Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers



Abstract
:1. Introduction
1.1. Microstructural Composition
1.1.1. Elastomers
1.1.2. Fillers
1.1.3. Other Additives
1.2. Rubbers Types
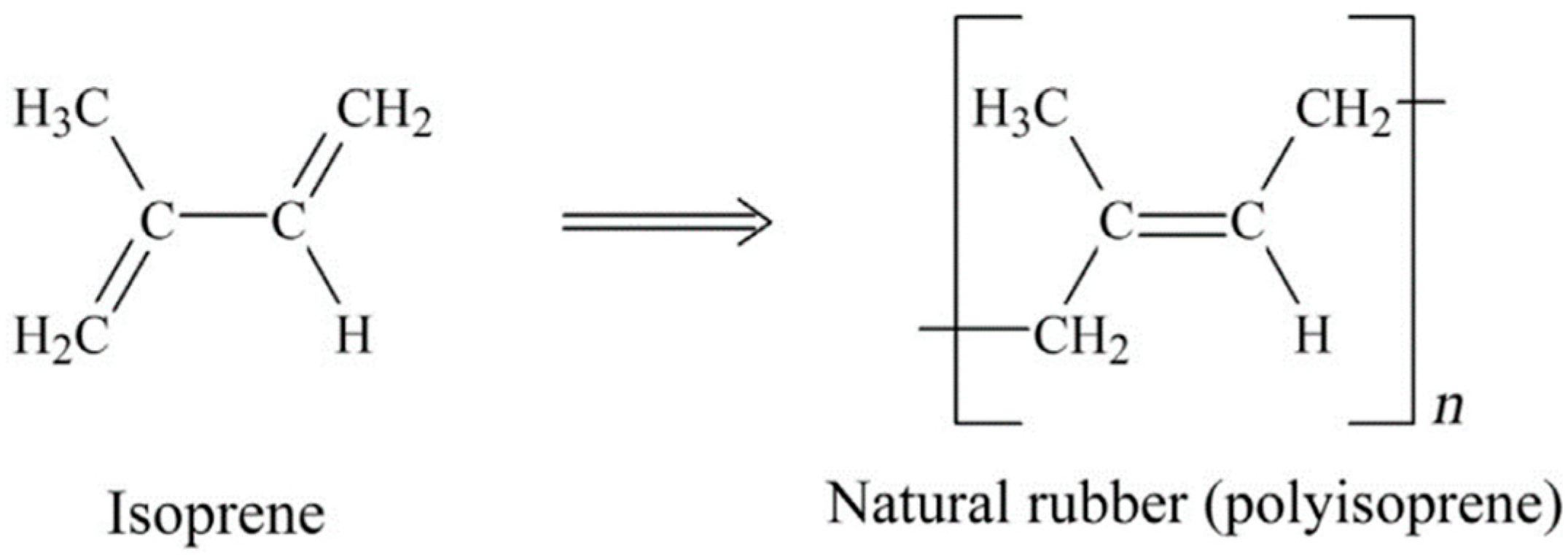
1.2.1. Natural Rubber
1.2.2. Synthetic Rubbers
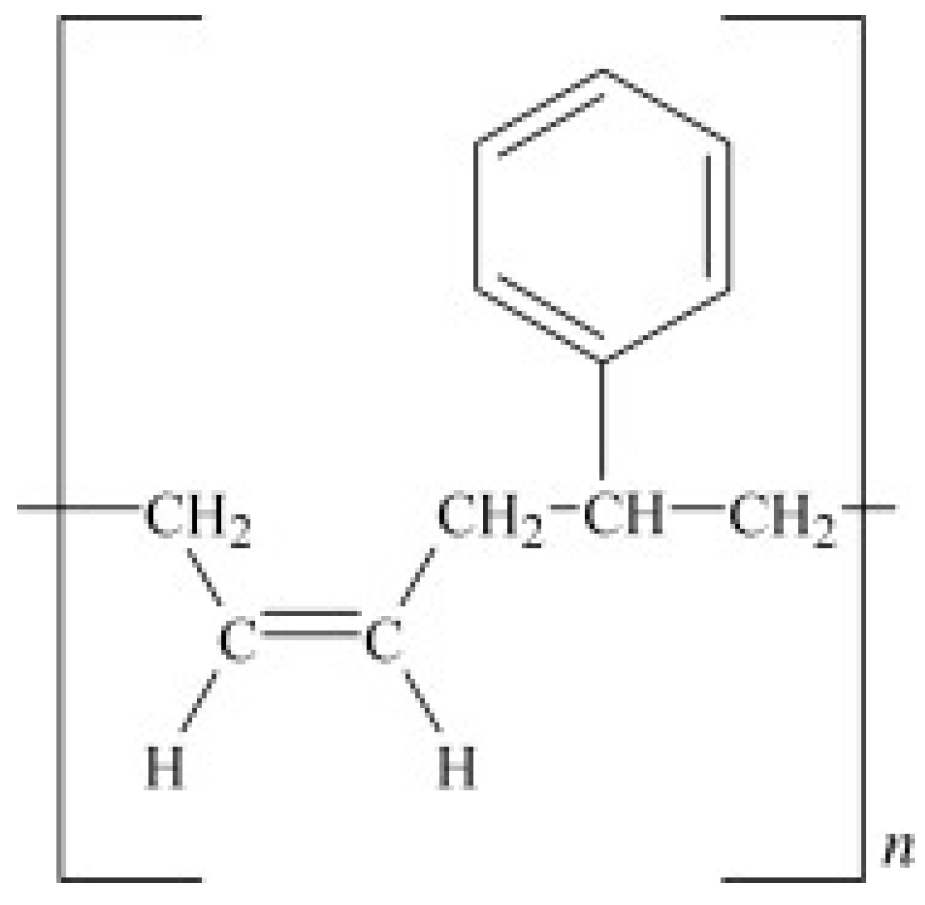
Styrene-Butadiene Rubber
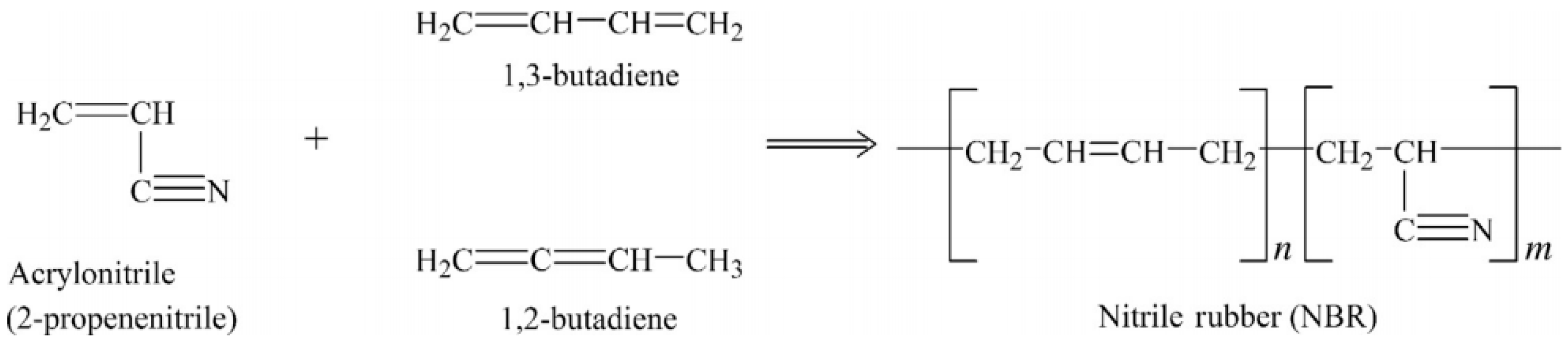
Nitrile-Butadiene Rubber
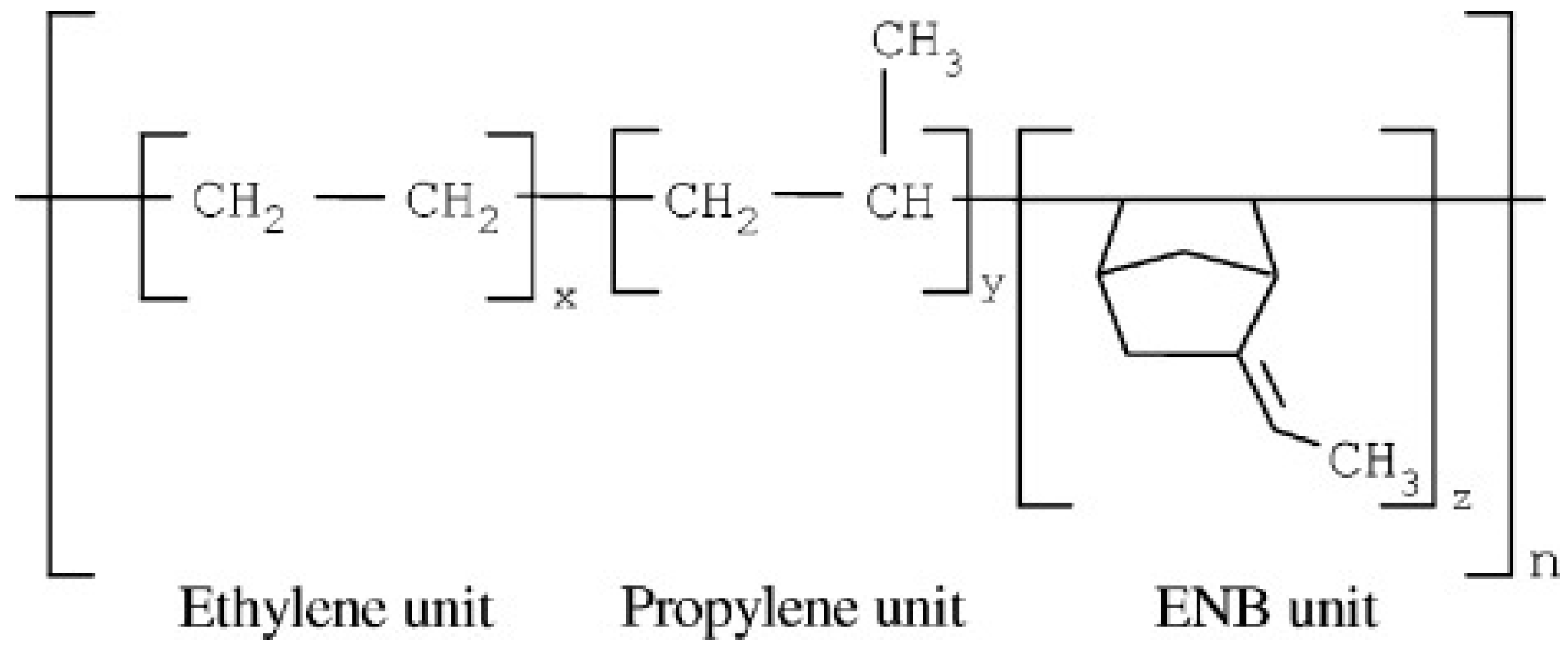
Ethylene-Propylene-Diene Monomer
Polyurethane
Silicone Rubber
2. Recycling
3. Thermoplastic Elastomers
3.1. TPE Structure
- Block copolymers consisting of elastic and non-elastic blocks;
- Rubber/thermoplastic blends;
- Dynamically vulcanized rubber/thermoplastic blends.
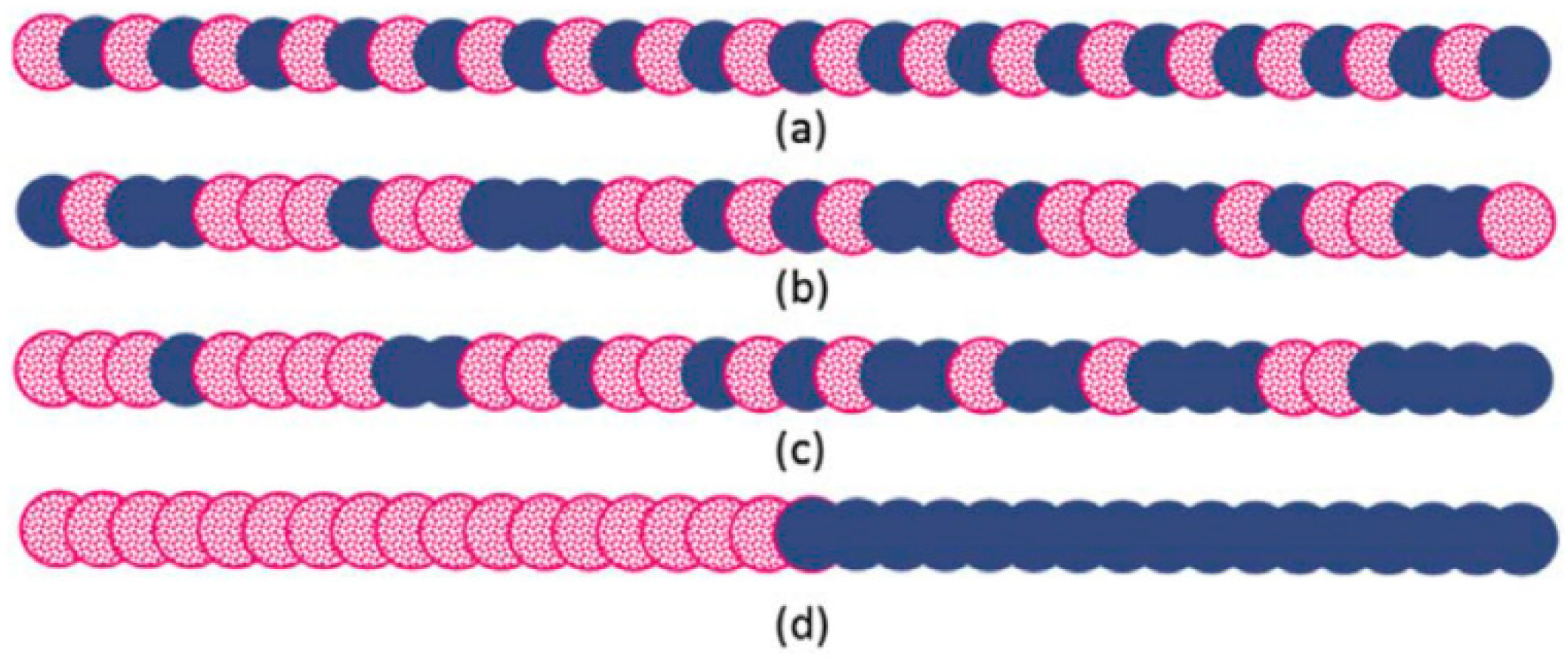
3.1.1. Block Copolymers
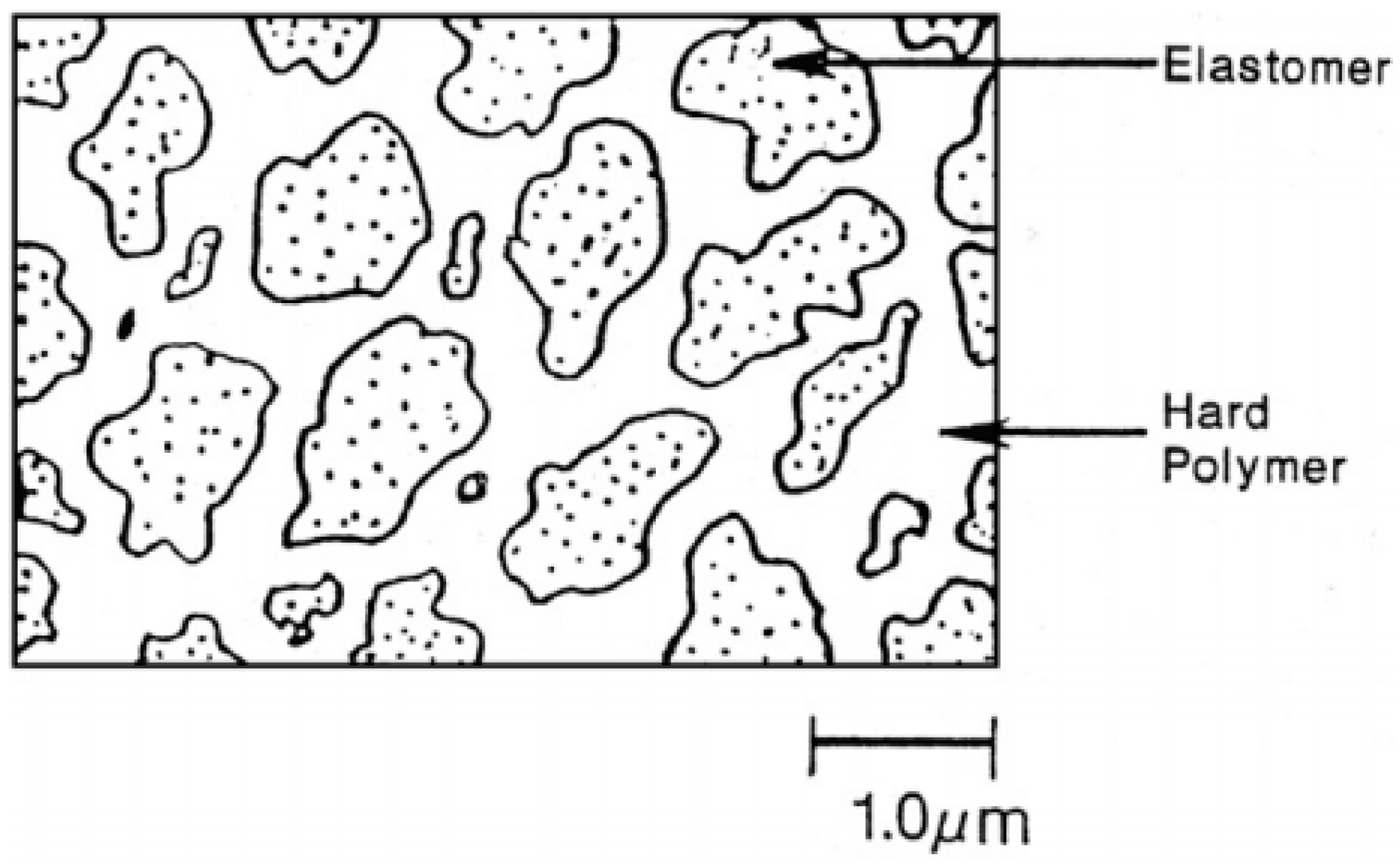
3.1.2. Rubber/Thermoplastic Blends
3.1.3. Thermoplastic Vulcanizates
4. Compatibility
- Lowering the interfacial tension,
- Controlling the morphology by size reduction and stabilisation of the dispersed droplets to prevent their coalescence,
- Increasing the interfacial adhesion between the phases, leading to better stress transfer and mechanical properties [45].
4.1. Copolymers
4.2. Nanoparticles (NP)
5. Rubber Modification
Reclamation and Devulcanisation
6. TPE Compatibilisation
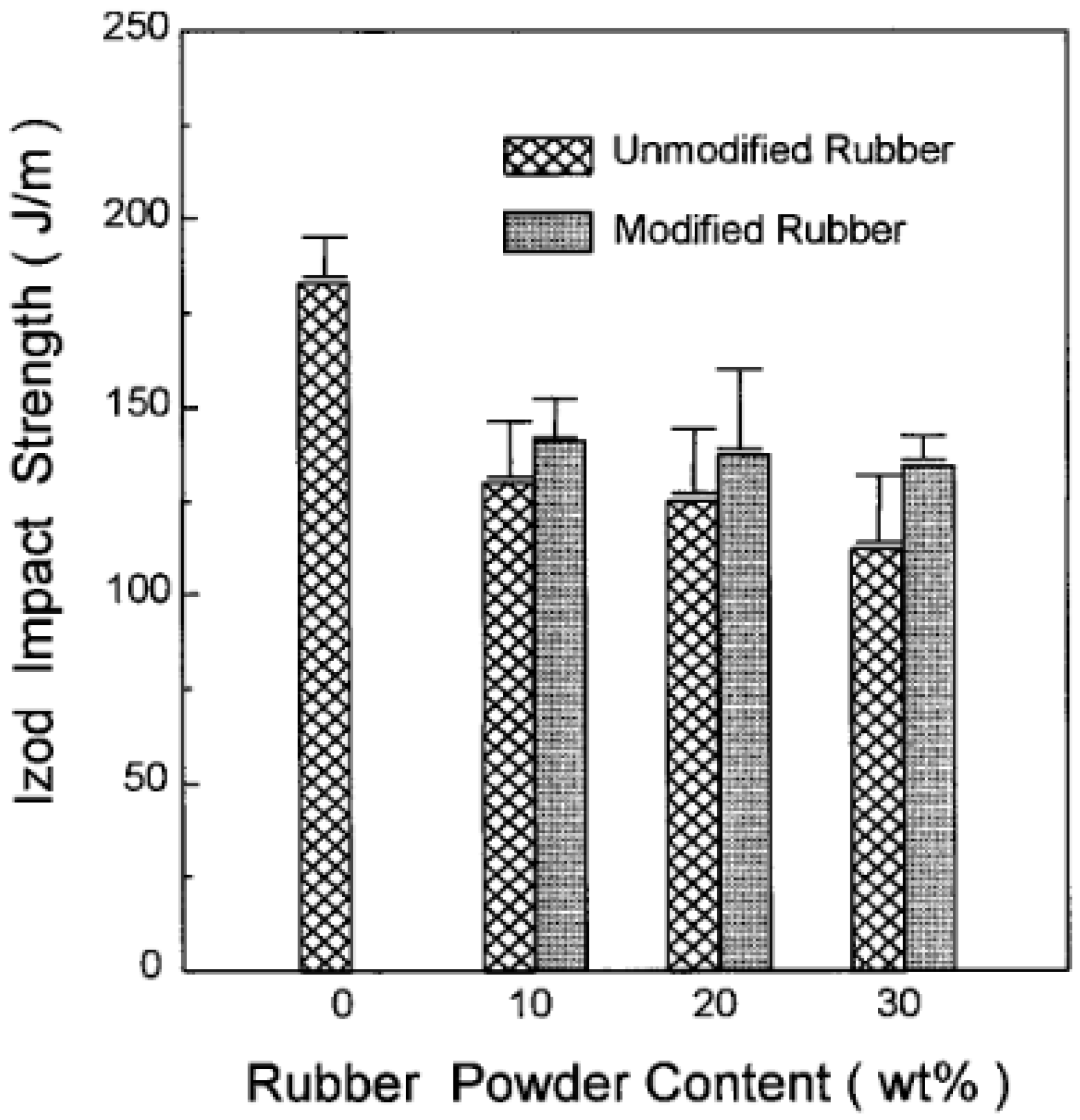
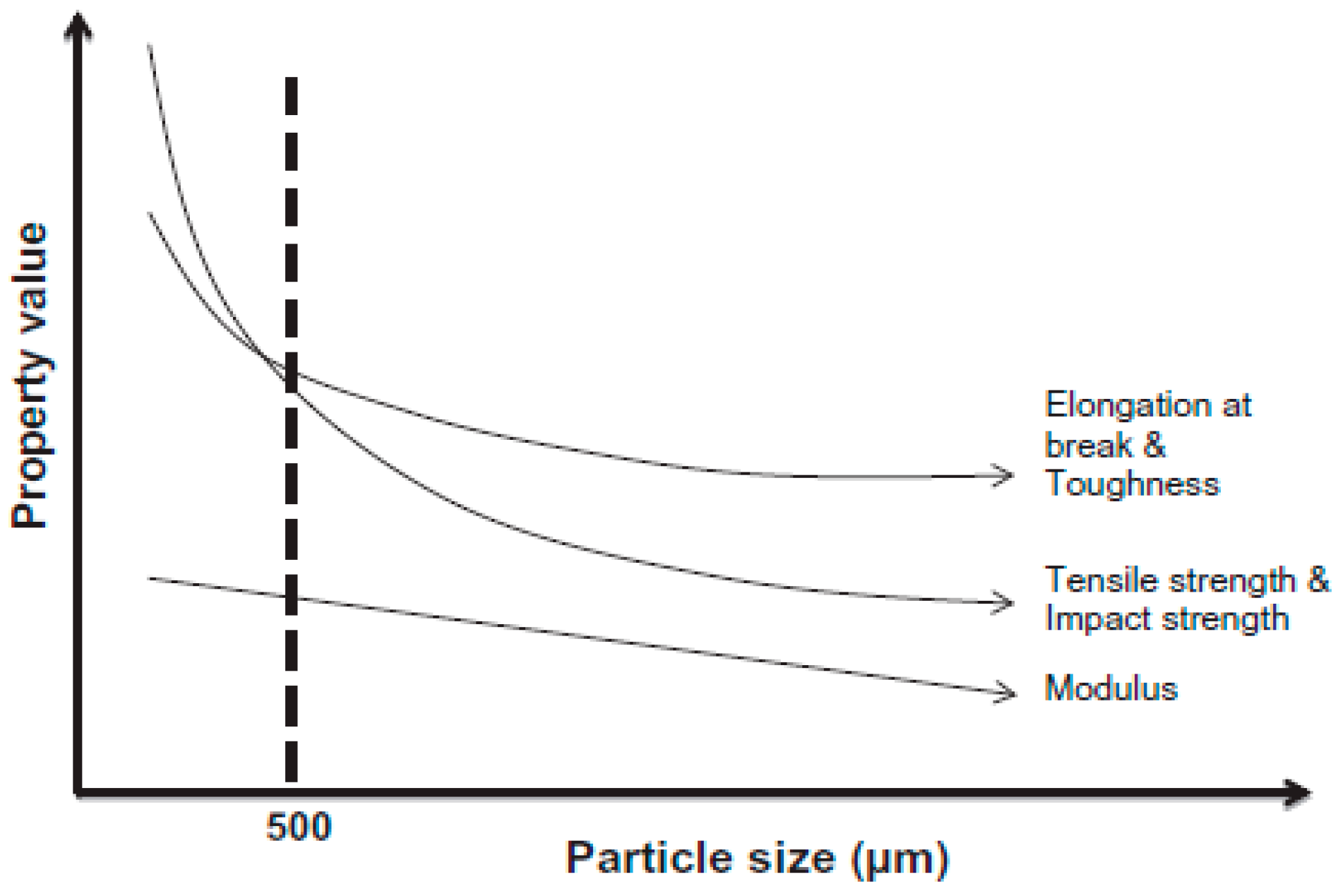
6.1. Effect of Rubber Particles’ Size and Loading
6.2. Non-Reactive Compatibilisation
6.3. Reactive Compatibilisation
6.4. Effect of NP Incorporation
6.5. GTR Surface Modification and Devulcanisation
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ramarad, S.; Khalid, M.; Ratnam, C.; Chuah, A.L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Mészáros, L.; Bárány, T. Ground tyre rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2013, 48, 1–38. [Google Scholar] [CrossRef]
- Ikeda, Y.; Kato, A.; Kohjiya, S.; Nakajima, Y. Rubber Science; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Fukumori, K.; Matsushita, M.; Okamoto, H.; Sato, N.; Suzuki, Y.; Takeuchi, K. Recycling technology of tire rubber. JSAE Rev. 2002, 23, 259–264. [Google Scholar] [CrossRef]
- Nakajima, N. Science and Practice of Rubber Mixing; iSmithers Rapra Publishing: Shawbury, UK, 2000. [Google Scholar]
- Liu, Q.; Zhang, Y.; Xu, H. Properties of vulcanized rubber nanocomposites filled with nanokaolin and precipitated silica. Appl. Clay Sci. 2008, 42, 232–237. [Google Scholar] [CrossRef]
- Heinrich, G.; Vilgis, T.A. Contribution of entanglements to the mechanical properties of carbon black-filled polymer networks. Macromolecules. 1993, 26, 1109–1119. [Google Scholar] [CrossRef]
- Okada, A.; Usuki, A. The chemistry of polymer-clay hybrids. Mater. Sci. Eng. C. 1995, 3, 109–115. [Google Scholar] [CrossRef]
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
- Niyogi, U.K. Introduction to Fibre Science and Rubber Technology B. In Rubber Technology; Shri Ram Institute for Industrial Research: Delhi, India, 2007. [Google Scholar]
- Mente, P.; Motaung, T.; Hlangothi, S. Natural rubber and reclaimed Rubber composites—A Systematic Review. Polym. Sci. 2016, 2, 1–19. [Google Scholar]
- Massey, L.K. The Effect of UV Light and Weather: On Plastics and Elastomers; William Andrew: Norwich, UK, 2006. [Google Scholar]
- Wypych, G. Handbook of Polymers, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Morton, M. Rubber Technology; Springer Science & Business Media: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Mitra, S.; Jørgensen, M.; Pedersen, W.B.; Almdal, K.; Banerjee, D. Structural determination of ethylene-propylene-diene rubber (EPDM) containing high degree of controlled long-chain branching. J. Appl. Polym. Sci. 2009, 113, 2962–2972. [Google Scholar] [CrossRef]
- Milani, G.; Milani, F. EPDM accelerated sulfur vulcanization: A kinetic model based on a genetic algorithm. J. Math. Chem. 2011, 49, 1357–1383. [Google Scholar] [CrossRef]
- Milani, G.; Milani, F. Simple kinetic numerical model based on rheometer data for Ethylene–Propylene–Diene Monomer accelerated sulfur crosslinking. J. Appl. Polym. Sci. 2012, 124, 311–324. [Google Scholar] [CrossRef]
- Akindoyo, J.O.; Beg, M.; Ghazali, S.; Islam, M.; Jeyaratnam, N.; Yuvaraj, A. Polyurethane types, synthesis and applications—A review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Percec, V.; Pugh, C. Comprehensive Polymer Science and Supplements; Elsevier: Oxford, UK, 1989. [Google Scholar]
- Lievana, E.J. Recycling of Ground Tyre Rubber and Polyolefin Wastes by Producing Thermoplastic Elastomers. Ph.D. Thesis, Technical University of Kaiserslautern, Kaiserslautern, Germany, 2005. [Google Scholar]
- Fang, Y.; Zhan, M.; Wang, Y. The status of recycling of waste rubber. Mater. Des. 2001, 22, 123–128. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tyres management in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef]
- Amari, T.; Themelis, N.J.; Wernick, I.K. Resource recovery from used rubber tires. Resour. Policy. 1999, 25, 179–188. [Google Scholar] [CrossRef]
- Shah, J.; Jan, M.R.; Mabood, F. Catalytic conversion of waste tyres into valuable hydrocarbons. J. Polym. Environ. 2007, 15, 207–211. [Google Scholar] [CrossRef]
- Van Beukering, P.J.; Janssen, M.A. Trade and recycling of used tyres in Western and Eastern Europe. Resour. Conserv. Recycl. 2001, 33, 235–265. [Google Scholar] [CrossRef]
- İlkılıç, C.; Aydın, H. Fuel production from waste vehicle tires by catalytic pyrolysis and its application in a diesel engine. Fuel Process. Technol. 2011, 92, 1129–1135. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Sunthonpagasit, N.; Duffey, M.R. Scrap tires to crumb rubber: Feasibility analysis for processing facilities. Resour. Conserv. Recycl. 2004, 40, 281–299. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Zhang, Y. Morphology and mechanical properties of HDPE/SRP/elastomer composites: Effect of elastomer polarity. Polym. Test. 2004, 23, 83–90. [Google Scholar] [CrossRef]
- Kear, K.E. Developments in Thermoplastic Elastomers; iSmithers Rapra Publishing: Shawbury, UK, 2003; Volume 14. [Google Scholar]
- Holden, G. Thermoplastic Elastomers. In Applied Plastics Engineering Handbook; Kutz, M., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2011; pp. 77–91. [Google Scholar] [CrossRef]
- Drobny, J.G. Handbook of Thermoplastic Elastomers; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Asaletha, R.; Kumaran, M.; Thomas, S. Thermoplastic elastomers from blends of polystyrene and natural rubber: Morphology and mechanical properties. Eur. Polym. J. 1999, 35, 253–271. [Google Scholar] [CrossRef]
- Carone Jr, E.; Kopcak, U.; Goncalves, M.; Nunes, S. In situ compatibilization of polyamide 6/natural rubber blends with maleic anhydride. Polymer 2000, 41, 5929–5935. [Google Scholar] [CrossRef]
- Ghazali, Z.; Johnson, A.; Dahlan, K. Radiation crosslinked thermoplastics natural rubber (TPNR) foams. Radiat. Phys. Chem. 1999, 55, 73–79. [Google Scholar] [CrossRef]
- Mina, M.; Ania, F.; Balta Calleja, F.; Asano, T. Microhardness studies of PMMA/natural rubber blends. J. Appl. Polym. Sci. 2004, 91, 205–210. [Google Scholar] [CrossRef]
- Nakason, C.; Nuansomsri, K.; Kaesaman, A.; Kiatkamjornwong, S. Dynamic vulcanization of natural rubber/high-density polyethylene blends: Effect of compatibilization, blend ratio and curing system. Polym. Test. 2006, 25, 782–796. [Google Scholar] [CrossRef]
- Nakason, C.; Jarnthong, M.; Kaesaman, A.; Kiatkamjornwong, S. Thermoplastic elastomers based on epoxidized natural rubber and high-density polyethylene blends: Effect of blend compatibilizers on the mechanical and morphological properties. J. Appl. Polym. Sci. 2008, 109, 2694–2702. [Google Scholar] [CrossRef]
- Grohens, Y.; Kumar, S.K.; Boudenne, A.; Weimin, Y. Recycling and Reuse of Materials and Their Products; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Pichaiyut, S.; Nakason, C.; Kaesaman, A.; Kiatkamjornwong, S. Influences of blend compatibilizers on dynamic, mechanical, and morphological properties of dynamically cured maleated natural rubber and high-density polyethylene blends. Polym. Test. 2008, 27, 566–580. [Google Scholar] [CrossRef]
- Ning, N.; Li, S.; Wu, H.; Tian, H.; Yao, P.; Guo-Hua, H.; Tian, M.; Zhang, L. Preparation, microstructure, and microstructure-properties relationship of thermoplastic vulcanizates (TPVs): A review. Prog. Polym. Sci. 2018, 79, 61–97. [Google Scholar] [CrossRef]
- Koning, C.; Van Duin, M.; Pagnoulle, C.; Jerome, R. Strategies for compatibilization of polymer blends. Prog. Polym. Sci. 1998, 23, 707–757. [Google Scholar] [CrossRef]
- Flory, P.J. Principles of Polymer Chemistry; Cornell University Press: Ithaca, NY, USA, 1953. [Google Scholar]
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stabil. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Iyer, S.; Schiraldi, D.A. Role of ionic interactions in the compatibility of polyester ionomers with poly (ethylene terephthalate) and nylon 6. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 2091–2103. [Google Scholar] [CrossRef]
- Ramezani Kakroodi, A. Production and Characterization of Thermoplastic Elastomers Based on Recycled Rubber. Ph.D. Thesis, Laval University, Quebec, QC, Canada, 2013. [Google Scholar]
- Kumar, C.R.; Fuhrmann, I.; Karger-Kocsis, J. LDPE-based thermoplastic elastomers containing ground tire rubber with and without dynamic curing. Polym. Degrad. Stabil. 2002, 76, 137–144. [Google Scholar] [CrossRef]
- Shanmugharaj, A.; Kim, J.K.; Ryu, S.H. UV surface modification of waste tire powder: Characterization and its influence on the properties of polypropylene/waste powder composites. Polym. Test. 2005, 24, 739–745. [Google Scholar] [CrossRef]
- Kim, J.; Ryu, S.; Chang, Y. Mechanical and dynamic mechanical properties of waste rubber powder/HDPE composite. J. Appl. Polym. Sci. 2000, 77, 2595–2602. [Google Scholar] [CrossRef]
- Guimarães Rocha, M.C.; Leyva, M.E.; Gomes de Oliveira, M. Thermoplastic elastomers blends based on linear low density polyethylene, ethylene-1-octene copolymers and ground rubber tire. Polímeros 2014, 24, 23–29. [Google Scholar]
- Magioli, M.; Sirqueira, A.S.; Soares, B.G. The effect of dynamic vulcanization on the mechanical, dynamic mechanical and fatigue properties of TPV based on polypropylene and ground tire rubber. Polym. Test. 2010, 29, 840–848. [Google Scholar] [CrossRef]
- Canavate, J.; Carrillo, F.; Casas, P.; Colom, X.; Sunol, J. The use of waxes and wetting additives to improve compatibility between hdpe and ground tyre rubber. J. Compos. Mater. 2010, 44, 1233–1245. [Google Scholar] [CrossRef]
- He, M.; Li, Y.; Qiao, B.; Ma, X.; Song, J.; Wang, M. Effect of dicumyl peroxide and phenolic resin as a mixed curing system on the mechanical properties and morphology of TPVs based on HDPE/ground tire rubber. Polym. Compos. 2015, 36, 1907–1916. [Google Scholar] [CrossRef]
- Fazli, A.; Moosaei, R.; Sharif, M.; Ashtiani, S.J. Developments of graphene-based polymer composites processing based on novel methods for innovative applications in newborn technologies. Indian J. Sci. Technol. 2015, 8, 38–44. [Google Scholar] [CrossRef] [Green Version]
- Peigney, A.; Laurent, C.; Flahaut, E.; Bacsa, R.; Rousset, A. Specific surface area of carbon nanotubes and bundles of carbon nanotubes. Carbon 2001, 39, 507–514. [Google Scholar] [CrossRef] [Green Version]
- Yu, Q. Application of nanomaterials in alkali-activated materials. In Nanotechnology in Eco-Efficient Construction; Elsevier: Amsterdam, The Netherlands, 2019; pp. 97–121. [Google Scholar]
- Taguet, A.; Cassagnau, P.; Lopez-Cuesta, J.-M. Structuration, selective dispersion and compatibilizing effect of (nano) fillers in polymer blends. Prog. Polym. Sci. 2014, 39, 1526–1563. [Google Scholar] [CrossRef]
- de Luna, M.S.; Filippone, G. Effects of nanoparticles on the morphology of immiscible polymer blends–challenges and opportunities. Eur. Polym. J. 2016, 79, 198–218. [Google Scholar] [CrossRef]
- Amani, M.; Sharif, M.; Kashkooli, A.; Rahnama, N.; Fazli, A. Effect of mixing conditions on the selective localization of graphite oxide and the properties of polyethylene/high-impact polystyrene/graphite oxide nanocomposite blends. RSC Adv. 2015, 5, 77723–77733. [Google Scholar] [CrossRef]
- Bai, L.; Sharma, R.; Cheng, X.; Macosko, C.W. Kinetic control of graphene localization in co-continuous polymer blends via melt compounding. Langmuir 2017, 34, 1073–1083. [Google Scholar] [CrossRef] [PubMed]
- Favis, B.D.; Chalifoux, J.-P. The effect of viscosity ratio on the morphology of polypropylene/polycarbonate blends during processing. Polym. Eng. Sci. 1987, 27, 1591–1600. [Google Scholar] [CrossRef]
- Favis, B.D. Polymer alloys and blends: Recent advances. Can. J. Chem. Eng. 1991, 69, 619–625. [Google Scholar] [CrossRef]
- Li, L.; Miesch, C.; Sudeep, P.; Balazs, A.C.; Emrick, T.; Russell, T.P.; Hayward, R.C. Kinetically trapped co-continuous polymer morphologies through intraphase gelation of nanoparticles. Nano Lett. 2011, 11, 1997–2003. [Google Scholar] [CrossRef]
- Huang, S.; Bai, L.; Trifkovic, M.; Cheng, X.; Macosko, C.W. Controlling the morphology of immiscible cocontinuous polymer blends via silica nanoparticles jammed at the interface. Macromolecules 2016, 49, 3911–3918. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J. Polyethylene/ground tyre rubber blends: Influence of particle morphology and oxidation on mechanical properties. Polym. Test. 2007, 26, 274–281. [Google Scholar] [CrossRef]
- Yehia, A.; Mull, M.; Ismail, M.; Hefny, Y.; Abdel-Bary, E. Effect of chemically modified waste rubber powder as a filler in natural rubber vulcanizates. J. Applied Polym. Sci. 2004, 93, 30–36. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo, F.; Velasco, J.; Pages, P.; Mujal, R.; Nogues, F. Structural and mechanical studies on modified reused tyres composites. Eur. Polym. J. 2006, 42, 2369–2378. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J.-M.; Bretelle, A.-S.; Ienny, P. Compatibilizing thermoplastic/ground tyre rubber powder blends: Efficiency and limits. Polym. Test. 2008, 27, 901–907. [Google Scholar] [CrossRef]
- Diao, B.; Isayev, A.; Levin, V.Y. Basic study of continuous ultrasonic devulcanization of unfilled silicone rubber. Rubber Chem. Technol. 1999, 72, 152–164. [Google Scholar] [CrossRef]
- Lievana, E.; Karger-Kocsis, J. Use of ground tyre rubber (GTR) in thermoplastic polyolefin elastomer compositions. Prog. Rubber Plast. Recycl. Technol. 2004, 20, 1–10. [Google Scholar] [CrossRef]
- Ismail, H.; Awang, M.; Hazizan, M. Effect of waste tire dust (WTD) size on the mechanical and morphological properties of polypropylene/waste tire dust (PP/WTD) blends. Polym. Plast. Technol. Eng. 2006, 45, 463–468. [Google Scholar] [CrossRef]
- Mujal-Rosas, R.; Orrit-Prat, J.; Ramis-Juan, X.; Marin-Genesca, M.; Rahhali, A. Study on dielectric, thermal, and mechanical properties of the ethylene vinyl acetate reinforced with ground tire rubber. J. Reinf. Plast. Compos. 2011, 30, 581–592. [Google Scholar] [CrossRef]
- Oliphant, K.; Baker, W.E. The use of cryogenically ground rubber tires as a filler in polyolefin blends. Polym. Eng. Sci. 1993, 33, 166–174. [Google Scholar] [CrossRef]
- Choudhury, N.R.; Bhowmick, A.K. Adhesion between individual components and mechanical properties of natural rubber-polypropylene thermoplastic elastomeric blends. J. Adhes. Sci. Technol. 1988, 2, 167–177. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Naderi, G.; Bakhshandeh, G.R.; Fasaie, M.R.; Ahmadi, S. Reactively compatibilized and dynamically vulcanized thermoplastic elastomers based on high-density polyethylene and reclaimed rubber. Polym. Sci. Ser. B 2017, 59, 362–371. [Google Scholar] [CrossRef]
- Rajalingam, P.; Sharpe, J.; Baker, W.E. Ground rubber tire/thermoplastic composites: Effect of different ground rubber tires. Rubber Chem. Technol. 1993, 66, 664–677. [Google Scholar] [CrossRef]
- Noriman, N.; Ismail, H.; Rashid, A.A. Characterization of styrene butadiene rubber/recycled acrylonitrile-butadiene rubber (SBR/NBRr) blends: The effects of epoxidized natural rubber (ENR-50) as a compatibilizer. Polym. Test. 2010, 29, 200–208. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially modified LDPE/GTR composites with non-polar elastomers: From microstructure to macro-behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- Song, P.; Li, S.; Wang, S. Interfacial interaction between degraded ground tire rubber and polyethylene. Polym. Degrad. Stabil. 2017, 143, 85–94. [Google Scholar] [CrossRef]
- Sae-Oui, P.; Sirisinha, C.; Sa-nguanthammarong, P.; Thaptong, P. Properties and recyclability of thermoplastic elastomer prepared from natural rubber powder (NRP) and high density polyethylene (HDPE). Polym. Test. 2010, 29, 346–351. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Rodrigue, D. Highly filled thermoplastic elastomers from ground tire rubber, maleated polyethylene and high density polyethylene. Plast. Rubber Compos. 2013, 42, 115–122. [Google Scholar] [CrossRef]
- Wang, Y.-H.; Chen, Y.-K.; Rodrigue, D. Production of Thermoplastic Elastomers Based on Recycled PE and Ground Tire Rubber: Morphology, Mechanical Properties and Effect of Compatibilizer Addition. Int. Polym. Process. 2018, 33, 525–534. [Google Scholar] [CrossRef]
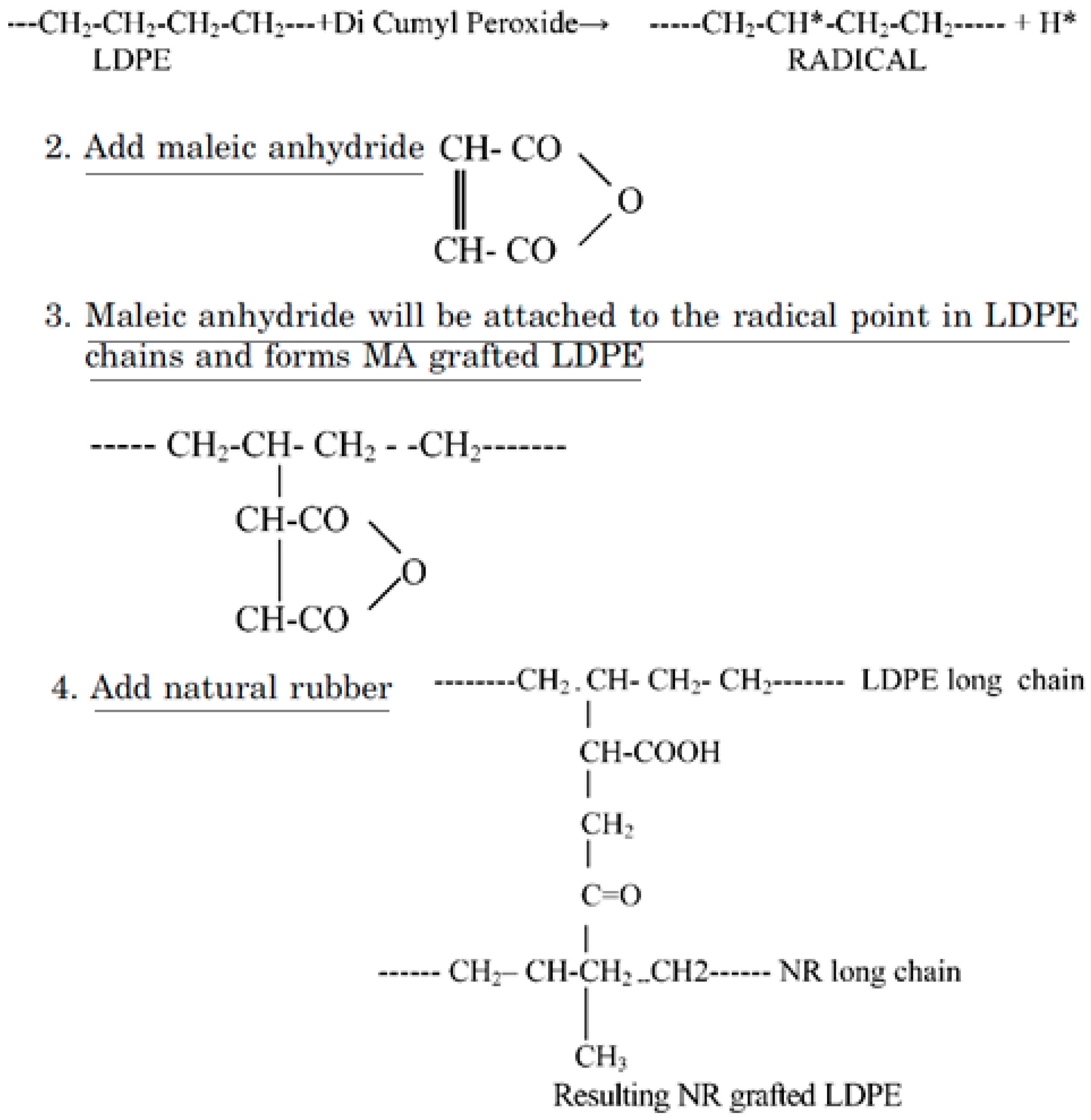
- Patel, G.; Patel, H.; Sharma, P.; Patel, H.; John, N. A study on grafting of natural rubber and nitrile rubber on thermoplastic low density polyethylene using maleic anhydride and acrylic acid. Int. J. Polym. Mater. 2006, 55, 413–424. [Google Scholar] [CrossRef]
- Mehta, S.; Mirabella, F.M.; Rufener, K.; Bafna, A. Thermoplastic olefin/clay nanocomposites: Morphology and mechanical properties. J. Appl. Polym. Sci. 2004, 92, 928–936. [Google Scholar] [CrossRef]
- Naderi, G.; Lafleur, P.G.; Dubois, C. The influence of matrix viscosity and composition on the morphology, rheology, and mechanical properties of thermoplastic elastomer nanocomposites based on EPDM/PP. Polym. Compos. 2008, 29, 1301–1309. [Google Scholar] [CrossRef]
- Lopattananon, N.; Tanglakwaraskul, S.; Kaesaman, A.; Seadan, M.; Sakai, T. Effect of nanoclay addition on morphology and elastomeric properties of dynamically vulcanized natural rubber/polypropylene nanocomposites. Int. Polym. Process. 2014, 29, 332–341. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo, F.; Canavate, J. Composites reinforced with reused tyres: Surface oxidant treatment to improve the interfacial compatibility. Compos. Part A Appl. Sci. Manuf. 2007, 38, 44–50. [Google Scholar] [CrossRef]
- Liu, H.; Mead, J.; Stacer, R. Process Development of Scrap Rubber/Thermoplastic Blends; Chelsea Center for Recycling and Economic Development: Chelsea, MA, USA, 2001. [Google Scholar]
- Sripornsawat, B.; Saiwari, S.; Pichaiyut, S.; Nakason, C. Influence of ground tire rubber devulcanization conditions on properties of its thermoplastic vulcanizate blends with copolyester. Eur. Polym. J. 2016, 85, 279–297. [Google Scholar] [CrossRef]
- Macsiniuc, A.; Rochette, A.; Brisson, J.; Rodrigue, D. Polystyrene/recycled SBR powder compounds produced in an internal batch mixer. Prog. Rubber Plast. Recycl. Technol. 2014, 30, 185–210. [Google Scholar] [CrossRef]
- Veilleux, J.; Rodrigue, D. Properties of recycled PS/SBR blends: Effect of SBR pretreatment. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 111–128. [Google Scholar] [CrossRef]
- Veilleux, J.; Rodrigue, D. Processing optimization of a polymer blend based on recycled polystyrene and styrene-butadiene rubber. In Proceedings of the Third US-Mexico Meeting “Advances in Polymer Science” and XXVII SPM National Congress, Nueva Vallarta, Mexico, 3–6 December 2014. [Google Scholar]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cars/Passenger (wt.%) | Trucks (wt.%) |
|---|---|---|
| Rubber | 41–48 | 41–45 |
| Carbon Black | 22–28 | 20–28 |
| Metal | 13–16 | 20–27 |
| Textile | 4–6 | 0–10 |
| Additives | 10–12 | 7–10 |
| Methods | Description | Advantages | Disadvantages |
|---|---|---|---|
| Ambient (0.3 mm rough, irregular) | Repeated grinding following shredder, mills, knife, granulators, and rolling mills | High surface area and volume ratio | Temperature could rise up to 130 °C |
| Oxidation on the surface of granulates | |||
| Cooling needed to prevent combustion | |||
| Wet ambient (100 μm rough, irregular) | Grinding suspension of shredded rubber using grindstone | Lower level of degradation on granulates | Requires drying step and shredding of tires before grinding |
| Water cools granulates and grindstone | High surface area and volume | ||
| Water jet (rough, irregular) | Used for large sized tires (trucks and tractors) | Environmentally safe, energy saving, low level of noise, and no pollutants | Requires high pressure and trained personnel |
| Water jet of >2000 bar pressure and high velocity used to strip rubber | |||
| Berstoff’s method (rough, irregular) | Combines a rolling mill with a specially designed twin screw extruder in a line. | Small grain size, large specific area, and low humidity | Not disclosed |
| Cryogenic (75 μm sharp edge flat/smooth) | Rubber cooled in liquid nitrogen and shattered using impact type mill | No surface oxidation of granulates and cleaner granulates | High cost of liquid nitrogen |
| High humidity of granulates |
| Type of Bond | Energy Required for Cleavage (kJ/mol) |
|---|---|
| C–C | 348 |
| C–S–C | 285 |
| C–S–S–C | 268 |
| C–Sx–C | 251 |
| Sample Code | Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|
| H-R30 | 11.0 ± 0.1 | 166.7 ± 7.3 | 31.5 ± 2.7 |
| H-R50 | 6.0 ± 0.6 | 101.4 ± 2.8 | 61.3 ± 5.5 |
| H-R70 | 2.3 ± 0.1 | 26.3 ± 5.8 | 125 ± 6.2 |
| H-R90 | 0.6 ± 0.2 | 1.6 ± 0.7 | 149 ± 4.3 |
| H-R30-C | 12.2 ± 4.1 | 218.4 ± 6.1 | 45.1 ± 5.7 |
| H-R50-C | 7.3 ± 3.2 | 122.4 ± 3.8 | 78.9 ± 7.1 |
| H-R70-C | 3.0 ± 0.7 | 29.8 ± 1.8 | 138.6 ± 2.4 |
| H-R90-C | 0.9 ± 0.2 | 2.1 ± 0.9 | 183 ± 4.9 |
| H-R30-P | 13.5 ± 5.1 | 346.6 ± 7.4 | 58 ± 8.2 |
| H-R50-P | 9.4 ± 2.6 | 184.9 ± 5.8 | 94.1 ± 3.4 |
| H-R70-P | 6.0 ± 1.7 | 36.5 ± 2.7 | 152.2 ± 1.5 |
| H-R90-P | 2.7 ± 0.8 | 2.8 ± 1.5 | 213.5 ± 6.1 |
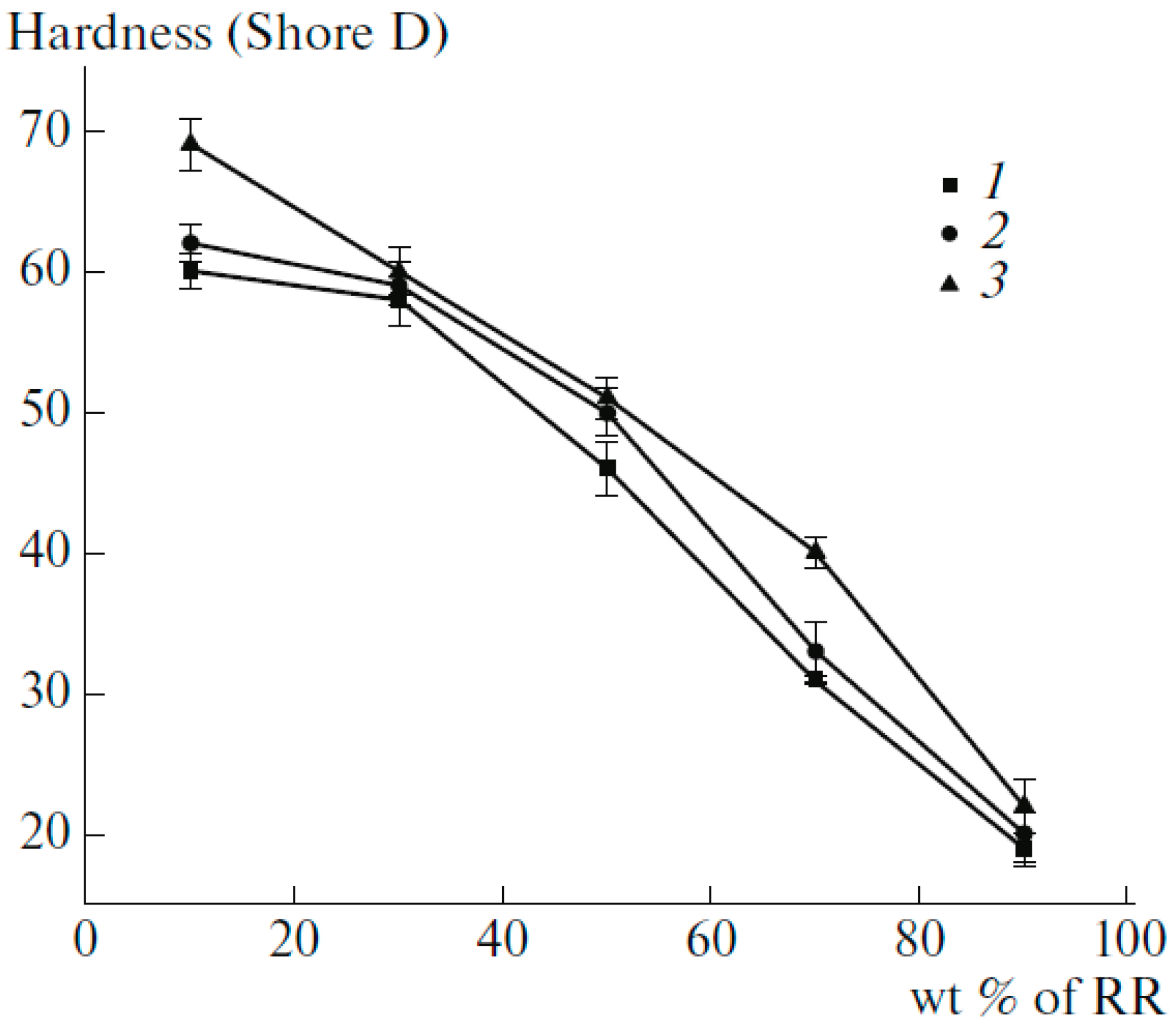
| LDPE/NBR | LDPE/NR | Ungrafted | Acrylic Acid (AA) Grafted | Maleic Anhydride (MA) Grafted |
|---|---|---|---|---|
| - | 80/20 | 90 | 97 | 95 |
| - | 60/40 | 82 | 90 | 85 |
| - | 40/60 | 65 | 70 | 69 |
| - | 20/80 | 55 | 57 | 58 |
| 80/20 | - | 95 | 97 | 98 |
| 60/40 | - | 85 | 86 | 87 |
| 40/60 | - | 65 | 70 | 72 |
| 20/80 | - | 55 | 58 | 56 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. https://doi.org/10.3390/ma13030782
Fazli A, Rodrigue D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials. 2020; 13(3):782. https://doi.org/10.3390/ma13030782
Chicago/Turabian StyleFazli, Ali, and Denis Rodrigue. 2020. "Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers" Materials 13, no. 3: 782. https://doi.org/10.3390/ma13030782
APA StyleFazli, A., & Rodrigue, D. (2020). Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials, 13(3), 782. https://doi.org/10.3390/ma13030782