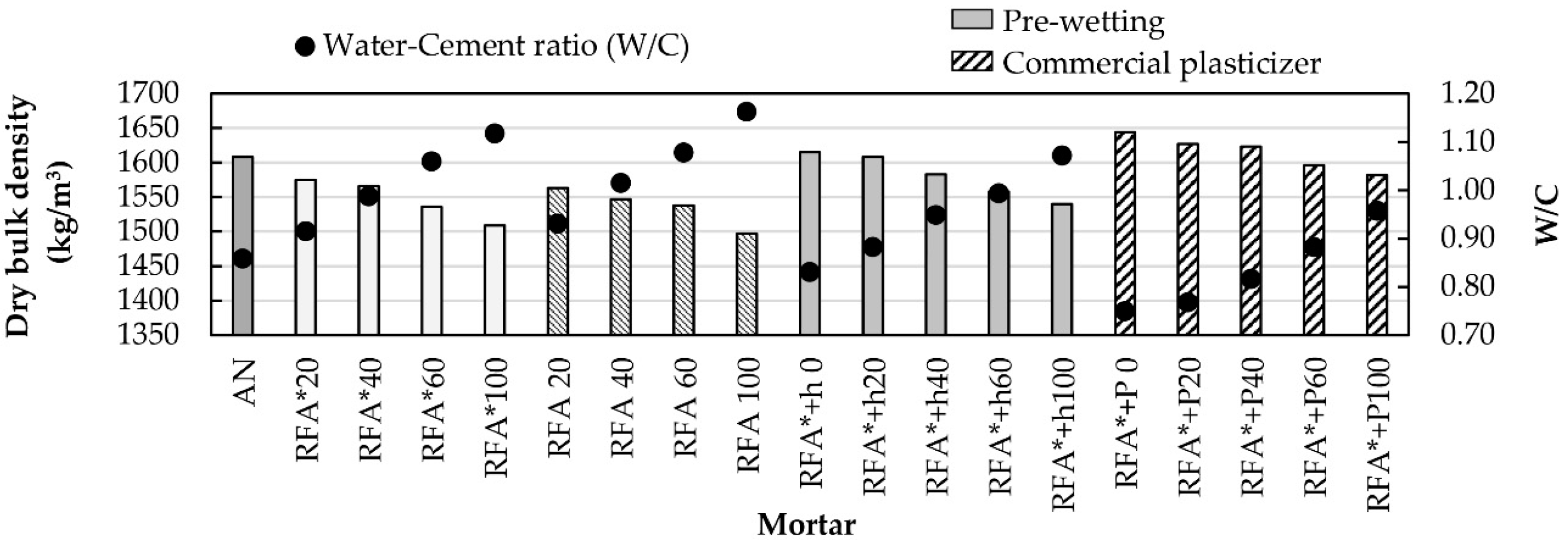
3.3.1. Dry Bulk Density
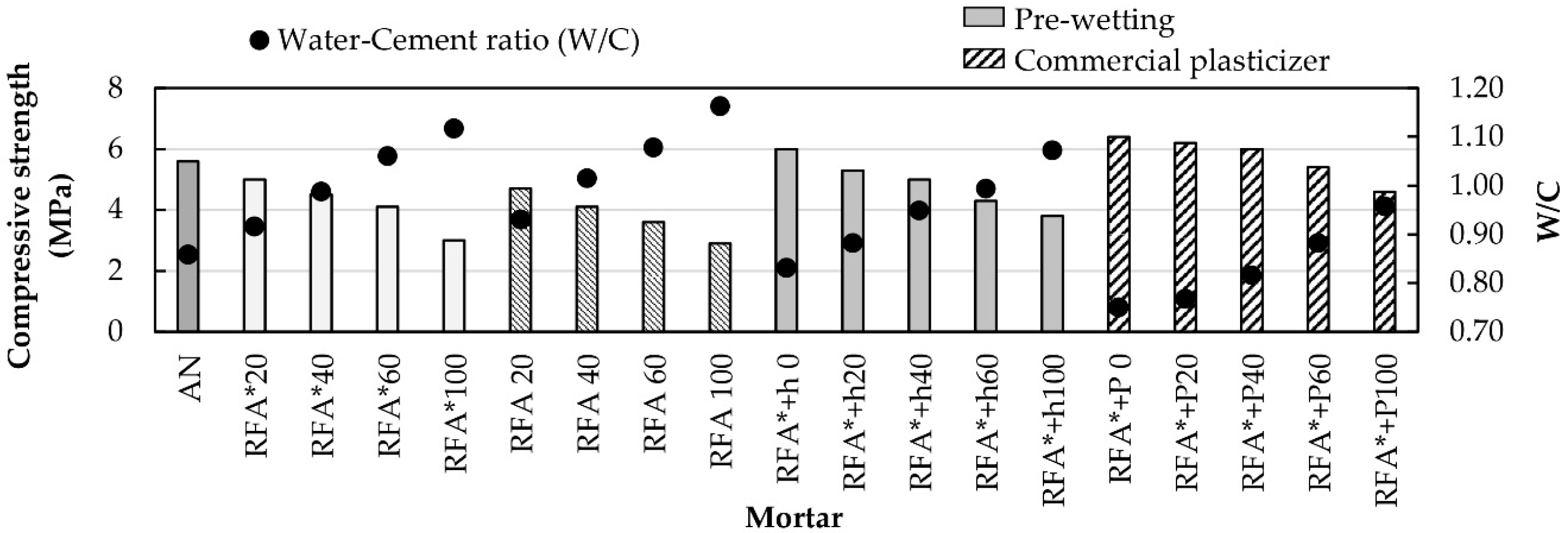
3.3.2. Compressive Strength
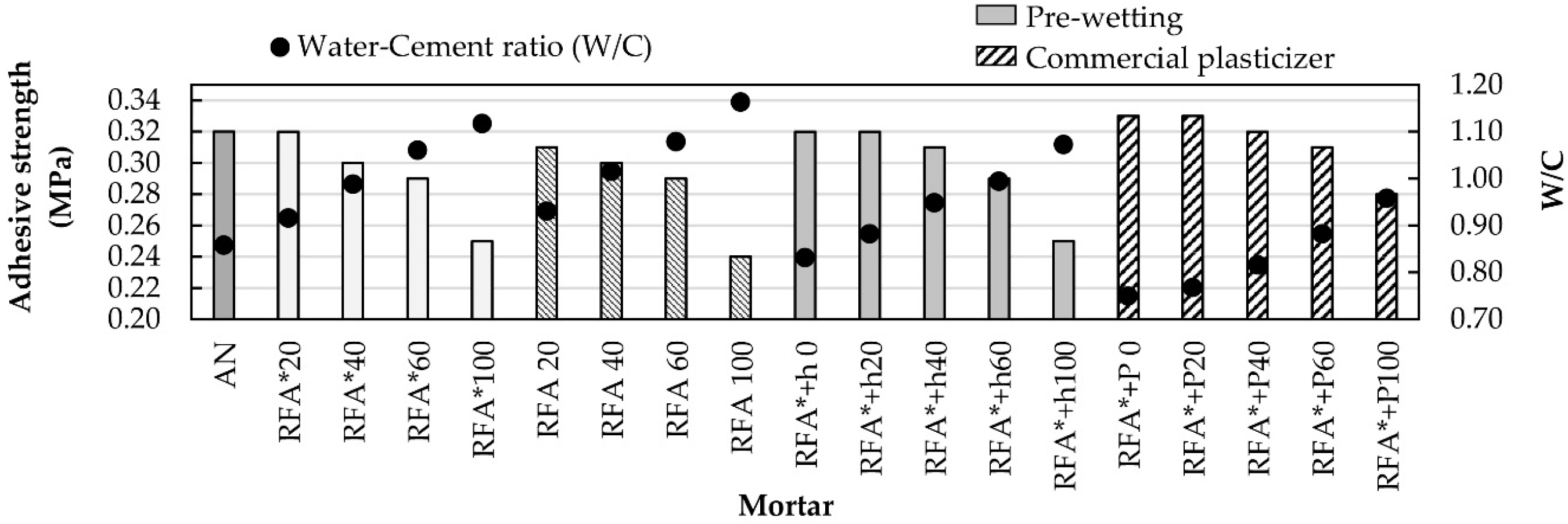
3.3.3. Adhesive Strength
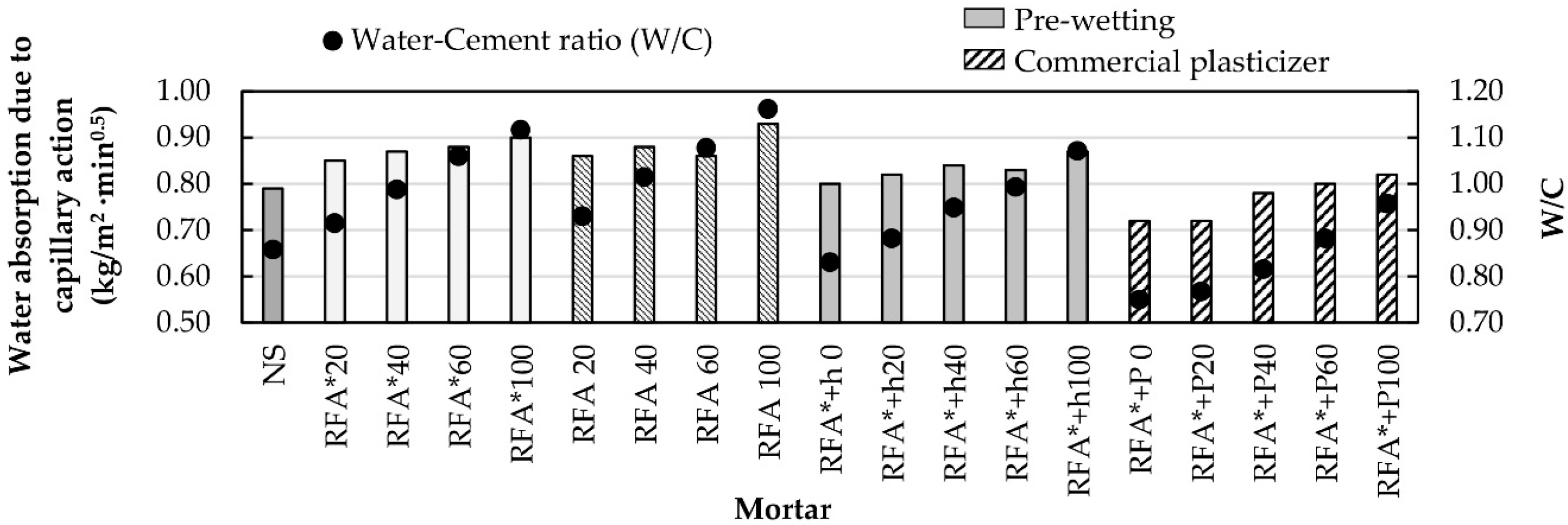
3.3.4. Water Absorption Due to Capillary Action
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ledesma, E.F.; Jiménez, J.R.; Fernández, J.; Galvín, A.P.; Agrela, F.; Barbudo, M.A. Properties of masonry mortars manufactured with fine recycled concrete aggregates. Constr. Build. Mater. 2014, 71, 289–298. [Google Scholar] [CrossRef]
- Jiménez, C.; Barra, M.; Valls, S.; Aponte, D.; Vázquez, E. Durability of recycled aggregate concrete designed with the Equivalent Mortar Volume (EMV) method: Validation under the Spanish context and its adaptation to Bolomey methodology. Mater. Constr. 2013, 64, 64. [Google Scholar] [CrossRef] [Green Version]
- Sas, W.; Dzięcioł, J.; Głuchowski, A. Estimation of Recycled Concrete Aggregate’s Water Permeability Coefficient as Earth Construction Material with the Application of an Analytical Method. Materials 2019, 12, 2920. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Manzi, S.; Mazzotti, C.; Bignozzi, M. Short and long-term behavior of structural concrete with recycled concrete aggregate. Cem. Concr. Compos. 2013, 37, 312–318. [Google Scholar] [CrossRef]
- Martín-Morales, M.; Sánchez-Roldán, Z.; Valverde-Palacios, I.; Valverde-Espinosa, I.; Zamorano, M. Study of potential advantages of pre-soaking on the properties of pre-cast concrete made with recycled coarse aggregate. Mater. Constr. 2016, 66, e076. [Google Scholar] [CrossRef] [Green Version]
- De Brito, J.; Agrela, F.; Silva, R.V. Legal regulations of recycled aggregate concrete in buildings and roads. In New Trends in Eco-efficient and Recycled Concrete; Elsevier BV: Amsterdam, The Netherlands, 2019; pp. 509–526. [Google Scholar]
- Nili, M.; Sasanipour, H.; Aslani, F. The Effect of Fine and Coarse Recycled Aggregates on Fresh and Mechanical Properties of Self-Compacting Concrete. Materials 2019, 12, 1120. [Google Scholar] [CrossRef] [Green Version]
- Pereira, P.; Evangelista, L.; De Brito, J.M.C.L. The effect of superplasticisers on the workability and compressive strength of concrete made with fine recycled concrete aggregates. Constr. Build. Mater. 2012, 28, 722–729. [Google Scholar] [CrossRef] [Green Version]
- Mefteh, H.; Kebaili, O.; Oucief, H.; Berredjem, L.; Arabi, N. Influence of moisture conditioning of recycled aggregates on the properties of fresh and hardened concrete. J. Clean. Prod. 2013, 54, 282–288. [Google Scholar] [CrossRef]
- Evangelista, L.; De Brito, J.M.C.L. Concrete with fine recycled aggregates: A review. Eur. J. Environ. Civ. Eng. 2013, 18, 129–172. [Google Scholar] [CrossRef]
- Cartuxo, F.; De Brito, J.M.C.L.; Evangelista, L.; Jiménez, J.R.; Ledesma, E.F. Increased Durability of Concrete Made with Fine Recycled Concrete Aggregates Using Superplasticizers. Materials 2016, 9, 98. [Google Scholar] [CrossRef] [Green Version]
- Braga, M.; De Brito, J.M.C.L.; Veiga, M.D.R.D.S. Incorporation of fine concrete aggregates in mortars. Constr. Build. Mater. 2012, 36, 960–968. [Google Scholar] [CrossRef]
- Neno, C.; De Brito, J.M.C.L.; Veiga, M.D.R.D.S. Using fine recycled concrete aggregate for mortar production. Mater. Res. 2013, 17, 168–177. [Google Scholar] [CrossRef] [Green Version]
- Saiz-Martínez, P.; Cortina, M.G.; Martinez, F.F. Characterization and influence of fine recycled aggregates on masonry mortars properties. Mater. Constr. 2015, 65, 058. [Google Scholar] [CrossRef] [Green Version]
- Ng, S.; Engelsen, C.J. Construction and demolition wastes. In Waste and Supplementary Cementitious Materials in Concrete; Elsevier BV: Amsterdam, The Netherlands, 2018; pp. 229–255. [Google Scholar]
- Chinchillas-Chinchillas, M.; Pellegrini-Cervantes, M.; Castro-Beltrán, A.; Rodríguez-Rodríguez, M.; Orozco-Carmona, V.; Peinado-Guevara, H. Properties of Mortar with Recycled Aggregates, and Polyacrylonitrile Microfibers Synthesized by Electrospinning. Materials 2019, 12, 3849. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feng, P.; Chang, H.; Xu, G.; Liu, Q.; Zuquan, J.; Liu, J. Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River. Materials 2019, 12, 4237. [Google Scholar] [CrossRef] [Green Version]
- Silva, J.; De Brito, J.M.C.L.; Veiga, M.D.R.D.S. Incorporation of fine ceramics in mortars. Constr. Build. Mater. 2009, 23, 556–564. [Google Scholar] [CrossRef]
- Jiménez, J.R.; Ayuso, J.; López, M.; Fernández, J.; De Brito, J.M.C.L. Use of fine recycled aggregates from ceramic waste in masonry mortar manufacturing. Constr. Build. Mater. 2013, 40, 679–690. [Google Scholar] [CrossRef]
- Silva, J.; De Brito, J.M.C.L.; Veiga, M.D.R.D.S. Recycled Red-Clay Ceramic Construction and Demolition Waste for Mortars Production. J. Mater. Civ. Eng. 2010, 22, 236–244. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ding, Y.; Miraldo, S.; Abdollahnejad, Z.; Labrincha, J. The suitability of concrete using recycled aggregates (RAs) for high-performance concrete (HPC). In Handbook of Recycled Concrete and Demolition Waste; Elsevier BV: Amsterdam, The Netherlands, 2013; pp. 424–438. [Google Scholar]
- Rahal, K. Mechanical properties of concrete with recycled coarse aggregate. Build. Environ. 2007, 42, 407–415. [Google Scholar] [CrossRef]
- Cachim, P. Mechanical properties of brick aggregate concrete. Constr. Build. Mater. 2009, 23, 1292–1297. [Google Scholar] [CrossRef]
- Debieb, F.; Courard, L.; Kenai, S.; Degeimbre, R. Roller compacted concrete with contaminated recycled aggregates. Constr. Build. Mater. 2009, 23, 3382–3387. [Google Scholar] [CrossRef]
- Nezhad, A.A.; Ong, K.; Chandra, L. Economic and environmental assessment of deconstruction strategies using building information modeling. Autom. Constr. 2014, 37, 131–144. [Google Scholar] [CrossRef]
- Rao, M.C.; Bhattacharyya, S.K.; Barai, S.V. Demolition Techniques and Production of Recycled Aggregate. In Springer Transactions in Civil and Environmental Engineering; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 39–63. [Google Scholar]
- Kumbhar, S.A.; Gupta, A.; Desai, D.B. Recycling and Reuse of Construction and Demolition Waste for Sustainable Development. Int. J. Sustain. Dev. 2013, 6, 83–92. Available online: https://ssrn.com/abstract=2383436. (accessed on 11 April 2020).
- Coelho, A.; De Brito, J.M.C.L. Conventional demolition versus deconstruction techniques in managing construction and demolition waste (CDW). In Handbook of Recycled Concrete and Demolition Waste; Elsevier BV: Amsterdam, The Netherlands, 2013; pp. 141–185. [Google Scholar]
- Mas, B.; Cladera, A.; Del Olmo, T.; Pitarch, F. Influence of the amount of mixed recycled aggregates on the properties of concrete for non-structural use. Constr. Build. Mater. 2012, 27, 612–622. [Google Scholar] [CrossRef]
- Ferreira, L.; De Brito, J.M.C.L.; Barra, M. Influence of the pre-saturation of recycled coarse concrete aggregates on concrete properties. Mag. Concr. Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Medina, C.; Juan-Valdés, A.; Frías, M.; De Rojas, M.I.S.; Moran, J.M.; Guerra, M.I. Caracterización de los hormigones realizados con áridos reciclados procedentes de la industria de cerámica sanitaria. Mater. Constr. 2011, 61, 533–546. [Google Scholar] [CrossRef] [Green Version]
- Martinez, I.; Etxeberria, M.; Pavón, E.; Diaz, N. A comparative analysis of the properties of recycled and natural aggregate in masonry mortars. Constr. Build. Mater. 2013, 49, 384–392. [Google Scholar] [CrossRef]
- Evangelista, L.; De Brito, J.M.C.L. Durability performance of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 9–14. [Google Scholar] [CrossRef]
- Martínez-García, R.; Guerra-Romero, M.I.; Pozo, J.M.M.D.; De Brito, J.; Juan-Valdés, A. Recycling Aggregates for Self-Compacting Concrete Production: A Feasible Option. Materials 2020, 13, 868. [Google Scholar] [CrossRef] [Green Version]
- González, J.G.; Rodríguez-Robles, D.; Valdés, A.J.; Pozo, J.M.M.D.; Guerra-Romero, M.I. Influence of Moisture States of Recycled Coarse Aggregates on the Slump Test. Adv. Mater. Res. 2013, 742, 379–383. [Google Scholar] [CrossRef]
- Kim, J.H.; Robertson, R.E. Prevention of air void formation in polymer-modified cement mortar by pre-wetting. Cem. Concr. Res. 1997, 27, 171–176. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Falah, M.; Luukkonen, T.; Mazari, M.; Illikainen, M. Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes. Materials 2019, 12, 4016. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barbudo, M.A.; De Brito, J.M.C.L.; Evangelista, L.; Bravo, M.; Agrela, F. Influence of water-reducing admixtures on the mechanical performance of recycled concrete. J. Clean. Prod. 2013, 59, 93–98. [Google Scholar] [CrossRef]
- Zega, C.J.; Di Maio, Á.A. Use of recycled fine aggregate in concretes with durable requirements. Waste Manag. 2011, 31, 2336–2340. [Google Scholar] [CrossRef] [Green Version]
- Cuenca-Moyano, G.M.; Martín-Morales, M.; Valverde-Palacios, I.; Valverde-Espinosa, I.; Zamorano, M. Influence of pre-soaked recycled fine aggregate on the properties of masonry mortar. Constr. Build. Mater. 2014, 70, 71–79. [Google Scholar] [CrossRef]
- Cabral, A.E.B.; Schalch, V.; Molin, D.C.C.D.; Ribeiro, J.L.D. Mechanical properties modeling of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 421–430. [Google Scholar] [CrossRef]
- Zhao, Z.; Rémond, S.; Damidot, D.; Xu, W. Influence of fine recycled concrete aggregates on the properties of mortars. Constr. Build. Mater. 2015, 81, 179–186. [Google Scholar] [CrossRef]
- UNE-EN 13139/AC:2004. Áridos Para Mortero; Asociación Española de Normalización (Aenor): Madrid, España, 2004. [Google Scholar]
- ASTM C150/C150M-19a. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C-595/C-595M-19. Standard Specification for Blended Hydraulic Cements; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- UNE-EN 933-1:2012. Ensayos Para Determinar Las Propiedades Geométricas De Los áridos. Parte 1: Determinación De La Granulometría De Las Partículas. Método Del Tamizado; Asociación Española de Normalización (Aenor): Madrid, España, 2012. [Google Scholar]
- UNE-EN 933-8:2012. Ensayos Para Determinar Las Propiedades Geométricas De Los áridos. Parte 8: Evaluación De Los Finos. Ensayo Del Equivalente De Arena; Asociación Española de Normalización (Aenor): Madrid, España, 2012. [Google Scholar]
- UNE-EN 1097-6:2014. Ensayos Para Determinar Las Propiedades Mecánicas y Físicas De Los áridos. Parte 6: Determinación De La Densidad De Partículas y La Absorción De Agua; Asociación Española de Normalización (Aenor): Madrid, España, 2014. [Google Scholar]
- UNE-EN 1744:2013. Ensayos Para Determinar Las Propiedades Químicas De Los áridos. Parte 1: Análisis Químico; Asociación Española de Normalización (Aenor): Madrid, España, 2013. [Google Scholar]
- Dapena, E.; Alaejos, P.; Lobet, A.; Pérez, D. Effect of Recycled Sand Content on Characteristics of Mortars and Concretes. J. Mater. Civ. Eng. 2011, 23, 414–422. [Google Scholar] [CrossRef]
- ASTM C494/C494M-17. Standard Specification for Chemical Admixtures for Concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C1017/C1017M-13. Standard Specification for Chemical Admixtures for Use in Producing Flowing Concrete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Fonseca, N.; De Brito, J.; Evangelista, L. The influence of curing conditions on the mechanical performance of concrete made with recycled concrete waste. Cem. Concr. Compos. 2011, 33, 637–643. [Google Scholar] [CrossRef]
- UNE-EN 1015-6:1999/A1:2007. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 6: Determinación De La Densidad Aparente Del Mortero Fresco; Asociación Española de Normalización (Aenor): Madrid, España, 2007. [Google Scholar]
- UNE-EN 1015-7:1999. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 7: Determinación Del Contenido En Aire En El Mortero Fresco; Asociación Española de Normalización (Aenor): Madrid, España, 1999. [Google Scholar]
- UNE-EN 1015-10:2000. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 10: Determinación De La Densidad Aparente En Seco Del Mortero Endurecido; Asociación Española de Normalización (Aenor): Madrid, España, 2000. [Google Scholar]
- UNE-EN 1015-11:2000. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 11: Determinación De La Resistencia a Flexión y a Compresión Del Mortero Endurecido; Asociación Española de Normalización (Aenor): Madrid, España, 2000. [Google Scholar]
- UNE-EN 1015-12:2016. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 12: Determinación De La Resistencia a La Adhesión De Los Morteros De Revoco y Enlucido Endurecidos Aplicados Sobre Soportes; Asociación Española de Normalización (Aenor): Madrid, España, 2016. [Google Scholar]
- UNE-EN 1015-18:2003. Métodos De Ensayo De Los Morteros Para Albañilería. Parte 18: Determinación Del Coeficiente De Absorción De Agua Por Capilaridad Del Mortero Endurecido; Asociación Española de Normalización (Aenor): Madrid, España, 2003. [Google Scholar]
- Vegas, I.; Ibanez, J.; Lisbona, A.; De Cortazar, A.S.; Frías, M. Pre-normative research on the use of mixed recycled aggregates in unbound road sections. Constr. Build. Mater. 2011, 25, 2674–2682. [Google Scholar] [CrossRef]
- Leite, M.; Filho, J.G.L.F.D.; Lima, P.R.L. Workability study of concretes made with recycled mortar aggregate. Mater. Struct. 2013, 46, 1765–1778. [Google Scholar] [CrossRef]
- Amorim, L.V.; Lira, H.D.L.; Ferreira, H.C. Use of Residential Construction Waste and Residues from Red Ceramic Industry in Alternative Mortars. J. Environ. Eng. 2003, 129, 916–920. [Google Scholar] [CrossRef]
- Cuenca-Moyano, G.M.; Martín-Pascual, J.; Martín-Morales, M.; Valverde-Palacios, I.; Zamorano, M. Effects of water to cement ratio, recycled fine aggregate and air entraining/plasticizer admixture on masonry mortar properties. Constr. Build. Mater. 2020, 230, 116929. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fine Content (%) | Sand Equivalent (%) | Dry Sample Density (gr/cm3) | Water Absorption (%) | Acid Soluble Sulphates (% SO3) | Water Soluble Chlorides (% Cl) | Total Sulphurs (% SO3) |
|---|---|---|---|---|---|---|
| UNE-EN 933-1 [46] | UNE-EN 933-8 [47] | UNE-EN 1097-6 [48] | UNE-EN 1097-6 [48] | UNE-EN 1744-1 [49] | UNE-EN 1744-1 [49] | UNE-EN 1744-1 [49] |
| Sieve Size (mm) | 4 | 2 | 1 | 0.5 | 0.25 | 0.125 | 0.063 | |
|---|---|---|---|---|---|---|---|---|
| Percent passing(%) | NS | 100 | 94 | 79 | 50 | 19 | 7.3 | 3.2 |
| RFA* | 100 | 75 | 41 | 22 | 13 | 8.4 | 5.2 | |
| RFA | 100 | 81 | 38 | 20 | 11 | 6.5 | 2.6 | |
| Composition | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | K2O | Na2O | SO3 |
|---|---|---|---|---|---|---|---|---|
| % | 63 | 22 | 6 | 2.5 | 2.6 | 0.6 | 0.3 | 2.0 |
| Replacement Ratio (%) | First Phase | Second Phase | ||
|---|---|---|---|---|
| RFA* | RFA | RFA* + h | RFA* + P | |
| 0 | --- | --- | RFA* + h0 | RFA* + P0 |
| 20 | RFA*20 | RFA20 | RFA* + h20 | RFA* + P20 |
| 40 | RFA*40 | RFA40 | RFA* + h40 | RFA* + P40 |
| 60 | RFA*60 | RFA60 | RFA* + h60 | RFA* + P60 |
| 100 | RFA*100 | RFA100 | RFA* + h100 | RFA* + P100 |
| Mortar Type | NS/RA | NS (gr) | RA (gr) | CEM (gr) | Water (gr) | Consistency Index (mm) | W/C |
|---|---|---|---|---|---|---|---|
| AN | 100/0 | 2307 | 0 | 332 | 285 | 176 | 0.86 |
| RFA*20 | 80/20 | 1845 | 462 | 332 | 304 | 172 | 0.92 |
| RFA*40 | 60/40 | 1384 | 923 | 332 | 328 | 171 | 0.99 |
| RFA*60 | 40/60 | 923 | 1384 | 332 | 352 | 177 | 1.06 |
| RFA*100 | 0/100 | 0 | 2307 | 332 | 371 | 174 | 1.12 |
| RFA 20 | 80/20 | 1845 | 462 | 332 | 309 | 177 | 0.93 |
| RFA 40 | 60/40 | 1384 | 923 | 332 | 337 | 180 | 1.02 |
| RFA 60 | 40/60 | 923 | 1384 | 332 | 358 | 173 | 1.08 |
| RFA 100 | 0/100 | 0 | 2307 | 332 | 386 | 175 | 1.16 |
| RFA* + h0 | 100/0 | 2307 | 0 | 332 | 276 | 170 | 0.83 |
| RFA* + h20 | 80/20 | 1845 | 462 | 332 | 293 | 174 | 0.88 |
| RFA* + h40 | 60/40 | 1384 | 923 | 332 | 315 | 179 | 0.95 |
| RFA* + h60 | 40/60 | 923 | 1384 | 332 | 330 | 171 | 0.99 |
| RFA* + h100 | 0/100 | 0 | 2307 | 332 | 356 | 176 | 1.07 |
| RFA* + P0 | 100/0 | 2307 | 0 | 332 | 249 | 180 | 0.75 |
| RFA* + P20 | 80/20 | 1845 | 462 | 332 | 255 | 173 | 0.77 |
| RFA* + P40 | 60/40 | 1384 | 923 | 332 | 271 | 171 | 0.82 |
| RFA* + P60 | 40/60 | 923 | 1384 | 332 | 293 | 172 | 0.88 |
| RFA* + P100 | 0/100 | 0 | 2307 | 332 | 318 | 170 | 0.96 |
| Test | Standard | Curing Time (Days) |
|---|---|---|
| Properties of fresh mortar | ||
| Bulk density of the fresh mortar | UNE-EN 1015-6 [54] | --- |
| Entrained air | UNE-EN 1015-7 [55] | --- |
| Properties of hardened mortar | ||
| Dry bulk density | UNE-EN 1015-10 [56] | 28 |
| Compressive strength | UNE-EN 1015-11 [57] | 28 |
| Adhesive strength | UNE-EN 1015-12 [58] | 28 |
| Water absorption coefficient due to capillary action | UNE-EN 1015-18 [59] | 28 |
| Aggregate | Fine Content (%) | Sand Equivalent (%) | Dry Sample Density (gr/cm3) | Water Absorption (%) | Acid Soluble Sulphates (% SO3) | Water Soluble chlorides (% Cl) | Total Sulphurs (% SO3) |
|---|---|---|---|---|---|---|---|
| NS | 9.12 | 95 | 2.65 | 0.28 | <0.010 | <0.010 | <0.010 |
| RFA* | 4.12 | 84 | 2.1 | 6.76 | 0.0027 | 0.041 | 0.0027 |
| RFA | 6.56 | 86 | 1.98 | 7.22 | 0.0039 | 0.054 | 0.0039 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mora-Ortiz, R.S.; Munguía-Balvanera, E.; Díaz, S.A.; Magaña-Hernández, F.; Del Angel-Meraz, E.; Bolaina-Juárez, Á. Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate. Materials 2020, 13, 2373. https://doi.org/10.3390/ma13102373
Mora-Ortiz RS, Munguía-Balvanera E, Díaz SA, Magaña-Hernández F, Del Angel-Meraz E, Bolaina-Juárez Á. Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate. Materials. 2020; 13(10):2373. https://doi.org/10.3390/ma13102373
Chicago/Turabian StyleMora-Ortiz, René Sebastián, Emmanuel Munguía-Balvanera, Sergio Alberto Díaz, Francisco Magaña-Hernández, Ebelia Del Angel-Meraz, and Álvaro Bolaina-Juárez. 2020. "Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate" Materials 13, no. 10: 2373. https://doi.org/10.3390/ma13102373
APA StyleMora-Ortiz, R. S., Munguía-Balvanera, E., Díaz, S. A., Magaña-Hernández, F., Del Angel-Meraz, E., & Bolaina-Juárez, Á. (2020). Mechanical Behavior of Masonry Mortars Made with Recycled Mortar Aggregate. Materials, 13(10), 2373. https://doi.org/10.3390/ma13102373