Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Proposed Method
- y—dependent variable (explained variable);
- x1, x2, …, xk—independent variables (predictors);
- —regression constant,
- —regression function’s structural parameters;
- —random component (model error).
- n—number of observations;
- k—number of estimated model parameters;
- e—model residuals’ vector.
- b0—free expression;
- b1, b2, b3, b4, b5, b6—regression coefficient;
- —inner ring raceway’s roundness deviation (2–15 upr);
- —outer ring raceway’s roundness deviation (2–15 upr);
- —inner ring raceway’s waviness deviation (16–50 upr);
- —outer ring raceway’s waviness deviation (16–50 upr);
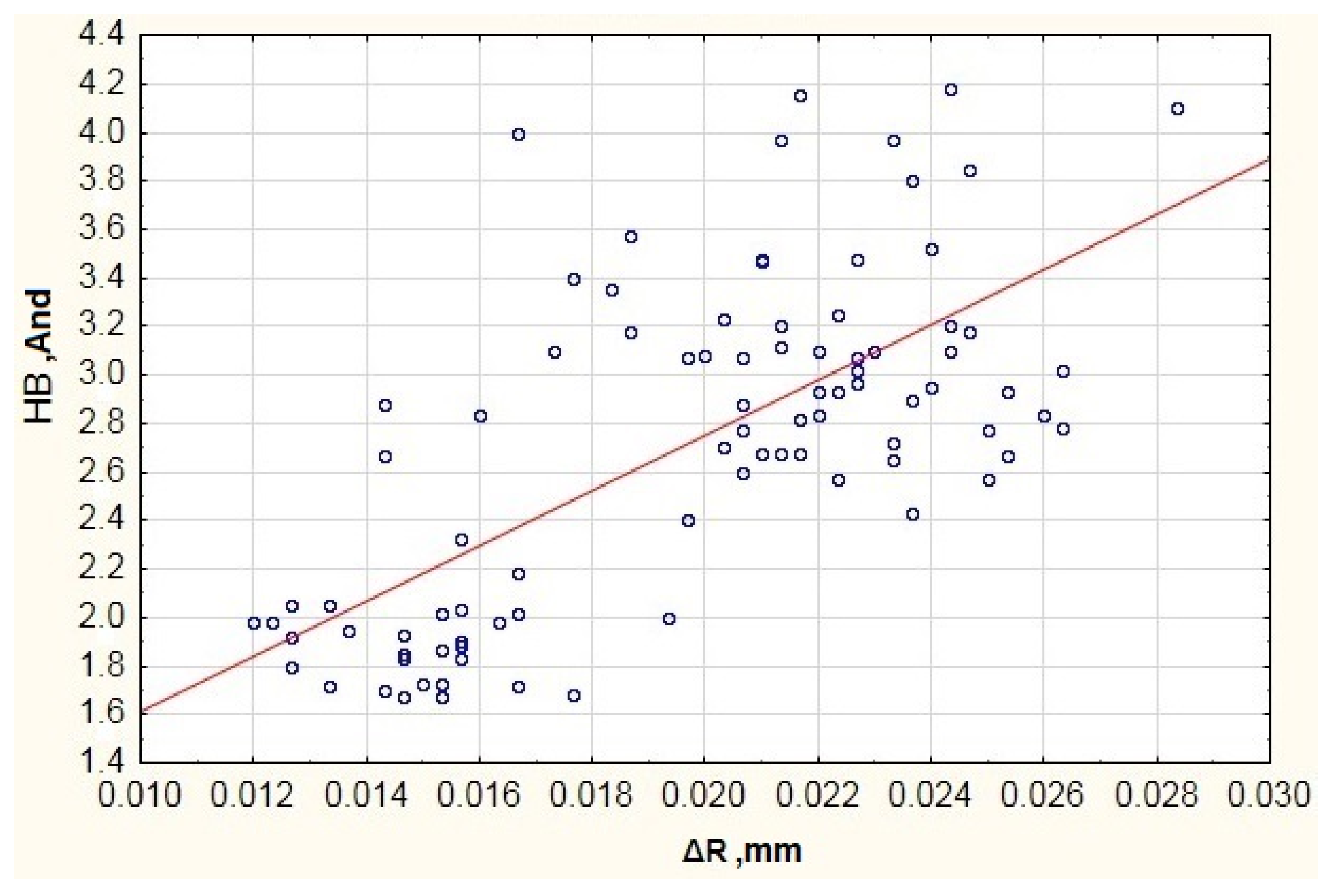
- ΔR—radial clearance;
- ft—total curvature ratio.
- Hss—sum of squares explained by the model;
- Ess—residual sum of squares;
- n—number of observations;
- k—number of estimated model parameters.
- Tss—total sum of squares;
- Hss—sum of squares explained by the model.
2.2. Experimental Testing
- ro—outer raceway radii;
- ri—inner raceway radii;
- Dw—ball diameter.
3. Results and Discussions
4. Conclusions
- The literature analysis demonstrated the lack of papers that would include a quantitative evaluation of the impact of many factors on the vibration generated by rolling bearings.
- The total measurement results for bearings of the same type but offered by various manufacturers demonstrated clear disproportions between the measured parameters. This derives from the manufacturing quality and the use of treatment that in most cases were company secrets.
- The multi-dimensional regression equations can be effectively used for evaluating the impact of many factors on the vibration generated by rolling bearings.
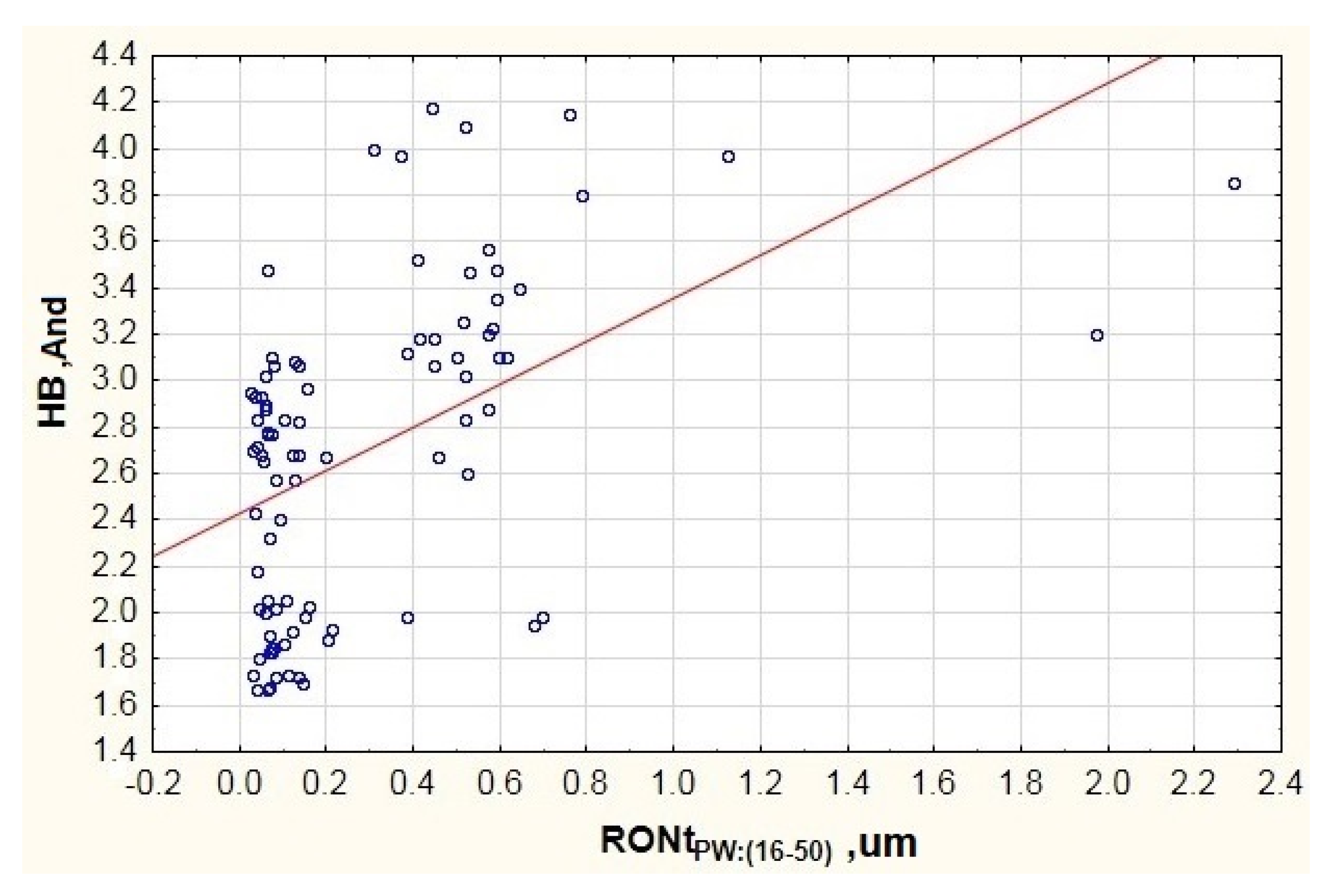
- The increase in the race’s waviness and roundness deviations causes a clear increase in vibration.
- The increase in radial clearance causes an increase in vibration recorded in the high vibration frequency band, which may derive from the balls’ skidding on the race’s surface.
- The increase in the total curvature ratio causes increased vibration, which may derive from the reduction in friction between the balls’ surface and the race surface.
- For all of the analyzed models, the inner ring race’s waviness deviation turned out to be statistically significant. This is confirmed by the dominant impact of this deviation among all of the tested factors, and its impact should be minimized.
- The best matching of the model was obtained for the high vibration frequency band (1800 Hz–10,000 Hz). The model explained 69% of all independent variables. It also featured the lowest estimation error.
- The worst statistical results were obtained for the model developed for the medium frequency band. The inner raceway’s waviness deviation in the model had a dominant impact. It is therefore possible to state that other non-analyzed factors had a dominant impact in the vibration frequency range of 300 Hz–1800 Hz.
- Due to the fact that excessive values of bearing vibrations contribute to the propagation of the wear process of the bearings, it can be concluded that the waviness and roundness raceways deviations indirectly influence the bearing service life.
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| Y | dependent variable (explained variable) |
| x1, x2, …, xk | independent variables (predictors) |
| regression constant | |
| regression function’s structural parameters | |
| random component (model error) | |
| SEb | estimation error for regression coefficient |
| SEe | estimate’s standard error |
| n | number of observations |
| k | number of estimated model parameter |
| e | model residuals’ vector |
| b0 | free expression |
| b1, b2, b3, b4, b5, b6 | regression coefficient |
| t | “t” statistic |
| tkr | “t” critical value |
| p | probability value |
| F | Fisher’s test statistic |
| Fkr | Fisher’s critical value |
| Hss | sum of squares explained by the model |
| Ess | residual sum of squares |
| Tss | total sum of squares |
| R2 | determination coefficient |
| inner ring raceway’s roundness deviation (2–15 upr) | |
| outer ring raceway’s roundness deviation (2–15 upr) | |
| inner ring raceway’s waviness deviation (16–50 upr) | |
| outer ring raceway’s waviness deviation (16–50 upr) | |
| ΔR | radial clearance |
| fi | curvature ratio of the inner bearing raceway |
| fo | curvature ratio of the outer bearing raceway |
| ft | total curvature ratio |
| ro | outer raceway radii |
| ri | inner raceway radii |
| Dw | ball diameter |
References
- Zhang, Q.; Luo, J.; Xie, X.Y.; Xu, J.; Ye, Z.H. Experimental study on the skidding damage of a cylindrical roller bearing. Materials (Basel) 2020, 13, 4075. [Google Scholar] [CrossRef]
- Guo, J.; Zhen, D.; Li, H.; Shi, Z.; Gu, F.; Ball, A.D. Fault feature extraction for rolling element bearing diagnosis based on a multi-stage noise reduction method. Measurement 2019, 139, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Tsuha, N.A.H.; Cavalca, K.L. Stiffness and damping of elastohydrodynamic line contact applied to cylindrical roller bearing dynamic model. J. Sound Vib. 2020, 481, 115444. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. Fault analysis of the wear fault development in rolling bearings. Eng. Fail. Anal. 2015, 57, 470–482. [Google Scholar] [CrossRef]
- Peng, Y.; Cai, J.; Wu, T.; Cao, G.; Kwok, N.; Zhou, S.; Peng, Z. Online wear characterisation of rolling element bearing using wear particle morphological features. Wear 2019, 430–431, 369–375. [Google Scholar] [CrossRef]
- Abboud, D.; Antoni, J.; Eltabach, M.; Sieg-Zieba, S. Angle\time cyclostationarity for the analysis of rolling element bearing vibrations. Meas. J. Int. Meas. Confed. 2015, 75, 29–39. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, H.; Chang, W.; Xi, H.; Xing, Y.; Pei, S.; Wang, F. Torque variations of ball bearings based on dynamic model with geometrical imperfections and operating conditions. Tribol. Int. 2019, 133, 193–205. [Google Scholar] [CrossRef]
- Wang, H.; Chen, J.; Qu, J.; Ni, G. A new approach for safety life prediction of industrial rolling bearing based on state recognition and similarity analysis. Saf. Sci. 2020, 122, 104530. [Google Scholar] [CrossRef]
- Jiang, Y.; Huang, W.; Luo, J.; Wang, W. An improved dynamic model of defective bearings considering the three-dimensional geometric relationship between the rolling element and defect area. Mech. Syst. Signal Process. 2019, 129, 694–716. [Google Scholar] [CrossRef]
- Ágoston, K. Fault Detection of the Electrical Motors Based on Vibration Analysis. Procedia Technol. 2015, 19, 547–553. [Google Scholar] [CrossRef] [Green Version]
- Swirad, S.; Pawlus, P. The effect of ball burnishing on tribological performance of 42CrMo4 steel under dry sliding conditions. Materials (Basel) 2020, 13, 2127. [Google Scholar] [CrossRef] [PubMed]
- Pawlus, P.; Zelasko, W.; Dzierwa, A. The effect of isotropic one-process and two-process surface textures on the contact of flat surfaces. Materials (Basel) 2019, 12, 4092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mohd Yusof, N.F.; Ripin, Z.M. Analysis of Surface Parameters and Vibration of Roller Bearing. Tribol. Trans. 2014, 57, 715–729. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzły, P. Research of the influence of the 2D and 3D surface roughness parameters of bearing raceways on the vibration level. J. Phys. Conf. Ser. 2019, 1183, 012001. [Google Scholar] [CrossRef]
- Harsha, S.P.; Sandeep, K.; Prakash, R. Non-linear dynamic behaviors of rolling element bearings due to surface waviness. J. Sound Vib. 2004, 272, 557–580. [Google Scholar] [CrossRef]
- Wang, L.; Cui, L.; Zheng, D.; Gu, L. Nonlinear dynamics behaviors of a rotor roller bearing system with radial clearances and waviness considered. Chin. J. Aeronaut. 2008, 21, 86–96. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Zhang, Y.; Feng, Z.J.; Zhao, J.S.; Wang, D. A study on waviness induced vibration of ball bearings based on signal coherence theory. J. Sound Vib. 2014, 333, 6107–6120. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Assessment of Roundness and Waviness Deviations of Elements Produced by Selective Laser Sintering Technology. Eng. Mech. 2017, 2017, 70–73. [Google Scholar]
- Gogolewski, D. Influence of the edge effect on the wavelet analysis process. Meas. J. Int. Meas. Confed. 2020, 152, 107314. [Google Scholar] [CrossRef]
- Bartkowiak, T.; Berglund, J.; Brown, C.A. Multiscale characterizations of surface anisotropies. Materials (Basel) 2020, 13, 3028. [Google Scholar] [CrossRef]
- Viitala, R.; Widmaier, T.; Kuosmanen, P. Subcritical vibrations of a large flexible rotor efficiently reduced by modifying the bearing inner ring roundness profile. Mech. Syst. Signal Process. 2018, 110, 42–58. [Google Scholar] [CrossRef]
- Noguchi, S.; Fukuda, E.; Kanada, T. Study on Vibration Frequency for Ball Bearing Damaged by Electrical Pitting. J. Adv. Mech. Des. Syst. Manuf. 2013, 7, 619–629. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Xu, M.; Zhang, C.; Huang, B.; Gu, F. Online bearing clearance monitoring based on an accurate vibration analysis. Energies 2020, 13, 389. [Google Scholar] [CrossRef] [Green Version]
- Zmarzły, P. Influence of the internal clearance of ball bearings on the vibration level. Eng. Mech. 2018, 2018, 961–964. [Google Scholar] [CrossRef] [Green Version]
- Gloeckner, P. The Influence of the Raceway Curvature Ratio on Power Loss and Temperature of a High-Speed Jet Engine Ball Bearing. Tribol. Trans. 2013, 56, 27–32. [Google Scholar] [CrossRef]
- Zmarzly, P. Experimental assessment of influence of the ball bearing raceway curvature ratio on the level. Mech. Eng. Transp. 2020, 4205, 15–22. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzły, P. Influence of raceway waviness on the level of vibration in rolling-element bearings. Bull. Polish Acad. Sci. Tech. Sci. 2017, 65, 541–551. [Google Scholar] [CrossRef] [Green Version]
- Adamczak, S.; Domagalski, R.; Sender, E.; Zmarzły, P.; Gorycki, Ł. Research methods and testing stand developed to examine vibrations generated by rolling bearing. Diagnostyka 2016, 17, 41–49. [Google Scholar]
- Zmarzły, P. Influence of bearing raceway surface topography on the level of generated vibration as an example of operational heredity. Indian J. Eng. Mater. Sci. 2020, 27, 356–364. [Google Scholar]
- ISO 5753-1:2009, Rolling Bearings—Internal Clearance—Part 1: Radial Internal Clearance for Radial Bearings; International Organization for Standardization: Geneva, Switzerland, 2009.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | A | B | C | ||||
|---|---|---|---|---|---|---|---|
| Dimensions | 20 mm × 52 mm × 15 mm | ||||||
| Ball number | 7 | ||||||
| Mass | 0.146 kg | 0.145 kg | 0.149 kg | ||||
| Dynamic load rating | 16.9 kN | 15.9 kN | 16.8 kN | ||||
| Static load rating | 7.9 kN | 7.9 kN | 7.8 kN | ||||
| Limiting speed | 16,800 rpm | 14,000 rpm | 15,000 rpm | ||||
| Material | AISI 52100 bearing steel | ||||||
| AISI 52100 chemical composition | Fe | C | Cr | Mn | Si | S | F |
| 95.5% | 0.98% | 1.3% | 0.25% | 0.15% | ≤0.025% | ≤0.025% | |
| Parameter Name | b | SEb | t(83) | p-Value | β |
|---|---|---|---|---|---|
| Intercept | 3.745 | 1.150 | 3.256 | 0.0016 | |
| RONtPW:(2–15) | 6.669 | 1.100 | 6.062 | 0.0000 | 0.5166 |
| RONtPZ:(2–15) | 0.153 | 0.217 | 0.703 | 0.4838 | 0.0740 |
| RONtPW:(16–50) | 1.504 | 0.412 | 3.650 | 0.0005 | 0.3555 |
| RONtPZ:(16–50) | 7.261 | 3.197 | 2.272 | 0.0257 | 0.2133 |
| ΔR | −1.475 | 50.399 | −0.029 | 0.9767 | −0.0039 |
| ft | −3.555 | 38.109 | −0.093 | 0.9259 | −0.0135 |
| Parameter Name | b | Std.Err. | t(83) | p-Value | β |
|---|---|---|---|---|---|
| Intercept | −53.131 | 58.7542 | −0.9043 | 0.3685 | |
| RONtPW:(2–15) | −1.239 | 1.6584 | −0.7470 | 0.4572 | −0.0635 |
| RONtPZ:(2–15) | −0.351 | 0.3484 | −1.0076 | 0.3166 | −0.1123 |
| RONtPW:(16–50) | 4.495 | 0.7450 | 6.0337 | 0.0000 | 0.7029 |
| RONtPZ:(16–50) | 2.490 | 4.8183 | 0.5168 | 0.6067 | 0.0484 |
| ΔR | 74.393 | 76.6679 | 0.9703 | 0.3347 | 0.1303 |
| fi | −225.717 | 169.3096 | −1.3332 | 0.1862 | −0.2742 |
| Parameter Name | b | Std.Err. | t(83) | p-Value | β |
|---|---|---|---|---|---|
| Intercept | −0.626 | 0.379 | −1.65 | 0.103 | |
| RONtPW:(2–15) | −0.075 | 0.363 | −0.208 | 0.836 | −0.013 |
| RONtPZ:(2–15) | 0.201 | 0.072 | 2.793 | 0.007 | 0.221 |
| RONtPW:(16–50) | 0.767 | 0.136 | 5.637 | 0.000 | 0.413 |
| RONtPZ:(16–50) | −0.509 | 1.055 | −0.482 | 0.631 | −0.034 |
| ΔR | 58.533 | 16.637 | 3.518 | 0.001 | 0.353 |
| fi | 52.379 | 12.580 | 4.164 | 0.000 | 0.453 |
| Dependent Variable | Regression Equation |
|---|---|
| LB | y = 3.745 + 6.669 RONtPW:(2–15) + 1.504 RONtPW:(16–50) + 7.261 RONtPZ:(16–50) + 1.197 |
| MB | y = 4.495 RONtPW:(16–50) + 1.832 |
| HB | y = 0.201 RONtPZ:(2–15) + 0.767 RONtPW:(16–50) + 58.533 ΔR + 52.379 ft + 0.396 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zmarzły, P. Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel. Materials 2020, 13, 5440. https://doi.org/10.3390/ma13235440
Zmarzły P. Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel. Materials. 2020; 13(23):5440. https://doi.org/10.3390/ma13235440
Chicago/Turabian StyleZmarzły, Paweł. 2020. "Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel" Materials 13, no. 23: 5440. https://doi.org/10.3390/ma13235440
APA StyleZmarzły, P. (2020). Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel. Materials, 13(23), 5440. https://doi.org/10.3390/ma13235440