Selective Laser Melting and Electron Beam Melting of Ti6Al4V for Orthopedic Applications: A Comparative Study on the Applied Building Direction

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
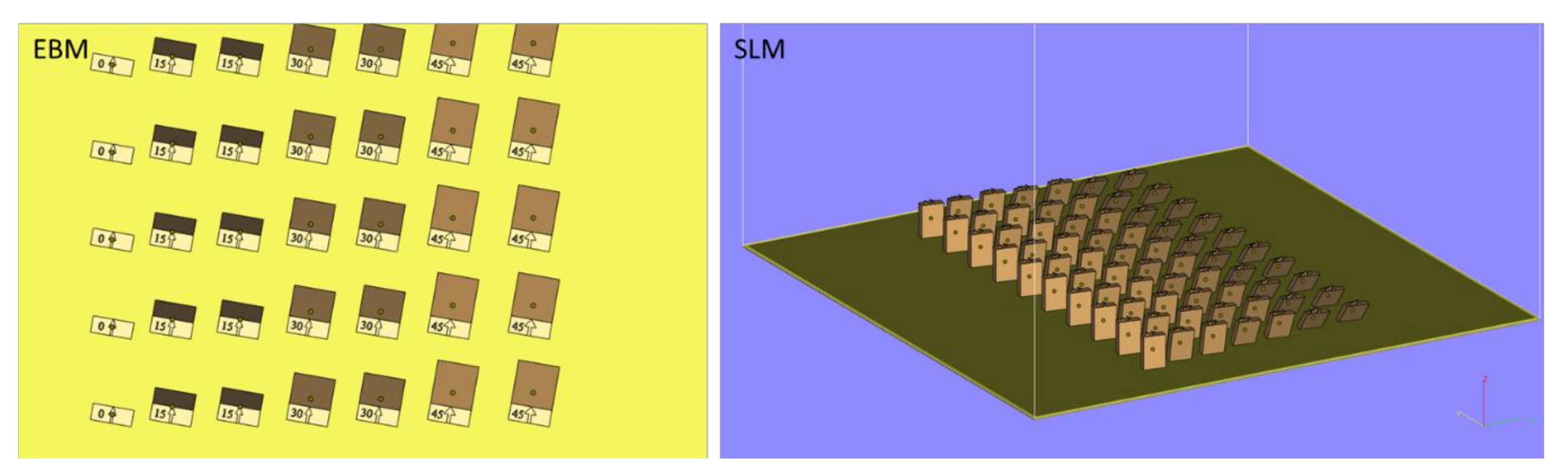
2.1. Selective Laser Melting and Electron Beam Melting of Ti6Al4V Samples
2.2. Characterization of Additively Manufactured Parts
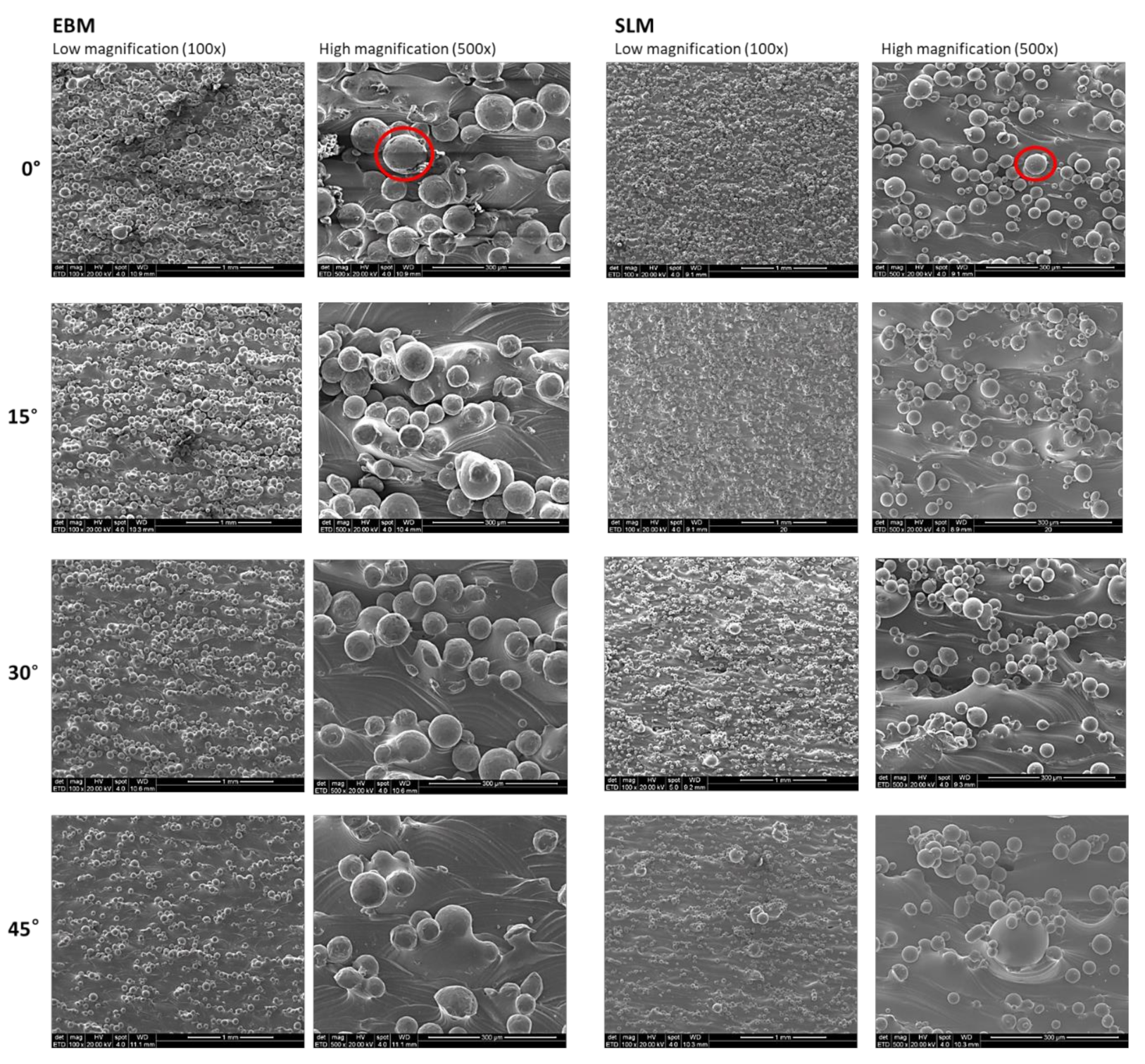
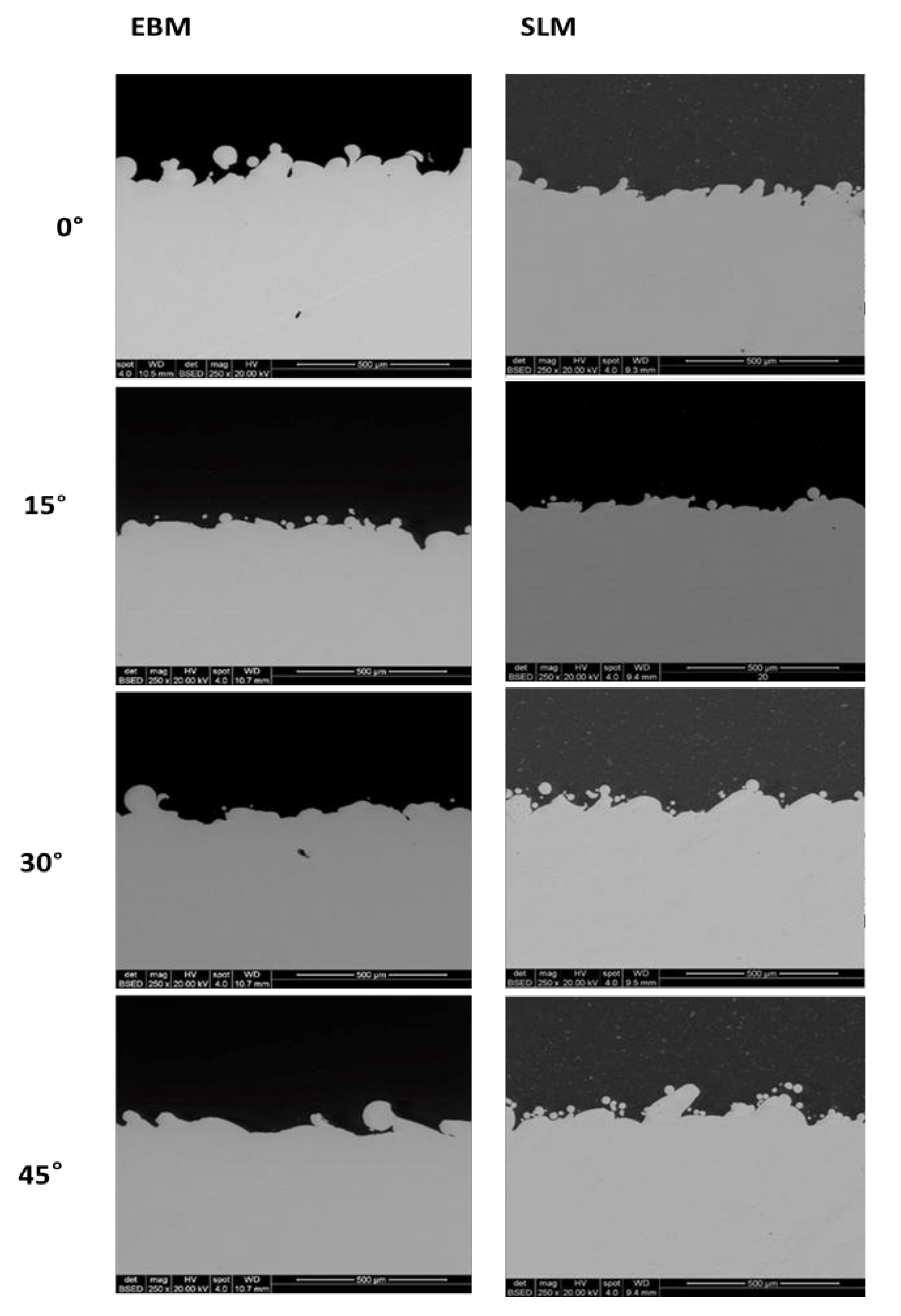
2.2.1. Analysis of Surface Topography Using Scanning Electron Microscopy
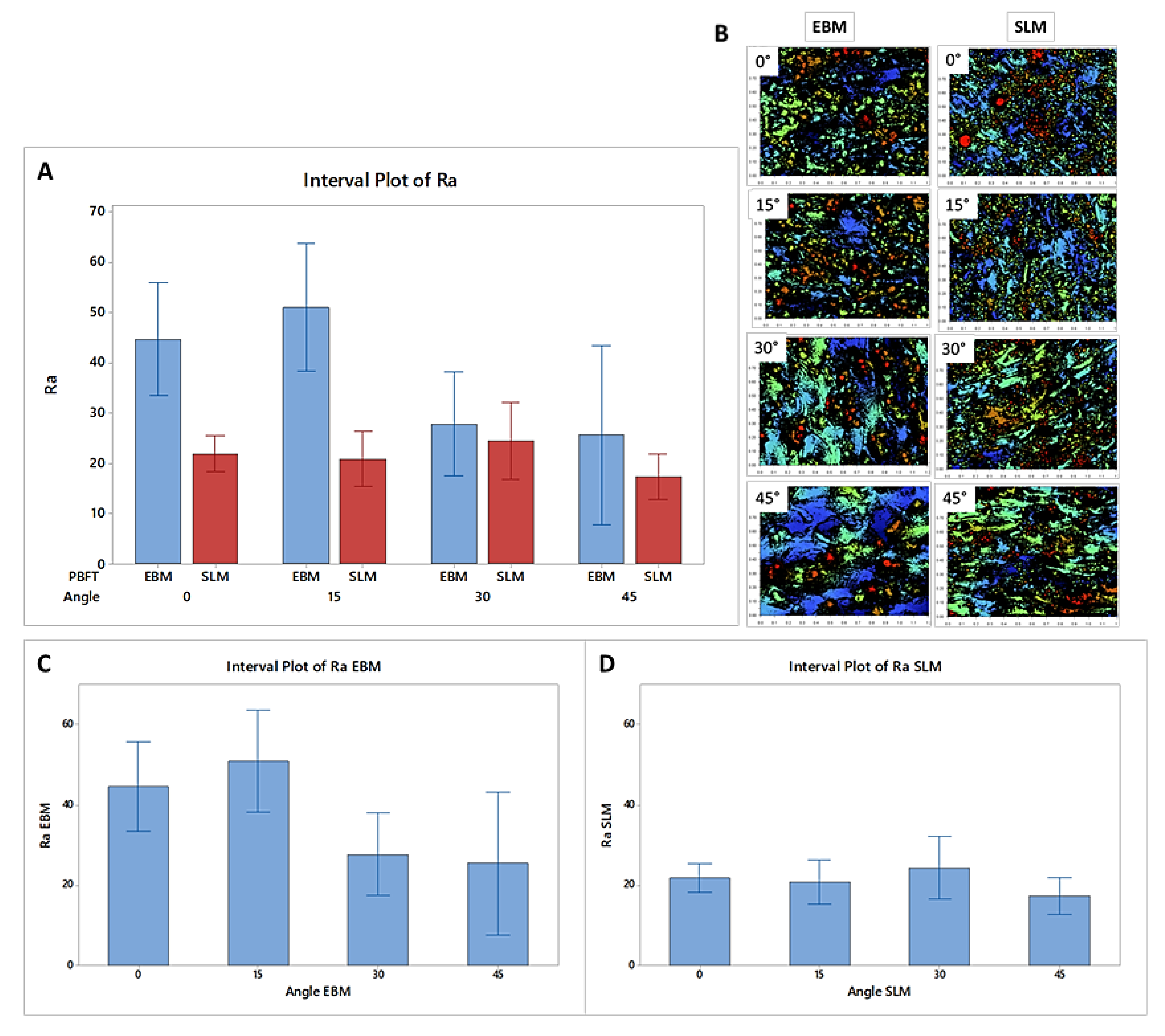
2.2.2. Three-Dimensional Surface Reconstruction and Roughness Analysis Using Optical Microscopy
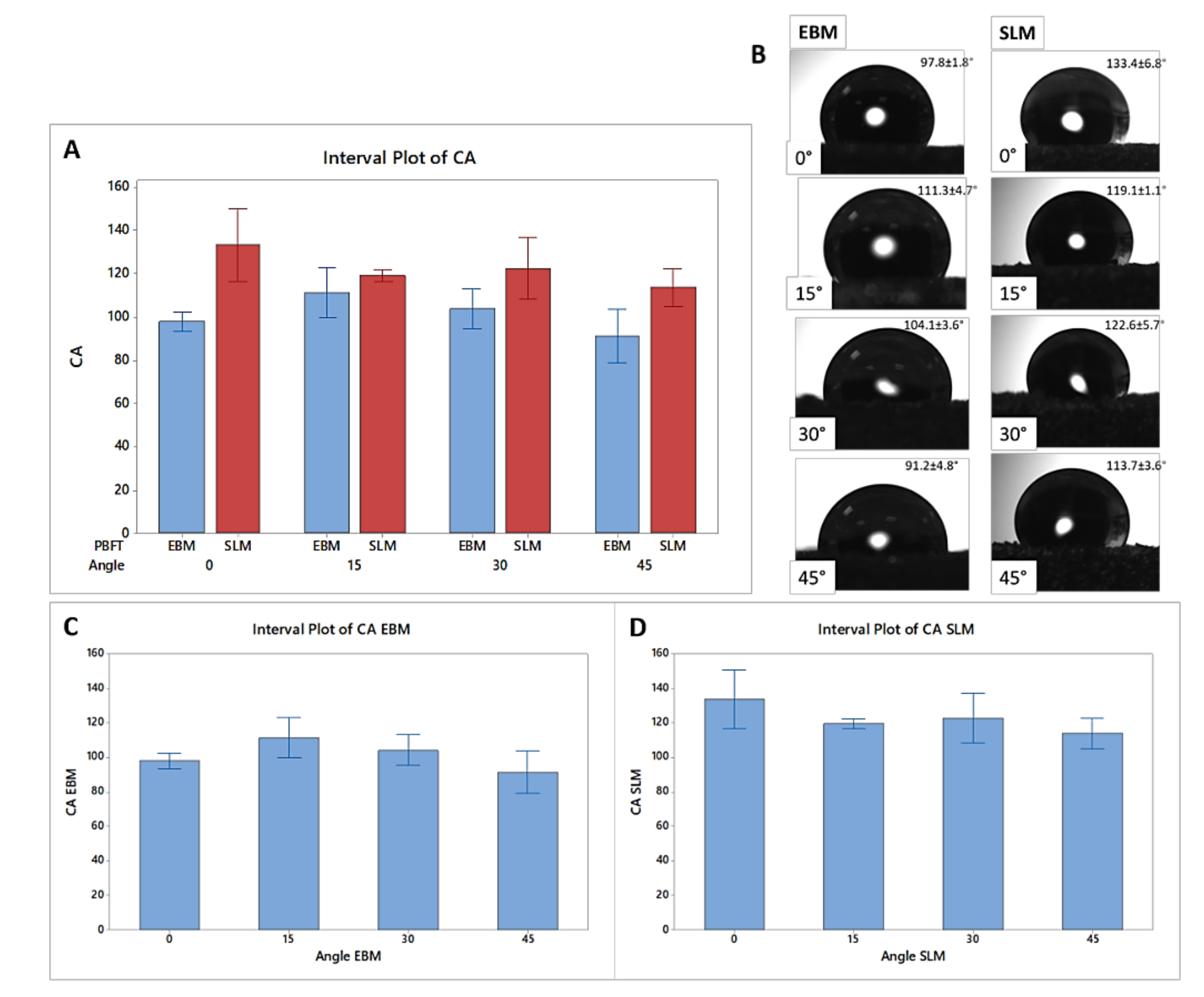
2.2.3. Surface Wettability
2.3. In Vitro Adhesion, Proliferation, and Mineralization of MC3T3 Preosteoblast Cells
2.3.1. Cell Culture and Seeding
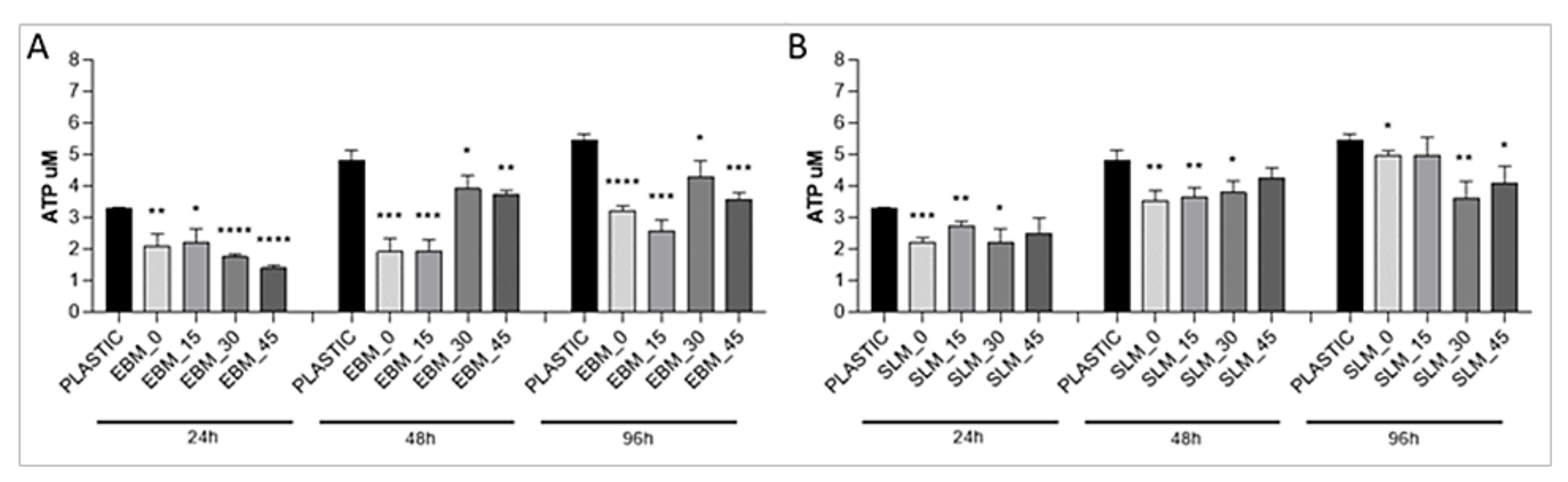
2.3.2. Cell Viability Assay
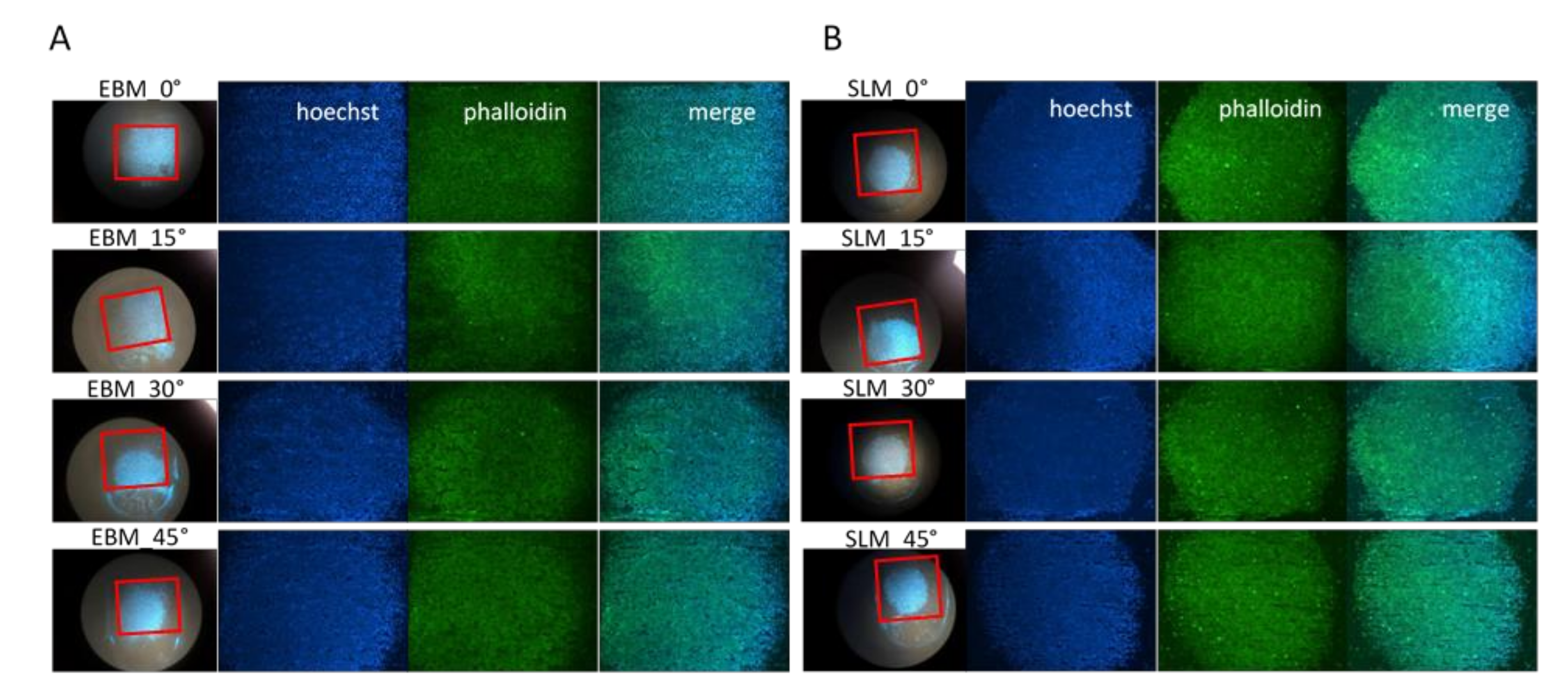
2.3.3. Immunofluorescence Staining
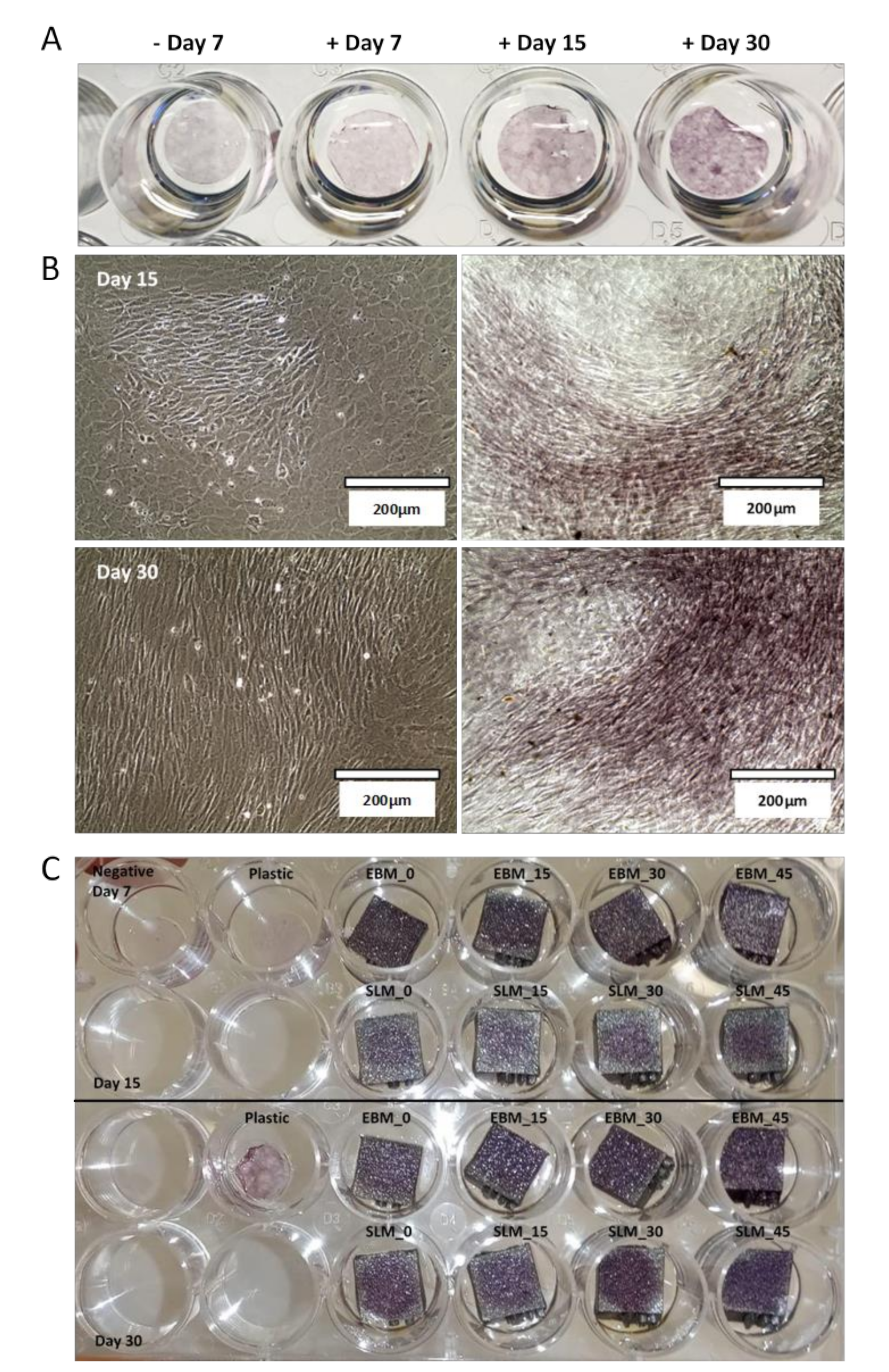
2.3.4. Alizarin Red Staining
2.3.5. RNA Extraction and Quantitative Real-Time PCR (qPCR)
3. Results
3.1. Surface Topography of the EBM and SLM Samples
3.2. Viability and In Vitro Adhesion of MC3T3-E1 Cells on Titanium Scaffolds
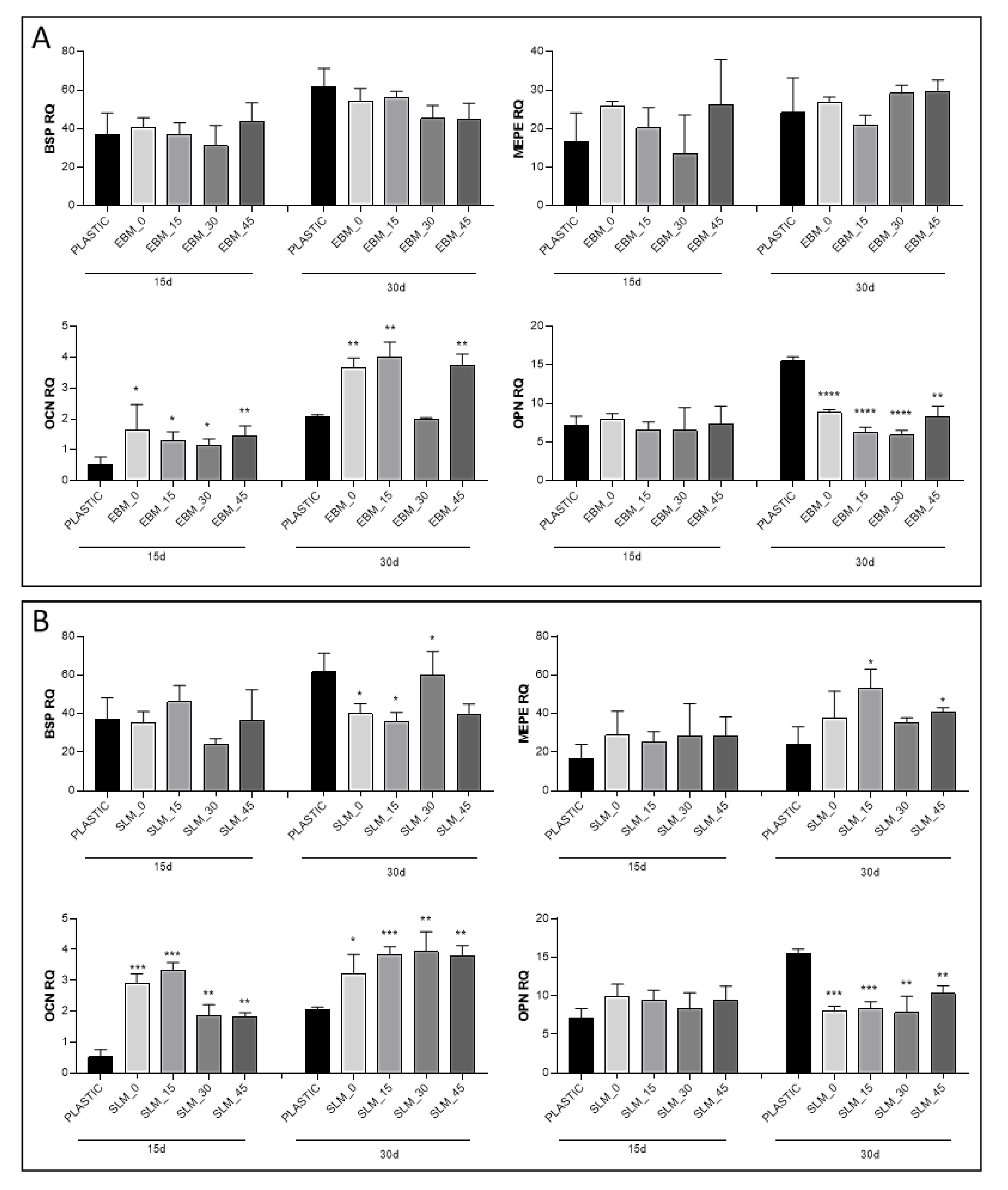
3.3. Osteogenic Differentiation of MC3T3-E1 Cells on Titanium Scaffolds
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lowther, M.; Cox, S.C.; Davey, A.; Hussain, A.; Ginestra, P.; Carter, L.; Eisenstein, N.; Grover, L.M.; Cox, S.C. Clinical, industrial, and research perspectives on powder bed fusion additively manufactured metal implants. Addit. Manuf. 2019, 28, 565–584. [Google Scholar] [CrossRef] [Green Version]
- Angelats, D.; Ginestra, P. Cell Bioprinting: The 3D-Bioplotter™ Case. Materials 2019, 12, 4005. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ginestra, P.; Ceretti, E.; Fiorentino, A. Potential of modeling and simulations of bioengineered devices: Endoprostheses, prostheses and orthoses. Proc. Inst. Mech. Eng. Part H: J. Eng. Med. 2016, 230, 607–638. [Google Scholar] [CrossRef] [PubMed]
- Gastaldi, D.; Parisi, G.; Lucchini, R.; Contro, R.; Bignozzi, S.; Ginestra, P.; Filardo, G.; Kon, E.; Vena, P. A Predictive Model for the Elastic Properties of a Collagen-Hydroxyapatite Porous Scaffold for Multi-Layer Osteochondral Substitutes. Int. J. Appl. Mech. 2015, 7, 1550063. [Google Scholar] [CrossRef] [Green Version]
- Bayata, F.; Yildiz, C. The effects of design parameters on mechanical failure of Ti-6Al-4V implants using finite element analysis. Eng. Fail. Anal. 2020, 110, 104445. [Google Scholar] [CrossRef]
- Wu, T.; Liao, W.; Dai, N.; Tang, C. Design of a custom angled abutment for dental implants using computer-aided design and nonlinear finite element analysis. J. Biomech. 2010, 43, 1941–1946. [Google Scholar] [CrossRef]
- Doliveux, S.; Jamjoom, F.Z.; Nadra, M.; Gallucci, G.O.; Hamilton, A. Fabrication technique for a custom implant emergence profile on 3D printed casts. J. Prosthet. Dent. 2020, 123, 571–575. [Google Scholar] [CrossRef]
- Mobbs, R.J.; Parr, W.C.; Choy, W.J.; McEvoy, A.; Walsh, W.R.; Phan, K. Anterior Lumbar Interbody Fusion Using a Personalized Approach: Is Custom the Future of Implants for Anterior Lumbar Interbody Fusion Surgery? World Neurosurg. 2019, 124, 452–458.e1. [Google Scholar] [CrossRef]
- Kutylowski, R.; Szwechłowicz, M. Application of topology optimization to thighbone and thighbone/implant structure modelling. Arch. Civ. Mech. Eng. 2019, 19, 1006–1019. [Google Scholar] [CrossRef]
- Li, C.-H.; Wu, C.-H.; Lin, C.-L. Design of a patient-specific mandible reconstruction implant with dental prosthesis for metal 3D printing using integrated weighted topology optimization and finite element analysis. J. Mech. Behav. Biomed. Mater. 2020, 105, 103700. [Google Scholar] [CrossRef]
- Nirish, M.; Rajendra, R. Suitability of metal additive manufacturing processes for part topology optimization—A comparative study. Mater. Today: Proc. 2020, 27, 1601–1607. [Google Scholar] [CrossRef]
- Carter, L.N.; Addison, O.; Naji, N.; Seres, P.; Wilman, A.H.; Shepherd, D.E.; Grover, L.; Cox, S.C. Reducing MRI susceptibility artefacts in implants using additively manufactured porous Ti-6Al-4V structures. Acta Biomater. 2020, 107, 338–348. [Google Scholar] [CrossRef] [PubMed]
- Vijayavenkataraman, S.; Kuan, L.Y.; Lu, W.F. 3D-printed ceramic triply periodic minimal surface structures for design of functionally graded bone implants. Mater. Des. 2020, 191, 108602. [Google Scholar] [CrossRef]
- Zhou, W.; Peng, X.; Ma, Y.; Hu, Y.; Wu, Y.; Lan, F.; Weir, M.D.; Li, M.; Ren, B.; Oates, T.W.; et al. Two-staged time-dependent materials for the prevention of implant-related infections. Acta Biomater. 2020, 101, 128–140. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Jansen, J.A.; Walboomers, X.F.; Beucken, J.J.J.P.V.D. Mechanical aspects of dental implants and osseointegration: A narrative review. J. Mech. Behav. Biomed. Mater. 2020, 103, 103574. [Google Scholar] [CrossRef] [PubMed]
- Gerzina, C.; Potter, E.; Haleem, A.M.; Dabash, S. The future of the amputees with osseointegration: A systematic review of literature. J. Clin. Orthop. Trauma 2019, 11, S142–S148. [Google Scholar] [CrossRef]
- Shah, F.; Thomsen, P.; Palmquist, A. Osseointegration and current interpretations of the bone-implant interface. Acta Biomater. 2019, 84, 1–15. [Google Scholar] [CrossRef]
- Sarker, A.; Tran, N.; Rifai, A.; Brandt, M.; Tran, P.A.; Leary, M.; Fox, K.; Williams, R. Rational design of additively manufactured Ti6Al4V implants to control Staphylococcus aureus biofilm formation. Mater. 2019, 5, 100250. [Google Scholar] [CrossRef]
- Tao, B.; Zhao, W.; Lina, C.; Yuana, Z.; Hea, Y.; Lua, L.; Chena, M.; Dinga, Y.; Yanga, Y.; Xiaa, Z.; et al. Surface modification of titanium implants by ZIF-8@Levo/LBL coating for inhibition of bacterial-associated infection and enhancement of in vivo osseointegration. Chem. Eng. J. 2020, 390, 124621. [Google Scholar] [CrossRef]
- Cavaliere, E.; Benetti, G.; Banfi, F.; Gavioli, L. Antimicrobial nanostructured coating. In Nanomedicine; Elsevier BV: Amsterdam, The Netherlands, 2020; Volume 15, pp. 291–311. [Google Scholar]
- Wang, J.-Y.; Liu, Y.-C.; Lin, G.-S.; Chang, H.-H.; Li, Y.-T.; Yang, Y.-C.; Matsuyama, H.; Lee, B.-S.; Chen-Ying, W.; Tung, K.-L. Flame-sprayed strontium- and magnesium-doped hydroxyapatite on titanium implants for osseointegration enhancement. Surf. Coatings Technol. 2020, 386, 125452. [Google Scholar] [CrossRef]
- Salaie, R.N.; Besinis, A.; Le, H.; Tredwin, C.; Handy, R. The biocompatibility of silver and nanohydroxyapatite coatings on titanium dental implants with human primary osteoblast cells. Mater. Sci. Eng. C 2020, 107, 110210. [Google Scholar] [CrossRef] [PubMed]
- Civantos, A.; Domínguez, C.; Pino, R.J.; Setti, G.; Pavón, J.J.; Martínez-Campos, E.; Garcia, F.J.G.; Rodríguez, J.A.; Allain, J.P.; Torres, Y. Designing bioactive porous titanium interfaces to balance mechanical properties and in vitro cells behavior towards increased osseointegration. Surf. Coatings Technol. 2019, 368, 162–174. [Google Scholar] [CrossRef]
- Didier, P.; Piotrowski, B.; Fischer, M.; Laheurte, P. Mechanical stability of custom-made implants: Numerical study of anatomical device and low elastic Young’s modulus alloy. Mater. Sci. Eng: C 2017, 74, 399–409. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Sabbagh, M.; Eldomiaty, W.; Khabbaz, Y. Can Osseointegration Be Achieved Without Primary Stability? Dent. Clin. North Am. 2019, 63, 461–473. [Google Scholar] [CrossRef] [PubMed]
- Wu, A.; Hsu, J.; Fuh, L.; Huang, H. Biomechanical effect of implant design on four implants supporting mandibular full-arch fixed dentures: In vitro test and finite element analysis. J. Form. Med. Ass. 2019, 119, 1514–1523. [Google Scholar] [CrossRef]
- Li, J.; Cui, X.; Hooper, G.J.; Lim, K.S.; Woodfield, T.B.F. Rational design, bio-functionalization and biological performance of hybrid additive manufactured titanium implants for orthopaedic applications: A review. J. Mech. Behav. Biomed. Mater. 2020, 105, 103671. [Google Scholar] [CrossRef] [PubMed]
- Nakayama, Y.; Yamashita, Y.; Shimohira, D.; Aijima, R.; Danjo, A. A long-term clinical statistical analysis of machined-surface Brånemark implants used in patients undergoing oral and maxillofacial surgery. J. Oral Maxillofac. Surgery, Med. Pathol. 2019, 31, 237–240. [Google Scholar] [CrossRef]
- Shivaram, A.; Bose, S.; Bandyopadhyay, A. Understanding long-term silver release from surface modified porous titanium implants. Acta Biomater. 2017, 58, 550–560. [Google Scholar] [CrossRef]
- Allegri, G.; Colpani, A.; Ginestra, P.; Attanasio, A. An Experimental Study on Micro-Milling of a Medical Grade Co-Cr-Mo Alloy Produced by Selective Laser Melting. Mater. 2019, 12, 2208. [Google Scholar] [CrossRef] [Green Version]
- Tan, K.; Yeo, S.H. Surface finishing on IN625 additively manufactured surfaces by combined ultrasonic cavitation and abrasion. Addit. Manuf. 2020, 31, 100938. [Google Scholar] [CrossRef]
- Nagalingam, A.P.; Yuvaraj, H.K.; Yeo, S.H. Synergistic effects in hydrodynamic cavitation abrasive finishing for internal surface-finish enhancement of additive-manufactured components. Addit. Manuf. 2020, 33, 101110. [Google Scholar] [CrossRef]
- Dos Santos, L.C.P.; Malheiros, F.C.; Guarato, A.Z. Surface parameters of as-built additive manufactured metal for intraosseous dental implants. J. Prosthet. Dent. 2020, 124, 217–222. [Google Scholar] [CrossRef]
- Pegues, J.; Shamsaei, N.; Shamsaei, N.; Sanaei, N.; Fatemi, A.; Warner, D.; Li, P.; Phan, N. Fatigue of additive manufactured Ti-6Al-4V, Part I: The effects of powder feedstock, manufacturing, and post-process conditions on the resulting microstructure and defects. Int. J. Fatigue 2020, 132, 105358. [Google Scholar] [CrossRef]
- Pidge, P.A.; Kumar, H. Additive manufacturing: A review on 3 D printing of metals and study of residual stress, buckling load capacity of strut members. Mater. Today: Proc. 2020, 21, 1689–1694. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of defects on mechanical properties in metal additive manufacturing: A review focusing on X-ray tomography insights. Mater. Des. 2020, 187, 108385. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Influence of scanning length and energy input on residual stress reduction in metal additive manufacturing: Numerical and experimental studies. J. Manuf. Process. 2020, 49, 247–259. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. The effects of stress relieving heat treatment on the microstructure and residual stress of Inconel 718 fabricated by laser metal powder bed fusion additive manufacturing process. J. Manuf. Process. 2019, 48, 154–163. [Google Scholar] [CrossRef]
- Murr, L.E. Metallurgy principles applied to powder bed fusion 3D printing/additive manufacturing of personalized and optimized metal and alloy biomedical implants: An overview. J. Mater. Res. Technol. 2020, 9, 1087–1103. [Google Scholar] [CrossRef]
- Tilton, M.; Lewis, G.S.; Wee, H.B.; Armstrong, A.; Hast, M.W.; Manogharan, G. Additive manufacturing of fracture fixation implants: Design, material characterization, biomechanical modeling and experimentation. Addit. Manuf. 2020, 33, 101137. [Google Scholar] [CrossRef]
- Oliveira, T.T.; Dos Reis, A.C. Fabrication of dental implants by the additive manufacturing method: A systematic review. J. Prosthet. Dent. 2019, 122, 270–274. [Google Scholar] [CrossRef]
- Ni, J.; Ling, H.; Zhang, S.; Wang, Z.; Peng, Z.; Benyshek, C.; Zan, R.; Miri, A.K.; Li, Z.; Zhang, X.; et al. Three-dimensional printing of metals for biomedical applications. Mater. Today Bio 2019, 3, 100024. [Google Scholar] [CrossRef] [PubMed]
- Grover, T.; Pandey, A.; Kumari, S.T.; Awasthi, A.; Singh, B.; Dixit, P.; Singhal, P.; Saxena, K. Role of titanium in bio implants and additive manufacturing: An overview. Mater. Today: Proc. 2020, 26, 3071–3080. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Chen, L.-Y. A Review on Biomedical Titanium Alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef] [Green Version]
- Khorasani, A.M.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Titanium in Biomedical Applications—Properties and Fabrication: A Review. J. Biomater. Tissue Eng. 2015, 5, 593–619. [Google Scholar] [CrossRef]
- Ginestra, P.; Fiorentino, A.; Ceretti, E. Micro-structuring of Titanium Collectors by Laser Ablation Technique: A Promising Approach to Produce Micro-patterned Scaffolds for Tissue Engineering Applications. Procedia CIRP 2017, 65, 19–24. [Google Scholar] [CrossRef]
- Ginestra, P.; Pandini, S.; Fiorentino, A.; Benzoni, P.; Dell’Era, P.; Ceretti, E. Microstructured scaffold for guided cellular orientation: Poly(ε-caprolactone) electrospinning on laser ablated titanium collector. CIRP J. Manuf. Sci. Technol. 2017, 19, 147–157. [Google Scholar] [CrossRef]
- Ataee, A.; Li, Y.; Wen, C. A comparative study on the nanoindentation behavior, wear resistance and in vitro biocompatibility of SLM manufactured CP–Ti and EBM manufactured Ti64 gyroid scaffolds. Acta Biomater. 2019, 97, 587–596. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Sercombe, T.B.; Wang, S.; Hao, Y.; Yang, R.; Murr, L.E. Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater. Des. 2016, 95, 21–31. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effect on the High Cycle Fatigue life. Procedia Eng. 2018, 213, 89–97. [Google Scholar] [CrossRef]
- Chastand, V.; Quaegebeur, P.; Maia, W.; Charkaluk, E. Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater. Charact. 2018, 143, 76–81. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W.; Hu, M.; Li, P. Compressive properties and micro-structural characteristics of Ti–6Al–4V fabricated by electron beam melting and selective laser melting. Mater. Sci. Eng. A 2019, 764, 138204. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, H.; Qiao, N.; Wang, C.; Hu, M. Corrosion resistance characteristics of a Ti-6Al-4V alloy scaffold that is fabricated by electron beam melting and selective laser melting for implantation in vivo. Mater. Sci. Eng. C 2017, 70, 832–841. [Google Scholar] [CrossRef] [PubMed]
- Gong, X.; Cui, Y.; Wei, D.; Liu, B.; Liu, R.; Nie, Y.; Li, Y. Building direction dependence of corrosion resistance property of Ti–6Al–4V alloy fabricated by electron beam melting. Corros. Sci. 2017, 127, 101–109. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Liu, T.; Yasuda, H.Y.; Hagihara, K.; Cho, K.; Ueda, M.; Takeyama, M. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Lin, B.; Chen, W.; Yang, Y.; Wu, F.; Li, Z. Anisotropy of microstructure and tensile properties of Ti–48Al–2Cr–2Nb fabricated by electron beam melting. J. All. Comp. 2020, 830, 154684. [Google Scholar] [CrossRef]
- Kim, K.-S.; Hwang, J.-W.; Lee, K.-A. Effect of building direction on the mechanical anisotropy of biocompatible Co–Cr–Mo alloy manufactured by selective laser melting process. J. Alloy. Compd. 2020, 834, 155055. [Google Scholar] [CrossRef]
- Xu, Z.; Liu, A.; Wang, X. The influence of building direction on the fatigue crack propagation behavior of Ti6Al4V alloy produced by selective laser melting. Mater. Sci. Eng. A 2019, 767, 138409. [Google Scholar] [CrossRef]
- Pal, S.; Gubeljak, N.; Hudak, R.; Lojen, G.; Rajtukova, V.; Predan, J.; Kokol, V.; Drstvensek, I. Tensile properties of selective laser melting products affected by building orientation and energy density. Mater. Sci. Eng. A 2019, 743, 637–647. [Google Scholar] [CrossRef]
- ASTM B214-16 Standard Test Method for Sieve Analysis of Metal Powders; ASTM: West Conshohocken, PA, USA, 2016; Volume 02.05.
- ASTM F2924-14 Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion; ASTM: West Conshohocken, PA, USA, 2014; Volume 10.04.
- ASTM F1472-08 Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications; ASTM: West Conshohocken, PA, USA, 2008; Volume 10.15.
- Yazid, F.; Kay, A.N.M.; Qin, W.Y.; Luchman, N.A.; Wahab, R.M.A.; Ariffin, S.H.Z. Morphology and Osteogenic Capability of MC3T3-E1 Cells on Granular Hydroxyapatite Scaffold. J. Biol. Sci. 2019, 19, 201–209. [Google Scholar] [CrossRef] [Green Version]
- Ikegame, M.; Ejiri, S.; Okamura, H. Expression of Non-collagenous Bone Matrix Proteins in Osteoblasts Stimulated by Mechanical Stretching in the Cranial Suture of Neonatal Mice. J. Histochem. Cytochem. 2018, 67, 107–116. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; De Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Bakša, T.; Kroupa, T. The Influence of Processing Parameters on the Mechanical Properties of SLM Parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef] [Green Version]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.J.; Święszkowski, W. Laser and Electron Beam Additive Manufacturing Methods of Fabricating Titanium Bone Implants. Appl. Sci. 2017, 7, 657. [Google Scholar] [CrossRef]
- Cox, S.C.; Jamshidi, P.; Eisenstein, N.M.; Webber, M.A.; Burton, H.; Moakes, R.J.A.; Addison, O.; Attallah, M.; Shepherd, D.E.; Grover, L.M. Surface Finish has a Critical Influence on Biofilm Formation and Mammalian Cell Attachment to Additively Manufactured Prosthetics. ACS Biomater. Sci. Eng. 2017, 3, 1616–1626. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Prina, E.; Goodridge, R.D.; Hague, R.J.M.; Edmondson, S.; Rose, F.R.A.J.; Christie, S.D.R. Surface chemistry of Ti6Al4V components fabricated using selective laser melting for biomedical applications. Mater. Sci. Eng. C 2016, 67, 294–303. [Google Scholar] [CrossRef] [Green Version]
- Grubova, I.; Chudinova, E.; Surmeneva, M.; Surmenev, R.; Ivanova, A.; Kravchuk, K.S.; Shugurov, V.; Teresov, A.; Koval’, N.N.; Prymak, O.; et al. Comparative evaluation of the sand blasting, acid etching and electron beam surface treatments of titanium for medical application. In Proceedings of the 11th International Forum on Strategic Technology (IFOST), Novosibirsk, Russia, 1–3 June 2016; IEEE: New York, NY, USA, 2016; pp. 69–72. [Google Scholar] [CrossRef]
- Aniket, Y.; Marriott, E.G. Osteoblast Gene Expression on a Novel Bioactive Ceramic Coating for Orthopedic Implant. Poster No. 1043. Annual Meeting ORS, Long Beach, CA, USA, 13–16 January 2011. [Google Scholar]
- He, C.; Zhang, F.; Cao, L.; Feng, W.; Qiu, K.; Zhang, Y.; Wang, H.; Mo, X.; Wang, J. Rapid mineralization of porous gelatin scaffolds by electrodeposition for bone tissue engineering. J. Mater. Chem. 2012, 22, 2111–2119. [Google Scholar] [CrossRef]
- Zhou, J.; Li, B.; Lu, S.; Zhang, L.; Han, Y. Regulation of Osteoblast Proliferation and Differentiation by Interrod Spacing of Sr-HA Nanorods on Microporous Titania Coatings. ACS Appl. Mater. Interfaces 2013, 5, 5358–5365. [Google Scholar] [CrossRef]
- Ginestra, P.; Ceretti, E.; Lobo, D.; Lowther, M.; Cruchley, S.; Kuehne, S.; Villapun, V.; Cox, S.; Grover, L.; Shepherd, D.; et al. Post Processing of 3D Printed Metal Scaffolds: A Preliminary Study of Antimicrobial Efficiency. Procedia Manuf. 2020, 47, 1106–1112. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Property | EBM | SLM |
|---|---|---|
| Particle size analysis 1 (μm) d10 d50 d90 | 50 68 96 | 27.79 38.18 54.45 |
| Powder density (g/cm3) 2 Apparent density | 2.57 | 2.31 |
| Chemical composition (wt %) 3 Al V O Fe Ti | 6.42 3.88 0.13 0.18 Bal. | 5.92 4.04 0.13 0.20 Bal. |
| Gene | Forward | Reverse |
|---|---|---|
| BSP | TTTATCCTCCTCTGAAACGGT | GTTTGAAGTCTCCTCTTCCTCC |
| OCN | CCGGGAGCAGTGTGAGCTTA | TAGATGCGTTTGTAGGCGGTC |
| OPN | GATGAACAGTATCCTGATGCC | TTGGAATGCTCAAGTCTGTG |
| MEPE | GTCTGTTGGACTGCTCCTCTT | CACCGTGGGATCAGGATACA |
| GAPDH | AGGTCGGTGTGAACGGATTTG | TGTAGACCATGTAGTTGAGGTCA |
| Angle SLM | N | Mean | Grouping * |
|---|---|---|---|
| 0° | 3 | 133.4 | A |
| 30° | 3 | 122.6 | A·····B |
| 15° | 3 | 119.1 | ·······B |
| 45° | 3 | 113.7 | ·······B |
| Angle EBM | N | Mean | Grouping * |
|---|---|---|---|
| 15° | 3 | 111.3 | A· |
| 30° | 3 | 104.1 | A·······B |
| 0° | 3 | 97.8 | ·········B·······C |
| 45° | 3 | 91.2 | ·················C |
| Angle SLM | N | Mean | Grouping * |
|---|---|---|---|
| 30° | 3 | 24.4 | A· |
| 0° | 3 | 21.9 | A·······B |
| 15° | 3 | 20.8 | A·······B |
| 45° | 3 | 17.4 | ·········B |
| Angle EBM | N | Mean | Grouping * |
|---|---|---|---|
| 15° | 3 | 51.0 | A |
| 0° | 3 | 44.7 | A |
| 30° | 3 | 27.8 | B |
| 45° | 3 | 25.6 | B |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ginestra, P.; Ferraro, R.M.; Zohar-Hauber, K.; Abeni, A.; Giliani, S.; Ceretti, E. Selective Laser Melting and Electron Beam Melting of Ti6Al4V for Orthopedic Applications: A Comparative Study on the Applied Building Direction. Materials 2020, 13, 5584. https://doi.org/10.3390/ma13235584
Ginestra P, Ferraro RM, Zohar-Hauber K, Abeni A, Giliani S, Ceretti E. Selective Laser Melting and Electron Beam Melting of Ti6Al4V for Orthopedic Applications: A Comparative Study on the Applied Building Direction. Materials. 2020; 13(23):5584. https://doi.org/10.3390/ma13235584
Chicago/Turabian StyleGinestra, Paola, Rosalba Monica Ferraro, Keren Zohar-Hauber, Andrea Abeni, Silvia Giliani, and Elisabetta Ceretti. 2020. "Selective Laser Melting and Electron Beam Melting of Ti6Al4V for Orthopedic Applications: A Comparative Study on the Applied Building Direction" Materials 13, no. 23: 5584. https://doi.org/10.3390/ma13235584
APA StyleGinestra, P., Ferraro, R. M., Zohar-Hauber, K., Abeni, A., Giliani, S., & Ceretti, E. (2020). Selective Laser Melting and Electron Beam Melting of Ti6Al4V for Orthopedic Applications: A Comparative Study on the Applied Building Direction. Materials, 13(23), 5584. https://doi.org/10.3390/ma13235584