Calculation of Coke Layers Situation in the Cohesive Zone of Blast Furnace


Abstract
:1. Introduction
2. Materials and Methods
2.1. Object of Research
- Determination of the charge materials mass and blast for each of the eight segments and their balance with the parameters of the entire furnace;
- Determination of the preparation zone operating parameters and the levels of the 1000 °C isotherm as a thermal and chemical reserve zone;
- Determination of the producing zone parameters using the 1000 °C isotherm level as input conditions;
- Drawing of cohesion zone, coke layers, and calculating of their area.
2.2. Radial Material Balance
2.3. Preparation Zone Operating Parameters
2.3.1. Top Gas Temperature Radial Distribution
2.3.2. Reserve Zone Situation
- here is no direct reduction reaction of wustite;
- Wall heat loss is neglected;
- At the lower boundary, equated to the reserve zone, the batch temperature is 1000 °C and gas is 1020 °C.
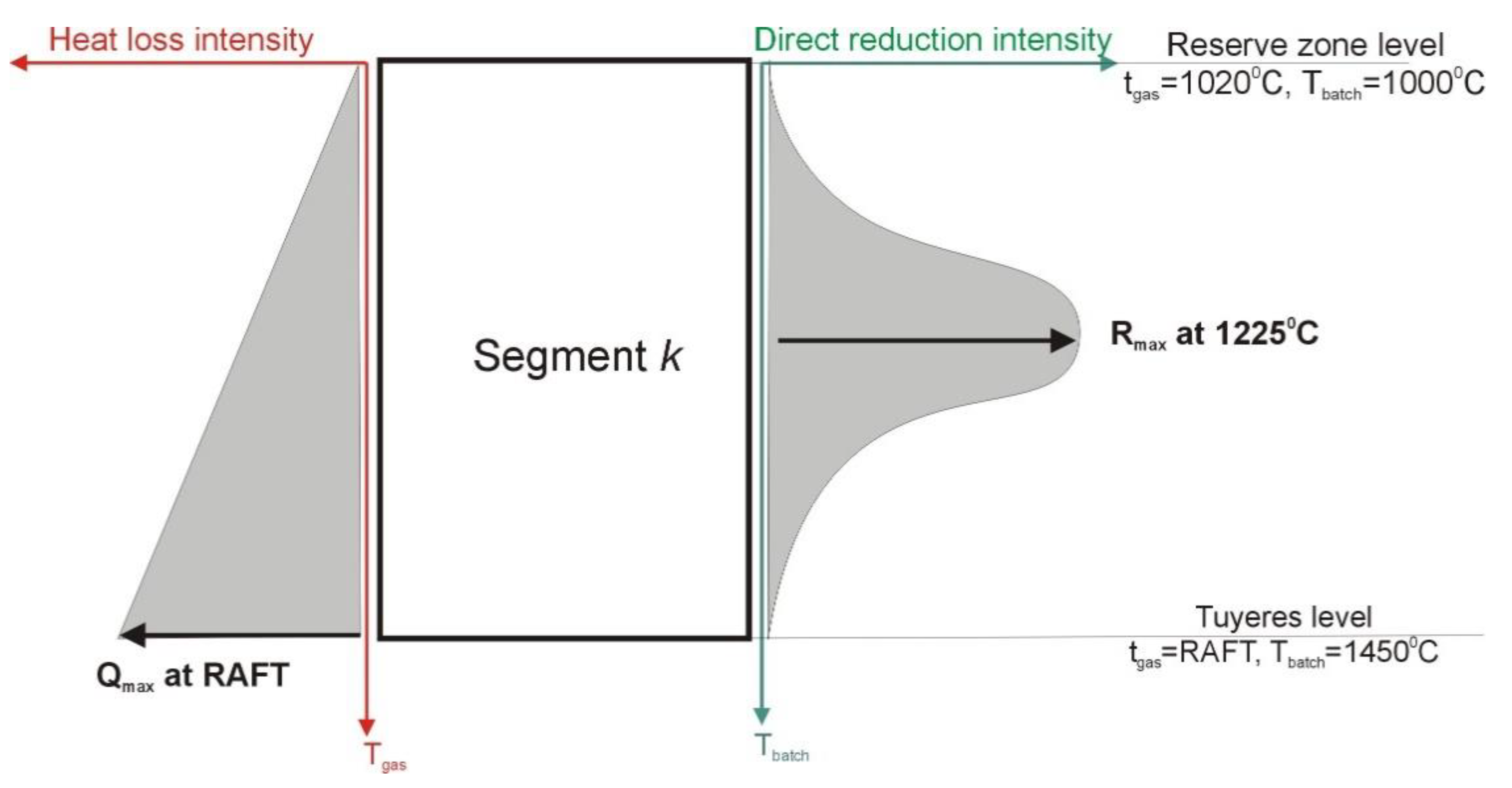
2.4. Producing Zone Operating Parameters
- At the top boundary (corresponding with the reserve zone level) the batch temperature is 1000 °C and gas is 1020 °C;
- At the lower boundary the batch temperature is 1450 °C and gas is the same as raceway adiabatic flame temperature (RAFT);
- Heat loss intensity is changed with the gas temperature, it achieves max value at the tuyeres level and min at the reserve zone level;
- Intensity of direct reduction reaction is changed with the batch temperature according to the normal distribution; it achieves max value at 1225 °C.
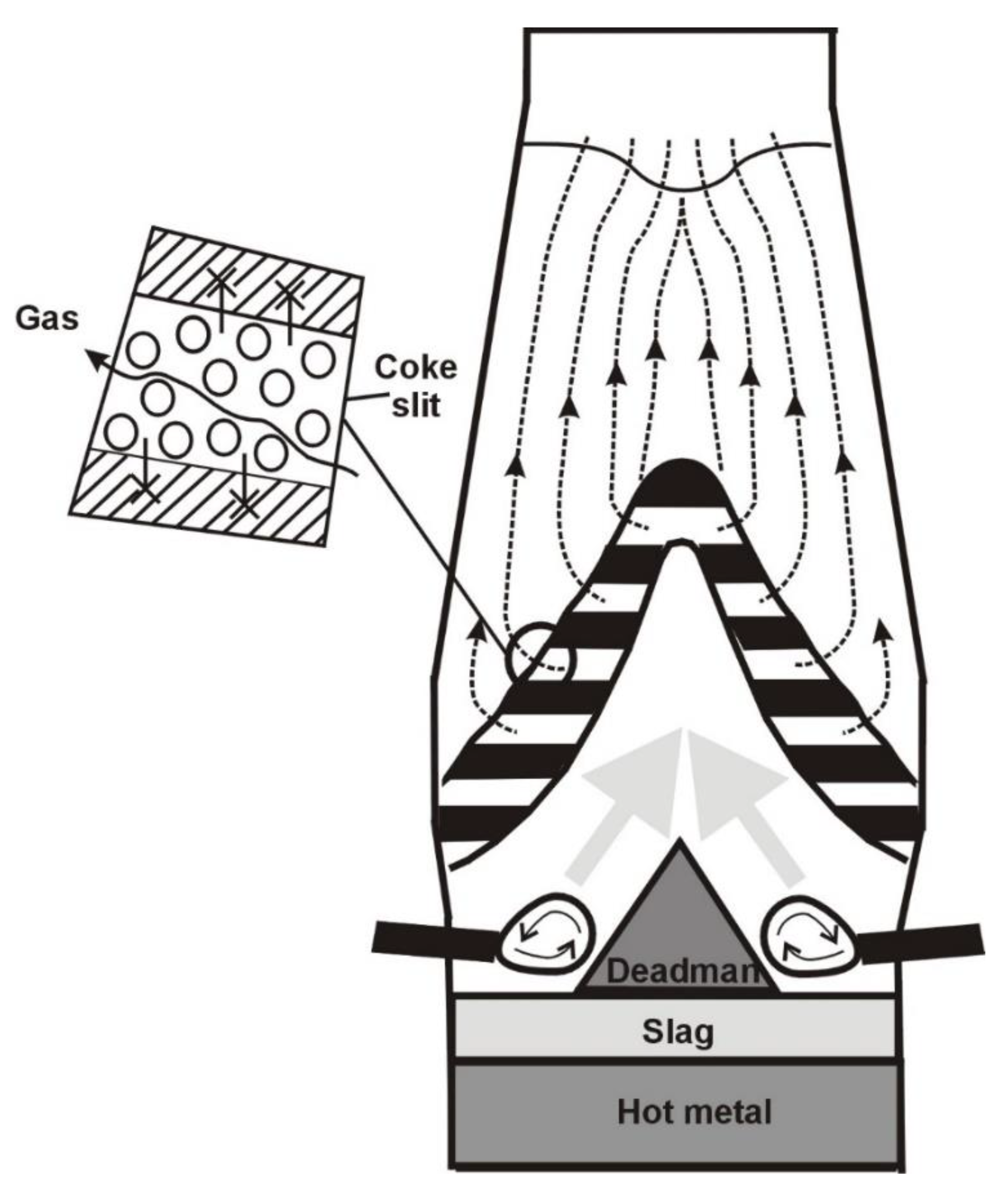
2.5. Coke Layers Situation
- The upper boundary of the coke layer is horizontal;
- The first coke layer in the cohesive zone always starts at the level of melting isotherm in the furnace axis (Figure 6)
- Coke mass for each segment is reduced by carbon consumed at the direct reduction respective to the temperature of melting isotherm.
3. Results and Discussion
- Charge data (mass and chemical composition of every input material);
- Hot blast data (input volume, moisture, oxygen enrichment, temperature, PCI technology parameters);
- Hot metal and slag chemical composition and temperature;
- Top gas composition and temperature.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kardas, E.; Prusak, R. The influence of quality of ferrous charge materials on the efficiency of blast furnace process. Metalurgija 2020, 59, 221–224. [Google Scholar]
- Jursova, S.; Pustejovska, P.; Brozova, S. Study on reducibility and porosity of metallurgical sinter. Alex. Eng. J. 2018, 57, 1657–1664. [Google Scholar] [CrossRef]
- Kuang, S.; Li, Z.; Yu, A. Review on Modeling and Simulation of Blast Furnace. Steel Res. Int. 2018, 89, 1–25. [Google Scholar] [CrossRef]
- Bernasowski, M.; Klimczyk, A.; Stachura, R. Support algorithm for blast furnace operation with optimal fuel consumption. J. Min. Metall. Sect. B Metall. 2019, 55, 31–38. [Google Scholar] [CrossRef] [Green Version]
- Okosun, T.; Nielson, S.; D’Alessio, J.; Ray, S.; Street, S.; Zhou, C. On the impacts of pre-heated natural gas injection in blast furnaces. Processes 2020, 8, 771. [Google Scholar] [CrossRef]
- Geerdes, M.; Toxopeus, H.; van der Vliet, C. Modern Blast Furnace Ironmaking an Introduction; Verlag Stahleisen GmbH: Düsseldorf, Germany, 2004; ISBN 3-514-00713-6. [Google Scholar]
- Takahashi, H.; Tanno, M.; Katayama, J. Burden descending behaviour with renewal of deadman in a two dimensional cold model of blast furnace. ISIJ Int. 1996, 36, 1354–1359. [Google Scholar] [CrossRef]
- Kawai, H.; Takahashi, H.; Ichida, M. Segregation behavior for fine particles of sintered ores and coke supplied at the top of a two dimensional cold model of blast furnace. ISIJ Int. 2005, 45, 1112–1121. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Jiang, Z.; Zhang, X.; Wang, J.; Zhang, X. Vertical section observation of the solid flow in a blast furnace with a cutting method. Metals 2019, 9, 127. [Google Scholar] [CrossRef] [Green Version]
- Itaya, H.; Aratani, F.; Kani, A.; Kiyohara, S. A Multi-Cylindrical Model of Blast Furnace. Kawasaki Steel GIHO 1981, 13, 49–58. [Google Scholar]
- Yu, X.; Shen, Y. Model Study of Blast Furnace Operation with Central Coke Charging. Metall. Mater. Trans. B 2019, 50, 2238–2250. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.; Shen, Y. Model study of central coke charging on ironmaking blast furnace performance: Effects of charing pattern and nut coke. Powder Technol. 2020, 361, 124–135. [Google Scholar] [CrossRef]
- Li, M.; Wei, H.; Ge, Y.; Xiao, G.; Yu, Y. A mathematical model combined with radar data for Bell-Less charging of a blast furnace. Processes 2020, 8, 239. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.; Shen, Y. Modelling of Blast Furnace with Respective Chemical Reactions in Coke and Ore Burden Layers. Metall. Mater. Trans. B 2018, 49, 2370–2388. [Google Scholar] [CrossRef]
- Li, H.; Saxén, H.; Liu, W.; Zou, Z.; Shao, L. Model-based analysis of factors affecting the burden layer structure in the blast furnace shaft. Metals 2019, 9, 1003. [Google Scholar] [CrossRef] [Green Version]
- Ariyama, T.; Natsui, S.; Kon, T.; Ueda, S.; Kikuchi, S.; Nogami, H. Recent progress on advanced blast furnace mathematical models based on discrete method. ISIJ Int. 2014, 54, 1457–1471. [Google Scholar] [CrossRef] [Green Version]
- Geleta, D.D.; Lee, J. Effects of Particle Diameter and Coke Layer Thickness on Solid Flow and Stress Distribution in BF by 3D Discrete Element Method. Metall. Mater. Trans. B 2018, 49, 3594–3602. [Google Scholar] [CrossRef]
- Baniasadi, M.; Peters, B.; Pierret, J.C.; Vanderheyden, B.; Ansseau, O. Experimental and numerical investigation into the softening Behavior of a packed bed of iron ore pellets. Powder Technol. 2018, 339, 863–871. [Google Scholar] [CrossRef]
- Zhou, C.; Tang, G.; Wang, J.; Fu, D.; Okosun, T.; Silaen, A.; Wu, B. Comprehensive Numerical Modeling of the Blast Furnace Ironmaking Process. JOM 2016, 68, 1353–1362. [Google Scholar] [CrossRef]
- Yu, X.; Shen, Y. Computational Fluid Dynamics Study of the Thermochemical Behaviors in an Ironmaking Blast Furnace with Oxygen Enrichment Operation. Metall. Mater. Trans. B 2020, 51, 1760–1772. [Google Scholar] [CrossRef]
- Jiao, L.; Kuang, S.; Yu, A.; Li, Y.; Mao, X.; Xu, H. Three-Dimensional Modeling of an Ironmaking Blast Furnace with a Layered Cohesive Zone. Metall. Mater. Trans. B 2020, 51, 258–275. [Google Scholar] [CrossRef]
- Zhou, P.; Jia-ling, L.; Qi-quan, W.; En-xue, Z.; Wei-hua, G.; Zhou, C.Q. Soft-sensing method of cohesive zone shape and position in blast furnace shaft. IFAC-PapersOnLine 2018, 51, 48–52. [Google Scholar] [CrossRef]
- Okosun, T.; Silaen, A.K.; Zhou, C.Q. Review on Computational Modeling and Visualization of the Ironmaking Blast Furnace at Purdue University Northwest. Steel Res. Int. 2019, 90, 1–16. [Google Scholar] [CrossRef]
- Lichtenegger, T.; Pirker, S. Toward Data-Assisted Particle-Fluid Simulations of Heat Transfer in Blast Furnaces. Steel Res. Int. 2020, 2000132. [Google Scholar] [CrossRef]
- Hou, Q.; Dianyu, E.; Kuang, S.; Yu, A. A Transient Discrete Element Method-Based Virtual Experimental Blast Furnace Model. Steel Res. Int. 2020, 91, 1–11. [Google Scholar] [CrossRef]
- Wei, G.; Zhang, H.; An, X.; E, D. Numerical investigation on the mutual interaction between heat transfer and non-spherical particle dynamics in the blast furnace raceway. Int. J. Heat Mass Transf. 2020, 153, 119577. [Google Scholar] [CrossRef]
- Li, Z.; Kuang, S.; Liu, S.; Gan, J.; Yu, A.; Li, Y.; Mao, X. Numerical investigation of burden distribution in ironmaking blast furnace. Powder Technol. 2019, 353, 385–397. [Google Scholar] [CrossRef]
- Dong, Z.; Wang, J.; Zuo, H.; She, X.; Xue, Q. Analysis of gas–solid flow and shaft-injected gas distribution in an oxygen blast furnace using a discrete element method and computational fluid dynamics coupled model. Particuology 2017, 32, 63–72. [Google Scholar] [CrossRef]
- Agrawal, A. Blast Furnace Performance Under Varying Pellet Proportion. Trans. Indian Inst. Met. 2019, 72, 777–787. [Google Scholar] [CrossRef]
- Guha, M. Revealing cohesive zone shape and location inside blast furnace. Ironmak. Steelmak. 2018, 45, 787–792. [Google Scholar] [CrossRef]
- Benesch, R.; Ledzki, A.; Kopec, R.; Stachura, R.; Wilkosz, A. Identification of the cohesive zone in the blast furnace. Arch. Metall. 1992, 37, 115–127. [Google Scholar]
- Stachura, R.; Bernasowski, M.; Klimczyk, A.; Ledzki, A. The importance of the thermal reserve zone position determining in blast furnace. In Proceedings of the METAL 2014: 23rd International Conference on Metallurgy and Materials; TANGER LTD: Brno, Czech Republic, 2014; pp. 182–185. [Google Scholar]
- Small, J.; Adema, A.; Andreev, K.; Zinngrebe, E. Petrological study of ferrous burden-crucible interaction in softening & melting experiments: Implications for the relevance of pressure drop measurements. Metals 2018, 8, 1082. [Google Scholar] [CrossRef] [Green Version]
- Shatokha, V.; Velychko, O. Study of softening and melting behaviour of iron ore sinter and pellets. High. Temp. Mater. Process. 2012, 31, 215–220. [Google Scholar] [CrossRef]
- Ma, K.; Xu, J.; Deng, J.; Wang, D.; Xu, Y.; Liao, Z.; Sun, C.; Zhang, S.; Wen, L. Transient Interaction Between Reduction and Slagging Reactions of Wustite in Simulated Cohesive Zone of Blast Furnace. Metall. Mater. Trans. B 2018, 49, 2308–2321. [Google Scholar] [CrossRef]
- An, X.W.; Wang, J.S.; Lan, R.Z.; Han, Y.H.; Xue, Q.G. Softening and Melting Behavior of Mixed Burden for Oxygen Blast Furnace. J. Iron Steel Res. Int. 2013, 20, 11–16. [Google Scholar] [CrossRef]
- Kumar, V.; Patil, D.; Mrunmaya, K.P.; Sah, R.; Ranjan, M. Impact of Sinter Basicity and Alumina on Softening Melting Behavior in Blast Furnace. Trans. Indian Inst. Met. 2019, 73, 365–375. [Google Scholar] [CrossRef]
- Li, Y.-F.; He, Z.-J.; Zhan, W.-L.; Kong, W.-G.; Han, P.; Zhang, J.-H.; Pang, Q.-H. Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio. Metals 2020, 10, 1254. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Point | Temperature, °C | CO, vol.% | CO2, vol.% | H2, vol.% |
|---|---|---|---|---|
| 1 | 1024 | 42.81 | 0.25 | 6.77 |
| 2 | 859 | 37.67 | 10.04 | 4.45 |
| 3 | 649 | 27.91 | 16.13 | 4.68 |
| 4 | 552 | 20.43 | 21.86 | 4.92 |
| 5 | 443 | 20.40 | 22.35 | 4.02 |
| 6 | 422 | 20.05 | 24.25 | 3.38 |
| 7 | 344 | 20.14 | 24.46 | 2.64 |
| 8 | 346 | 21.34 | 22.14 | 2.84 |
| Throat | 160 | 23.28 | 21.87 | 3.75 |
| Segment Number | Hot Blast, m3/h | Coke, kg/chg | Sinter1, kg/chg | Sinter2, kg/chg | Pellets1, kg/chg | Pellets2, kg/chg | Coke Nut1, kg/chg | Flux1, kg/chg |
|---|---|---|---|---|---|---|---|---|
| 1 | 2490 | 120 | 90 | 41 | 37 | 52 | 22 | 4 |
| 2 | 9443 | 553 | 877 | 399 | 356 | 506 | 136 | 39 |
| 3 | 16,509 | 869 | 1578 | 717 | 640 | 910 | 144 | 70 |
| 4 | 21,662 | 1101 | 2289 | 1041 | 928 | 1320 | 137 | 102 |
| 5 | 27,652 | 1422 | 3083 | 1402 | 1251 | 1778 | 177 | 137 |
| 6 | 31,988 | 1746 | 4089 | 1859 | 1659 | 2359 | 260 | 182 |
| 7 | 37,510 | 2055 | 4926 | 2240 | 1998 | 2841 | 302 | 220 |
| 8 | 47,007 | 2449 | 5463 | 2484 | 2216 | 3151 | 312 | 244 |
| Sum | 194,222 | 10,315 | 22,395 | 10,183 | 9084 | 12,916 | 1490 | 999 |
| Furnace 1 | 194,222 | 10,339 | 22,204 | 10,096 | 9007 | 13,000 | 1498 | 1000 |
| Error,% | 0.00 | 0.18 | 0.86 | 0.86 | 0.85 | 0.64 | 0.53 | 0.10 |
| Segment Number | α, - | K1, MJ/h∙m3∙°C | tZ, °C | Z1000, m |
|---|---|---|---|---|
| 1 | 0.6383 | 28.98 | 1020.1 | 5.22 |
| 2 | 0.6883 | 13.82 | 1020.1 | 6.95 |
| 3 | 0.7384 | 8.72 | 1020.2 | 10.48 |
| 4 | 0.7885 | 7.41 | 1020.2 | 12.70 |
| 5 | 0.8386 | 6.63 | 1020.3 | 16.72 |
| 6 | 0.8885 | 8.69 | 1020.3 | 15.96 |
| 7 | 0.9386 | 10.09 | 1020.4 | 18.88 |
| 8 | 0.9886 | 21.86 | 1020.3 | 16.68 |
| Segment Number | K2, MJ/h∙m3∙°C | Zsoft = Z1095, m | Zmelt = Z1279, m |
|---|---|---|---|
| 1 | 41.73 | 7.90 | 10.76 |
| 2 | 23.00 | 10.42 | 13.07 |
| 3 | 20.15 | 13.69 | 16.46 |
| 4 | 17.03 | 15.76 | 18.56 |
| 5 | 14.86 | 19.82 | 22.58 |
| 6 | 12.67 | 19.18 | 21.87 |
| 7 | 11.66 | 22.15 | 24.81 |
| 8 | 11.82 | 19.98 | 22.64 |
| Top Situation, m | Foot Situation, m | Active Height, m | Coke Layers Number, pcs | Total Area of Coke Layers, m2 |
|---|---|---|---|---|
| 7.90 | 24.81 | 11.39 | 11 | 124 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bernasowski, M.; Klimczyk, A.; Stachura, R. Calculation of Coke Layers Situation in the Cohesive Zone of Blast Furnace. Materials 2021, 14, 192. https://doi.org/10.3390/ma14010192
Bernasowski M, Klimczyk A, Stachura R. Calculation of Coke Layers Situation in the Cohesive Zone of Blast Furnace. Materials. 2021; 14(1):192. https://doi.org/10.3390/ma14010192
Chicago/Turabian StyleBernasowski, Mikolaj, Arkadiusz Klimczyk, and Ryszard Stachura. 2021. "Calculation of Coke Layers Situation in the Cohesive Zone of Blast Furnace" Materials 14, no. 1: 192. https://doi.org/10.3390/ma14010192
APA StyleBernasowski, M., Klimczyk, A., & Stachura, R. (2021). Calculation of Coke Layers Situation in the Cohesive Zone of Blast Furnace. Materials, 14(1), 192. https://doi.org/10.3390/ma14010192