Standoff Distance in Ultrasonic Pulsating Water Jet




Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Parameters | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Pressure (MPa) | Frequency (kHz) | Nozzle Type | Nozzle Diameter (mm) | Acoustic Chamber Length (mm) | Standoff Distance (mm) | Traverse Speed (mm/min) | No. of Passes | Study | |
| Aluminum | 20 | Flat | 2.05–15° | 3, 5, 7 | 20–90 | 0, 1 | 1 | [6] | |
| 30 | |||||||||
| 40 | |||||||||
| AISI 316Ti | 10 | 21.25 | Circular | 1.6 | 7 | 40 | 0 | 1 | [7] |
| 20 | 50 | ||||||||
| 30 | 50 | ||||||||
| Brass, Bronze | 40 | 20.38 | Flat | 2 | - | 55 | 2, 4 | 2/4 | [8] |
| CW004A CW614N | 38 | 20.29 | Circular | 1.6 | - | 48 | 0.75 | 1 | [9] |
| Brass | 20.31 | Circular | 1.067 | - | 35 | 0.50 | 1 | [10] | |
| 39 | 1.321 | 0.75 | |||||||
| 1.600 | 1.00 | ||||||||
| G bone cement, Palacos R + G® | 8–16 | 41.90 | Flat | 0.8–10° | n.a. | 2 | 1 | 1 | [11] |
| 4 | |||||||||
| PMMA | 8–20 | 41.90 | Circular | 0.7 | 4 | 1 | 1 | [12] [13] | |
| 8–12 | 41.90 | Flat | 0.8–10° | 2 | 1 | 1 | |||
| 40 | n.a. | Circular | 0.1 | n.a. | 2–3 | 1 | 1 | ||
| 120 | n.a. | Circular | 0.1 | n.a. | 2–3 | 1 | 1 | ||
| Palacos R + G | 5, 6, 7, 8, 9, 10 | 21 | Circular | 0.3 | 0–22 | 2–20 | 0.5, 1, 2 | 1 | [14] |
| AISI 304 | 20 | 20 | Flat | 1.0–10° | 16 | 30 | 0.25, 1.0, 1.5, 2.5 | 1 | [15] |
| Circular | 1.9 | 45 | |||||||
| AISI 304 Welded | 20 | 20 | Circular | 1.9 | 16 | 45 | 1, 2 | 1 | [17] |
| 40 | 70 | 3, 4 | |||||||
| 60 | 100 | 5, 6 | |||||||
| AW-6060 | 100 | 20 | Circular | 0.9 | 6 | 5–90 | 10 | 1 | [18] |
| 25 | |||||||||
| 75 | |||||||||
| 125 | |||||||||
| 0 | Circular | 0.9 | 6 | 25 | |||||
| AW-6060 | 30 ± 1 | 20.40 | Circular | 0.6 | 5–22 | 5–101 | 5 | 1 | [19] |
| 40 ± 1 | |||||||||
| Granite | 20 | 20 | Circular | 1.9 | 16 | 45 | 5, 4, 3, 2, 1 | 1 | [20] |
| 40 | 70 | 5, 6, 7, 8, 9 | |||||||
| 60 | 100 | 9, 11, 15, 17, 19 | |||||||
| Sandstone | 20 | 20, 40 | Circular | 1.6 | - | 20 | 125, 150, 175, 200 | 1 | [21] |
| 30 | |||||||||
| 40 | |||||||||
| EN AW 5083 H111 | 20 | 20.09 | Flat | 2 | 7 | 55 | 0.5 | 1 | [22] |
| 0.75 | |||||||||
| 1.0 | |||||||||
| 2.0 | |||||||||
| 4.0 | |||||||||
| Concrete Composite | 40 | 20 | Circular | 1,9 | 7 | 35 | 50–160 | 1 | [23] |
| 20 | |||||||||
| AISI 304 | 40–100 | 20 | Circular | 1.19 | 22 | 5–101 | 5 | 1 | [24] |
| Sandstone | 20 | 20, 40 | Circular | 1.9 | - | 5–55 | 0.25 | 1 | [25] |
| 0.5 | |||||||||
| 0.75 | |||||||||
| 1 | |||||||||
- Relaxation: The time between the impacts of the water clusters on the material should be long enough to allow full relaxation of the energy of the previous cluster.
- Attenuation: The time between the impacts of the clusters on the material should always be long to avoid attenuation of the energy of the impacting droplets on the material, affecting the presence of liquid from the previous cluster.
- Aerodynamics: Immediately after the formation of a cluster of liquid, the air drag force begins to act on this cluster, decaying it into small droplets. The effects of aerodynamic drag are reduced if each cluster tends to have a protected cluster following it [26].
2. Materials and Methods
3. Results
3.1. Erosion Depth
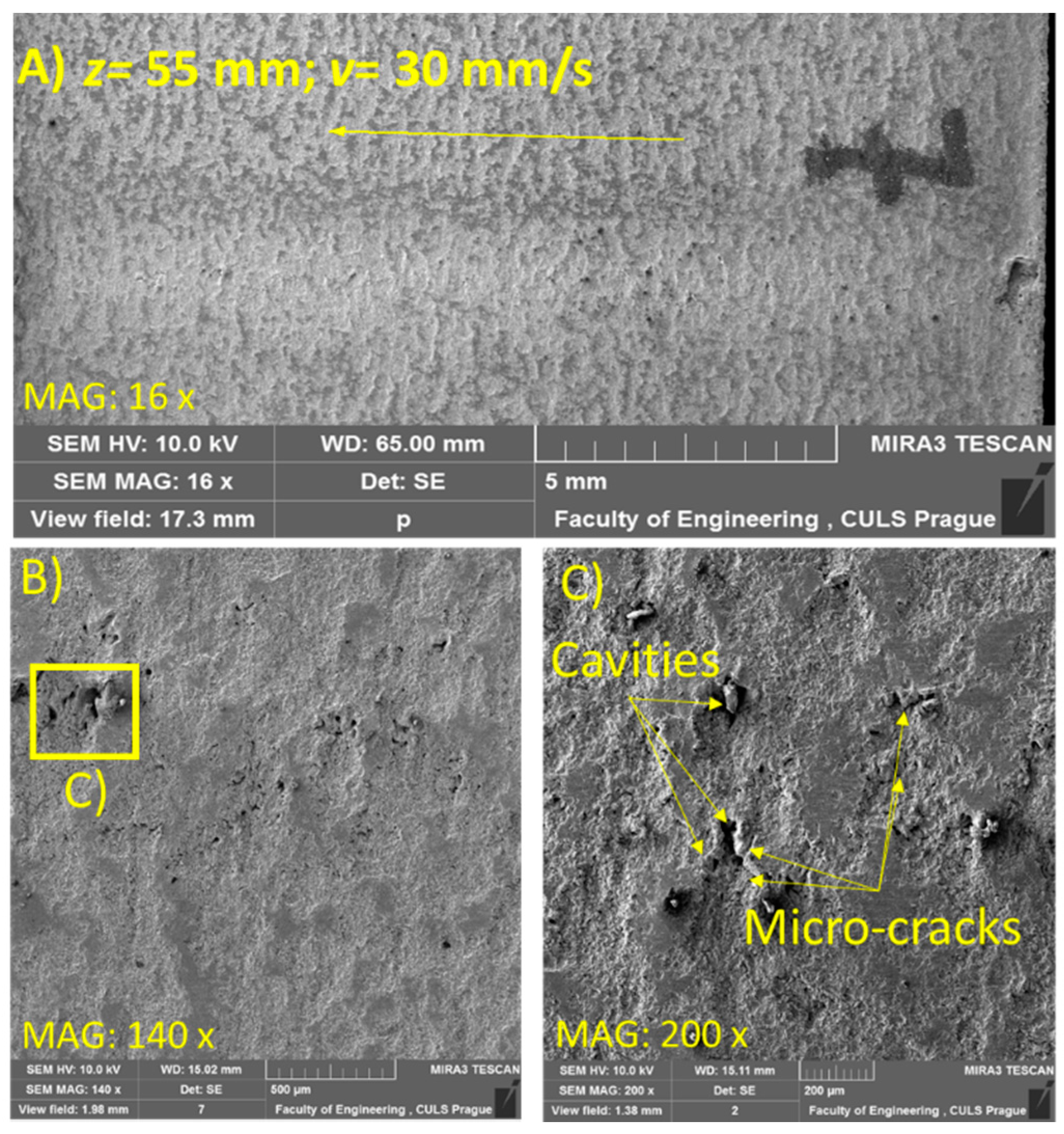
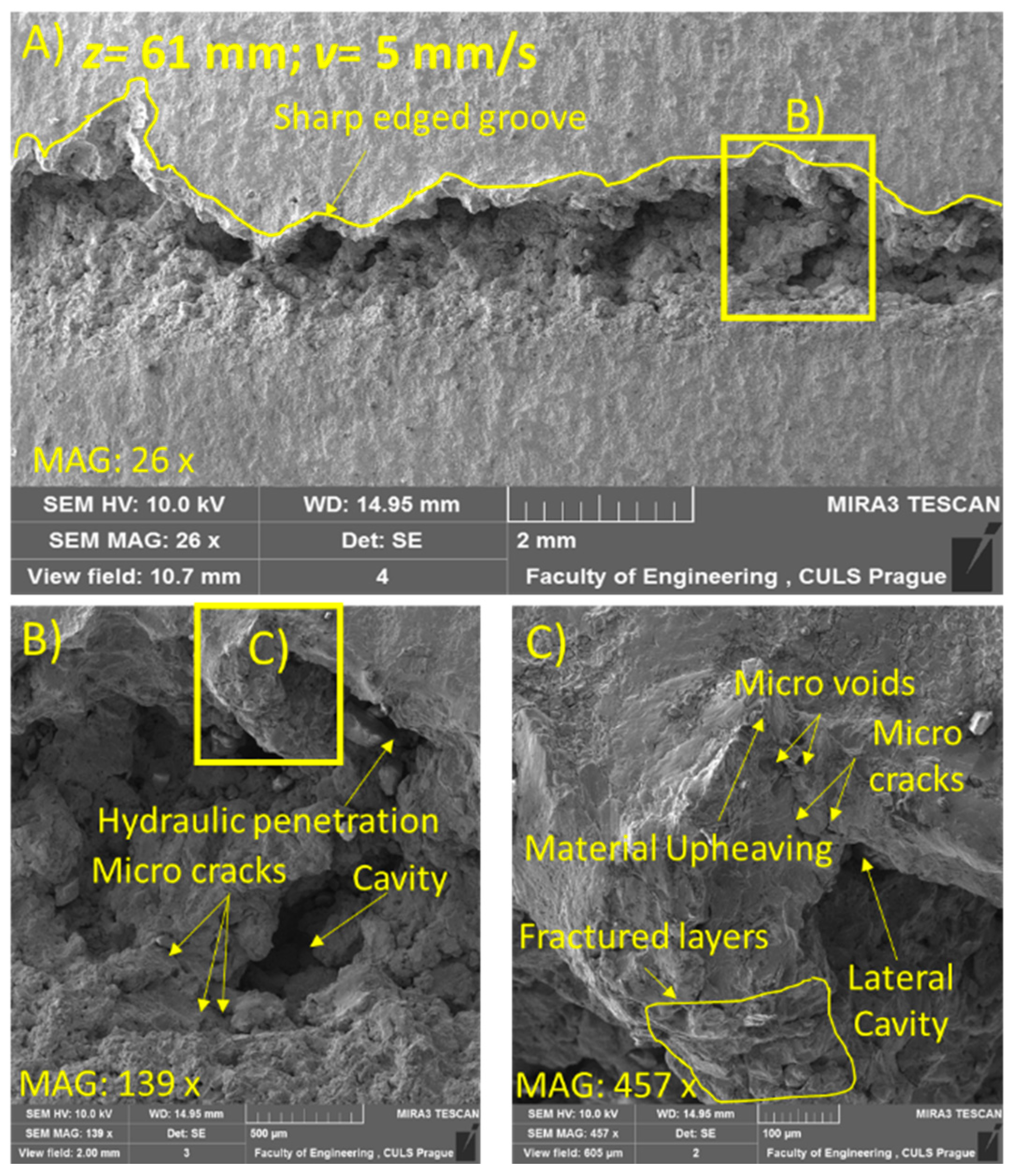
3.2. SEM Analysis
3.3. Comparison of Erosion Interval with Supply Pressure and Traverse Speed
4. Conclusions
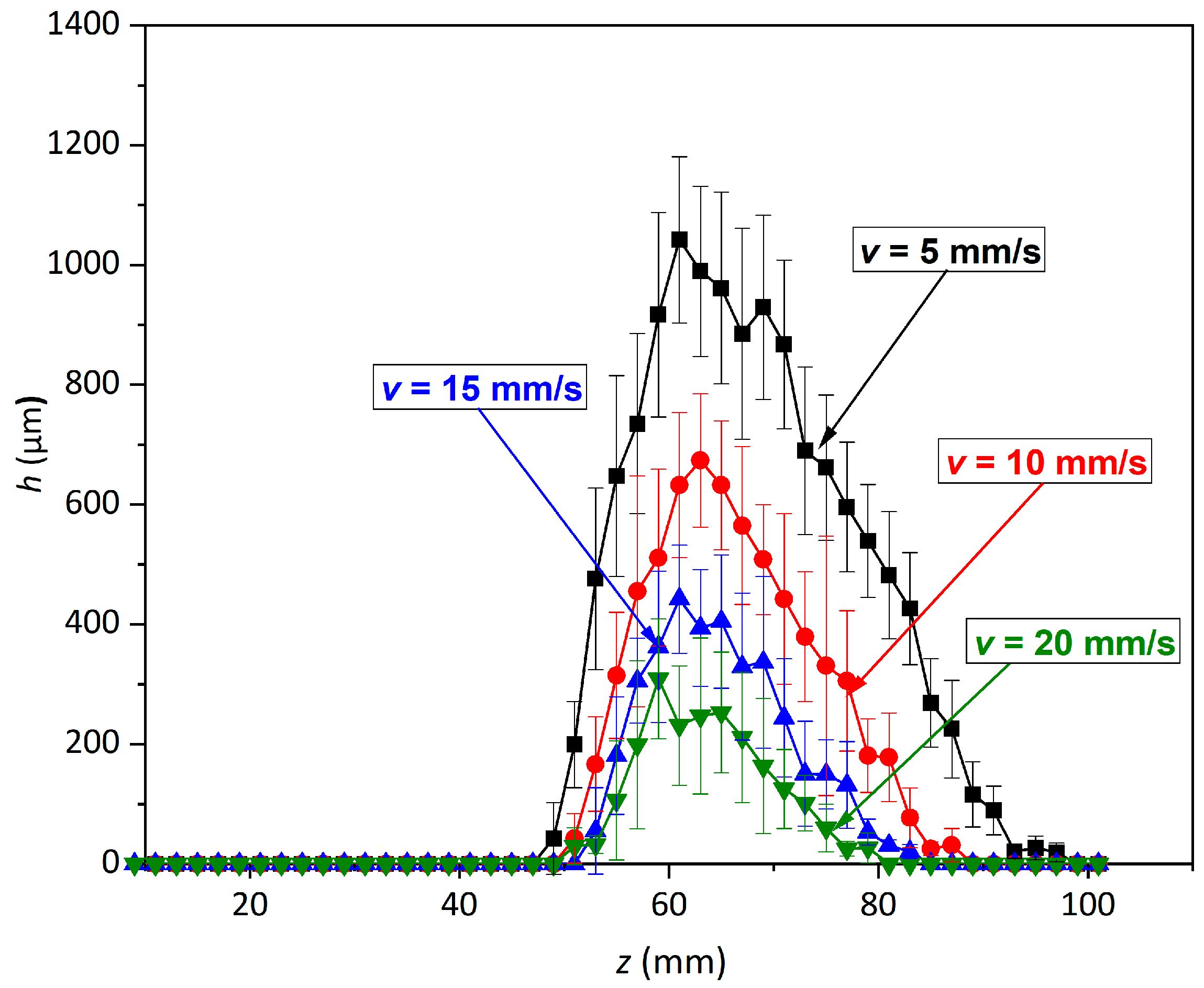
- The assessment of the depth profile under each condition showed different erosion phases categorized as incubation, acceleration, culmination, depletion, and termination. The erosion interval depends on the energy distribution as a function of standoff distance and nozzle traverse speed (z = 33 to 61 mm at v = 5 mm/s and z = 55 to 67 mm at v = 35 mm/s).
- The maximum erosion depth decreases from 1042 to 47 µm with increasing the nozzle traverse speed from 5 to 35 mm/s due to the number of impingements per unit length of the material (4000 to 570 impacts/mm).
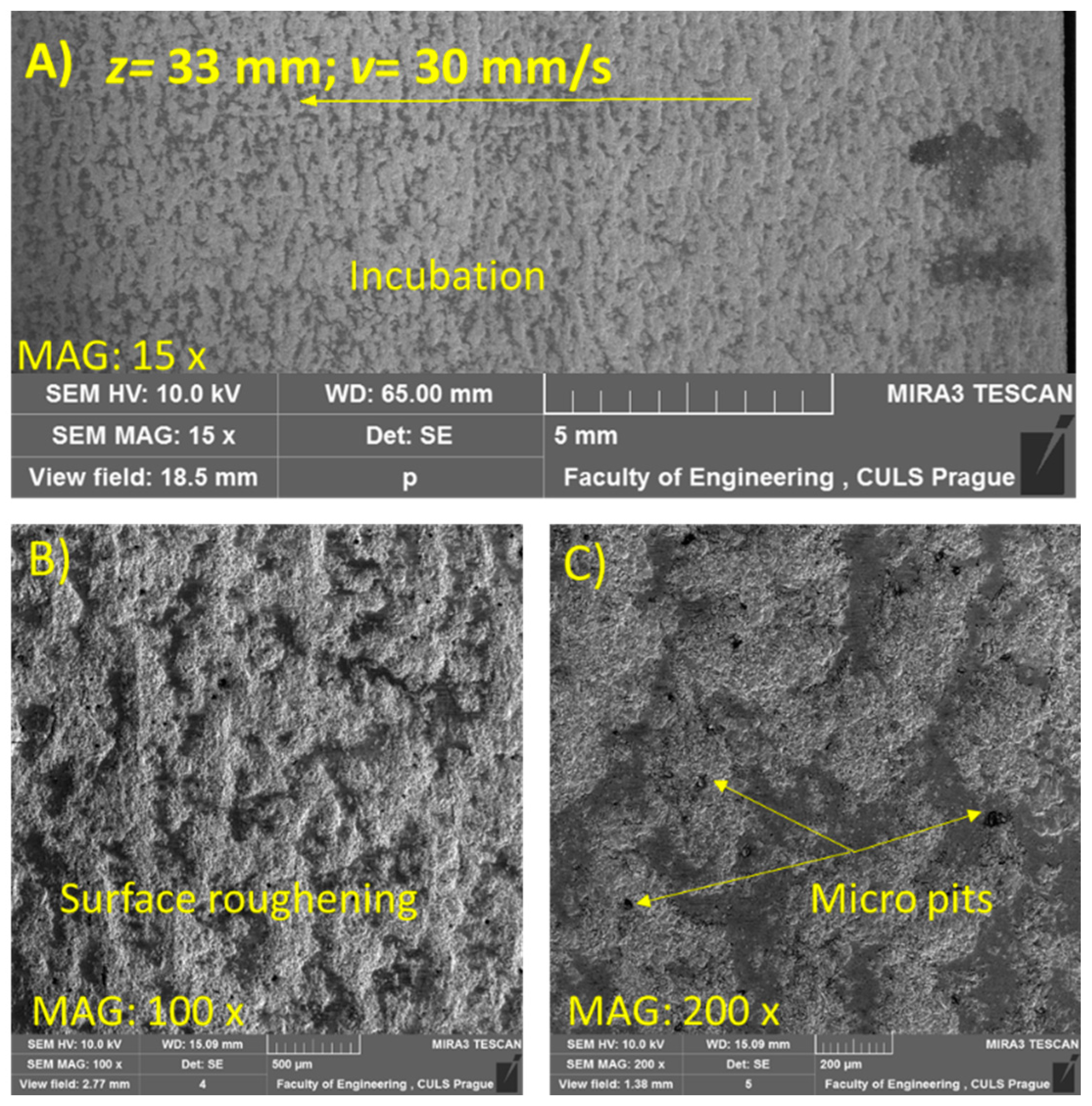
- The surface morphology reveals the presence of erosion characteristics such as micro-cracks, upheaved surface, cavities, and voids due to the repeated impact of the pulsed jet, which allows stress wave propagation (compressive and shear) within the material.
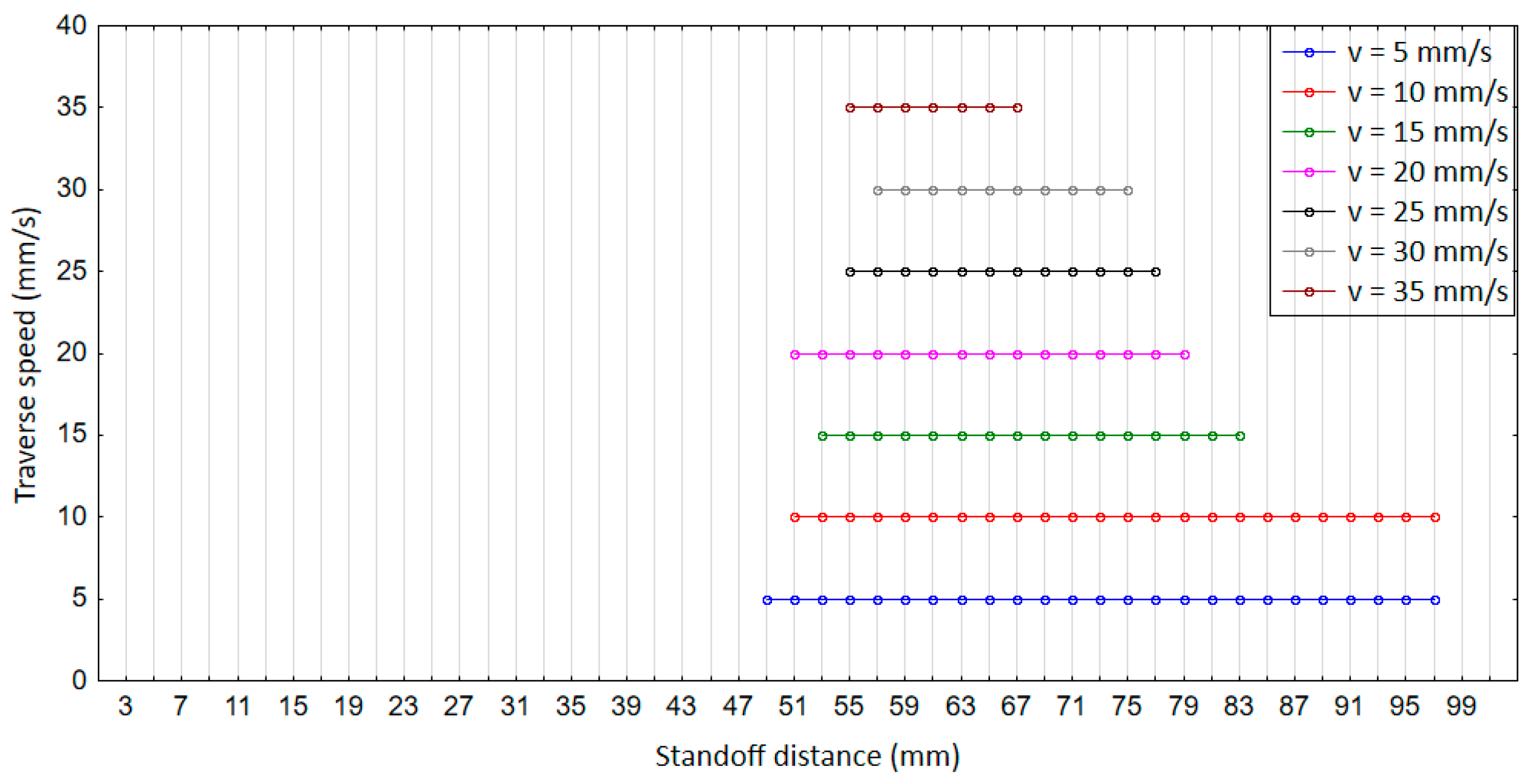
- The erosion interval with the variation in standoff distance and traverse speed (at a constant pressure of 70 MPa) follows a trapezoidal shape, compared to the parallelogram shape obtained by varying pressure and standoff distance (at a constant traverse speed of 5 mm/s). This difference in the erosion geometry is attributed to the variation in the hydraulic energy (pressure variation) and the distribution of constant hydraulic energy (traverse speed variation).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fujisawa, N.; Takano, S.; Fujisawa, K.; Yamagata, T. Experiments on liquid droplet impingement erosion on a rough surface. Wear 2018, 398–399, 158–164. [Google Scholar] [CrossRef]
- Thomas, G.P.; Brunton, J.H. Drop Impingement Erosion of Metals. Proc. R. Soc. A Math. Phys. Eng. Sci. 1970, 314, 549–565. [Google Scholar] [CrossRef]
- Luiset, B.; Sanchette, F.; Billard, A.; Schuster, D. Mechanisms of stainless steels erosion by water droplets. Wear 2013, 303, 459–464. [Google Scholar] [CrossRef]
- Finnie, I. Some observations on the erosion of ductile metals. Wear 1972, 19, 81–90. [Google Scholar] [CrossRef]
- Foldyna, J. Use of Acoustic Waves for Pulsating Water Jet Generation. In Acoustic Waves-From Microdevices to Helioseismology; IntechOpen: London, UK, 2011. [Google Scholar]
- Foldyna, J.; Sitek, L.; Ščučka, J.; Martinec, P.; Valíček, J.; Páleníková, K. Effects of pulsating water jet impact on aluminum surface. J. Mater. Process. Technol. 2009, 209, 6174–6180. [Google Scholar] [CrossRef]
- Foldyna, J.; Klich, J.; Hlavacek, P.; Zelenak, M.; Scucka, J. Erosion of Metals by Pulsating Water Jet. Teh. Vjesn. Gaz. 2012, 19, 381–386. [Google Scholar]
- Lehocka, D.; Klich, J.; Foldyna, J.; Hloch, S.; Krolczyk, J.B.; Carach, J.; Krolczyk, G.M. Copper alloys disintegration using pulsating water jet. Meas. J. Int. Meas. Confed. 2016, 82, 375–383. [Google Scholar] [CrossRef]
- Lehocká, D.; Klichová, D.; Foldyna, J.; Hloch, S.; Hvizdoš, P.; Fides, M.; Botko, F. Comparison of the influence of acoustically enhanced pulsating water jet on selected surface integrity characteristics of CW004A copper and CW614N brass. Meas. J. Int. Meas. Confed. 2017, 110, 230–238. [Google Scholar] [CrossRef]
- Lehocká, D.; Klich, J.; Botko, F.; Foldyna, J.; Hloch, S.; Kepič, J.; Kovaľ, K.; Krejči, L.; Storkan, Z. Pulsating water jet erosion effect on a brass flat solid surface. Int. J. Adv. Manuf. Technol. 2018, 97, 1099–1112. [Google Scholar] [CrossRef]
- Hloch, S.; Foldyna, J.; Hvizdos, P.; Monka, P. Disintegration of High Fatigue G Bone Cement and Palacos R + G® By Pulsating Water Jet. In Proceedings of the 14th International Scientific Conference on Production Engineering–CIM201, Zagreb, Croatia, 19–22 June 2013. [Google Scholar]
- Hloch, S.; Foldyna, J.; Sitek, L.; Zeleňák, M.; Hlaváček, P.; Hvizdoš, P.; Kľoc, J.; Monka, P.; Monková, K.; Kozak, D.; et al. Disintegration of bone cement by continuous and pulsating water jet. Tech. Gaz. 2013, 20, 593–598. [Google Scholar]
- Hloch, S.; Foldyna, J.; Pude, F.; Kľoc, J.; Zeleňák, M.; Hvizdoš, P.; Monka, P.; Smolko, I.; Ščučka, J.; Kozak, D.; et al. Experimental in-vitro bone cements disintegration with ultrasonic pulsating water jet for revision arthroplasty. Teh. Vjesn. Tech. Gaz. 2015, 22, 1609–1615. [Google Scholar] [CrossRef] [Green Version]
- Nag, A.; Hloch, S.; Dixit, A.R.; Pude, F. Utilization of ultrasonically forced pulsating water jet decaying for bone cement removal. Int. J. Adv. Manuf. Technol. 2020, 110, 829–840. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Tripathi, R.; Kozak, D.; Chattopadhyaya, S.; Dixit, A.R.; Foldyna, J.; Hvizdos, P.; Fides, M.; Adamcik, P. Ultrasonically generated pulsed water jet peening of austenitic stainless-steel surfaces. J. Manuf. Process. 2018, 32, 455–468. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Gubeljak, N.; Milkovic, M.; Chattopadhyaya, S.; Klich, J. Surface integrity and residual stress analysis of pulsed water jet peened stainless steel surfaces. Measurement 2019, 143, 81–92. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Krejci, L.; Chattopadhyaya, S.; Dixit, A.R.; Foldyna, J. Residual stress and surface properties of stainless steel welded joints induced by ultrasonic pulsed water jet peening. Measurement 2018, 127, 453–462. [Google Scholar] [CrossRef]
- Hloch, S.; Adamčík, P.; Nag, A.; Srivastava, M.; Čuha, D.; Müller, M.; Hromasová, M.; Klich, J. Hydrodynamic ductile erosion of aluminum by a pulsed water jet moving in an inclined trajectory. Wear 2019, 428, 178–192. [Google Scholar] [CrossRef]
- Nag, A.; Hloch, S.; Čuha, D.; Dixit, A.R.; Tozan, H.; Petrů, J.; Hromasová, M.; Müller, M. Acoustic chamber length performance analysis in ultrasonic pulsating water jet erosion of ductile material. J. Manuf. Process. 2019, 47, 347–356. [Google Scholar] [CrossRef]
- Tripathi, R.; Hloch, S.; Chattopadhyaya, S.; Klichová, D.; Ščučka, J.; Das, A.K. Application of the pulsating and continous water jet for granite erosion. Int. J. Rock Mech. Min. Sci. 2020, 126, 104209. [Google Scholar] [CrossRef]
- Tripathi, R.; Hloch, S.; Chattopadhyaya, S.; Klichová, D. Influence of frequency change during sandstone erosion by pulsed waterjet. Mater. Manuf. Process. 2019, 35, 187–194. [Google Scholar] [CrossRef]
- Klich, J.; Klichova, D.; Foldyna, V.; Hlavacek, P.; Foldyna, J. Influence of Variously Modified Surface of Aluminum Alloy on the Effect of Pulsating Water Jet. Strojniški Vestn. J. Mech. Eng. 2017, 63, 577–582. [Google Scholar] [CrossRef] [Green Version]
- Foldyna, V.; Foldyna, J.; Klichova, D. Effects of water jets on CNTS/concrete composite. MM Sci. J. 2018, 2018, 2229–2233. [Google Scholar] [CrossRef]
- Hloch, S.; Srivastava, M.; Nag, A.; Muller, M.; Hromasová, M.; Svobodová, J.; Kruml, T.; Chlupová, A. Effect of pressure of pulsating water jet moving along stair trajectory on erosion depth, surface morphology and microhardness. Wear 2020, 452, 203278. [Google Scholar] [CrossRef]
- Raj, P.; Hloch, S.; Tripathi, R.; Srivastava, M.; Nag, A.; Klichová, D.; Klich, J.; Hromasová, M.; Muller, M.; Miloslav, L.; et al. Investigation of sandstone erosion by continuous and pulsed water jets. J. Manuf. Process. 2019, 42, 121–130. [Google Scholar] [CrossRef]
- Kirols, H.S.; Kevorkov, D.; Uihlein, A.; Medraj, M. The effect of initial surface roughness on water droplet erosion behaviour. Wear 2015, 342–343, 198–209. [Google Scholar] [CrossRef]












| Element | C (wt.%) | Mn (wt.%) | Si (wt.%) | S (wt.%) | Cr (wt.%) | Ni (wt.%) | P (wt.%) |
|---|---|---|---|---|---|---|---|
| SS (AISI 304) | 0.08 | 2.00 | 1.0 | 0.03 | 18.01 | 8.22 | 0.04 |
| Properties | Brinell Hardness | Poisson Ratio, v | Young’s Modulus E (GPa) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|---|
| Value | 88 | 0.3 | 193 | 500 | 210 | 45 |
| S. No. | f (kHz) | p (MPa) | d (mm) | z (mm) | v (mm/s) | Material | Acoustic Chamber Length lc (mm) | Jet Velocity vw (m/s) | Water flow Rate Q (L/min) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 20.18 | 70 | 1.19 | 5–101 | 5 | Stainless steel AISI 304 | 22 | 337.09 | 22.49 |
| 2 | 10 | ||||||||
| 3 | 15 | ||||||||
| 4 | 20 | ||||||||
| 5 | 25 | ||||||||
| 6 | 30 | ||||||||
| 7 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srivastava, M.; Nag, A.; Chattopadhyaya, S.; Hloch, S. Standoff Distance in Ultrasonic Pulsating Water Jet. Materials 2021, 14, 88. https://doi.org/10.3390/ma14010088
Srivastava M, Nag A, Chattopadhyaya S, Hloch S. Standoff Distance in Ultrasonic Pulsating Water Jet. Materials. 2021; 14(1):88. https://doi.org/10.3390/ma14010088
Chicago/Turabian StyleSrivastava, Madhulika, Akash Nag, Somnath Chattopadhyaya, and Sergej Hloch. 2021. "Standoff Distance in Ultrasonic Pulsating Water Jet" Materials 14, no. 1: 88. https://doi.org/10.3390/ma14010088
APA StyleSrivastava, M., Nag, A., Chattopadhyaya, S., & Hloch, S. (2021). Standoff Distance in Ultrasonic Pulsating Water Jet. Materials, 14(1), 88. https://doi.org/10.3390/ma14010088