Experimental Study of Mechanical Properties of Epoxy Compounds Modified with Calcium Carbonate and Carbon after Hygrothermal Exposure


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Unmodified and Modified Epoxy Compounds
2.2. Epoxy Compounds Technology
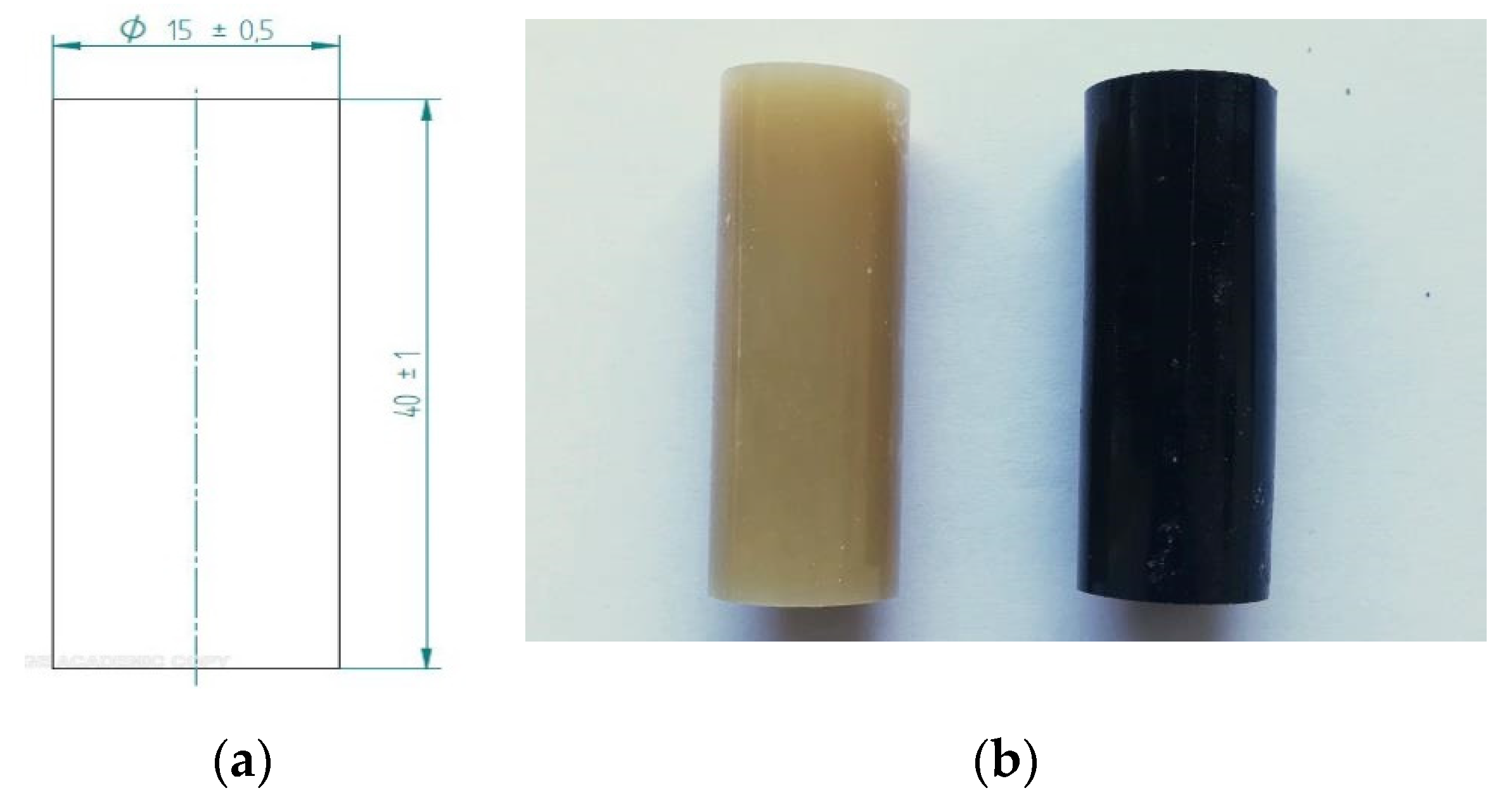
2.3. Description of Epoxy Compounds Specimens
2.4. Curing and Aging Conditions
2.5. Strength Test
3. Test Results
3.1. Reference Specimens Strength Test Results for the Modified Epoxy Compounds
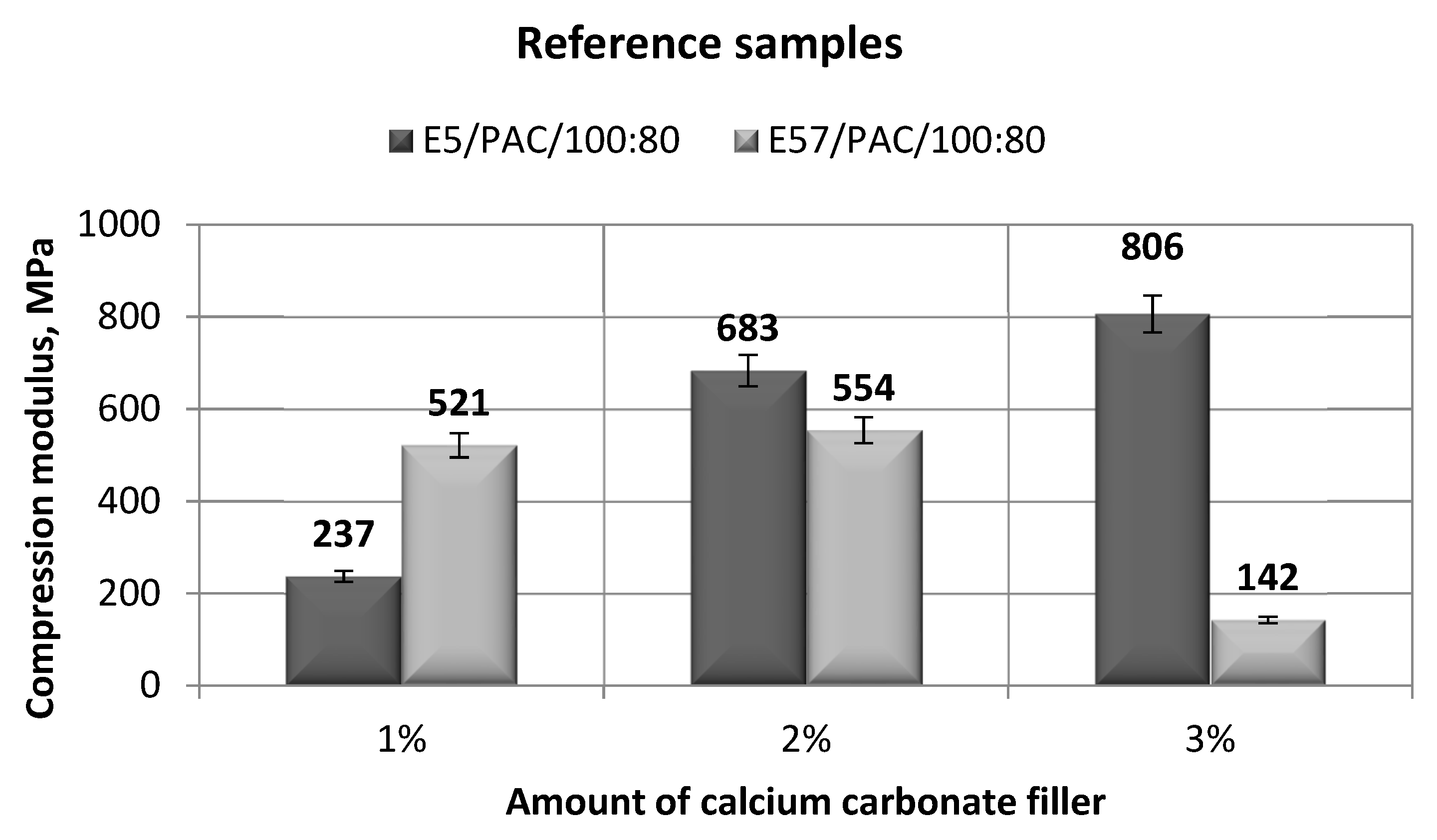
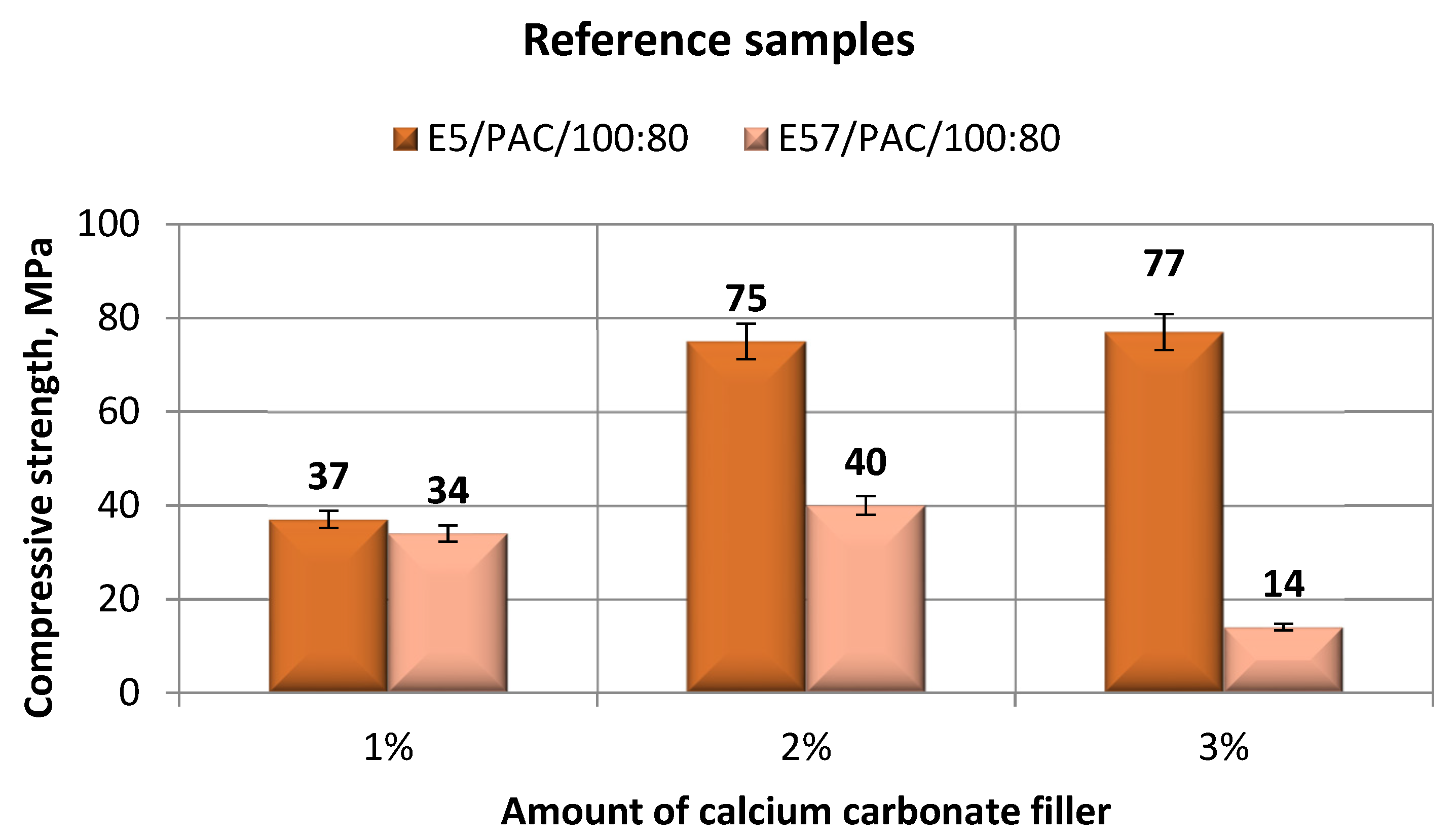
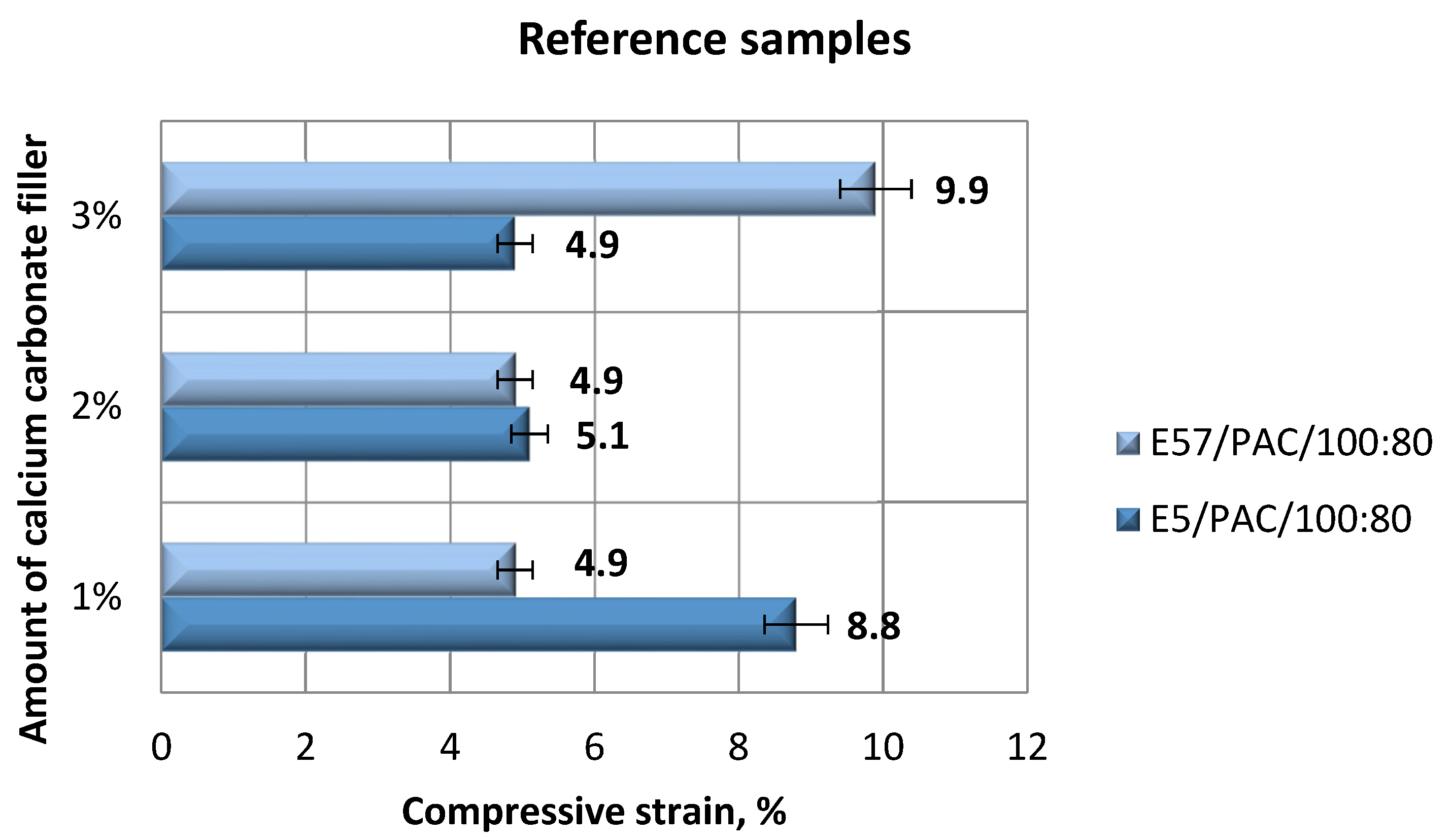
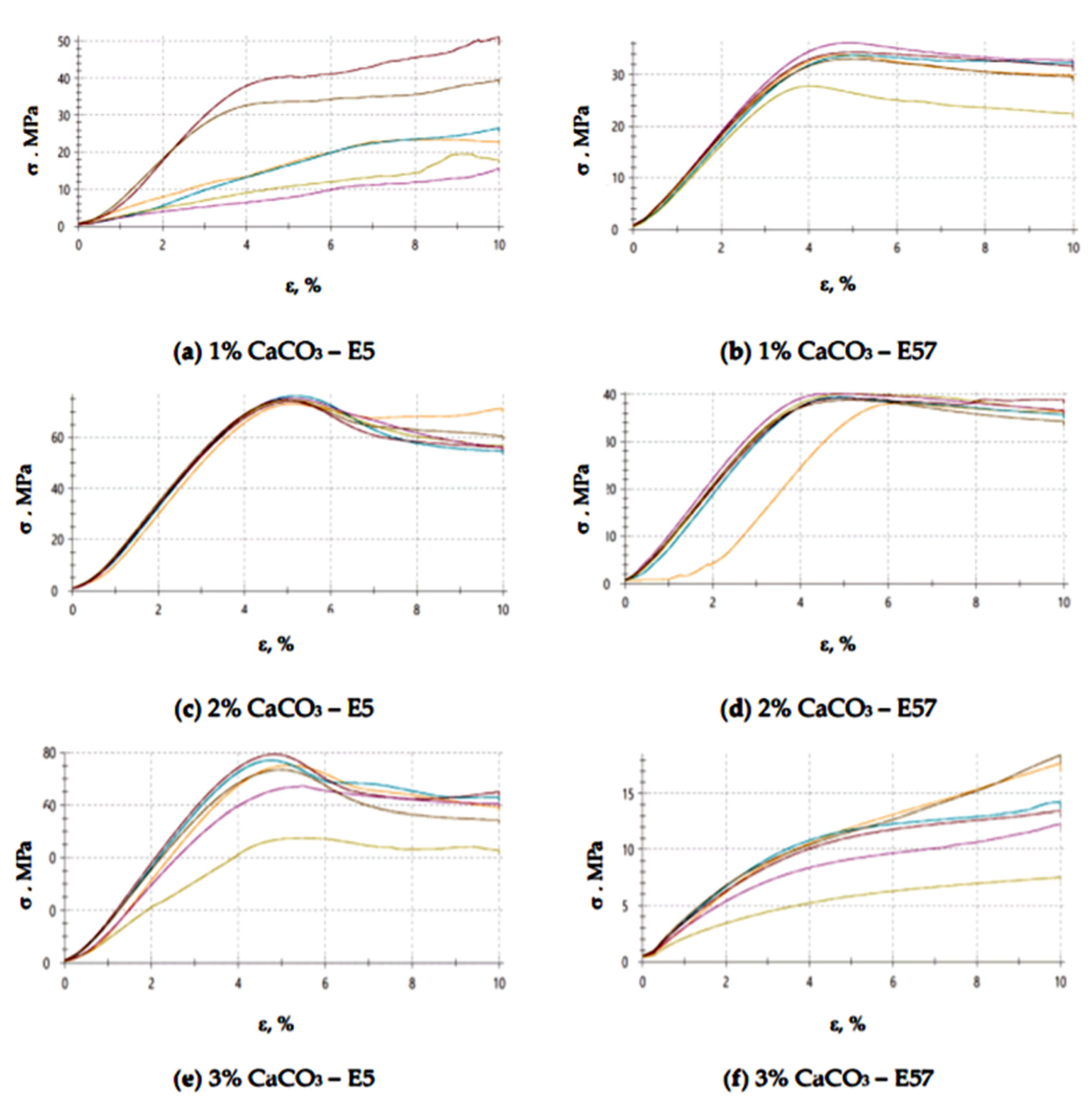
3.1.1. Calcium Carbonate
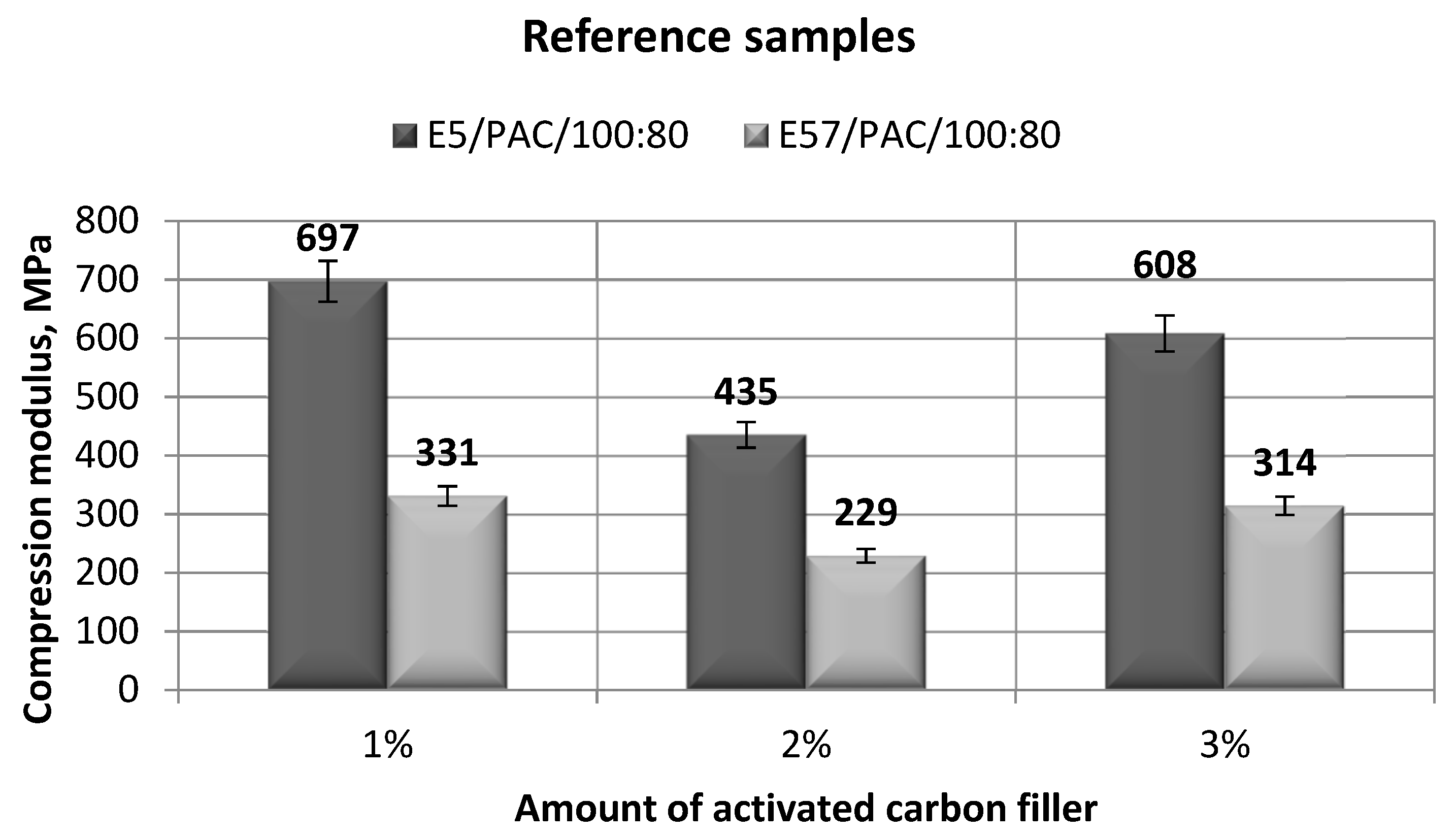
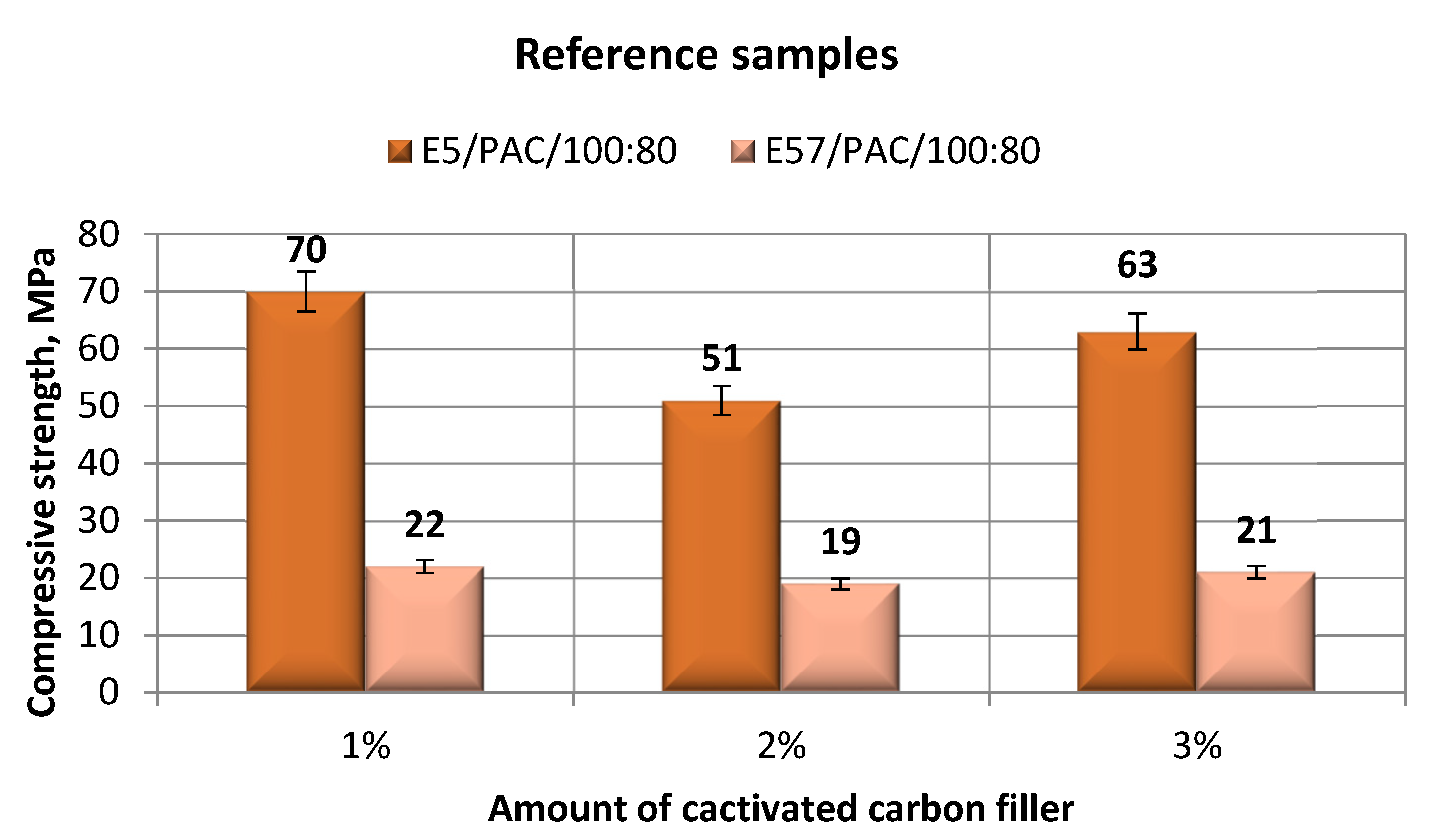
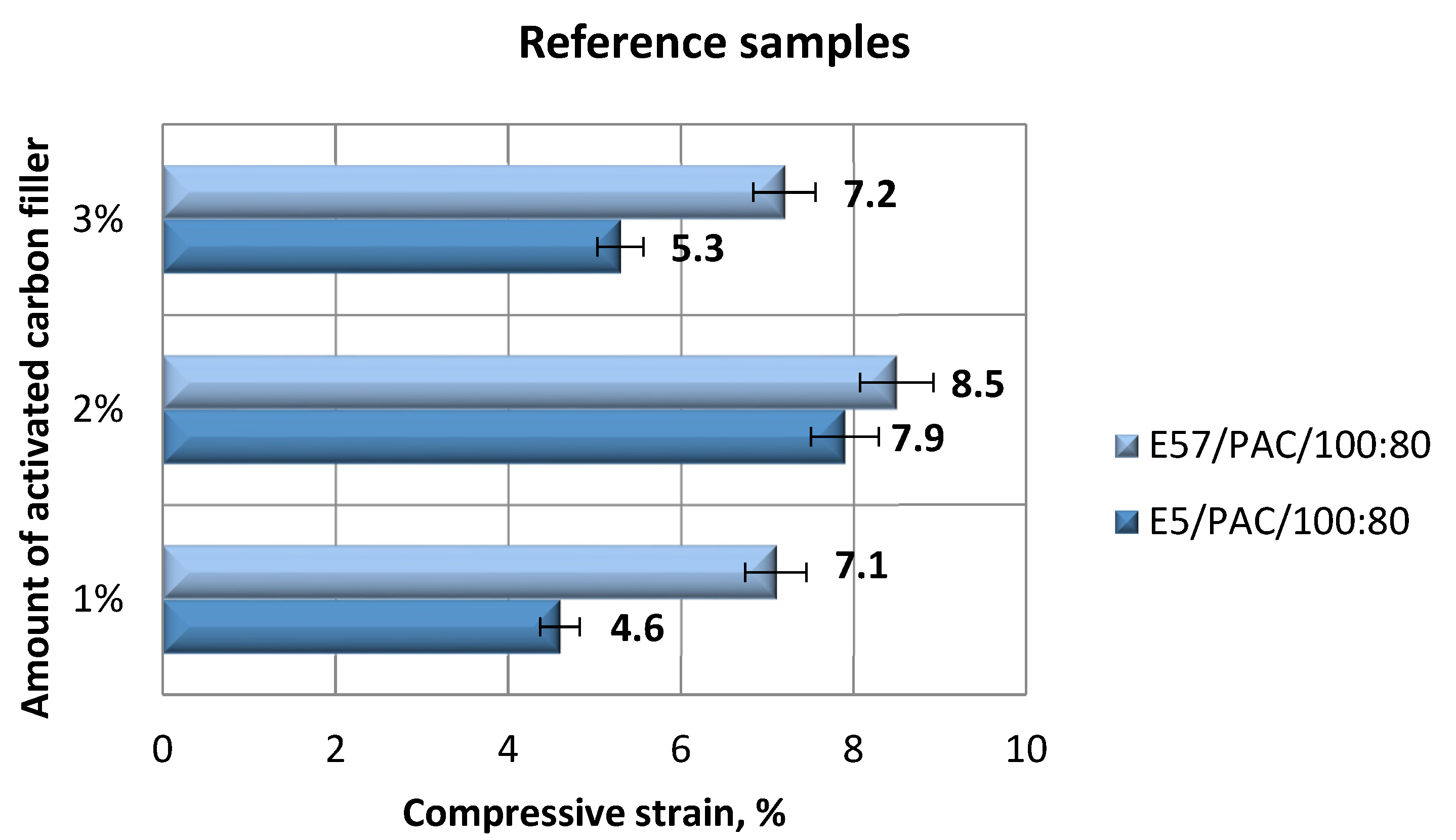
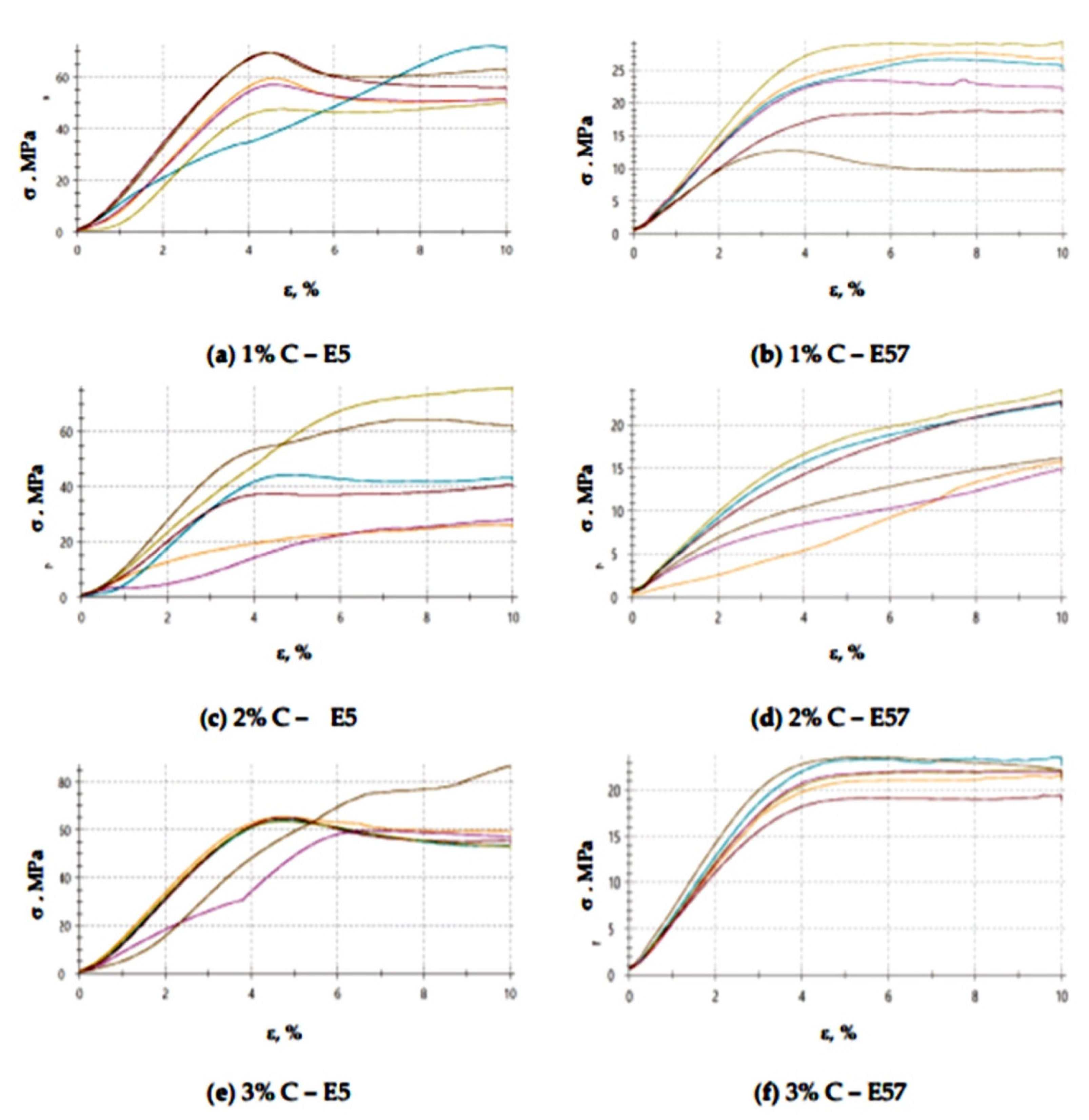
3.1.2. Activated Carbon
3.2. Strength Test Results for the Climate-Chamber-Aged Modified Epoxy Compounds
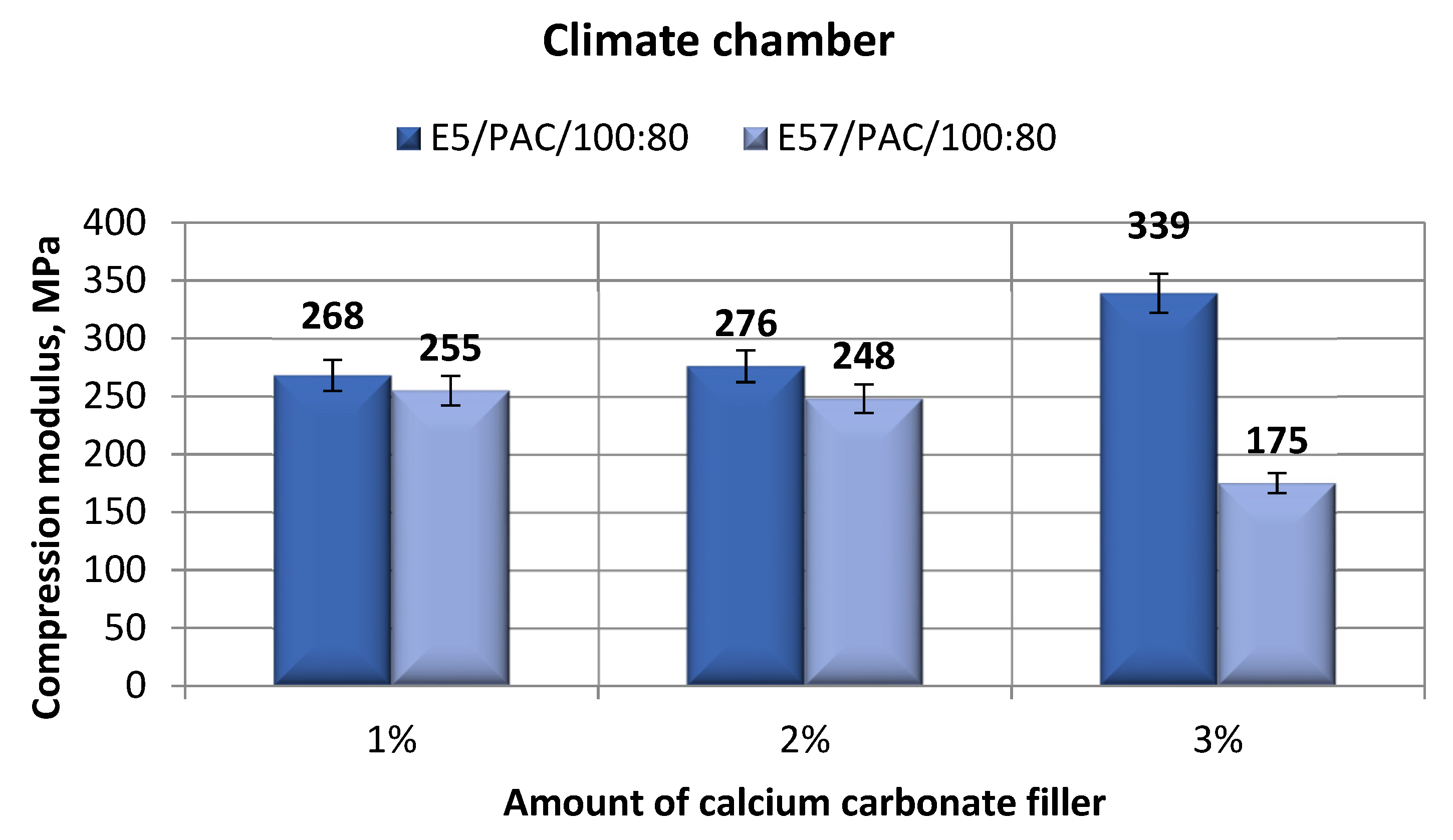
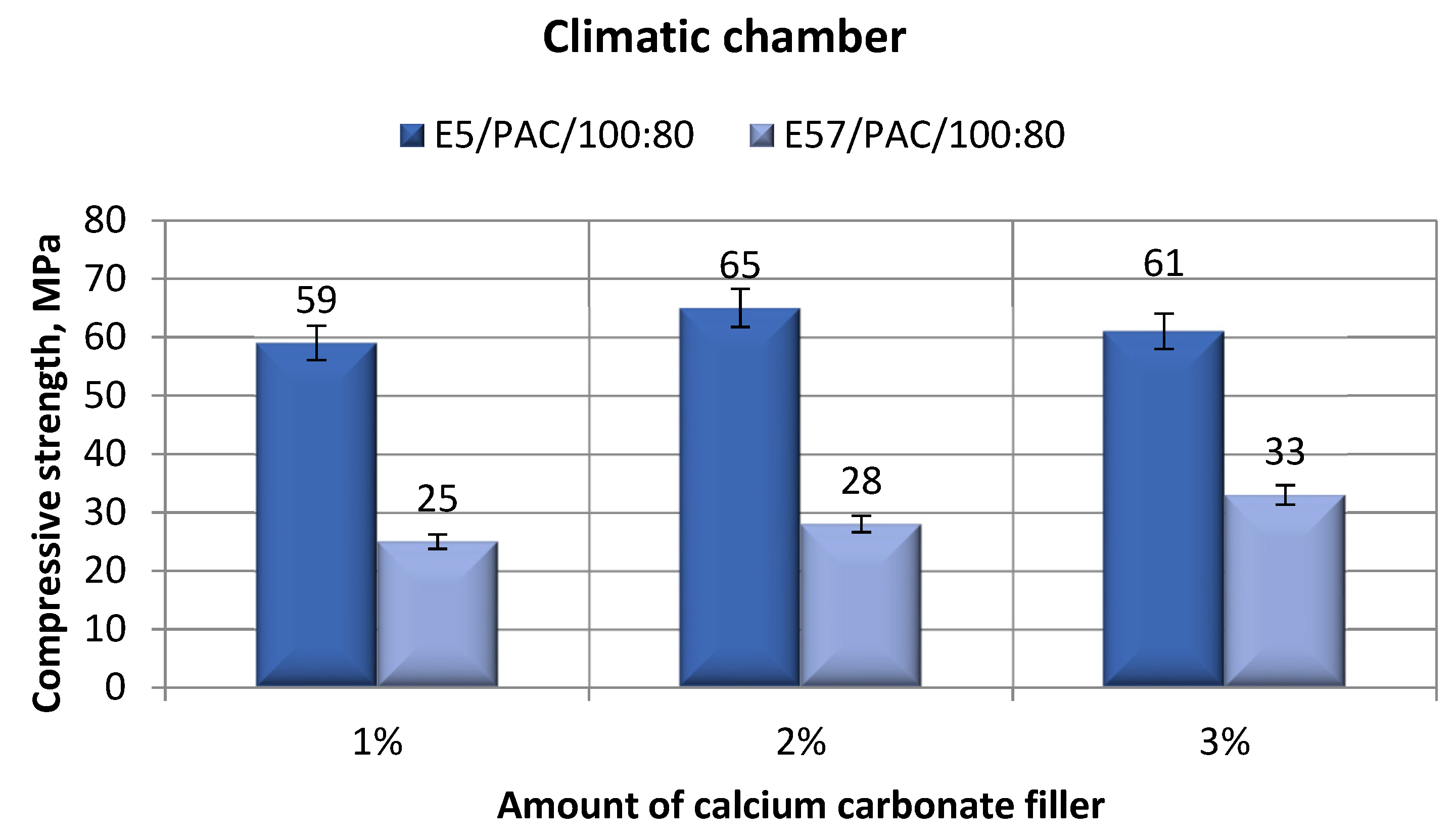
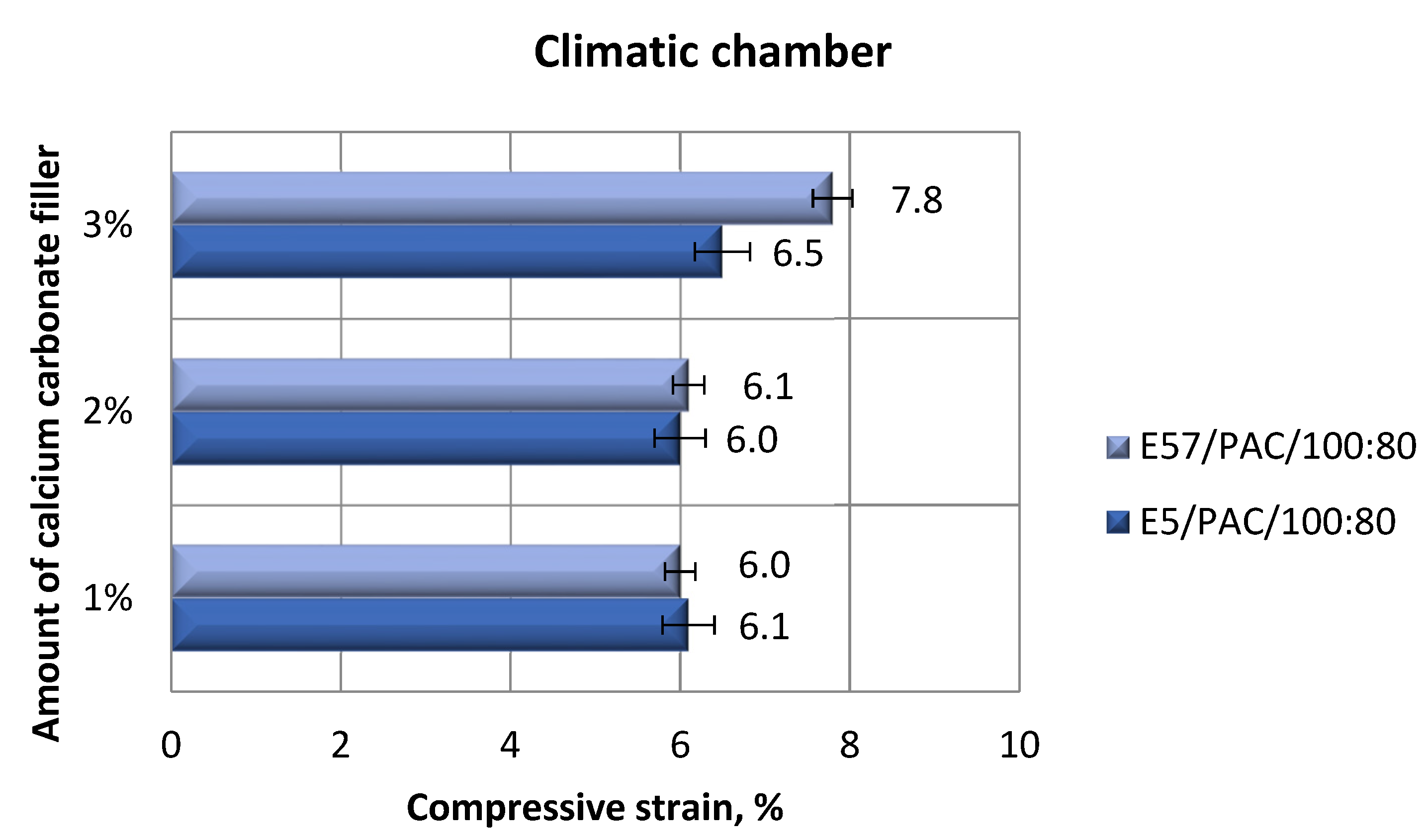
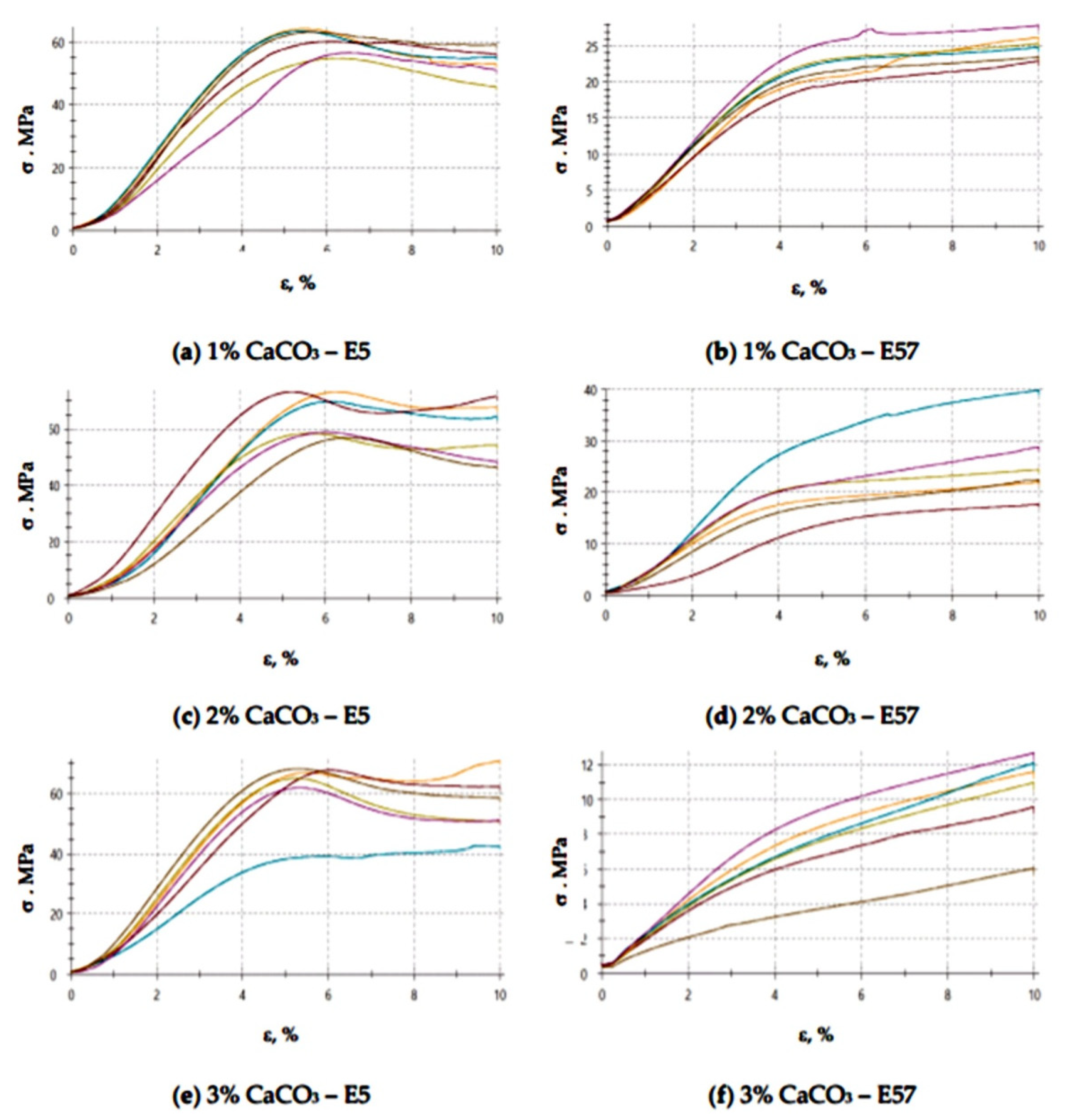
3.2.1. Calcium Carbonate
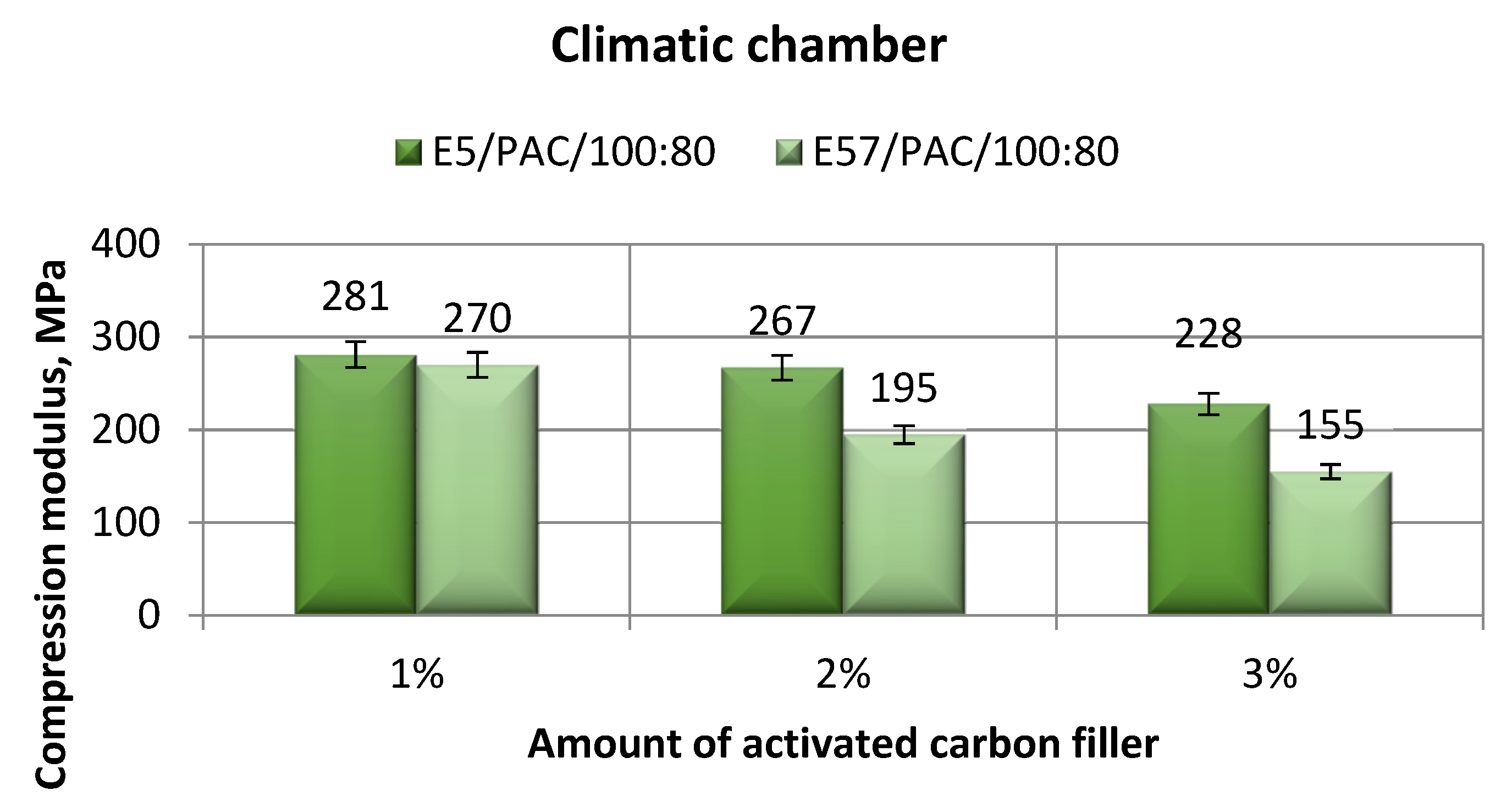
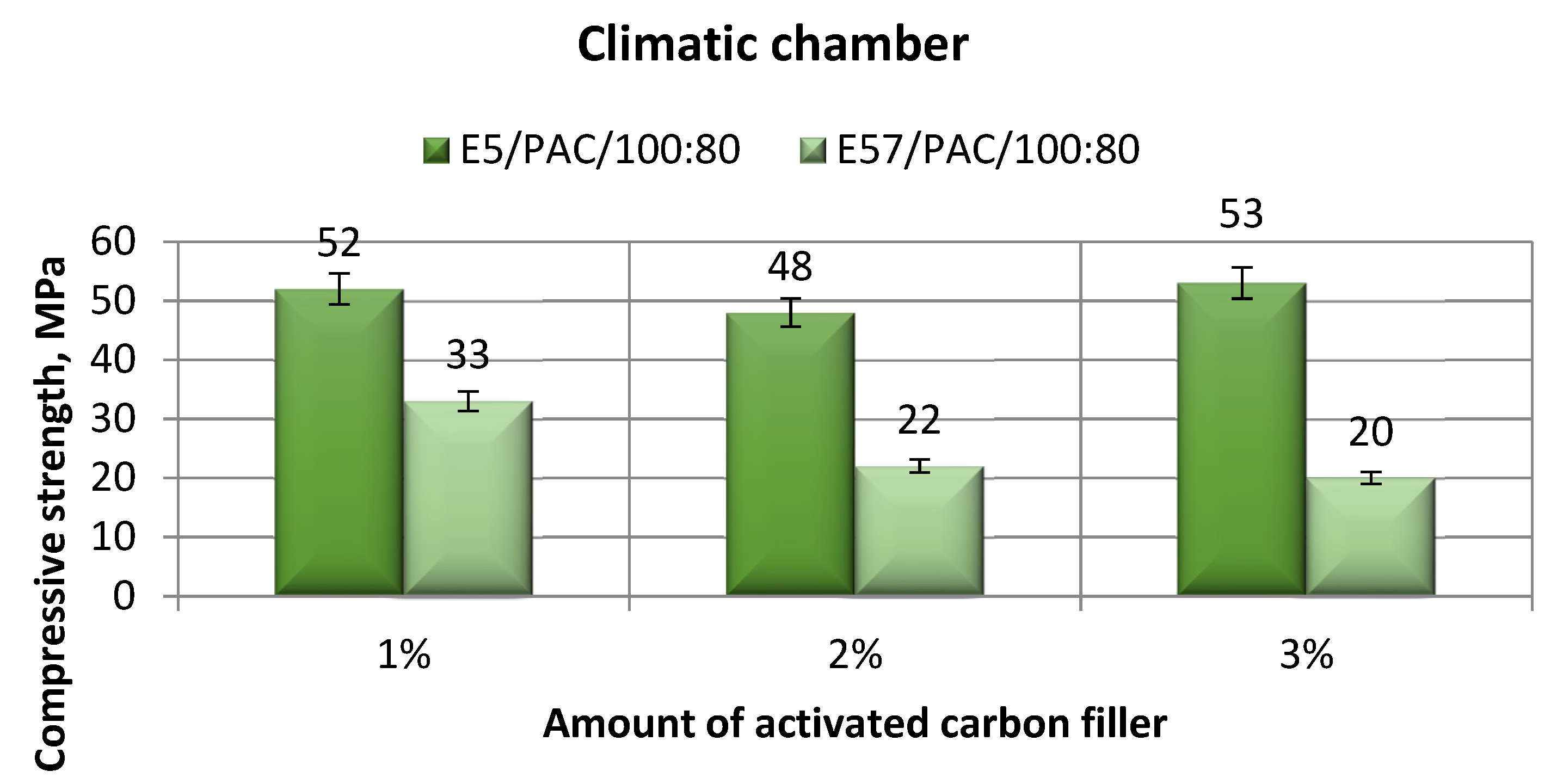
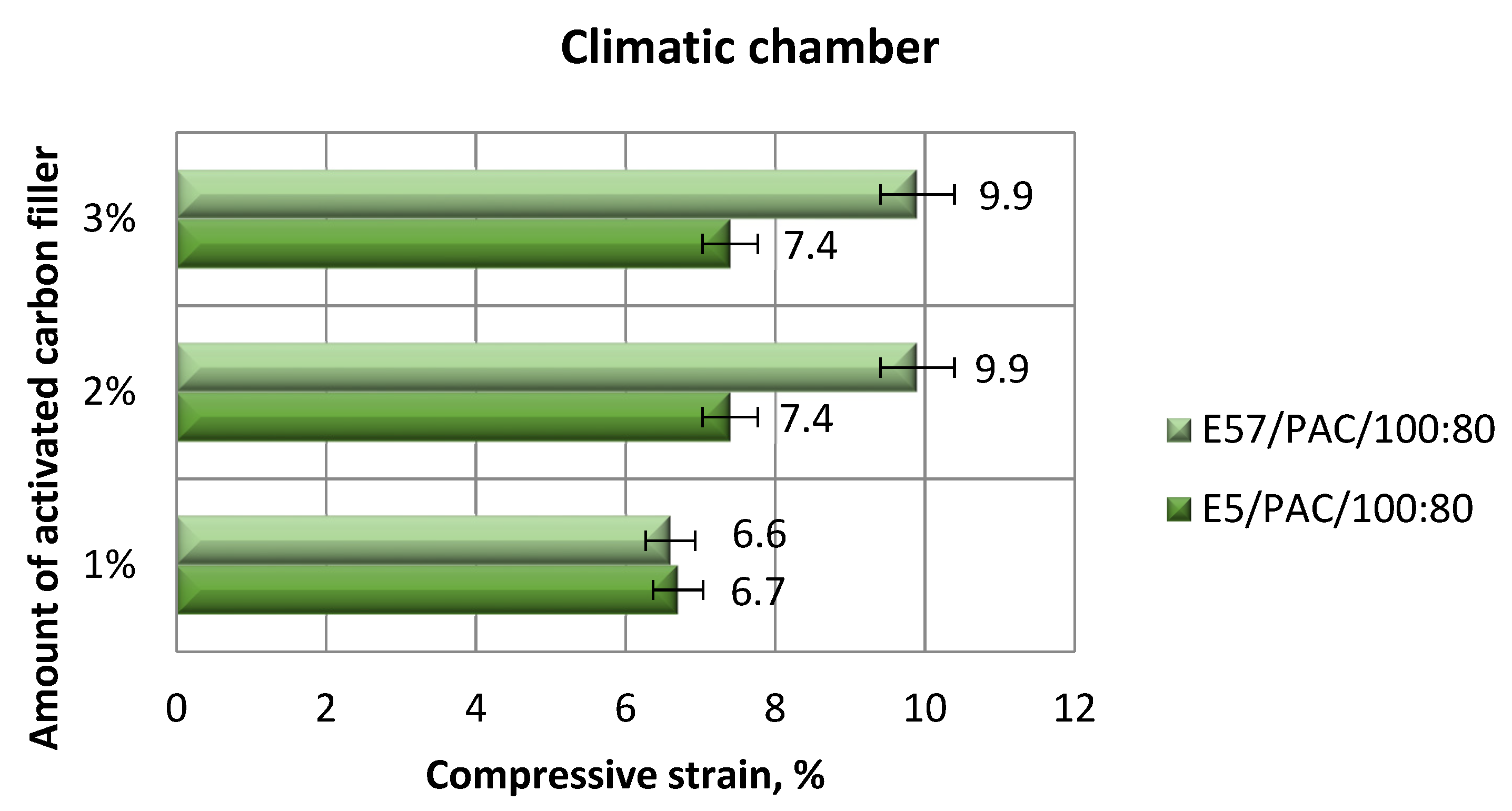
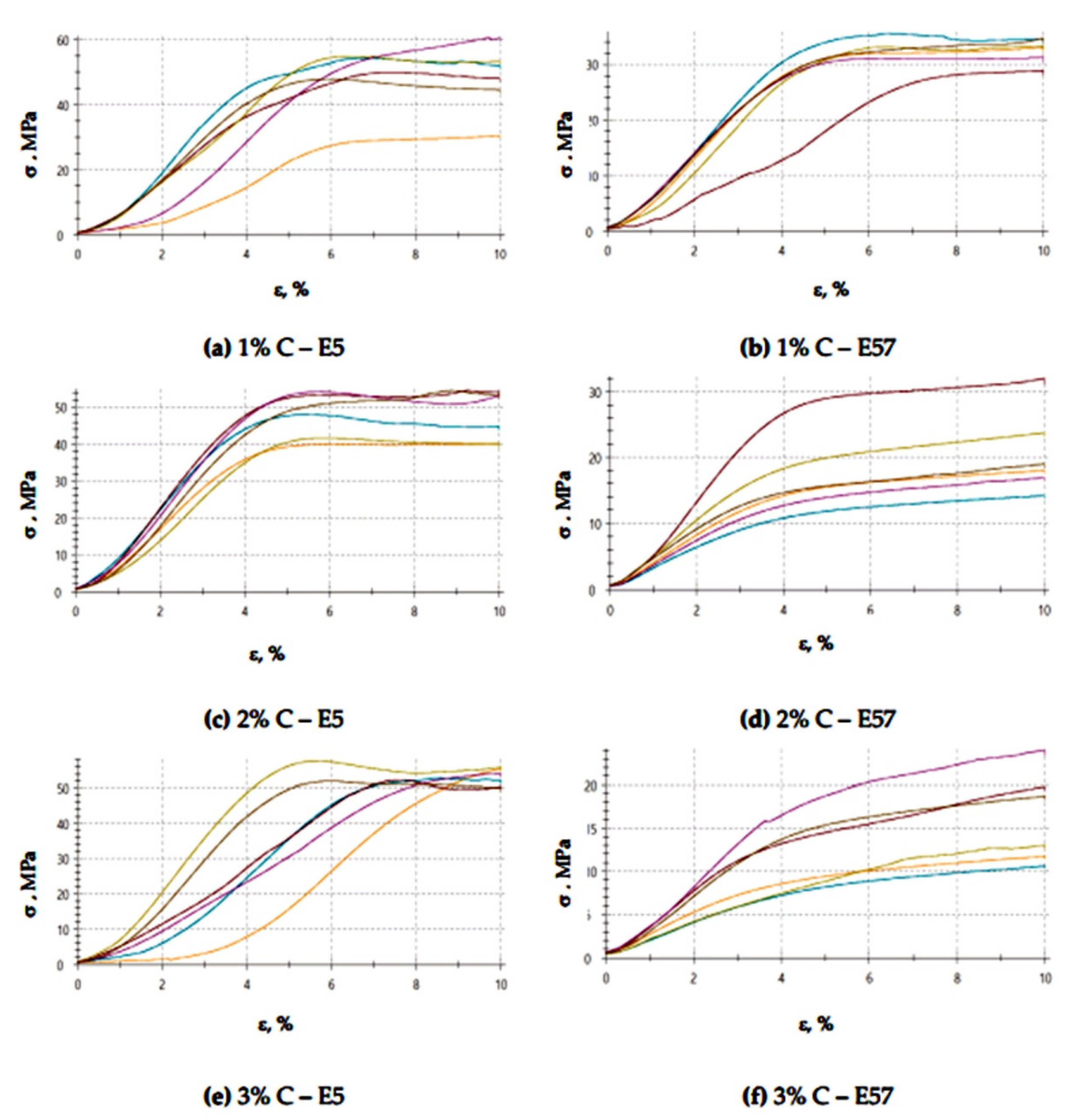
3.2.2. Activated Carbon
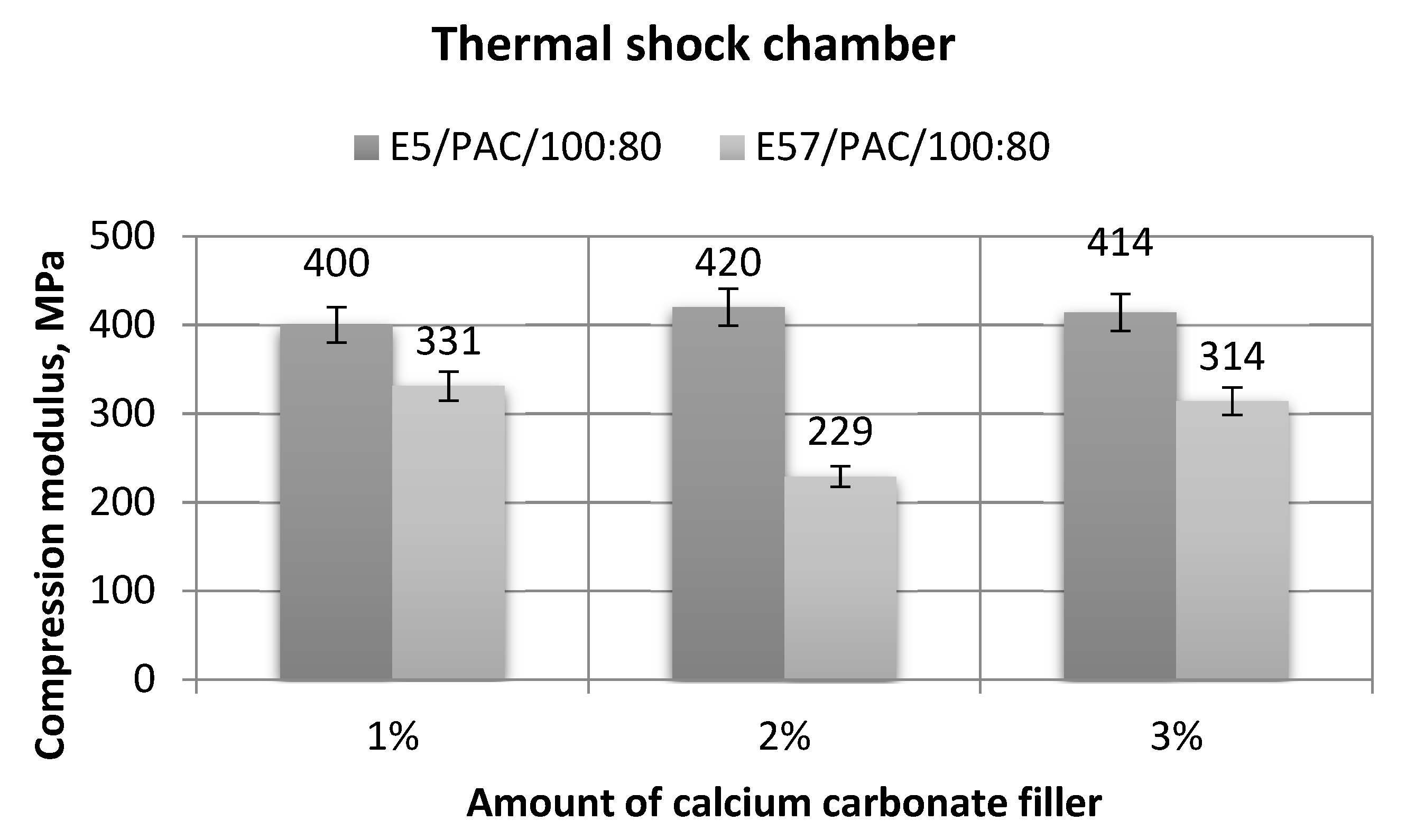
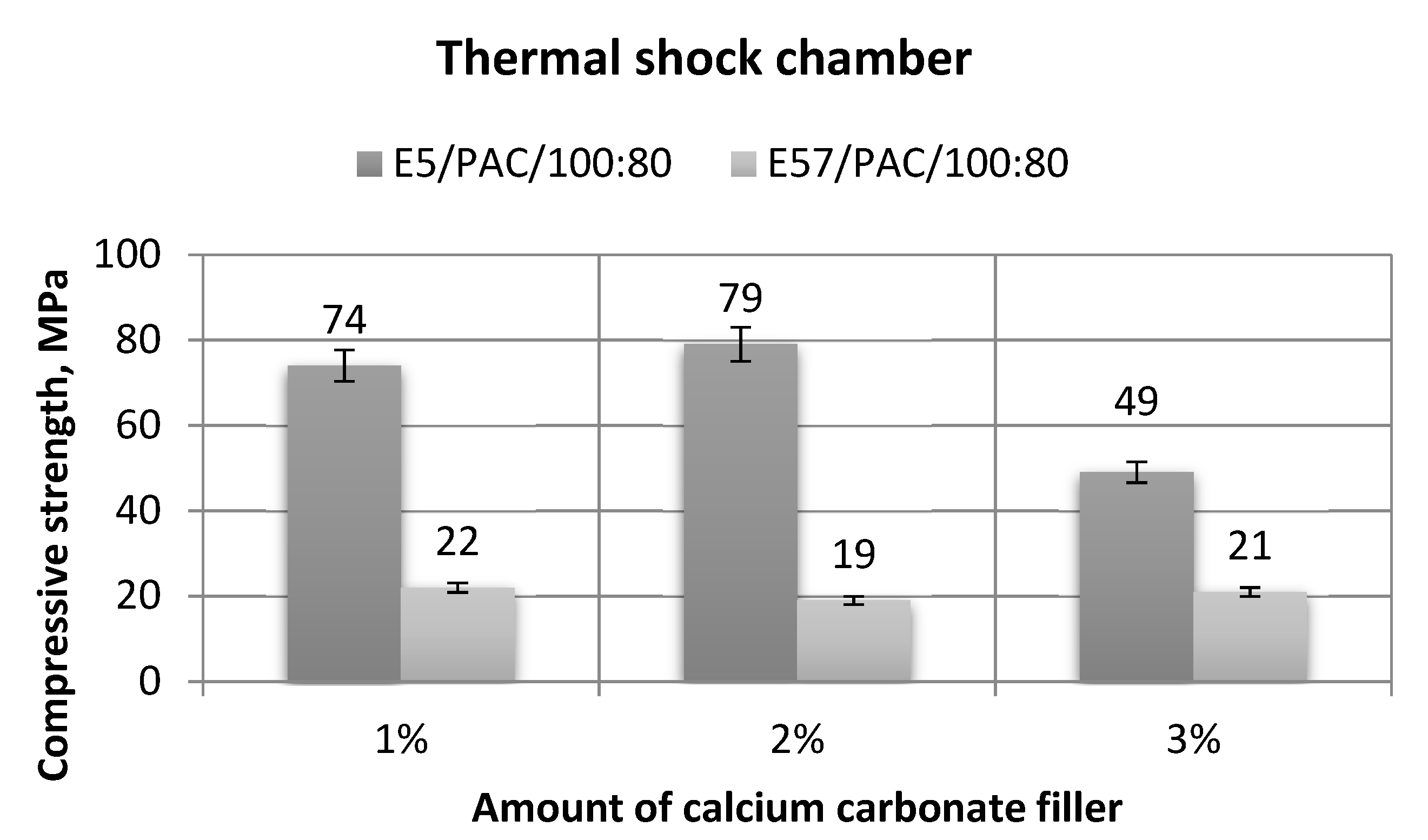
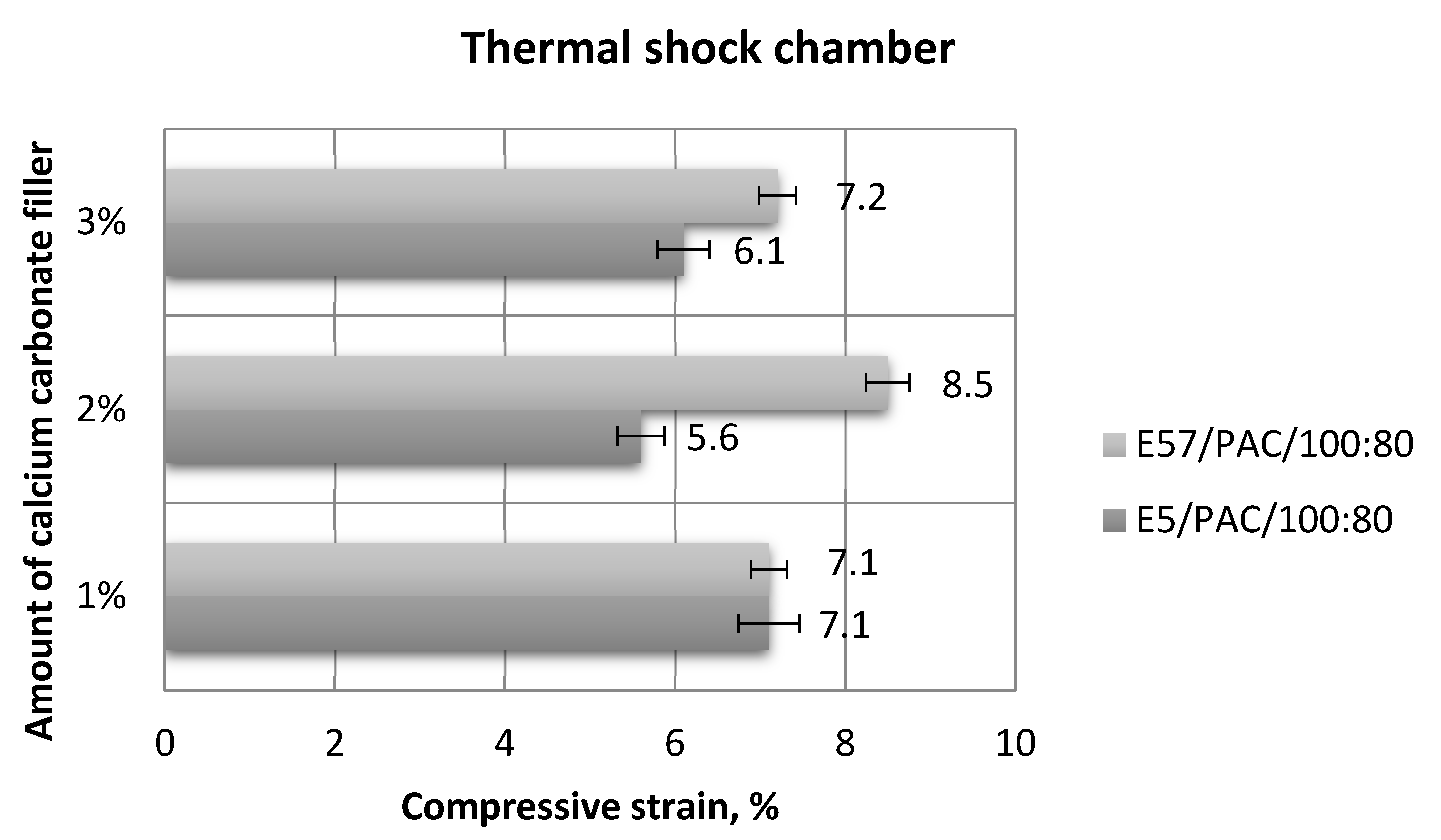
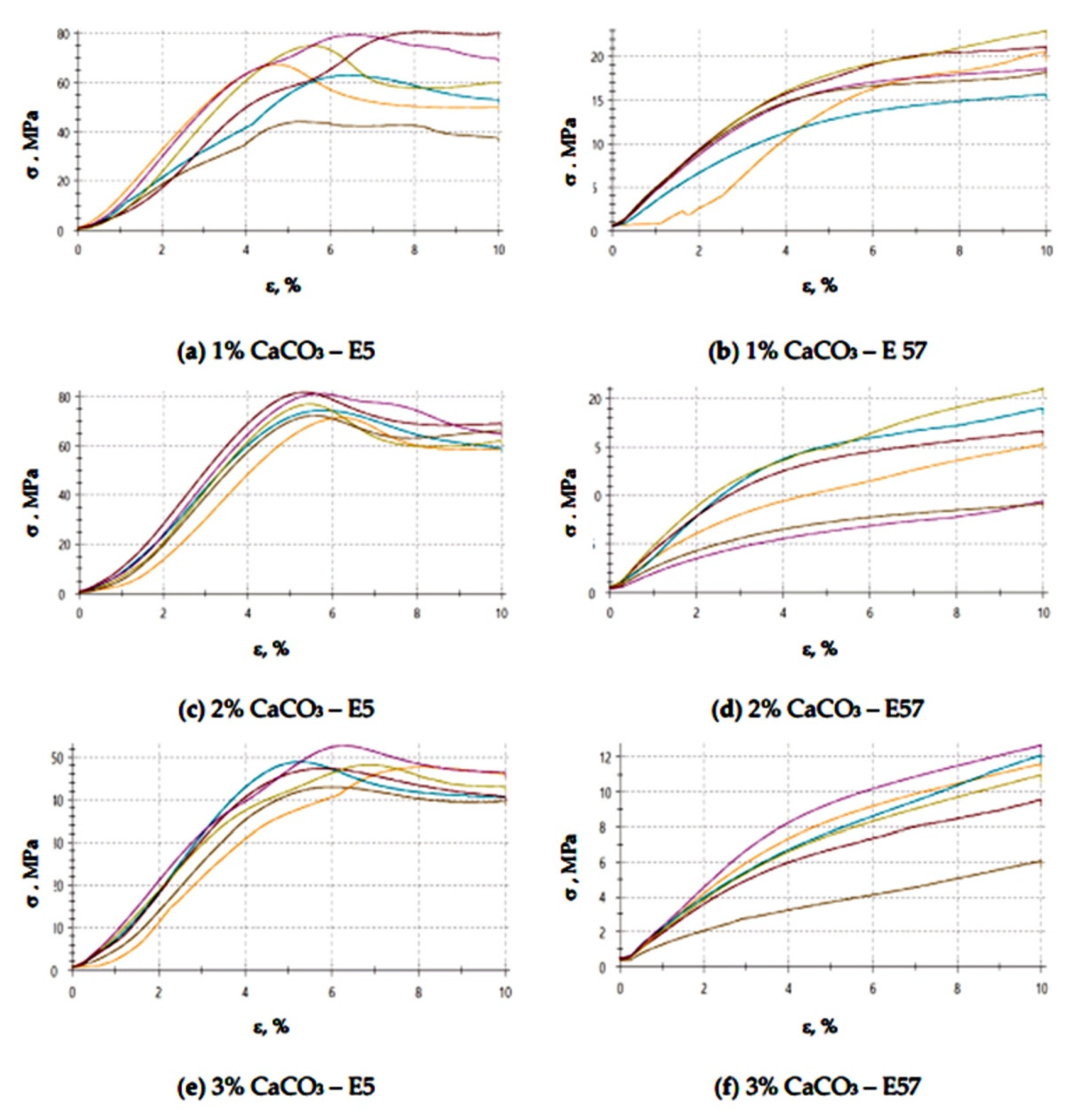
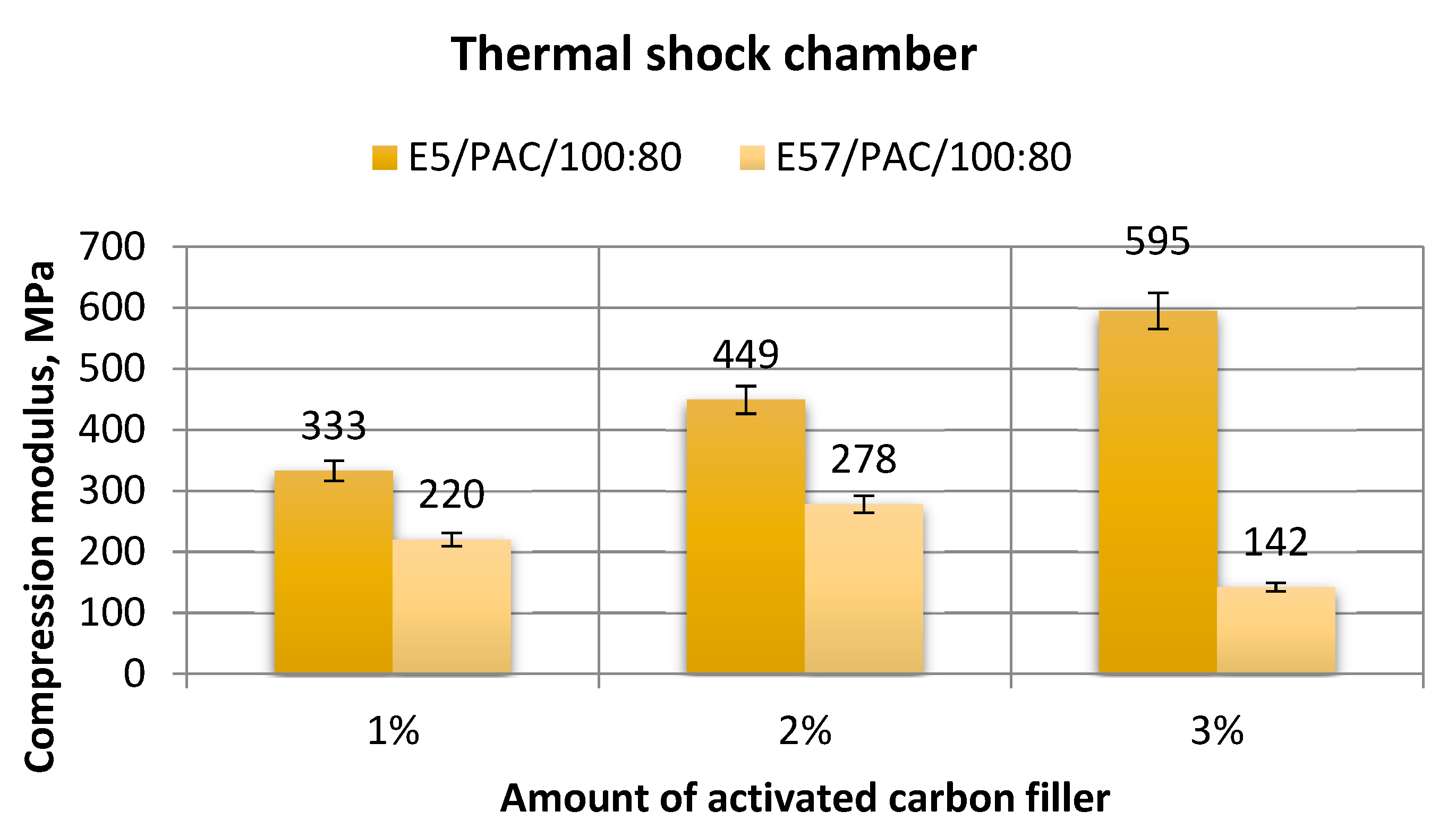
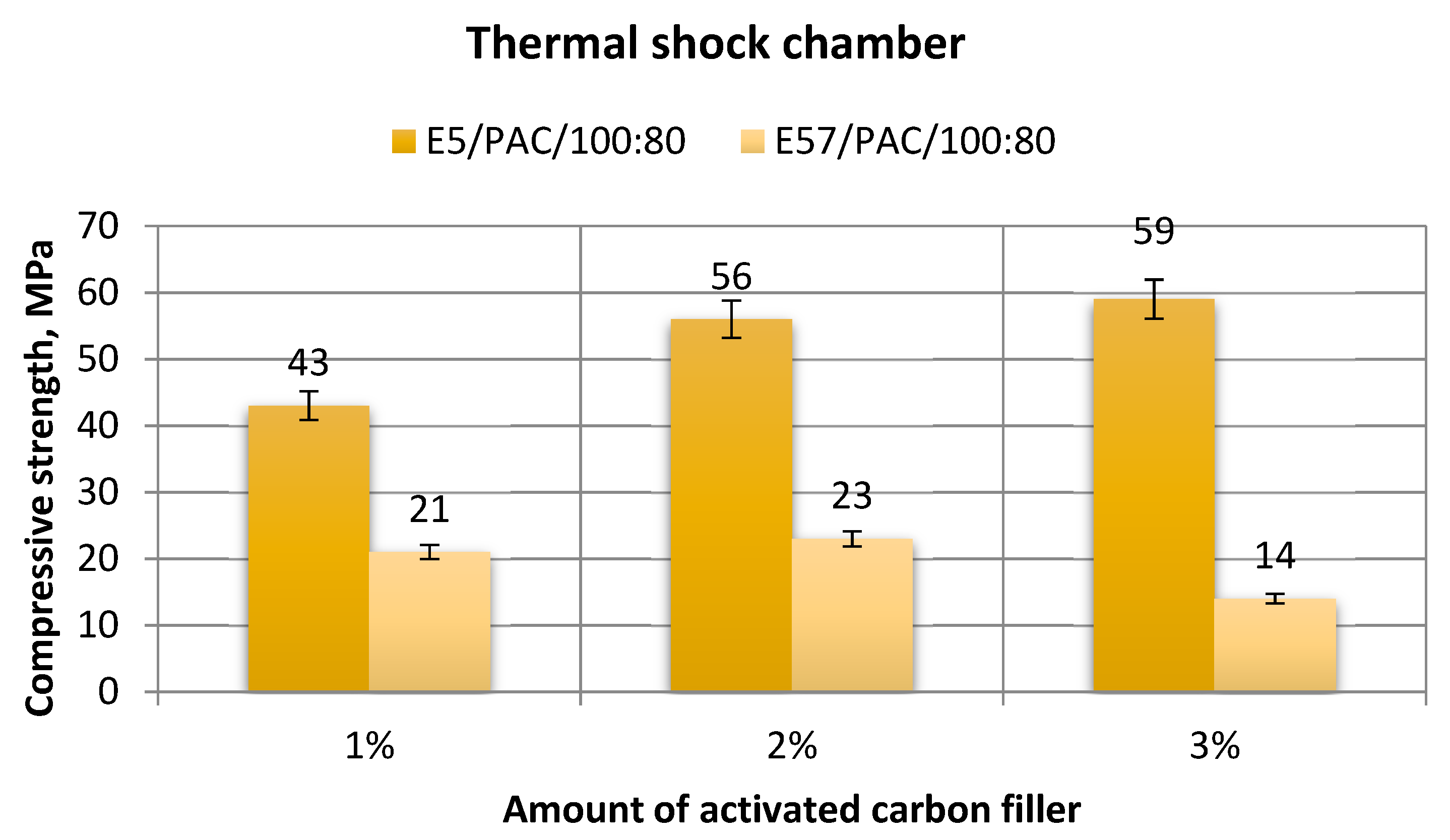
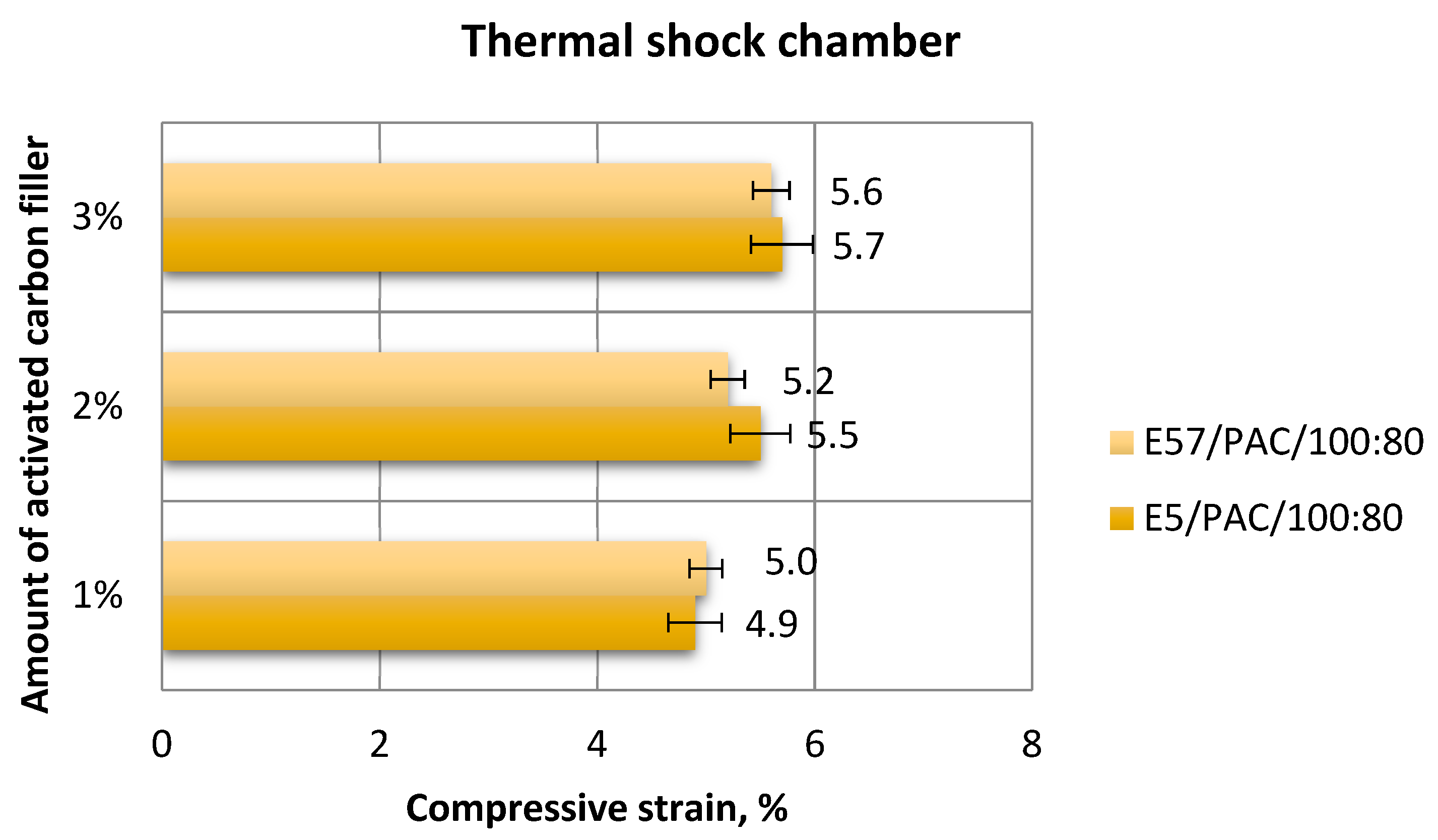
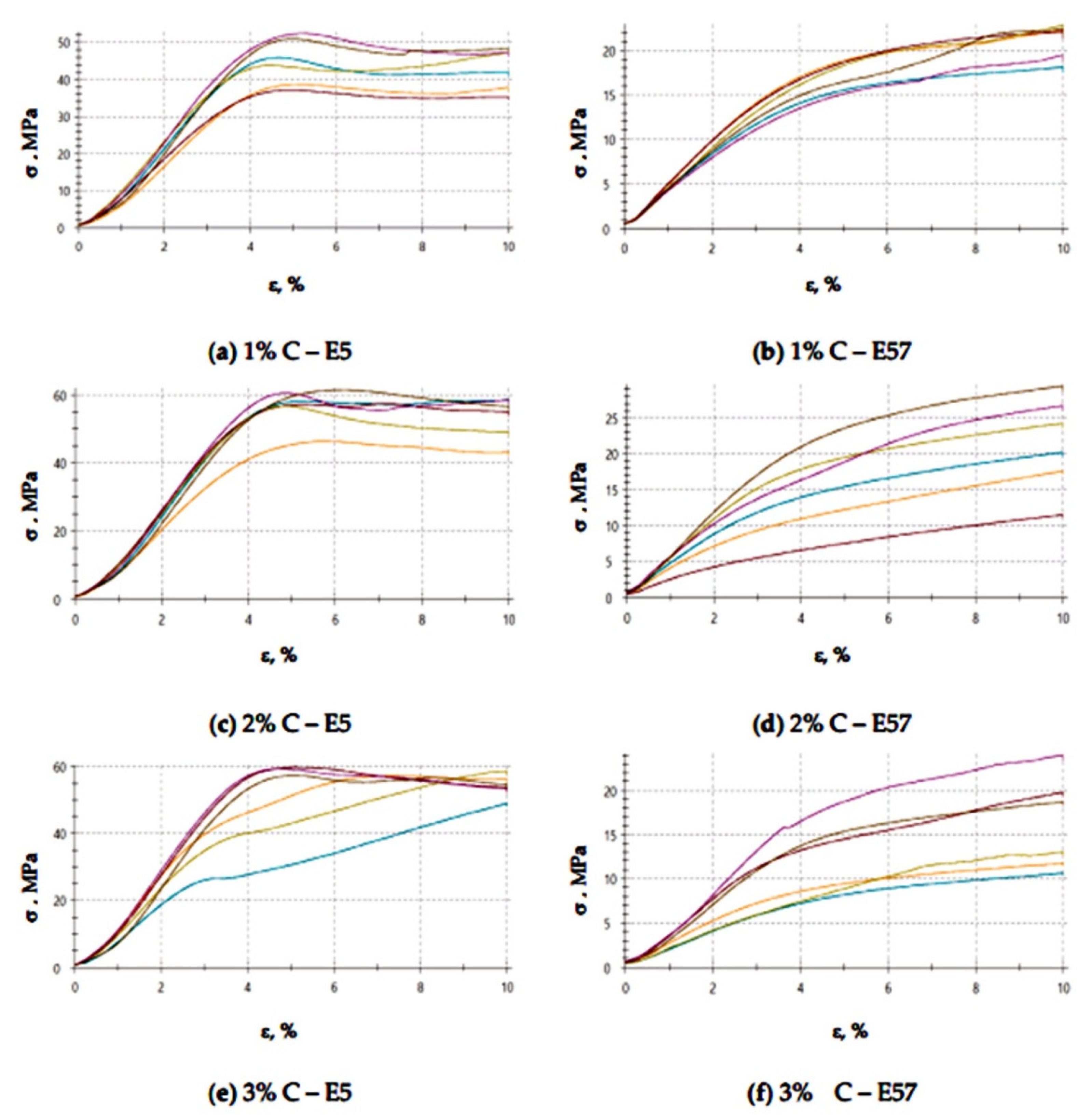
3.3. Strength Test Results for the Thermal-Shock-Chamber-Aged Modified Epoxy Compounds
3.3.1. Calcium Carbonate
3.3.2. Activated Carbon
4. Comparative Analysis of Results
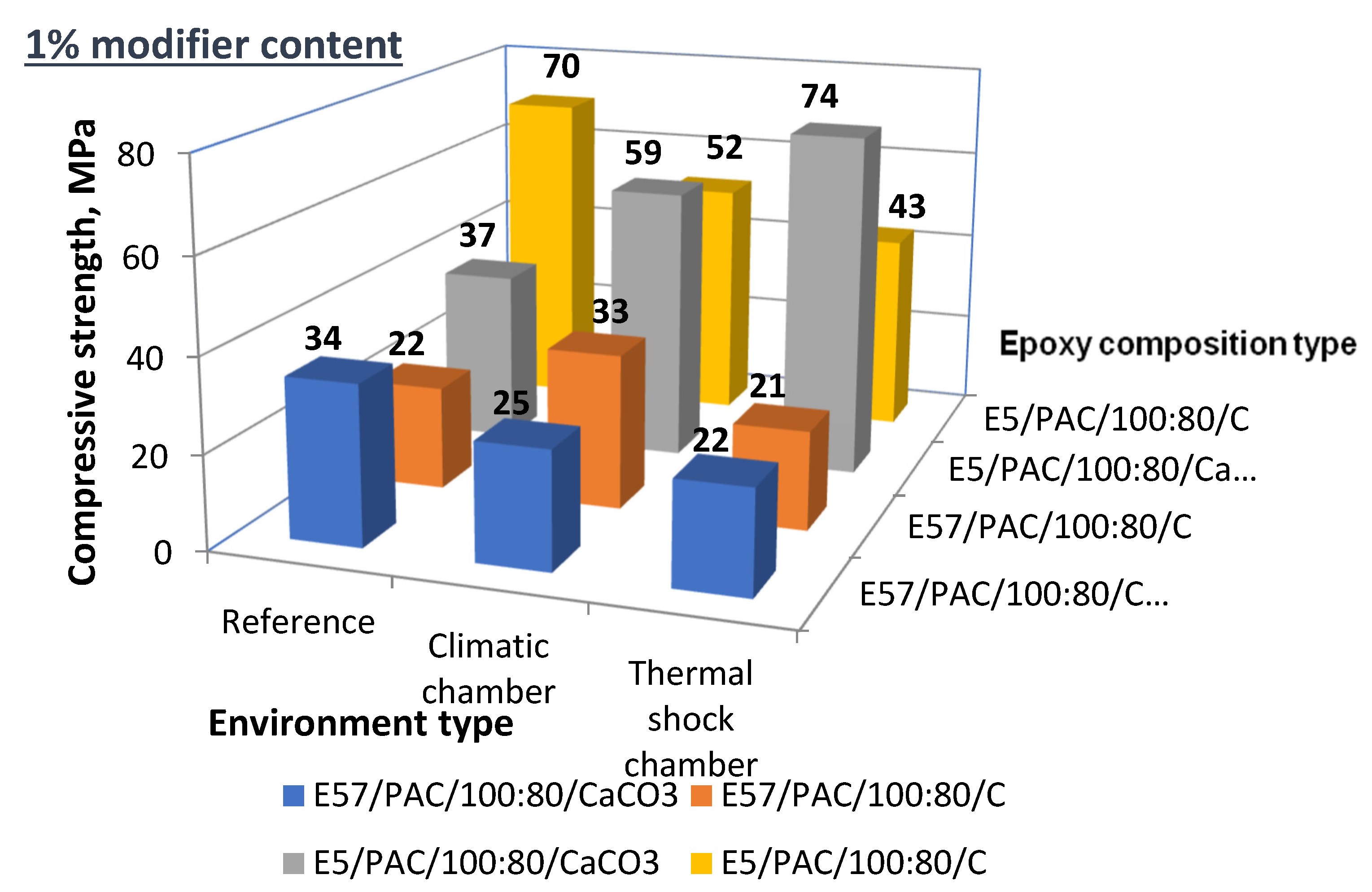
- For E57/PAC/100:80/CaCO3/1%, the exposure to both high temperature and thermal shocks (cycling) reduced the compressive strength in comparison to the reference specimens. The compressive strength was reduced by 27% post-high temperature and 35% post-thermal shocks.
- The high temperature did not reduce the compressive strength for E57/PAC/100:80/C/1%, which was 33% higher than for the reference specimens. There was also no decrease in the compressive strength value of this modified epoxy compound subjected to the thermal shocks.
- It is believed that this specific epoxy version benefited in terms of resistance to the tested operating exposures from the modification with activated carbon.
- For E5/PAC/100:80 (based on unmodified Epidian 5), the type of filler (at 1%) produced completely different relations. The CaCO3 modified epoxy compound had a higher compressive strength after high temperature exposure than the reference specimens (+37%); the post-thermal shock of the same specimen compound had an even higher compressive strength (+54% vs. the reference specimens). Here, CaCO3 was beneficial to the compressive strength of the epoxy compounds exposed to high temperatures and thermal shocks. An inverse relationship was found for the same E5/PAC/100:80 epoxy compound when modified by activated carbon. In this case, the heat temperature and thermal shocks reduced the compression strength.
- The modified E5/PAC/100:80 epoxy compounds had a higher compressive strength in comparison to E57/PAC/100:80 for every compared version of the filler type and quantity and the effects of the operating exposure.
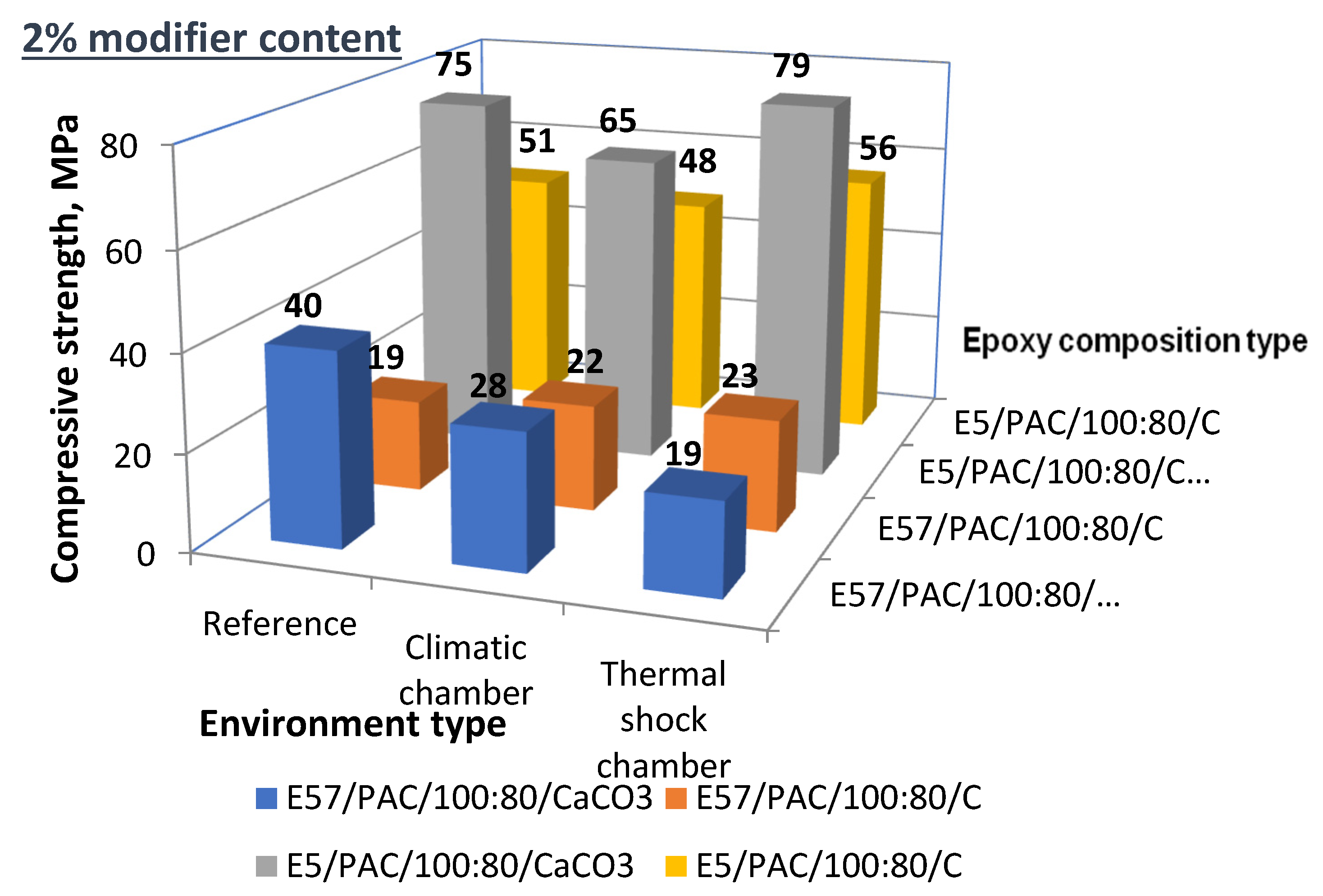
- The comparison of E5/PAC/100:80 to E57/PAC/100:80 show that, yet again, E57/PAC/100:80 had the lower compression strength.
- The epoxy compounds modified with CaCO3 had a higher compressive strength than the epoxy compounds modified with C (activated carbon) (with the exception of one epoxy version).
- The compressive strength for E57/PAC/100:80 with 2% of CaCO3 demonstrated a negative effect of the filler after aging. Compared to the reference specimens, the high-temperature aging reduced the compressive strength by 30%; the thermal shocks reduced the compressive strength by 52%. The modification with activated carbon did not negatively affect the compression strength, but slightly improved it. However, for most Epidian 57-based epoxy resin compounds with activated carbon as the filler, the compressive strength was lower than for the compounds modified by calcium carbonate.
- A comparison of the E5/PAC/100:80 specimens aged in the climate chamber (high-temperature aging) to the reference samples showed a reduction in compressive strength for both modifiers.
- For the same type of E5/PAC/100:80, the thermal shocks did not reduce the compressive strength in comparison to the reference specimens, irrespective of the modifier. The compressive strength of the same epoxy compound exposed to thermal shocks was higher than for the epoxy compounds exposed to high-temperature aging.
- (1)
- For the reference samples:
- (a)
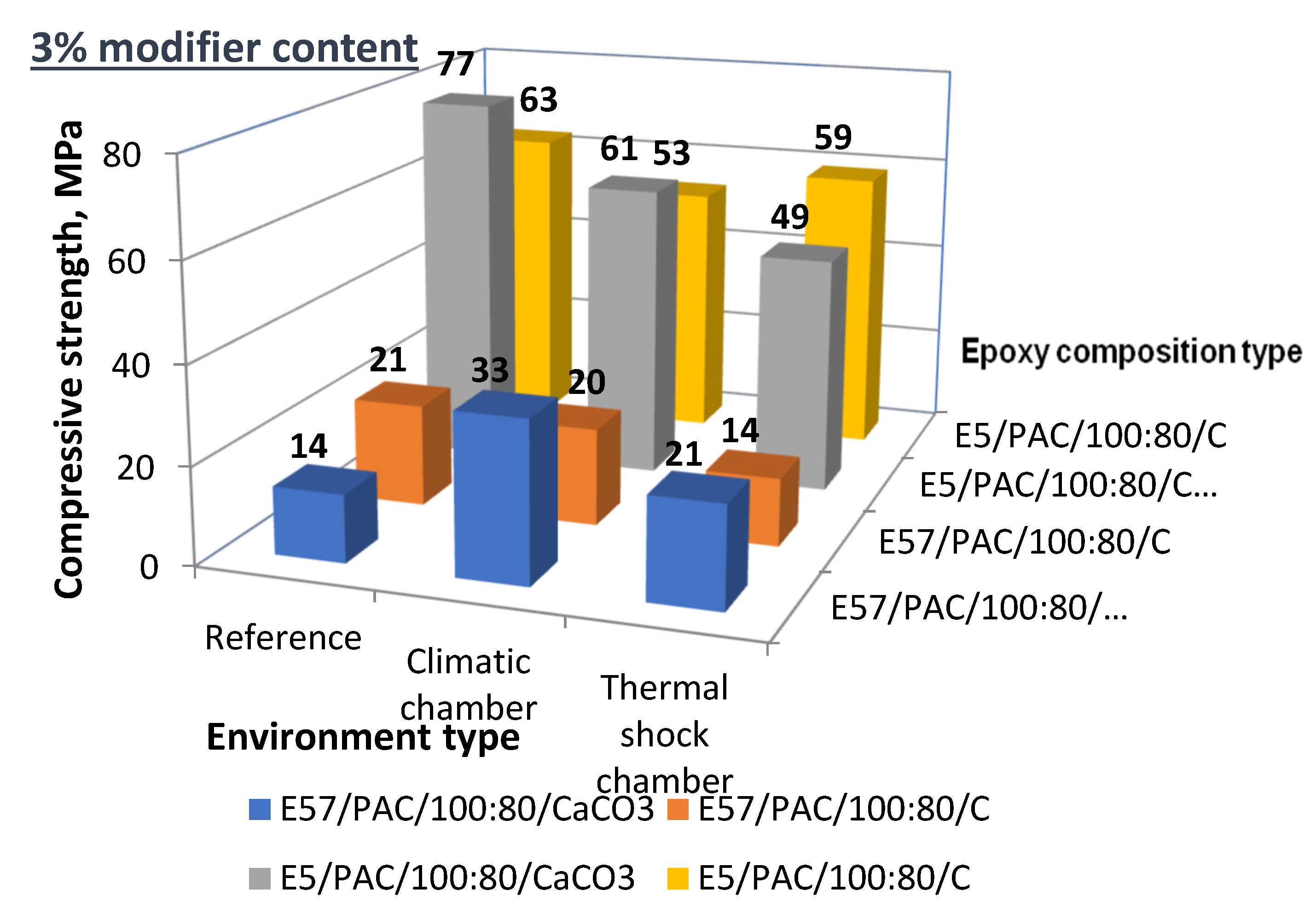
- The compressive strength of the unmodified E5/PAC/100:80 specimens was much higher than for the E57/PAC/100:80 specimens.
- (b)
- The highest compressive strength (77 MPa) was found for E5/PAC/100:80/CaCO3/3% (modified with calcium carbonate).
- (c)
- The lowest compressive strength (14 MPa) was found for E57/PAC/100:80/CaCO3.
- (d)
- The difference between the highest and the lowest compression strengths was 82% in the reference specimens.
- (2)
- For the high-temperature (climate chamber) aged specimens:
- (a)
- The highest compressive strength (61 MPa) was found (yet again) for E5/PAC/100:80/CaCO3/3%. A slightly lower value (53 MPa) was found for the E5/PAC/100:80/C/3% specimens.
- (b)
- The E57/PAC/100:80 specimens also achieved poorer results. The lowest value (20 MPa) was found for the E57/PAC/100:80/C/3% (modified with activated carbon).
- (c)
- The plotted difference between the highest and the lowest compressive strength was 67%.
- (3)
- Comparison of the epoxy specimens aged in the thermal shock chamber:
- (a)
- The highest compressive strength (59 MPa) was found for E5/PAC/100:80/C/3% (modified with activated carbon).
- (b)
- A lower value (49 MPa) was found for the same epoxy compound (E5/PAC/100:80/CaCO3/3%, modified with calcium carbonate).
- (c)
- Low compressive strengths were identified for the specimens based on E57/PAC/100:80. The epoxy specimen lot modified with calcium carbonate (E57/PAC/100:80/CaCO3/3%) achieved a compressive strength of 21 MPa, while the specimens modified with activated carbon (E5/PAC/100:80/C/3%) achieved 14 MPa.
- (d)
- The maximum to minimum difference was 76%.
- ▪
- The epoxy compounds modified with calcium carbonate had a higher compressive strength in most instances (10 out of 12 epoxy versions), irrespective of the aging method.
- ▪
- The epoxy compounds with the basic unmodified Epidian 5 resin had a compressive strength over two times higher than any of the compared specimen versions, irrespective of the modifier type or aging method.
- ▪
- For E5/PAC/100:80, the high-temperature aging reduced the compressive strength for the 3% CaCO3 versions (−20%) and the C versions (approximately −16%).
- ▪
- The aged E5/PAC/100:80 modified with activated carbon and CaCO3 reduced the compressive strength by 6% and 34%, respectively, in comparison to the reference compounds.
- ▪
- For E57/PAC/100:80/CaCO3, the high-temperature and thermal shock aging methods did not affect the compression strength; the high-temperature aging increased the parameter value by a factor of two.
- ▪
- The epoxy compounds based on Epidian 57 and modified with activated carbon suffered from thermal shock aging, with an approximately 30% reduction in compressive strength compared to the reference specimens.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- May, C.A. Epoxy Resins, Chemistry and Technology, 2nd ed.; Marcel Dekker: New York, NY, USA, 1988; pp. 9–20, 465–485, 653–670. [Google Scholar]
- Pizzi, A.; Mittal, K.Z. (Eds.) Handbook of Adhesive Technology; CRS Press Taylor & Frances Group: Boca Raton, FL, USA, 2018; pp. 19–66. [Google Scholar]
- Pertie, E.M. Epoxy Adhesive Compoundtion; McGraw-Hill: New York, NY, USA, 2006; pp. 3–19, 26–41, 43–53, 71–82, 85–98, 207–225, 229–236. [Google Scholar]
- Lee, H.L.; Neville, H. Handbook of Epoxy Resins; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Adams, R.D. Adhesive Bonding. Science, Technology and Applications; Woodhead Publishing: London, UK, 2010; pp. 221–222. [Google Scholar]
- Penn, L.S.; Wang, H. Epoxy Resins. In Handbook of Composites; Peters, S.T., Ed.; Chapman and Hall: London, UK, 1998; pp. 47–74. [Google Scholar]
- Czub, P.; Bończa-Tomaszewski, Z.; Penczek, P.; Pielichowski, J. Chemistry and Technology of Epoxy Resins; WNT: Warsaw, Poland, 2002. (In Polish) [Google Scholar]
- Rudawska, A. Epoxy adhesives. In Handbook of Adhesive Technology; Pizzi, A., Mittal, K.Z., Eds.; CRS Press Taylor & Frances Group: Boca Raton, FL, USA, 2018; pp. 415–442. [Google Scholar]
- Prolongo, S.G.; del Rosario, G.; Ureña, A. Comparative study on the adhesive properties of different epoxy resins. Int. J. Adhes. Adhes. 2006, 26, 125–132. [Google Scholar] [CrossRef]
- Shaw, S.J. Additives and modifiers of epoxy resin. In Chemistry and Technology of Epoxy Resins; Ellis, B., Ed.; Springer: Dordrecht, The Netherlands, 1993; pp. 117–143. [Google Scholar]
- Li, L.; Zuo, H.; Shao, L.; Wang, G.; Chen, J. Study in mechanical property of epoxy composite filled with nano-sized calcium carbonate particles. J. Mat. Sci. 2005, 40, 1297–1299. [Google Scholar] [CrossRef]
- He, H.; Li, K.; Wang, J.; Sun, G.; Li, Y.; Wang, J. Study on thermal and mechanical properties of nano-calcium carbonate/epoxy composites. Mat. Des. 2011, 32, 4521–4527. [Google Scholar] [CrossRef]
- Nwoye, C.I.; Obelle, M.C.; Nwakpa, S.O.; Onyia, C.W.; Obuekwe, I.; Idenyi, N.E. Predictability of the impact strength of CaCO3 –epoxy resin composite based on CaCO3 input concentration and sustained stress at impact. Int. J. Mat. Lifetime 2015, 2, 6–12. [Google Scholar]
- Müller, M.; Valášek, P.; Rudawska, A.; Chotěborský, R. Effect of active rubber powder on structural two-component epoxy resin and its mechanical properties. J. Adhes. Sci. Technol. 2018, 32, 1531–1547. [Google Scholar] [CrossRef]
- Rudawska, A.; Haniecka, I.; Jaszek, M.; Stefaniuk, D. The influence of adhesive compounds biochemical modification on the mechanical properties of adhesive joints. Polymers 2018, 10, 344. [Google Scholar] [CrossRef] [Green Version]
- Müller, M.; Valášek, P.; Rudawska, A. Mechanical properties of adhesive bonds reinforced with biological fabric. J. Adhes. Sci. Technol. 2017, 31, 327–344. [Google Scholar] [CrossRef]
- Brown, J.; Rhoney, I.; Pethrick, R.A. Epoxy resin based nanocomposites: 1. Diglycidylether of bisphenol A (DGEBA) with triethylenetetramine (TETA). Polym. Int. 2004, 53, 2130–2137. [Google Scholar] [CrossRef]
- Levchik, S.; Piotrowski, A.; Weil, E.; Yao, Q. New developments in flame retardancy of epoxy resins. Polym. Degrad. Stab. 2005, 88, 57–62. [Google Scholar] [CrossRef]
- Toldy, A.; Niedermann, P.; Rapi, Z.; Szolnoki, B. Flame retardancy of glucofuranoside based bioepoxy and carbon fibre reinforced composites made thereof. Polym. Degrad. Stab. 2012, 142, 62–68. [Google Scholar] [CrossRef]
- Shaw, S.J. Adhesives in demanding applications. Polym. Int. 1996, 41, 193–207. [Google Scholar] [CrossRef]
- Abd, A.A. Studying the mechanical and electrical properties of epoxy with PVC and calcium carbonate filler. Int. J. Eng. Technol. 2014, 3, 545–553. [Google Scholar] [CrossRef] [Green Version]
- Sosiati, H.; Utomo, C.T.; Setiono, I.; Budiyantoro, C. Effect of CaCO3 particles size and content on impact strength of kenaf/ CaCO3/epoxy resin hybrid composites. Indonesian J. Appl. Phys. 2020, 10, 24–31. [Google Scholar]
- He, H.; Yang, J.; Huang, W.; Cheng, M. Influence of nano-calcium carbonate particles on the moisture absorption and mechanical properties of epoxy nanocomposite. Adv. Polym. Technol. 2018. [Google Scholar] [CrossRef]
- Sai Sravani, K.; Ram Gopal Reddy, B.; Mohammed, R. Effect of CaCO3 and Al2O3 fillers on mechanical properties of glass/epoxy composites. Int. J. Mod. Trends Sci. Technol. 2017, 3, 207–213. [Google Scholar]
- Al-Zubaidi, A.B.; Al-Tabbakh, A.A.; Al-Qaessy, H.A.; Al-Kaseey, R.N. Mechanical, thermal and wear characteristics of polymer composite material reinforced with calcium carbonate powder. Eng. Tech. J. 2014, 32, 519–532. [Google Scholar]
- He, H.; Li, K. Silane coupling agent modification on interlaminar shear strength of carbon fiber/epoxy/nano-CaCo3 composites. Polym. Compos. 2012, 33, 1755–1758. [Google Scholar] [CrossRef]
- Jin, F.-L.; Park, S.-J. Thermal stability of trifunctional epoxy resins modified with nanosized calcium carbonate. Bull. Korean Chem. Soc. 2009, 30, 334–338. [Google Scholar]
- Jin, F.-L.; Park, S.-J. Interfacial toughness properties of trifunctional epoxy resins/calcium carbonate nanocomposites. Mat. Sci. Eng. A 2008, 675, 190–193. [Google Scholar] [CrossRef]
- Jin, F.-L.; Park, S.-J. Electrochemical treatment on activated carbon fibres for increasing the amount and rate of Cr(VI) adsorption. Carbon 1999, 37, 1223–1226. [Google Scholar]
- He, H.; Zhang, Z.; Wang, J.; Li, K. Compressive properties of nano-calcium carbonate/epoxy and its fibre composites. Compos. Part B Eng. 2013, 45, 919–924. [Google Scholar] [CrossRef]
- He, H.; Wang, J.; Li, K.; Wang, J.; Gu, J. Mixed resin and carbon surface treatment for preparation of carbon fibres composites with good interfacial bonding strength. Mater. Des. 2010, 31, 4631–4637. [Google Scholar] [CrossRef]
- Jojibabu, P.; Zhang, Y.X.; Gangadhara Prusty, B. A review of research advances in epoxy-based nanocomposites as adhesive materials. Int. J. Adhes. Adhes. 2020, 96, 102454. [Google Scholar] [CrossRef]
- Yang, G.; Heo, Y.-J.; Park, S.-J. Effect of morphology of calcium carbonate on toughness behavior and thermal stability of epoxy-based composites. Processes 2019, 7, 178. [Google Scholar] [CrossRef] [Green Version]
- Zotti, A.; Borriello, A.; Martone, A.; Antonucci, V.; Giordano, M.; Zarrelli, M. Effect of sepiolite filler on mechanical behaviour of a bisphenol A-based epoxy system. Compos. Part B Eng. 2014, 67, 400–409. [Google Scholar] [CrossRef]
- Maisel, J.W.; Wason, S.K. Rheology of precipitated silica in epoxies. Polym. Plast. Technol. Eng. 1982, 19, 227–242. [Google Scholar] [CrossRef]
- Sales, R.C.M.; de Sousa, A.F.; Brito, C.B.G.; Sena, J.L.S.; Silveira, N.N.A.; Cândido, G.M.; Donadon, M.V. Analysis of hygrothermal effects on mixed mode I/II interlaminar fracture toughness of carbon composite joints. Int. J. Adhes. Adhes. 2020, 97, 102477. [Google Scholar] [CrossRef]
- Dai, T.; Dai, H.-L. Hygrothermal behavior of a CFRR-metal adhesively bonded joint with coupled transfer of heat and moisture through the thickness. Compos. Struct. 2016, 152, 947–958. [Google Scholar] [CrossRef]
- Gude, M.R.; Prolongo, S.G.; Ureña, A. Hygrothermal ageing of adhesive joints with nanoreinforced adhesives and different surface treatment of carbon fibre/epoxy substrates. Int. J. Adhes. Adhes. 2013, 40, 179–187. [Google Scholar] [CrossRef]
- Ashcroft, I.A.; Abdel Wahab, M.M.; Crocombe, A.D.; Hughes, D.J.; Shaw, S.J. The effect of environment on fatigue of bonded composite joints. Part 1: Testing and fractography. Compos. Part A Appl. Sci. Manuf. 2001, 32, 45–58. [Google Scholar] [CrossRef]
- Blackburn, B.P.; Tatar, J.; Douglas, E.P.; Hamilton, H.R. Effect of hydrothermal conditioning on epoxy adhesives used in FRP composites. Constr. Build. Mater. 2015, 96, 679–689. [Google Scholar] [CrossRef]
- Liu, S.; Cheng, X.; Zhang, Q.; Zhang, J.; Bao, J.; Guo, X. An investigation of hygrothermal effects on adhesive materials and double lap shear joints of CFRP composite laminates. Compos. Part B Eng. 2016, 91, 431–440. [Google Scholar] [CrossRef]
- Patil, O.R.; Ameli, A.; Datla, N.V. Predicting environmental degradation of adhesive joints using a cohesive zone finite element model based on accelerated fracture tests. Int. J. Adhes. Adhes. 2017, 76, 54–60. [Google Scholar] [CrossRef]
- Jiang, X.; Qiang, X.; Kolstein, M.H.; Bijlaard, F.S.K. Experimental investigation on mechanical behavior of FRO-to-steel-adhesively-bonded joint under combined loading—Part 2: After hygrothermal ageing. Compos. Struct. 2015, 125, 687–697. [Google Scholar] [CrossRef]
- Ameli, A.; Datla, N.V.; Azari, S.; Papini, M.; Spelt, J.K. Prediction of environmental degradation of closed adhesive joints using data from open-faced specimens. Compos. Struct. 2012, 94, 779–786. [Google Scholar] [CrossRef]
- Stazi, F.; Giampaoli, M.; Rossi, M.; Munafò, P. Environmental ageing on GFRP pultruded joint: Comparison between different adhesives. Compos. Struct. 2015, 133, 404–414. [Google Scholar] [CrossRef]
- Datla, N.V.; Ameli, A.; Azari, S.; Papini, M.; Spelt, J.K. Effect of hydrothermal ageing on the fatigue behavior of two toughened epoxy adhesives. Eng. Fract. Mech. 2012, 79, 61–77. [Google Scholar] [CrossRef]
- Okba, S.H.; Nasr, E.-S.A.; Helmy, A.I.I.; Yousef, I.A.-l. Effect of thermal exposure on the mechanical properties of polymer adhesives. Constr. Build. Mater. 2017, 135, 490–504. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, X.; Xia, Y.; Zhou, Q.; Wang, H.-P.; Yu, T.-X. Experimental study of strain rate effects on the strength of adhesively bonded joints after hygrothermal exposure. Int. J. Adhes. Adhes. 2015, 56, 3–12. [Google Scholar] [CrossRef]
- Rudawska, A.; Brunella, V. The effect of ageing in water solution containing iron sulphate on the mechanical properties of epoxy adhesives. Polymers 2020, 12, 218. [Google Scholar] [CrossRef] [Green Version]
- Rudawska, A.; Wahab, M.A.; Müller, M. Effect of ageing process on mechanical properties of adhesive tubular butt joints in aqueous environment. Int. J. Adhes. Adhes. 2020, 96, 102466. [Google Scholar] [CrossRef]
- Rudawska, A. The impact of seasoning conditions on mechanical properties of modified and unmodified epoxy adhesive compounds. Polymers 2019, 11, 804. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miturska, I.; Rudawska, A.; Müller, M.; Valášek, P. The influence of modification with natural fillers on the mechanical properties of epoxy adhesive compositions after storage time. Materials 2020, 13, 291. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banea, M.D.; da Silva, L.F.M.; Campilho, R. Effect of temperature on tensile strength and mode I fracture toughness of high temperature epoxy epoxy compound. J. Adhes. Sci. Technol. 2012, 26, 939–953. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin (Trade Name) | Epoxy Resin/Curing Agent Weight Ratio | Curing Agent Type | Filler Percentage Ratio in 100 Parts by Weight of Epoxy Resin | Epoxy Compounds Designation |
|---|---|---|---|---|
| Epidian 5 (unmodified epoxy resin) | 100:80 | polyamide | 1% | E5/PAC/100:80/CaCO3/1% |
| 2% | E5/PAC/100:80/ CaCO3/2% | |||
| 3% | E5/PAC/100:80/ CaCO3/3% | |||
| Epidian 57 (modified epoxy resin) | 100:80 | polyamide | 1% | E57/PAC/100:80/ CaCO3/1% |
| 2% | E57/PAC/100:80/ CaCO3/2% | |||
| 3% | E57/PAC/100:80/ CaCO3/3% |
| Resin (Trade Name) | Epoxy Resin/Curing Agent Weight Ratio | Curing Agent Type | Filler Percentage Ratio in 100 Parts by Weight of Epoxy Resin | Epoxy Compounds Designation |
|---|---|---|---|---|
| Epidian 5 (unmodified epoxy resin) | 100:80 | polyamide | 1% | E5/PAC/100:80/C/1% |
| 2% | E5/PAC/100:80/C/2% | |||
| 3% | E5/PAC/100:80/C/3% | |||
| Epidian 57 (modified epoxy resin) | 100:80 | polyamide | 1% | E57/PAC/100:80/C/1% |
| 2% | E57/PAC/100:80/C/2% | |||
| 3% | E57/PAC/100:80/C/3% |
| Reference Samples, Amount | ||||
|---|---|---|---|---|
| Amount of Filler | Epoxy Compounds | |||
| E5/PAC/100:80/CaCO3 | E5/PAC/100:80/C | E57/PAC/100:80/CaCO3 | E5/PAC/100:80/C | |
| 1% | 6 | 6 | 6 | 6 |
| 2% | 6 | 6 | 6 | 6 |
| 3% | 6 | 6 | 6 | 6 |
| Sum | 18 | 18 | 18 | 18 |
| Parameters | Type of Epoxy Compounds | |
|---|---|---|
| E5/PAC/100:80/C E5/PAC/100:80/CaCO3 | E57/PAC/100:80/C E57/PAC/100:80/CaCO3 | |
| Curing time | 7 days | |
| Aging time | 10 weeks | |
| Temperature | 82 °C | |
| Humidity | 95% | |
| Parameters | Type of Epoxy Compounds | |
|---|---|---|
| E5/PAC/100:80/C E5/PAC/100:80/CaCO3 | E57/PAC/100:80/C E57/PAC/100:80/CaCO3 | |
| Curing time | 7 days | |
| Aging time | 10 weeks | |
| Temperature | +82 °C/−40 °C | |
| Time of thermal shock cycle | 15 min | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rudawska, A. Experimental Study of Mechanical Properties of Epoxy Compounds Modified with Calcium Carbonate and Carbon after Hygrothermal Exposure. Materials 2020, 13, 5439. https://doi.org/10.3390/ma13235439
Rudawska A. Experimental Study of Mechanical Properties of Epoxy Compounds Modified with Calcium Carbonate and Carbon after Hygrothermal Exposure. Materials. 2020; 13(23):5439. https://doi.org/10.3390/ma13235439
Chicago/Turabian StyleRudawska, Anna. 2020. "Experimental Study of Mechanical Properties of Epoxy Compounds Modified with Calcium Carbonate and Carbon after Hygrothermal Exposure" Materials 13, no. 23: 5439. https://doi.org/10.3390/ma13235439
APA StyleRudawska, A. (2020). Experimental Study of Mechanical Properties of Epoxy Compounds Modified with Calcium Carbonate and Carbon after Hygrothermal Exposure. Materials, 13(23), 5439. https://doi.org/10.3390/ma13235439