Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
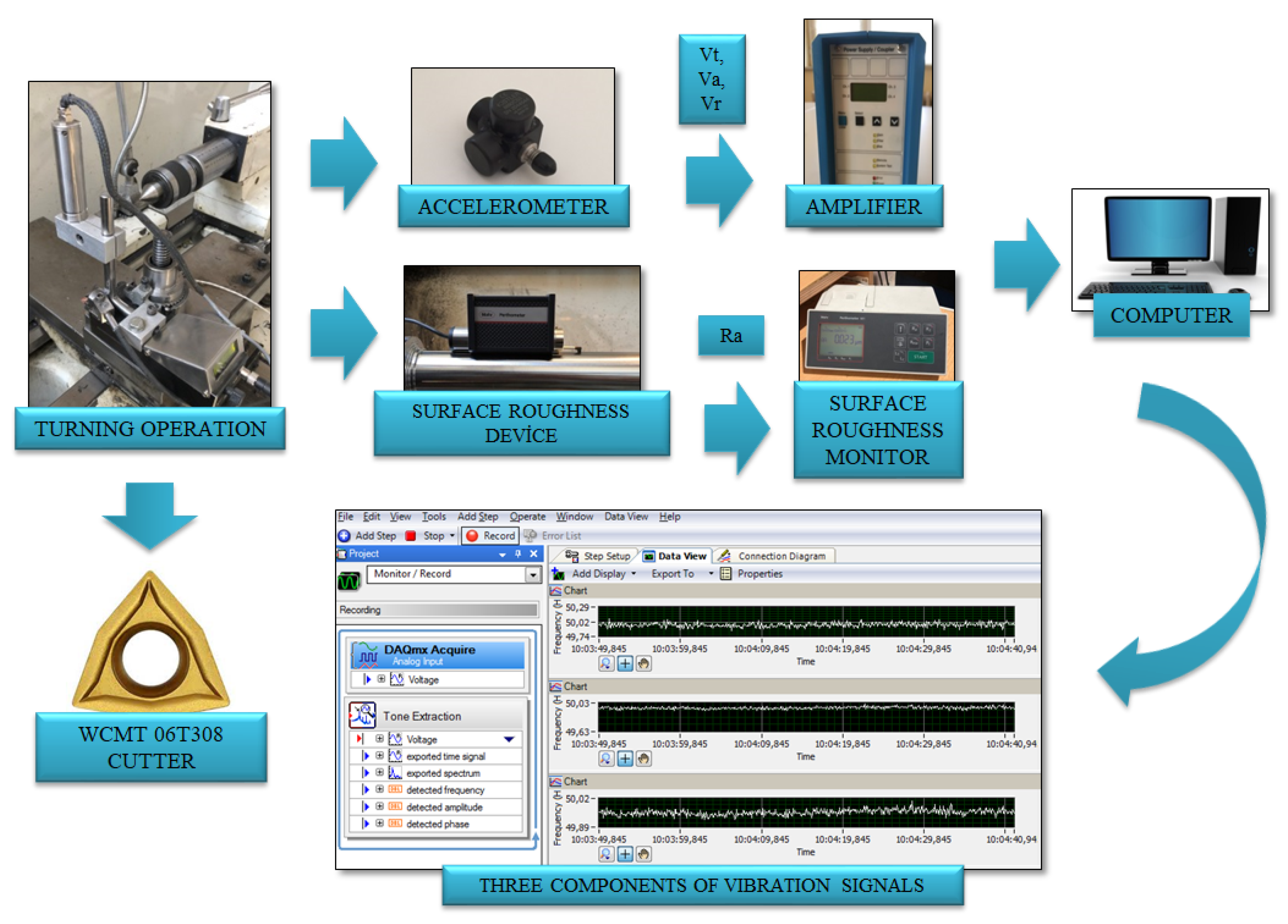
2.1. Workpiece Material and Cutting Tools
2.2. Experimental Study
2.3. Response Surface Methodology
2.4. Analysis of Variance
2.5. Quadratic Regression Models
3. Results and Discussion
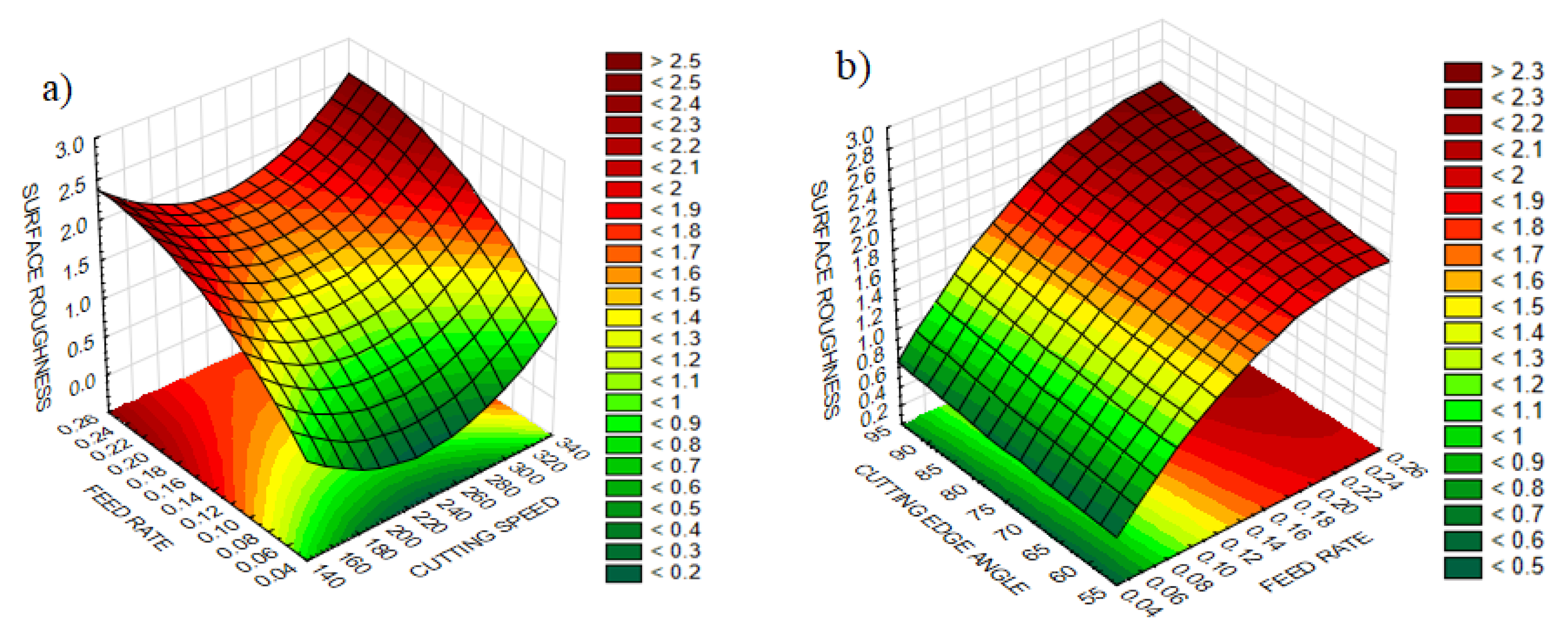
3.1. The Effect of Cutting Parameters and Tool Geometry on Surface Roughness
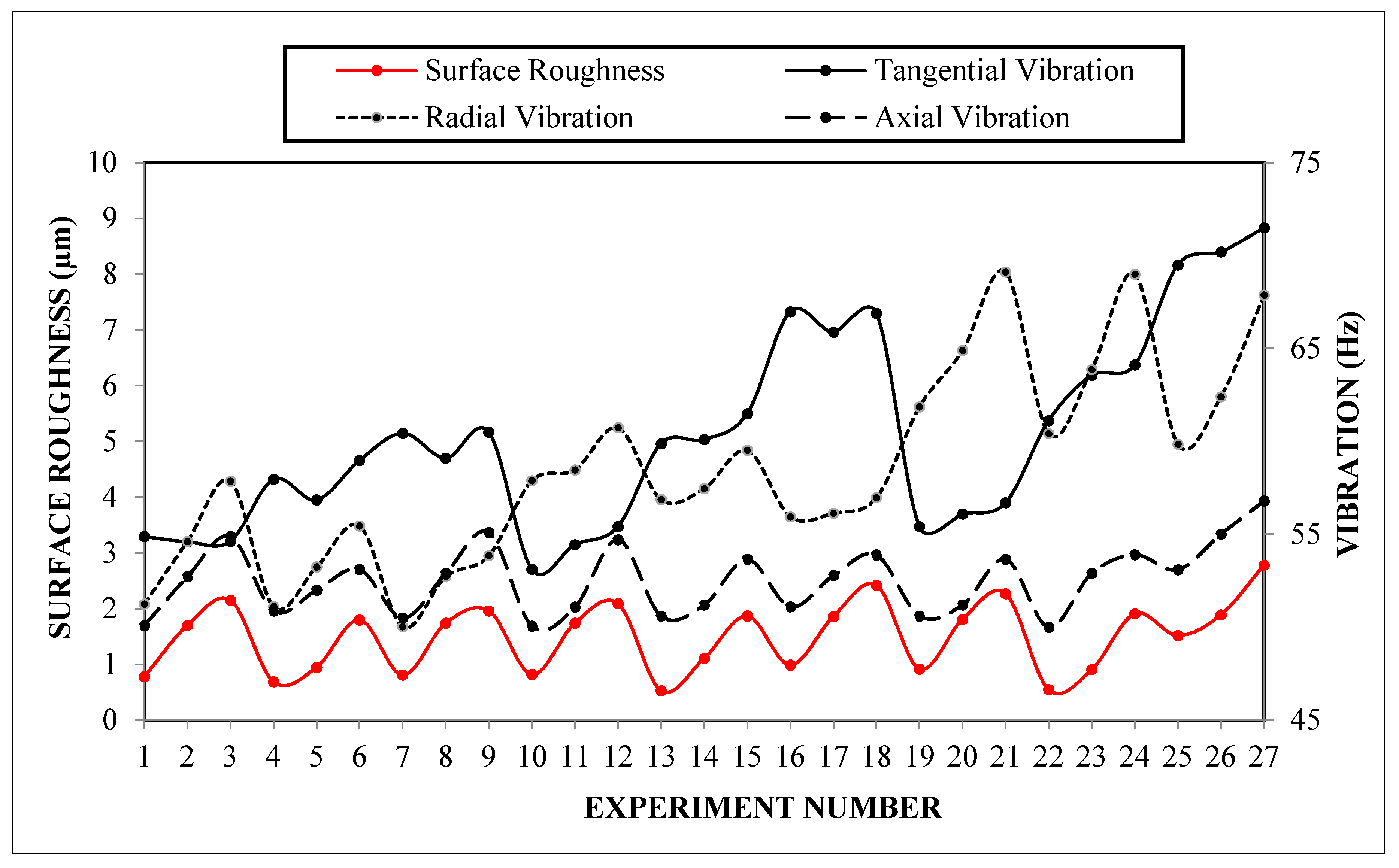
3.2. The Effect of Cutting Parameters and Tool Geometry on Vibration
3.3. Quadratic Regression Models for Surface Roughness and Vibration
0.0000691358 · κ2 − 0.000837317 · Vc · f + 0.0000946589 · Vc · κ + 0.0289683 · f · κ
0.000572840 · κ2 − 0.0150549 · Vc · f + 0.00161231 · Vc · κ + 0.274471 · f · κ
0.00478272 · κ2 − 0.0388988 · Vc · f + 0.0000696053 · Vc · κ + 0.590212 · f · κ
0.00276296 · κ2 − 0.0106063 · Vc · f + 0.000523016 · Vc · κ − 0.0550265 · f · κ
3.4. Response Surface Methodology Based Optimization
3.5. Confirmation Experiment
4. Conclusions
- Feed rate was found to be the parameter effective on surface roughness (69.4%) and axial vibration (65.8%), meanwhile cutting edge angle (75.5%) and cutting speed (64.7%) were dominant factors on radial vibration and tangential vibration, respectively.
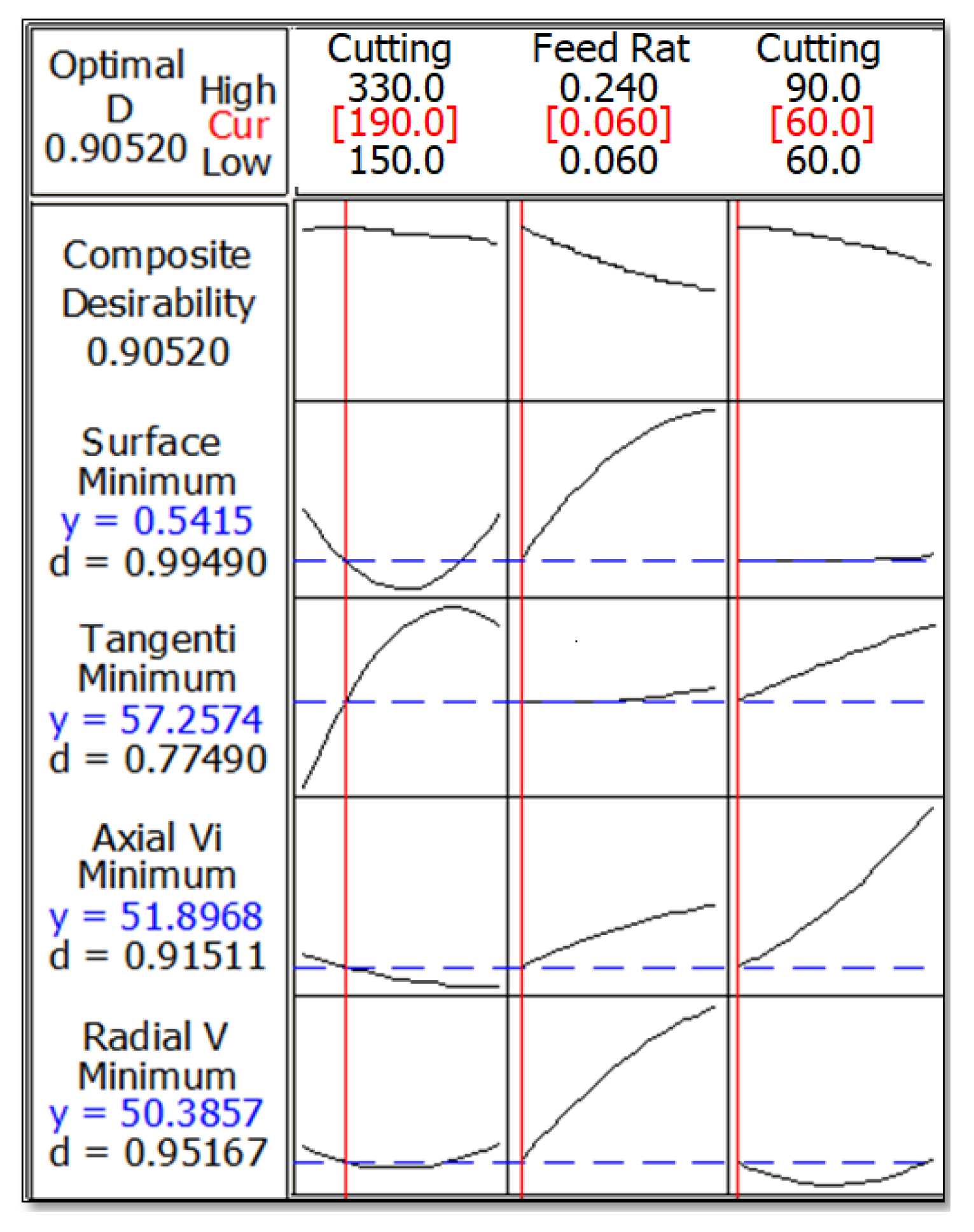
- Among the three vibration components axial vibration was observed as the primary source of information for surface roughness. According to RSM, surface roughness and axial vibration can be optimized with remarkably high desirability of about 99% and 95%, respectively.
- The optimum results were found to be Vc = 190 m/min, f = 0.06 mm/rev and κ = 60° to obtain minimum surface roughness and three components of vibration.
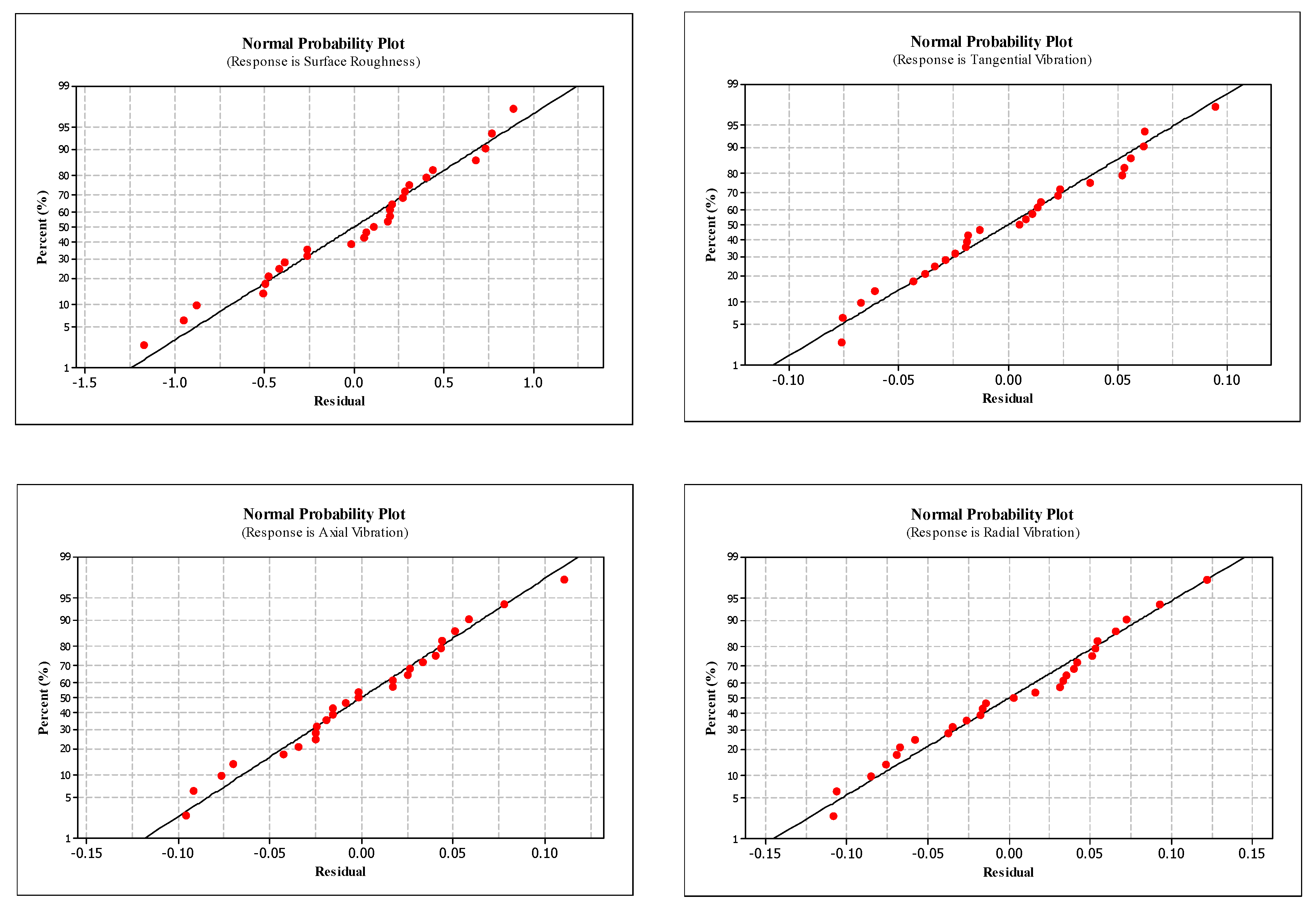
- RSM based quadratic regression models were obtained with 95%, 98%, 97% and 92% accuracy of surface roughness, tangential vibration, radial vibration and axial vibration. These results indicated the accuracy and reliability of the model which can be utilized for turning AISI 5140 steel.
- The predicted results regarding surface roughness and vibration were verified with an additional confirmation experiment. The comparison showed that there is a good agreement between the predicted and measured results with less than 10% error.
- The proposed methodology contains modeling and optimization for better machinability in the complex nature of turning.
- As a result, statistically reliable and optimum cutting conditions and vibration leading to best surface roughness were presented.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ANOVA | Analysis of Variance |
| ANN | Artificial Neural Network |
| AISI | American Iron and Steel Institute |
| RSM | Response Surface Methodology |
| Ra | Arithmetic Mean Value of Profile (µm) |
| Vt | Tangential Vibration (Hz) |
| Va | Axial Vibration (Hz) |
| Vr | Radial Vibration (Hz) |
| p | Probability of Significance |
| F | Variance Ratio |
| MS | Mean of Squares |
| SS | Sum of Squares |
| DF | Degree of Freedom |
| Vc | Cutting Speed (m/min) |
| κ | Cutting edge angle (°) |
| f | Feed Rate (mm/rev) |
References
- Alsaran, A. Determination of tribological properties of ion-nitrided AISI 5140 steel. Mater. Charact. 2002, 49, 171–176. [Google Scholar] [CrossRef]
- Alsaran, A.; Çelik, A. Structural characterization of ion-nitrided AISI 5140 low-alloy steel. Mater. Charact. 2001, 47, 207–213. [Google Scholar] [CrossRef]
- Alsaran, A.; Karakan, M.; Celik, A. The investigation of mechanical properties of ion-nitrided AISI 5140 low-alloy steel. Mater. Charact. 2002, 48, 323–327. [Google Scholar] [CrossRef]
- Grzesik, W. Wear development on wiper Al2O3–TiC mixed ceramic tools in hard machining of high strength steel. Wear 2009, 266, 1021–1028. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Moshksar, M. Evaluation of machinability in turning of microalloyed and quenched-tempered steels: Tool wear, statistical analysis, chip morphology. J. Mater. Process. Technol. 2009, 209, 910–921. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Moshksar, M. Study of machinability in boring operation of microalloyed and heat-treated alloy steels. Mater. Sci. Eng. A 2007, 460, 314–323. [Google Scholar] [CrossRef]
- Li, H.-Y.; He, H.-B.; Han, W.-Q.; Yang, J.; Gu, T.; Li, Y.-M.; Lyu, S.-K. A study on cutting and tribology performances of TiN and TiAlN coated tools. Int. J. Precis. Eng. Manuf. 2015, 16, 781–786. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, Y.; Hu, H.; Yin, Z. Experimental study on cutting performance of microwave sintered Ti (C, N)/Al2O3 cermet tool in the dry machining of hardened steel. Int. J. Adv. Manuf. Technol. 2017, 91, 3933–3941. [Google Scholar] [CrossRef]
- Huang, X.; Ren, Y.; Li, T.; Zhou, Z.; Zhang, G. Influence of minimum quantity lubrication parameters on grind-hardening process. Mater. Manuf. Process. 2018, 33, 69–76. [Google Scholar] [CrossRef]
- Grzesik, W.; Wanat, T. Comparative assessment of surface roughness produced by hard machining with mixed ceramic tools including 2D and 3D analysis. J. Mater. Process. Technol. 2005, 169, 364–371. [Google Scholar] [CrossRef]
- Kahraman, F. Optimization of cutting parameters for surface roughness in turning of studs manufactured from AISI 5140 steel using the Taguchi method. Mater. Test. 2017, 59, 77–80. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef] [PubMed]
- Aslan, A. Optimization and Analysis of Process Parameters for Flank Wear, Cutting Forces and Vibration in Turning of AISI 5140: A Comprehensive Study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Makadia, A.J.; Nanavati, J. Optimisation of machining parameters for turning operations based on response surface methodology. Measurement 2013, 46, 1521–1529. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Nieslony, P.; Krolczyk, G.; Wojciechowski, S.; Chudy, R.; Zak, K.; Maruda, R. Surface quality and topographic inspection of variable compliance part after precise turning. Appl. Surf. Sci. 2018, 434, 91–101. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- Ranjan, J.; Patra, K.; Szalay, T.; Mia, M.; Gupta, M.K.; Song, Q.; Krolczyk, G.; Chudy, R.; Pashnyov, V.A.; Pimenov, D.Y. Artificial Intelligence-Based Hole Quality Prediction in Micro-Drilling Using Multiple Sensors. Sensors 2020, 20, 885. [Google Scholar] [CrossRef] [Green Version]
- Aslan, A.; Güneş, A.; Salur, E.; Şahin, Ö.S.; Karadağ, H.B.; Akdemir, A. Mechanical properties and microstructure of composites produced by recycling metal chips. Int. J. Miner. Metall. Mater. 2018, 25, 1070–1079. [Google Scholar] [CrossRef]
- Uzun, M.; Usca, U.A. Effect of Cr particulate reinforcements in different ratios on wear performance and mechanical properties of Cu matrix composites. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 197. [Google Scholar] [CrossRef]
- Şahin, Ö.S.; Güneş, A.; Aslan, A.; Salur, E.; Karadağ, H.B.; Akdemir, A. Low-velocity impact behavior of porous metal matrix composites produced by recycling of bronze and iron chips. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 43, 53–60. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Gunes, A.; Sahin, O.; Karadag, H.; Akdemir, A. The mechanical properties of composite materials recycled from waste metallic chips under different pressures. Int. J. Environ. Sci. Technol. 2019, 16, 5259–5266. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Abbas, A.T.; Gupta, M.K.; Erdakov, I.N.; Soliman, M.S.; El Rayes, M.M. Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3511–3525. [Google Scholar] [CrossRef]
- Da Silva, R.B.; Sales, W.F.; Costa, E.S.; Ezugwu, E.O.; Bonney, J.; Da Silva, M.B.; Machado, Á.R. Surface integrity and tool life when turning of Ti-6Al-4V with coolant applied by different methods. Int. J. Adv. Manuf. Technol. 2017, 93, 1893–1902. [Google Scholar] [CrossRef]
- Neşeli, S.; Yaldız, S.; Türkeş, E. Optimization of tool geometry parameters for turning operations based on the response surface methodology. Measurement 2011, 44, 580–587. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. An Alternative Method for Forming of Rifling Marks on Firearms: Ball Rolling. In Proceedings of the IDEFIS, Kırıkkale, Turkey, 6–8 April 2017. [Google Scholar]
- Abbas, A.T.; Ragab, A.E.; Al Bahkali, E.A.; El Danaf, E.A. Optimizing cutting conditions for minimum surface roughness in face milling of high strength steel using carbide inserts. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Prasad, B.S.; Babu, M.P. Correlation between vibration amplitude and tool wear in turning: Numerical and experimental analysis. Eng. Sci. Technol. Int. J. 2017, 20, 197–211. [Google Scholar] [CrossRef] [Green Version]
- Wojciechowski, S.; Twardowski, P.; Pelic, M.; Maruda, R.; Barrans, S.; Krolczyk, G. Precision surface characterization for finish cylindrical milling with dynamic tool displacements model. Precis. Eng. 2016, 46, 158–165. [Google Scholar] [CrossRef]
- Wang, H.; To, S.; Chan, C. Investigation on the influence of tool-tip vibration on surface roughness and its representative measurement in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2013, 69, 20–29. [Google Scholar] [CrossRef]
- He, C.; Zong, W.; Zhang, J. Influencing factors and theoretical modeling methods of surface roughness in turning process: State-of-the-art. Int. J. Mach. Tools Manuf. 2018, 129, 15–26. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Güneş, A.; Şahin, Ö.S. Optimization of Cutting Forces During Turning of Composite Materials. Acad. Platf. J. Eng. Sci. 2020, 8, 423–431. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Kumar, R.; Chauhan, S. Study on surface roughness measurement for turning of Al 7075/10/SiCp and Al 7075 hybrid composites by using response surface methodology (RSM) and artificial neural networking (ANN). Measurement 2015, 65, 166–180. [Google Scholar] [CrossRef]
- Yadav, R.N. A hybrid approach of Taguchi-Response surface methodology for modeling and optimization of duplex turning process. Measurement 2017, 100, 131–138. [Google Scholar] [CrossRef]
- Joardar, H.; Das, N.; Sutradhar, G.; Singh, S. Application of response surface methodology for determining cutting force model in turning of LM6/SiCP metal matrix composite. Measurement 2014, 47, 452–464. [Google Scholar] [CrossRef]
- Noordin, M.; Venkatesh, V.; Sharif, S.; Elting, S.; Abdullah, A. Application of response surface methodology in describing the performance of coated carbide tools when turning AISI 1045 steel. J. Mater. Process. Technol. 2004, 145, 46–58. [Google Scholar] [CrossRef] [Green Version]
- Thomas, M.; Beauchamp, Y.; Youssef, A.; Masounave, J. Effect of tool vibrations on surface roughness during lathe dry turning process. Comput. Ind. Eng. 1996, 31, 637–644. [Google Scholar] [CrossRef]
- Sajjady, S.; Abadi, H.N.H.; Amini, S.; Nosouhi, R. Analytical and experimental study of topography of surface texture in ultrasonic vibration assisted turning. Mater. Des. 2016, 93, 311–323. [Google Scholar] [CrossRef]
- Bouacha, K.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int. J. Refract. Met. Hard Mater. 2010, 28, 349–361. [Google Scholar] [CrossRef]
- Horng, J.-T.; Liu, N.-M.; Chiang, K.-T. Investigating the machinability evaluation of Hadfield steel in the hard turning with Al2O3/TiC mixed ceramic tool based on the response surface methodology. J. Mater. Process. Technol. 2008, 208, 532–541. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Modeling of machining parameters affecting flank wear and surface roughness in hot turning of Monel-400 using response surface methodology (RSM). Measurement 2019, 137, 375–381. [Google Scholar] [CrossRef]
- Abbas, A.T.; Ragab, A.E.; Benyahia, F.; Soliman, M.S. Taguchi Robust Design for Optimizing Surface Roughness of Turned AISI 1045 Steel Considering the Tool Nose Radius and Coolant as Noise Factors. Adv. Mater. Sci. Eng. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Plaza, E.G.; López, P.N. Application of the wavelet packet transform to vibration signals for surface roughness monitoring in CNC turning operations. Mech. Syst. Signal Process. 2018, 98, 902–919. [Google Scholar] [CrossRef]
- Abouelatta, O.; Madl, J. Surface roughness prediction based on cutting parameters and tool vibrations in turning operations. J. Mater. Process. Technol. 2001, 118, 269–277. [Google Scholar] [CrossRef]
- Risbood, K.; Dixit, U.; Sahasrabudhe, A. Prediction of surface roughness and dimensional deviation by measuring cutting forces and vibrations in turning process. J. Mater. Process. Technol. 2003, 132, 203–214. [Google Scholar] [CrossRef]
- Misaka, T.; Herwan, J.; Ryabov, O.; Kano, S.; Sawada, H.; Kasashima, N.; Furukawa, Y. Prediction of surface roughness in CNC turning by model-assisted response surface method. Precis. Eng. 2020, 62, 196–203. [Google Scholar] [CrossRef]
- Upadhyay, V.; Jain, P.; Mehta, N. In-process prediction of surface roughness in turning of Ti–6Al–4V alloy using cutting parameters and vibration signals. Measurement 2013, 46, 154–160. [Google Scholar] [CrossRef]
- Hessainia, Z.; Belbah, A.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. On the prediction of surface roughness in the hard turning based on cutting parameters and tool vibrations. Measurement 2013, 46, 1671–1681. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Sahoo, B. Experimental investigations on machinability aspects in finish hard turning of AISI 4340 steel using uncoated and multilayer coated carbide inserts. Measurement 2012, 45, 2153–2165. [Google Scholar] [CrossRef]
- Balaji, M.; Rao, K.V.; Rao, N.M.; Murthy, B. Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 2018, 114, 332–339. [Google Scholar] [CrossRef]
- Kwak, J.-S. Application of Taguchi and response surface methodologies for geometric error in surface grinding process. Int. J. Mach. Tools Manuf. 2005, 45, 327–334. [Google Scholar] [CrossRef]
- Kuntoğlu, M. Prediction of Progressive Tool Wear and Cutting Tool Breakageusing Acoustic Emission and Cutting Force Signals in Turning; Selcuk University, Institute of Science and Technology: Selçuklu/Konya, Turkey, 2016. [Google Scholar]
- Knight, W.A.; Boothroyd, G. Fundamentals of Metal Machining and Machine Tools; CRC Press: Boca Raton, FL, USA, 2005; Volume 198. [Google Scholar]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Ullah, M.S.; Zobaer, S.T. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Krolczyk, G.; Legutko, S.; Nieslony, P.; Gajek, M. Study of the surface integrity microhardness of austenitic stainless steel after turning. Teh. Vjesn. 2014, 21, 1307–1311. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Roughness | ||||||||
| Reference | Material | Feed Rate | Cutting Speed | Nose Radius | Depth of Cut | Cooling Condition | Cutting Edge Angle | Optimization/Statistical Study |
| [12] | AISI 5140 | 1th | 3th | - | - | - | 2th | ANOVA |
| [14] | AISI 410 | 1th | 3th | 2th | 4th | - | - | Response Surface Methodology |
| [35] | Composites | 1th | 2th | - | - | - | 3th | ANOVA |
| [36] | AISI 1040 | 3th | 1th | - | 2th | - | - | Response Surface Methodology |
| [41] | AISI 52100 | 1th | 2th | - | 3th | - | - | Response Surface Methodology |
| [42] | Hadfield | 4th | 2th | 1th | 3th | - | - | ANOVA, Response Surface Methodology |
| [34] | AISI 1050 | 1th | 3th | - | 4th | 2th | - | ANOVA, Response Surface Methodology |
| Vibration Components | ||||||||
| Reference | Material | Feed Rate | Cutting Speed | Nose Radius | Depth of Cut | Hardness | Cutting Edge Angle | Optimization/Statistical Study |
| [12] | AISI 5140 | 1th | 3th | - | - | - | 2th | ANOVA |
| [13] | AISI 5140 | 4th | 2th | - | 3th | - | 1th | ANOVA |
| [28] | AISI 4140 | 2th | 3th | - | 4th | 1th | - | ANOVA |
| [45] | AISI D2 | - | 1th | - | - | - | - | - |
| Element | C | Mn | Si | Cr | Ni | Mo | V | S | Cu | P |
|---|---|---|---|---|---|---|---|---|---|---|
| % | 0.45 | 0.7 | 0.28 | 0.85 | 0.14 | 0.05 | 0.029 | 0.065 | 0.01 | 0.02 |
| Symbol | Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Vc | Cutting Speed (m/min) | 150 | 200 | 330 |
| f | Feed Rate (mm/rev) | 0.06 | 0.12 | 0.24 |
| κ | Cutting edge angle (°) | 60 | 75 | 90 |
| Experiment Number | Design Parameters | Quality Indicators | |||||
|---|---|---|---|---|---|---|---|
| Feed Rate f (mm/rev) | Cutting Speed Vc (m/min) | Cutting Edge Angle κ (°) | Surface Roughness Ra (µm) | Tangential Vibration Vt (Hz) | Radial Vibration Vr (Hz) | Axial Vibration Va (Hz) | |
| 1 | 0.06 | 150 | 60 | 0.78 | 54.88 | 51.25 | 50.09 |
| 2 | 0.12 | 150 | 60 | 1.7 | 54.6 | 54.62 | 52.72 |
| 3 | 0.24 | 150 | 60 | 2.15 | 54.63 | 57.86 | 54.89 |
| 4 | 0.06 | 200 | 60 | 0.69 | 57.96 | 51.12 | 50.88 |
| 5 | 0.12 | 200 | 60 | 0.95 | 56.85 | 53.25 | 52 |
| 6 | 0.24 | 200 | 60 | 1.8 | 58.98 | 55.45 | 53.12 |
| 7 | 0.06 | 330 | 60 | 0.81 | 60.44 | 50.03 | 50.5 |
| 8 | 0.12 | 330 | 60 | 1.74 | 59.1 | 52.74 | 52.9 |
| 9 | 0.24 | 330 | 60 | 1.96 | 60.5 | 53.85 | 55.1 |
| 10 | 0.06 | 150 | 75 | 0.108 | 53.12 | 57.89 | 50.06 |
| 11 | 0.12 | 150 | 75 | 0.17 | 54.45 | 58.47 | 51.09 |
| 12 | 0.24 | 150 | 75 | 0.244 | 55.42 | 60.74 | 54.71 |
| 13 | 0.06 | 200 | 75 | 0.429 | 59.88 | 56.87 | 50.6 |
| 14 | 0.12 | 200 | 75 | 0.745 | 60.1 | 57.47 | 51.2 |
| 15 | 0.24 | 200 | 75 | 0.202 | 61.5 | 59.52 | 53.66 |
| 16 | 0.06 | 330 | 75 | 0.432 | 66.98 | 55.96 | 51.1 |
| 17 | 0.12 | 330 | 75 | 0.214 | 65.88 | 56.14 | 52.78 |
| 18 | 0.24 | 330 | 75 | 0.6 | 66.9 | 56.98 | 53.89 |
| 19 | 0.06 | 150 | 90 | 0.108 | 55.41 | 61.86 | 50.6 |
| 20 | 0.12 | 150 | 90 | 0.17 | 56.1 | 64.89 | 51.2 |
| 21 | 0.24 | 150 | 90 | 0.244 | 56.7 | 69.11 | 53.66 |
| 22 | 0.06 | 200 | 90 | 0.429 | 61.12 | 60.42 | 50 |
| 23 | 0.12 | 200 | 90 | 0.745 | 63.55 | 63.87 | 52.9 |
| 24 | 0.24 | 200 | 90 | 0.202 | 64.12 | 68.99 | 53.9 |
| 25 | 0.06 | 330 | 90 | 0.432 | 69.5 | 59.85 | 53.1 |
| 26 | 0.12 | 330 | 90 | 0.214 | 70.2 | 62.41 | 55.01 |
| 27 | 0.24 | 330 | 90 | 0.6 | 71.5 | 67.88 | 56.8 |
| Cutting Parameters | Degree of Freedom | Sum of Squares | Mean Square | F Value | p-Value | Percent Contribution (%) |
|---|---|---|---|---|---|---|
| Surface Roughness Ra (µm) | ||||||
| Cutting Speed | 1 | 0.5053 | 0.15356 | 5.28 | 0.034 | 5 |
| Feed Rate | 1 | 7.1810 | 7.28679 | 250.73 | 0.000 | 69.4 |
| Cutting Edge Angle | 1 | 0.2178 | 0.30487 | 10.49 | 0.005 | 2.1 |
| Cutting Speed × Cutting Speed | 1 | 1.3636 | 1.36355 | 46.92 | 0.000 | 13.2 |
| Feed Rate × Feed Rate | 1 | 0.3520 | 0.35203 | 12.11 | 0.003 | 3 |
| Cut. Ed. Ang. × Cut. Ed. Ang. | 1 | 0.0015 | 0.00145 | 0.05 | 0.826 | 0.01 |
| Cutting Speed × Feed Rate | 1 | 0.0006 | 0.00061 | 0.02 | 0.886 | 0.01 |
| Cutting Speed × Cut. Ed. Ang. | 1 | 0.2089 | 0.20886 | 7.19 | 0.016 | 2 |
| Feed Rate × Cut. Ed. Ang. | 1 | 0.0190 | 0.1903 | 0.65 | 0.430 | 0.1 |
| Error | 17 | 0.4941 | 0.02906 | 5 | ||
| Total | 26 | 10.3437 | 100 |
| Cutting Parameters | Degree of Freedom | Sum of Squares | Mean Square | F Value | p-Value | Percent Contribution (%) |
|---|---|---|---|---|---|---|
| Tangential Vibration Vt (Hz) | ||||||
| Cutting Speed | 1 | 474.602 | 497.769 | 608.01 | 0.000 | 64.7 |
| Feed Rate | 1 | 7.504 | 6.102 | 7.45 | 0.014 | 1 |
| Cutting Edge Angle | 1 | 140.337 | 170.937 | 208.79 | 0.000 | 19.1 |
| Cutting Speed × Cutting Speed | 1 | 34.157 | 34.157 | 41.72 | 0.000 | 4.6 |
| Feed Rate × Feed Rate | 1 | 0.319 | 0.319 | 0.39 | 0.541 | 0.001 |
| Cut. Ed. Ang. × Cut. Ed. Ang. | 1 | 0.100 | 0.100 | 0.12 | 0.731 | 0.001 |
| Cutting Speed × Feed Rate | 1 | 0.197 | 0.197 | 0.24 | 0.630 | 0.001 |
| Cutting Speed × Cut. Ed. Ang. | 1 | 60.596 | 60.596 | 74.02 | 0.000 | 8.2 |
| Feed Rate × Cut. Ed. Ang. | 1 | 1.709 | 1.709 | 2.09 | 0.167 | 0.2 |
| Error | 17 | 13.918 | 13.918 | 0.819 | 1.8 | |
| Total | 26 | 733.438 | 100 | |||
| Radial Vibration Vr (Hz) | ||||||
| Cutting Speed | 1 | 23.109 | 25.211 | 19.27 | 0.000 | 3.2 |
| Feed Rate | 1 | 113.401 | 105.825 | 80.88 | 0.000 | 15.7 |
| Cutting Edge Angle | 1 | 545.711 | 539.891 | 412.62 | 0.000 | 75.5 |
| Cutting Speed × Cutting Speed | 1 | 1.078 | 1.078 | 0.82 | 0.377 | 0.1 |
| Feed Rate × Feed Rate | 1 | 0.909 | 0.909 | 0.69 | 0.416 | 0.1 |
| Cut. Ed. Ang. × Cut. Ed. Ang. | 1 | 6.948 | 6.948 | 5.31 | 0.034 | 1 |
| Cutting Speed × Feed Rate | 1 | 1.317 | 1.317 | 1.01 | 0.330 | 0.2 |
| Cutting Speed × Cut. Ed. Ang. | 1 | 0.113 | 0.113 | 0.09 | 0.772 | 0.001 |
| Feed Rate × Cut. Ed. Ang. | 1 | 7.901 | 7.901 | 6.04 | 0.025 | 1.1 |
| Error | 17 | 22.244 | 22.244 | 1.038 | 3 | |
| Total | 26 | 722.729 | 100 | |||
| Axial Vibration Va (Hz) | ||||||
| Cutting Speed | 1 | 10.4905 | 7.8527 | 17.88 | 0.001 | 11.7 |
| Feed Rate | 1 | 58.8353 | 57.2322 | 130.35 | 0.000 | 65.8 |
| Cutting Edge Angle | 1 | 1.3723 | 2.3810 | 5.42 | 0.032 | 1.5 |
| Cutting Speed × Cutting Speed | 1 | 1.1899 | 1.1899 | 2.71 | 0.118 | 1.3 |
| Feed Rate × Feed Rate | 1 | 1.1070 | 1.1070 | 2.52 | 0.131 | 1.2 |
| Cut. Ed. Ang. × Cut. Ed. Ang. | 1 | 2.3188 | 2.3188 | 5.28 | 0.035 | 2.6 |
| Cutting Speed × Feed Rate | 1 | 0.0979 | 0.0979 | 0.22 | 0.643 | 0.1 |
| Cutting Speed × Cut. Ed. Ang. | 1 | 6.3763 | 6.3763 | 14.52 | 0.001 | 7.1 |
| Feed Rate × Cut. Ed. Ang. | 1 | 0.0687 | 0.0687 | 0.16 | 0.697 | 0.001 |
| Error | 17 | 7.4642 | 7.4642 | 0.4391 | 8.3 | |
| Total | 26 | 89.3209 | 100 |
| Parameter | Goal | Lower | Target | Upper | Weight | Import | Predicted Value | Desirability |
|---|---|---|---|---|---|---|---|---|
| Surface Roughness | Min. | 0.53 | 0.53 | 2.78 | 1 | 1 | 0.5415 | 0.99 |
| Tangential Vibration | Min. | 53.12 | 53.12 | 71.5 | 1 | 1 | 57.25 | 0.77 |
| Radial Vibration | Min. | 50.3 | 50.3 | 69.11 | 1 | 1 | 51.89 | 0.91 |
| Axial Vibration | Min. | 50.06 | 50.06 | 56.80 | 1 | 1 | 50.38 | 0.95 |
| Desirability | - | - | - | - | - | - | - | 0.90 |
| Experimental Result | Predicted Value | Experimental Value | Accuracy | Error |
|---|---|---|---|---|
| Surface Roughness | 0.5415 µm | 0.6 µm | 90% | 10% |
| Tangential Vibration | 57.25 Hz | 58.15 Hz | 99% | 1% |
| Radial Vibration | 51.89 Hz | 50.99 Hz | 99% | 1% |
| Axial Vibration | 50.38 Hz | 51.39 Hz | 99% | 1% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials 2020, 13, 4242. https://doi.org/10.3390/ma13194242
Kuntoğlu M, Aslan A, Pimenov DY, Giasin K, Mikolajczyk T, Sharma S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials. 2020; 13(19):4242. https://doi.org/10.3390/ma13194242
Chicago/Turabian StyleKuntoğlu, Mustafa, Abdullah Aslan, Danil Yurievich Pimenov, Khaled Giasin, Tadeusz Mikolajczyk, and Shubham Sharma. 2020. "Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel" Materials 13, no. 19: 4242. https://doi.org/10.3390/ma13194242
APA StyleKuntoğlu, M., Aslan, A., Pimenov, D. Y., Giasin, K., Mikolajczyk, T., & Sharma, S. (2020). Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials, 13(19), 4242. https://doi.org/10.3390/ma13194242