Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
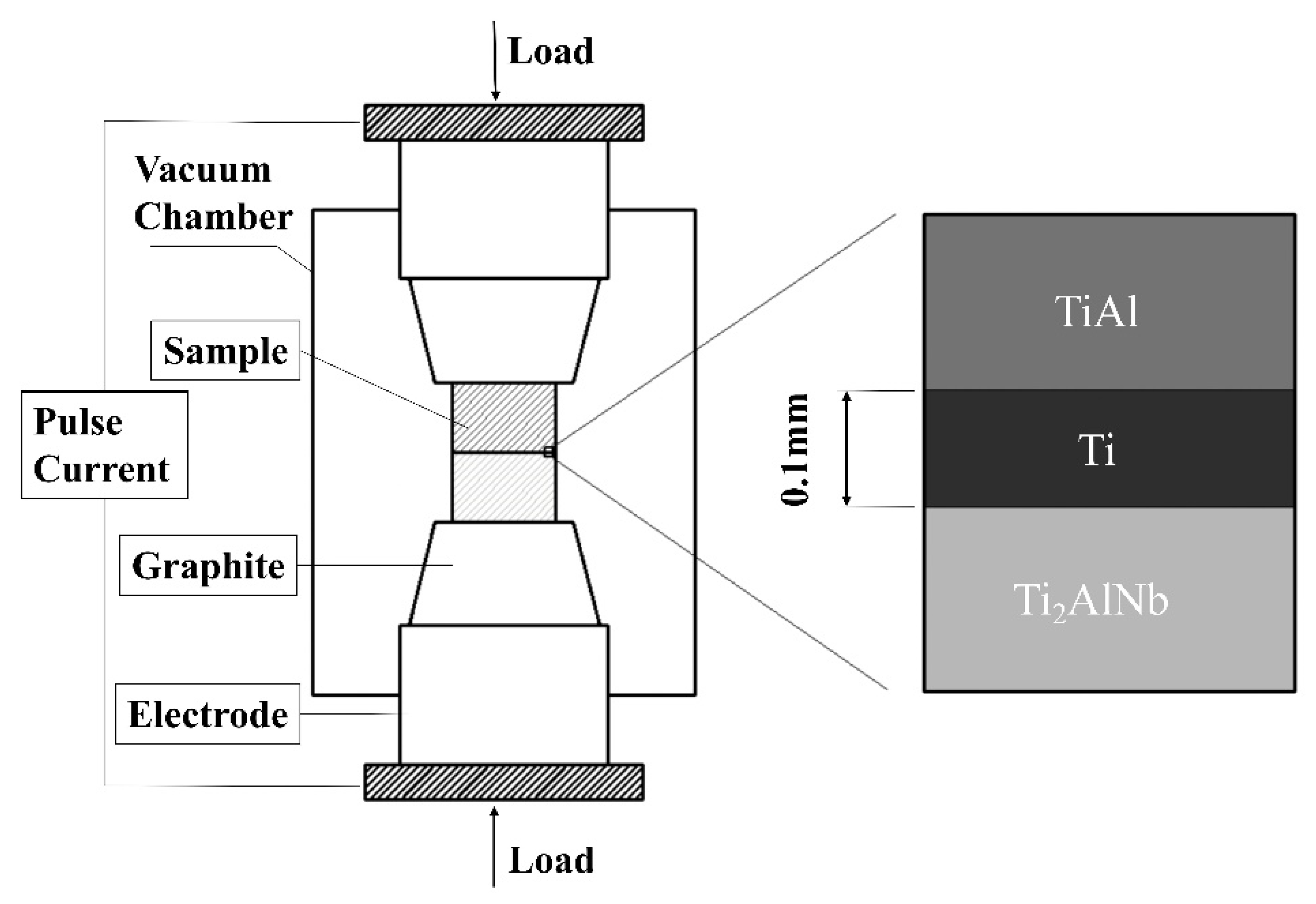
2. Experimental Procedure
3. Results and Discussion
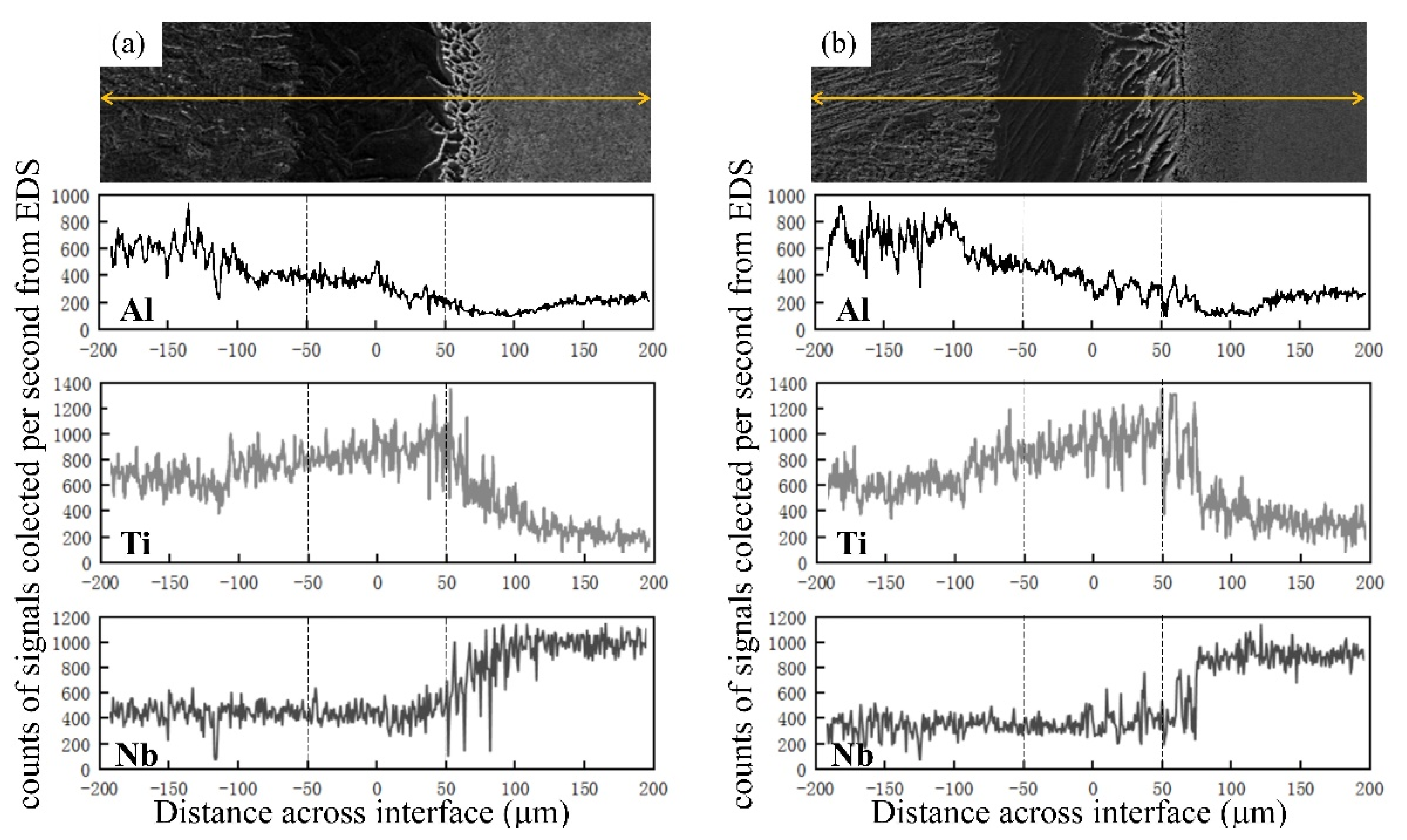
3.1. Microstructural Evolution and Elemental Migration
3.2. Microhardness Distribution
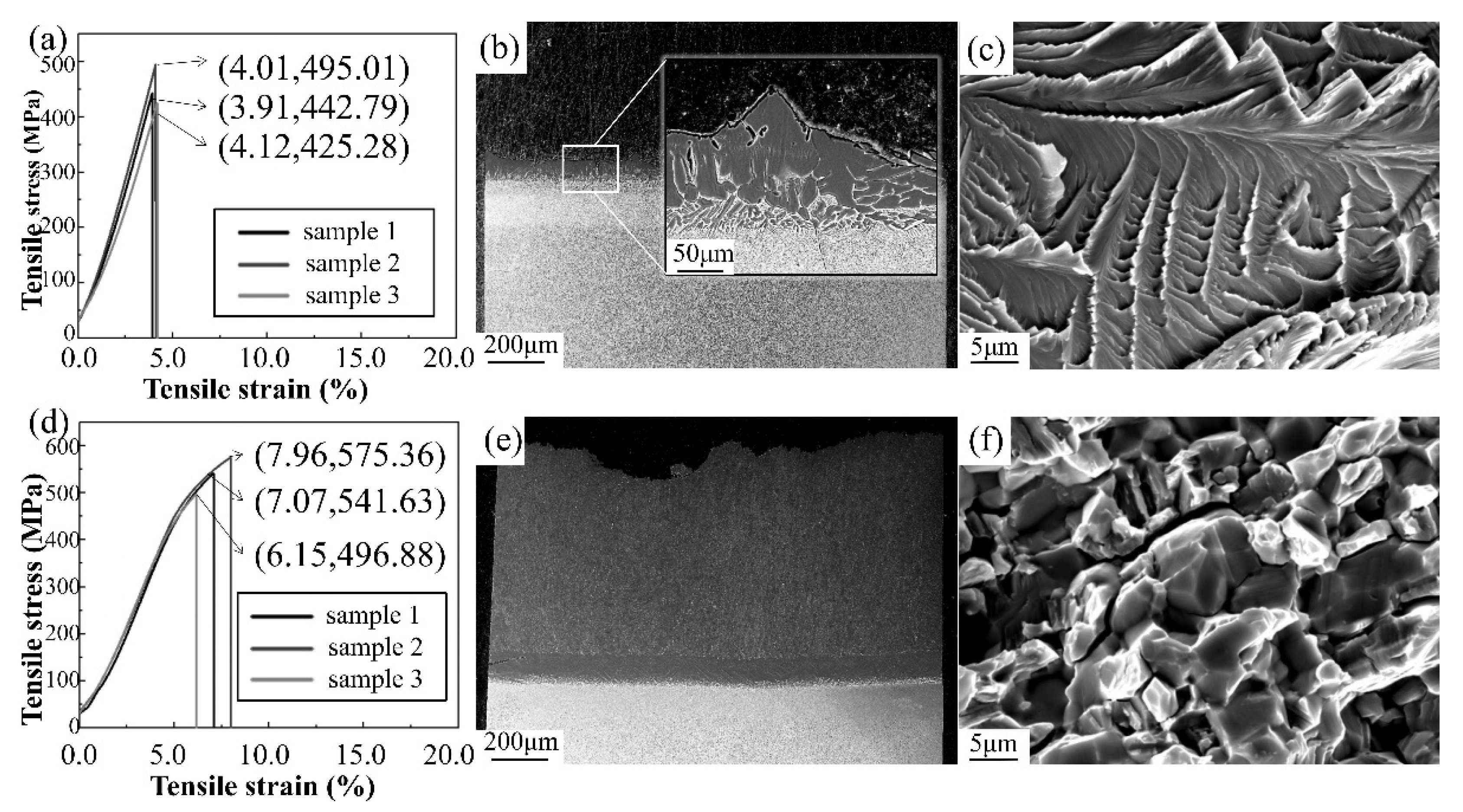
3.3. Tensile Properties
4. Conclusions
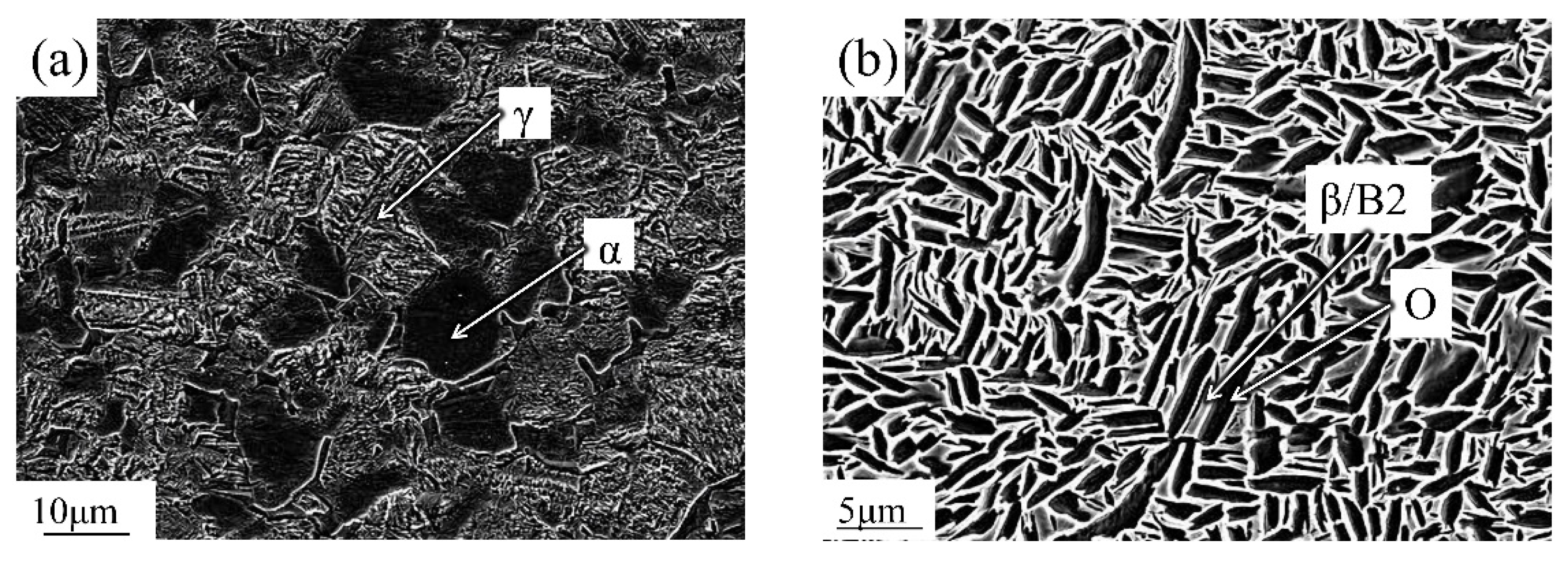
- After welding, the joint of TiAl/Ti/Ti2AlNb is composed of TiAl; α + γ, α, α + β, and B2-rich duplex microstructures; and Ti2AlNb. The thickness of the interlayer was found to increase after homogeneous heat treatment due to the further diffusion of the elements Ti, Nb, and Al. This process resulted in the joint being composed of TiAl; lamellar α, α, α + β, and β + α2 + O phases; and Ti2AlNb.
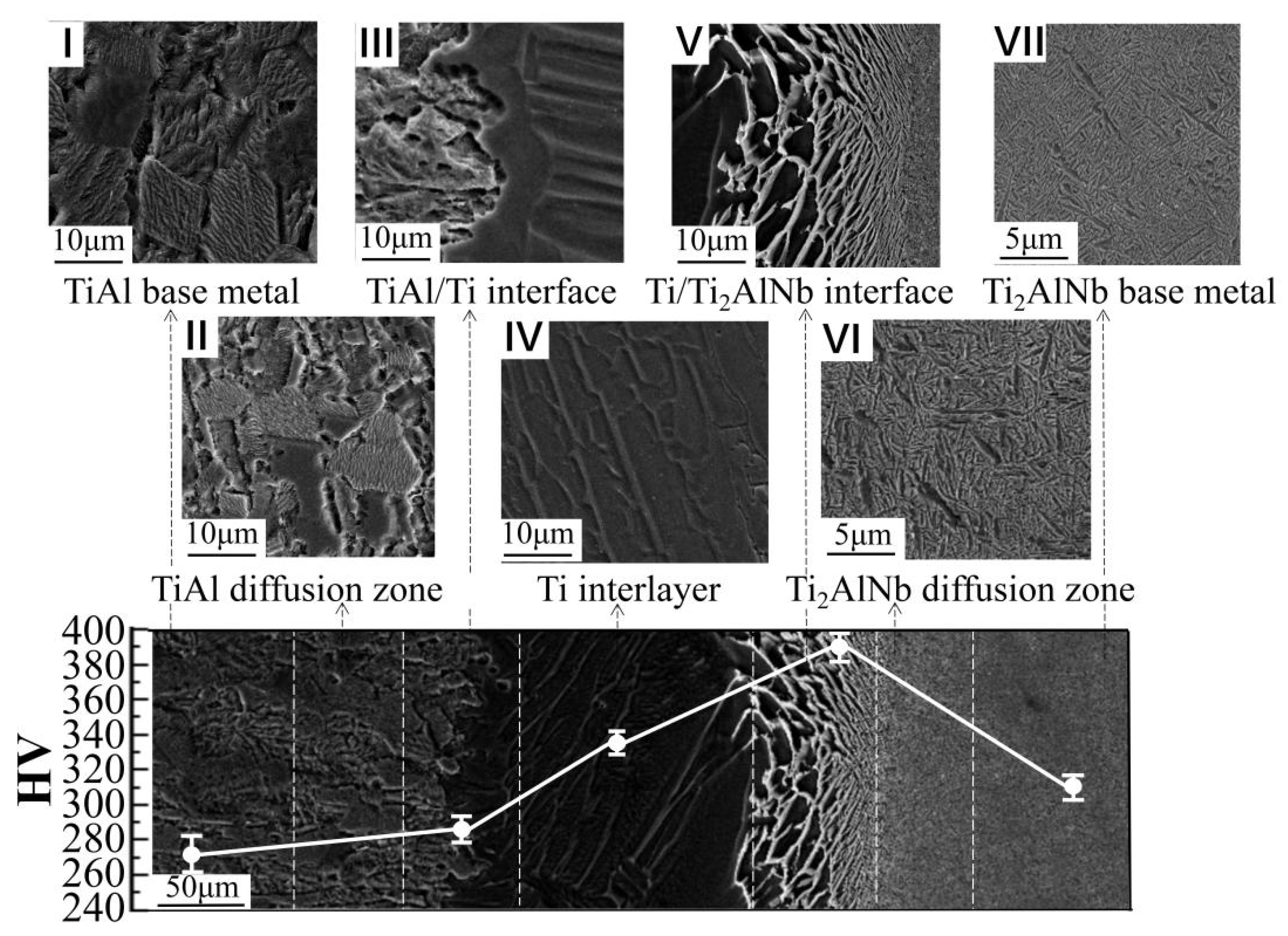
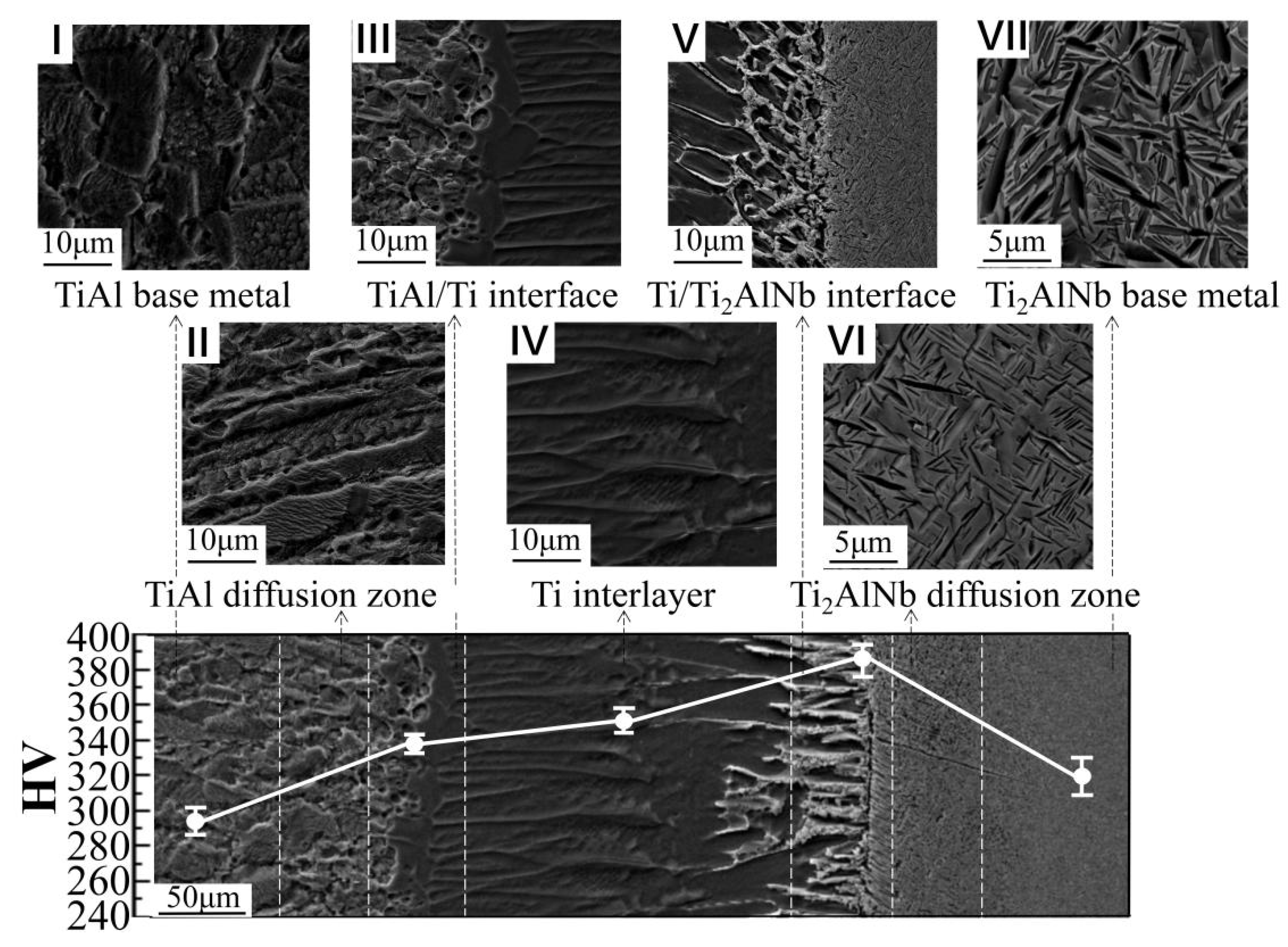
- The maximum hardness after welding (401 HV) appeared at the Ti2AlNb/Ti interface, while the minimum hardness (281 HV) occurred in the TiAl base metal. After heat treatment, the microhardness distribution at the joint became more uniform; it increased significantly from 309 HV up to 337 HV at the TiAl/Ti interface, while it decreased slightly at the Ti/Ti2AlNb interface.
- At room temperature, the tensile fracture of the heat-treated joint occurred at the interlayer with an average tensile strength of 454 MPa, and it was found to be a transgranular fracture. On the other hand, at 650 °C, the fracture position moved to the TiAl base metal, with a tensile strength of 538 MPa, and was observed to be an intercrystalline fracture.
Author Contributions
Funding
Conflicts of Interest
References
- Cheng, L.; Li, J.; Xue, X.; Tang, B.; Kou, H.; Bouzy, E. Superplastic deformation mechanisms of high Nb containing TiAl alloy with (α2+γ) microstructure. Intermetallics 2016, 75, 62–71. [Google Scholar] [CrossRef]
- Froes, F.H.; Suryanarayana, C.; Eliezer, D. Review: Synthesis, properties and applications of titanium aluminides. J. Mater. Sci. 1992, 27, 5113–5140. [Google Scholar] [CrossRef]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and joining of titanium aluminides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.H.; Lin, J.P.; He, Y.H.; Lu, X.; Wang, Y.L.; Chen, G.L. Microstructure and mechanical properties of high Nb containing TiAl alloys by reactive hot pressing. J. Alloy. Compd. 2008, 461, 367–372. [Google Scholar] [CrossRef]
- Kong, B.; Liu, G.; Wang, D.; Wang, K.W.; Yuan, S. Microstructural investigations for laser welded joints of Ti-22Al-25Nb alloy sheets upon large deformation at elevated temperature. Mater. Des. 2016, 90, 723–732. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Hu, X.; Zhenglong, L.; Ni, L. Study on laser welding of a Ti-22Al-25Nb alloy: Microstructural evolution and high temperature brittle behavior. J. Alloy. Compd. 2016, 681, 175–185. [Google Scholar] [CrossRef]
- Logesh, M.; Selvabharathi, R.; Thangeeswari, T.; Palani, S. Influence of severe double shot peening on microstructure properties of Ti6Al-4V and Titanium Grade 2 dissimilar joints using laser beam welding. Opt. Laser Technol. 2020, 123, 105883. [Google Scholar] [CrossRef]
- Cai, X.L.; Sun, D.Q.; Li, H.M.; Guo, H.-L.; Zhang, Y.; Che, Y. Laser Joining of Ti3Al-Based Alloy to Ni-Based Superalloy using a Titanium Interlayer. Int. J. Precis. Eng. Manuf. 2018, 19, 1163–1169. [Google Scholar] [CrossRef]
- Baeslack, W.A., III; Zheng, H.; Threadgill, P.L.; Dance, B.G.I. Characterization of an electron beam diffusion bond in Ti-48Al-2Cr-2Nb titanium aluminide. Mater. Charact. 1997, 39, 43–52. [Google Scholar] [CrossRef]
- Tan, L.; Yao, Z.; Zhou, W.; Guo, H.; Zhao, Y. Microstructure and properties of electron beam welded joint of Ti-22Al-25Nb/TC11. Aero. Sci. Technol. 2010, 14, 302–306. [Google Scholar] [CrossRef]
- Li, Y.J.; Wu, A.P.; Li, Q.; Zhao, Y.; Zhu, R.; Wang, G. Mechanism of reheat cracking in electron beam welded Ti2AlNb alloys. Trans. Nonferrous Met. Soc. China 2019, 29, 1873–1881. [Google Scholar] [CrossRef]
- Chen, G.Q.; Zhang, G.; Yin, Q.X.; Zhang, B. Investigation of cracks during electron beam welding of γ-TiAl based alloy. J. Mater. Process. Technol. 2020, 283, 116727. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Investigation of microstructure, surface and subsurface characteristics in titanium alloy friction stir welds of varied thicknesses. Sci. Technol. Weld. Join. 2009, 14, 476–483. [Google Scholar] [CrossRef]
- Wang, X.F.; Luo, Z.C.; Liu, X.B.; Lin, J.G. Probing into diffusion bonding of laser surface treated γ-Ti-Al alloy/Ti-6Al-4V alloy. Sci. Technol. Weld. Join. 2008, 13, 452–455. [Google Scholar] [CrossRef]
- Cam, G.; Kocak, M. Diffusion bonding of investment cast γ-TiAl. J. Mater. Sci. 1999, 34, 3345–3354. [Google Scholar] [CrossRef]
- Liang, J.M.; Cao, L.; Xie, Y.H.; Zhou, Y.; Luo, Y.F.; Mudi, K.Q.; Gao, H.Y.; Wang, J. Microstructure and mechanical properties of Ti-48Al-2Cr-2Nb alloy joints produced by transient liquid phase bonding using spark plasma sintering. Mater. Charact. 2019, 147, 116–126. [Google Scholar] [CrossRef]
- Zhao, K.; Liu, Y.; Huang, L.; Liu, B.; He, Y. Diffusion bonding of Ti-45Al-7Nb-0.3W alloy by spark plasma sintering. J. Mater. Process. Technol. 2016, 230, 272–279. [Google Scholar] [CrossRef]
- Yang, Z.; Hu, K.; Hu, D.; Han, C.; Tong, Y.; Yang, X.; Wei, F.; Zhang, J.; Shen, Y.; Chen, J.; et al. Diffusion bonding between TZM alloy and WRe alloy by spark plasma sintering. J. Alloy. Compd. 2018, 764, 582–590. [Google Scholar] [CrossRef]
- Shen, W.J.; Yu, L.P.; Liu, H.X.; He, Y.; Zhou, Z.; Qiankun, Z. Diffusion welding of powder metallurgy high speed steel by spark plasma sintering. J. Mater. Process. Technol. 2020, 275, 116383. [Google Scholar] [CrossRef]
- Li, H.X.; Zhong, Z.H.; Zhang, H.B.; Zuh, Z.X.; Hua, P.; Chen, C.; Wu, Y.C. Microstructure characteristic and its influence on the strength of SiC ceramic joints diffusion bonded by spark plasma sintering. Ceram. Int. 2018, 44, 3937–3946. [Google Scholar] [CrossRef]
- Cai, X.Q.; Wang, Y.; Yang, Z.W.; WANG, D.P.; LIU, Y.C. Transient liquid phase (TLP) bonding of Ti2AlNb alloy using Ti/Ni interlayer: Microstructure characterization and mechanical properties. J. Alloy. Compd. 2016, 679, 9–17. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.G. Effects of Nb content in Ti-Ni-Nb brazing alloys on the microstructure and mechanical properties of Ti-22Al-25Nb alloy brazed joints. J. Mater Sci. Technol. 2017, 33, 682–689. [Google Scholar] [CrossRef]
- Ren, H.S.; Xiong, H.P.; Pang, S.J.; Chen, B.; Wu, X.; Cheng, Y.Y.; Chen, B.Q. Microstructures and Mechanical Properties of Transient Liquid-Phase Diffusion-Bonded Ti3Al/TiAl Joints with TiZrCuNi Interlayer. Metall. Mater. Trans. A 2016, 47, 1668–1676. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Bondar, A.A.; Hecht, U.; REX, S.; Velikanova, T.Y. The Al-B-Nb-Ti system: III. Thermodynamic re-evaluation of the constituent binary system Al-Ti. J. Alloy. Compd. 2008, 465, 64–77. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Nb-Ti (Aluminum-Niobium-Titanium). J. Phase Equilibria Diff. 2005, 26, 360–368. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.C. Diffusion bonding of Ti2AlNb alloy using pure Ti foil as an interlayer. J. Alloy. Compd. 2018, 756, 163–174. [Google Scholar] [CrossRef]
- Zou, J.; Cui, Y.; Yang, R. Diffusion bonding of dissimilar intermetallic alloys based on Ti2AlNb and TiAl. J. Mater. Sci. Technol. 2009, 25, 819–824. [Google Scholar]
- Su, M.L.; Li, J.N.; Liu, K.G.; Qi, W.-J.; Weng, F.; Zhang, Y.-B.; Li, J.-S. Mechanical property and characterization of TA1 titanium alloy sheets welded by vacuum electron beam welding. Vacuum 2019, 159, 315–318. [Google Scholar] [CrossRef]
- Cao, R.; Sun, J.H.; Chen, J.H. Mechanisms of joining aluminium A6061-T6 and titanium Ti-6Al-4V alloys by cold metal transfer technology. Sci. Technol. Weld. Join. 2013, 18, 425–433. [Google Scholar] [CrossRef]
- Zhang, W.J.; Liu, Z.C.; Chen, G.L.; Kim, Y.W. Dislocation structure in a Ti-45 at.% Al-10 at.% Nb alloy deformed at room temperature. Philos. Mag. A 1999, 79, 1073–1078. [Google Scholar] [CrossRef]
- Nadakuduru, V.N.; Zhang, D.L.; Cao, P.; Chiu, Y.L.; Gabbitas, B. The mechanical behaviour of an ultrafine grained Ti-47Al-2Cr (at%) alloy in tension and compression and at different temperatures. Mater. Sci. Eng. A 2011, 528, 4592–4599. [Google Scholar] [CrossRef]






© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Chen, C.; He, J.; Hou, J.; Chai, L.; Lv, Y. Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer. Materials 2020, 13, 3300. https://doi.org/10.3390/ma13153300
Zhang B, Chen C, He J, Hou J, Chai L, Lv Y. Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer. Materials. 2020; 13(15):3300. https://doi.org/10.3390/ma13153300
Chicago/Turabian StyleZhang, Boxian, Chunhuan Chen, Jianchao He, Jinbao Hou, Lu Chai, and Yanlong Lv. 2020. "Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer" Materials 13, no. 15: 3300. https://doi.org/10.3390/ma13153300
APA StyleZhang, B., Chen, C., He, J., Hou, J., Chai, L., & Lv, Y. (2020). Spark Plasma Diffusion Bonding of TiAl/Ti2AlNb with Ti as Interlayer. Materials, 13(15), 3300. https://doi.org/10.3390/ma13153300