
Review of the Problems of Additive Manufacturing of Nanostructured High-Energy Materials

 ,
,  and
and
Abstract
:1. Introduction
2. High-Energy Composite Additive Manufacturing Technologies
2.1. Material Extrusion
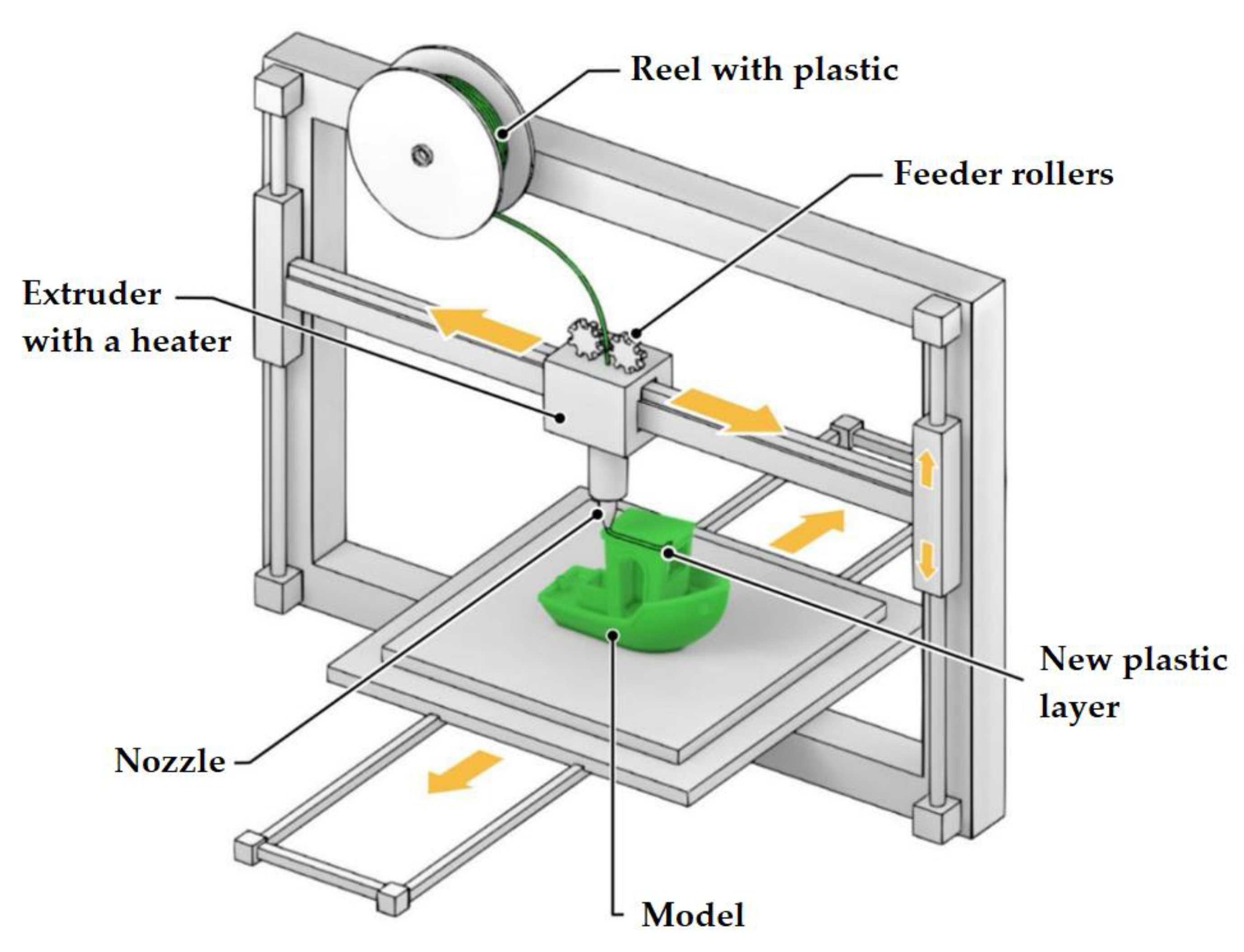
2.2. Fused Deposition Modeling (FDM)
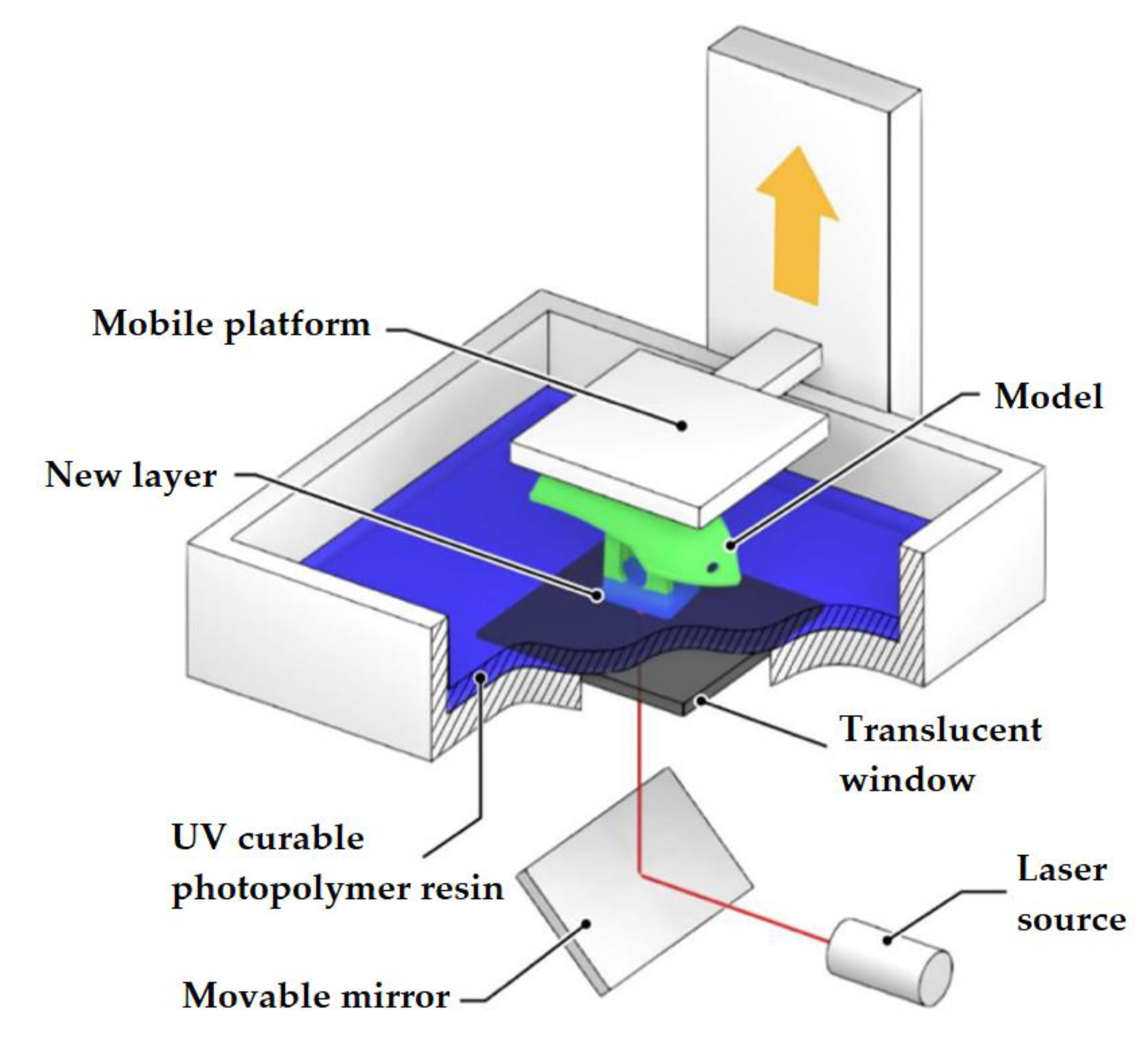
2.3. Photopolymerization (Laser Stereolithography (SLA), Digital Light Processing (DPL))
- -
- All the components must be chemically compatible.
- -
- The viscosity of the material should be sufficiently low, preferably below 20 Pa⋅s [48].
- -
- The material must be sufficiently stable over time, i.e., sedimentation must not occur for several hours.
- -
- The material must be sensitive to the wavelength range of the light source used.
- -
- The material must be promptly cured, preferably within a few seconds.
- -
- Light penetration into the material (including light scattering) must be limited to provide sufficient resolution in all directions.
- -
- Once illuminated, the material must have sufficient mechanical strength to withstand transportation, treatment and use.
- -
- The energy resin must not decompose when exposed to the light source used for curing.
- -
- The energy properties (e.g., heat of explosion, combustion rate, detonation velocity) must be sufficient for the intended use.
2.4. Powder Printing (Binder Jetting, Powder Bed Printing)
2.5. Powder Sintering Technology (Selective Laser Sintering, SLS)
3. Reactive Materials for Printing, Problems of Their Preparation and Use
4. Trends and Directions for Further Research
- -
- Providing a high reaction rate (for example, a multichannel igniter [72]);
- -
- Providing a low controlled reaction rate and the absence of gas formation [73];
- -
- Releasing heat during the reaction (for example, destruction of microcircuits [74]);
- -
- Generating gases (for example, micromotors and actuators [75]).
- -
- Choose an adequate 3D printing method;
- -
- Investigate the feasibility of the processes pertinent to the preliminary preparation of materials, printing and post-processing while ensuring their compliance with safety requirements;
- -
- Achieve the required mechanical and energy properties of the final product.
5. Promising Methods for Improving the Safety and Manufacturability of Nanopowders for 3D Technologies of High-Energy Materials
- HTPB—hydroxyl-terminated polybutadiene with low molecular weight.
- MPVT is a copolymer of 1-methyl-5-vinyltetrazole, 2-methyl-5-vinyltetrazole, N-allyl-5-vinyltetrazole and acrylonitrile.
6. Conclusions
- Additive manufacturing technologies used with high-energy materials have been considered based on the analysis of literary sources.
- The advantages and disadvantages of these technologies from the point of view of using high-energy materials for printing have been shown.
- Requirements for the preparation of materials for printing by using each of the technologies under consideration have been formulated.
- It has been shown that the chemical reactivity of HEMs significantly complicates the problem of additive manufacturing, development and optimization of 3D printing methods. In addition to customary complications in the development of these methods (for example, high suspensions viscosity), there are specific problems associated with the nature of the reactive substances. First and foremost, it is the possibility of initiating reactive materials in the 3D printing process.
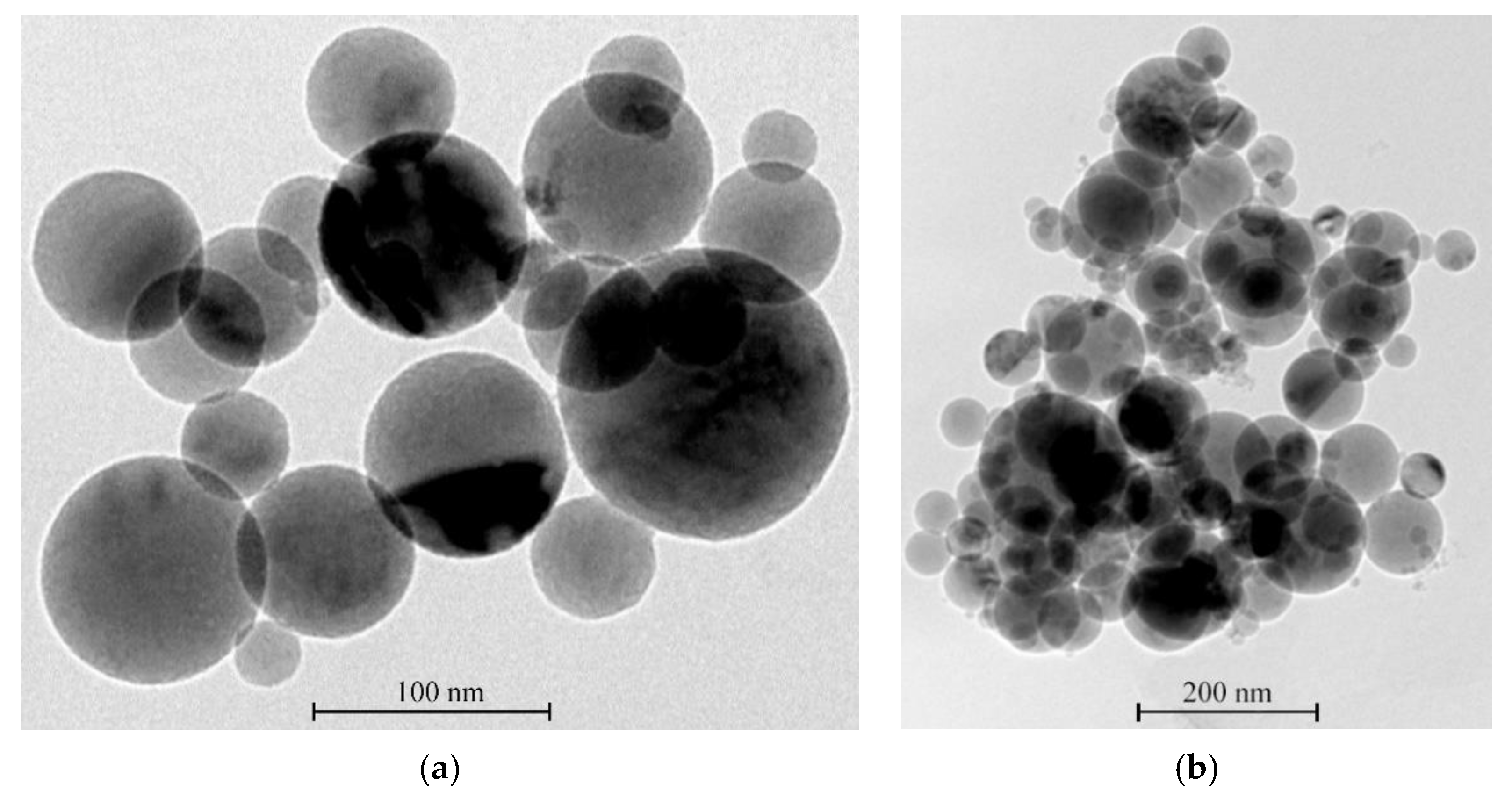
- This paper proposes a method for the microencapsulation of nanosized aluminum powders with polymeric materials of different chemical compositions. It has been shown that polymers form a continuous homogeneous layer (film) on the surface of nanoparticles. The research has demonstrated an almost complete degree of deagglomeration of microencapsulated aluminum powders. Such powders open the potential for creating new systems for safe 3D printing using high-energy materials.
- The development of new paste formulations for the 3D printing of HEMs is the subject of further research, which will be published in a separate paper.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Atzeni, E.; Salmi, A. Economics of additive manufacturing for end-usable metal parts. Int. J. Adv. Manuf. Technol. 2012, 62, 1147–1155. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Nadammal, N.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Kromm, A.; Haberland, C.; Dolabella Portella, P.; Bruno, G. Critical role of scan strategies on the development of microstructure, texture, and residual stresses during laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 38, 101792. [Google Scholar] [CrossRef]
- Sreehitha, V. Impact of 3D printing in the automotive industry. Int. J. Mech. Prod. Eng. 2017, 5, 91–94. [Google Scholar]
- Lee, R.J.; Mock, W., Jr.; Carney, J.R.; Holt, W.H.; Pangilinan, G.I.; Gamache, R.M.; Boteler, J.M.; Bohl, D.G.; Drotar, J.; Lawrence, G.W. Reactive materials studies. AIP Conf. Proc. 2006, 845, 169–174. [Google Scholar]
- Hastings, D.L.; Dreizin, E.L. Reactive structural materials: Preparation and characterization. Adv. Eng. Mater. 2018, 20, 1700631. [Google Scholar] [CrossRef]
- Pantoya, M.L.; Son, S.F.; Danen, W.C.; Jorgensen, B.S.; Asay, B.W.; Busse, J.R.; Mang, J.T. Characterization of Metastable Intermolecular Composites; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2005. [Google Scholar]
- Elbasuney, S.; Hamed, A.; Ismael, S.; Mokhtar, M.; Gobara, M. Novel high energy density material based on metastable intermolecular nanocomposite. J. Inorg. Organomet. Polym. Mater. 2020, 30, 3980–3988. [Google Scholar] [CrossRef]
- Koch, E.C. Metal-Fluorocarbon Based Energetic Materials; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Hahma, A. Thermomechanical combustion enhancer and the effect of combustion catalysis on the burn rate and infrared radiation of magnesium-fluorocarbon-viton pyrolants. Int. J. Energetic Mater. Chem. Propuls. 2020, 19, 341–373. [Google Scholar] [CrossRef]
- Stec, D., III; Wilson, A.; Fuchs, B.E.; Mehta, N.; Cook, P. High Explosive Fills for MEMS Devices. U.S. Patent No. 8,636,861, 28 January 2014. [Google Scholar]
- Muravyev, N.V.; Monogarov, K.A.; Schaller, U.; Fomenkov, I.V.; Pivkina, A.N. Progress in additive manufacturing of energetic materials: Creating the reactive microstructures with high potential of applications. Propellants Explos. Pyrotech. 2019, 44, 941–969. [Google Scholar] [CrossRef]
- Groven, L.J.; Mezger, M.J. Printed Energetics: The Path Toward Additive Manufacturing of Munitions. In Energetic Materials; CRC Press: Boca Raton, FL, USA, 2017; pp. 115–128. [Google Scholar]
- Marsh, W.N.K. Coating Surfaces with Explosive or Pyrotechnic Compositions. UK Patent GB 2,049,651A, 1 December 1982. [Google Scholar]
- Berni, A.; Mennig, M.; Schmidt, H. Doctor Blade. In Sol-Gel Technologies for Glass Producers and Users; Springer: Boston, MA, USA, 2004; pp. 89–92. [Google Scholar]
- Clark, B.; McCollum, J.; Pantoya, M.L.; Heaps, R.J.; Daniels, M.A. Development of flexible, free-standing, thin films for additive manufacturing and localized energy generation. AIP Adv. 2015, 5, 087128. [Google Scholar] [CrossRef] [Green Version]
- Clark, B.; Zhang, Z.; Christopher, G.; Pantoya, M.L. 3D processing and characterization of acrylonitrile butadiene styrene (ABS) energetic thin films. J. Mater. Sci. 2017, 52, 993–1004. [Google Scholar] [CrossRef]
- Bello, M.N.; Williams, A.; Shancita, I.; Hoque, M.N.; Christopher, G.; Aquino, A.J.; Pantoya, M.L. Synthesis and characterization of polymeric films with stress-altered aluminum particle fillers. J. Mater. Sci. 2020, 55, 14229–14242. [Google Scholar] [CrossRef]
- Stec, D., III; Cheng, G.; Fuchs, B.E.; Neha, M. Method for Producing and Using High Explosive Material. U.S. Patent 7,964,045 B1, 21 June 2011. [Google Scholar]
- Fuchs, B.E.; Zunino, J.L., III; Schmidt, D.P.; Stec, D., III; Petrock, A.M. Flexible Detonator Integrated with Directly Written Energetics. U.S. Patent 8,573,123 B1, 5 November 2013. [Google Scholar]
- Li, Q.; An, C.; Han, X.; Xu, C.; Song, C.; Ye, B.; Wu, B.; Wang, J. CL-20 based Explosive Ink of Emulsion Binder System for Direct Ink Writing. Propellants Explos. Pyrotech. 2018, 43, 533–537. [Google Scholar] [CrossRef]
- Ye, B.Y.; Song, C.K.; Huang, H.; Li, Q.B.; An, C.W.; Wang, J.Y. Direct ink writing of 3D-Honeycombed CL-20 structures with low critical size. Def. Technol. 2020, 16, 588–595. [Google Scholar] [CrossRef]
- Chiroli, M.; Ciszek, F.; Baschung, B. Additive Manufacturing of Energetic Materials. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018; University of Texas at Austin: Austin, TX, USA, 2018; p. 1003. [Google Scholar]
- Zhou, X.; Mao, Y.; Zheng, D.; Zhong, L.; Wang, R.; Gao, B.; Wang, D. 3D printing of RDX-based aluminized high explosives with gradient structure, significantly altering the critical dimensions. J. Mater. Sci. 2021, 56, 9171–9182. [Google Scholar] [CrossRef]
- Ruz-Nuglo, F.D.; Groven, L.J. 3D Printing and Development of Fluoropolymer Based Reactive Inks. Adv. Eng. Mater. 2018, 20, 1700390. [Google Scholar] [CrossRef]
- Gunduz, I.E.; McClain, M.S.; Cattani, P.; Chiu, G.T.-C.; Rhoads, J.F.; Son, S.F. 3D printing of extremely viscous materials using ultrasonic vibrations. Addit. Manuf. 2018, 22, 98–103. [Google Scholar] [CrossRef]
- Woods, H.; Boddorff, A.; Ewaldz, E.; Adams, Z.; Ketcham, M.; Jang, D.J.; Brettmann, B. Rheological considerations for binder development in direct ink writing of energetic materials. Propellants Explos. Pyrotech. 2020, 45, 26–35. [Google Scholar] [CrossRef]
- Driel, C.V.; Straathof, M.; Lingen, J.V. Developments in Additive Manufacturing of Energetic Materials at TNO. In Proceedings of the 30th International Symposium on Ballistics, Long Beach, CA, USA, 11–15 September 2017. [Google Scholar]
- Zong, H.; Cong, Q.; Zhang, T.; Hao, Y.; Xiao, L.; Hao, G.; Jiang, W. Simulation of Printer Nozzle for 3D Printing TNT/HMX Based Melt-Cast Explosive. Int. J. Adv. Manuf. Technol. 2021. preprint. [Google Scholar] [CrossRef]
- Spence, T.R.; Williams, C.F. Energetic Thermoplastic Filaments for Additive Manufacturing and Methods for Their Fabrication. U.S. Patent 2018/0370119 A1, 27 December 2018. [Google Scholar]
- Li, L.; Lin, Q.; Tang, M.; Duncan, A.J.; Ke, C. Advanced polymer designs for direct-ink-write 3D printing. Chem. Eur. J. 2019, 25, 10768–10781. [Google Scholar] [CrossRef]
- Knott, M.C.; Craig, A.W.; Shankar, R.; Morgan, S.E.; Iacono, S.T.; Mates, J.E.; McCollum, J.M. Balancing processing ease with combustion performance in aluminum/PVDF energetic filaments. J. Mater. Res. 2021, 36, 203–210. [Google Scholar] [CrossRef]
- Fleck, T.J.; Murray, A.K.; Gunduz, I.E.; Son, S.F.; Chiu, G.T.-C.; Rhoads, J.F. Additive manufacturing of multifunctional reactive materials. Addit. Manuf. 2017, 17, 176–182. [Google Scholar] [CrossRef]
- Collard, D.N.; Fleck, T.J.; Rhoads, J.F.; Son, S.F. Tailoring the reactivity of printable Al/PVDF filament. Combust. Flame 2021, 223, 110–117. [Google Scholar] [CrossRef]
- Rehwoldt, M.C.; Wang, H.; Kline, D.J.; Wu, T.; Eckman, N.; Wang, P.; Zachariah, M.R. Ignition and combustion analysis of direct write fabricated aluminum/metal oxide/PVDF films. Combust. Flame 2020, 211, 260–269. [Google Scholar] [CrossRef]
- Huang, S.; Hong, S.; Su, Y.; Jiang, Y.; Fukushima, S.; Gill, T.M.; Zheng, X. Enhancing combustion performance of nano-Al/PVDF composites with β-PVDF. Combust. Flame 2020, 219, 467–477. [Google Scholar] [CrossRef]
- Ruiz-Morales, J.C.; Tarancón, A.; Canales-Vázquez, J.; Méndez-Ramos, J.; Hernández-Afonso, L.; Acosta-Mora, P.; Fernández-González, R. Three dimensional printing of components and functional devices for energy and environmental applications. Energy Environ. Sci. 2017, 10, 846–859. [Google Scholar] [CrossRef] [Green Version]
- Fuller, J.; Ehrlich, D.; Lu, P.; Jansen, R.; Hoffman, J. Advantages of Rapid Prototyping for Hybrid Rocket Motor Fuel Grain Fabrication. In Proceedings of the 47th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, San Diego, CA, USA, 31 July–3 August 2011; American Institute of Aeronautics and Astronautics: Resto, VA, USA, 2011; p. 1. [Google Scholar]
- Straathof, M.; van Lingen, J.N.; Driel, C.V.; den Otter, A. 3D Printing of Gun Propellants. In Proceedings of the 43th International Pyrotechnics Seminar, Fort Collins, CO, USA, 8–13 July 2018; IPSUSA Seminars Inc.: Littleton, CO, USA, 2018; p. 129. [Google Scholar]
- Cattani, P.A.; Fleck, T.J.; Rhoads, J.F.; Son, S.F.; Gunduz, I.E. Applications of Additive Manufacturing Techniques in Making Energetic Materials. In Proceedings of the Summer Undergraduate Research Fellowship (SURF) Symposium, West Lafayette, IN, USA, 4 August 2016; Purdue University: West Lafayette, IN, USA, 2016; p. 1. [Google Scholar]
- Yang, W.; Hu, R.; Zheng, L.; Yan, G.; Yan, W. Fabrication and investigation of 3D-printed gun propellants. Mater. Des. 2020, 192, 108761. [Google Scholar] [CrossRef]
- Dolman, B.; Hart, A.; Johnston, I.; Prior, C. Advanced Munitions: 3D Printed Firepower. In Proceedings of the International Conference on Science and Innovation for Land Power 2018 (ICSILP 2018), Adelaide, SA, Australia, 5–6 September 2018; DST Group: Canberra, ACT, Australia, 2018; p. 1. [Google Scholar]
- Straathof, M.H.; van Driel, C.A.; van Lingen, J.N.; Ingenhut, B.L.; ten Cate, A.T.; Maalderink, H.H. Development of Propellant Compositions for Vat Photopolymerization Additive Manufacturing. Propellants Explos. Pyrotech. 2020, 45, 36–52. [Google Scholar] [CrossRef]
- McClain, M.S.; Gunduz, I.E.; Son, S.F. Additive manufacturing of ammonium perchlorate composite propellant with high solids loadings. Proc. Combust. Inst. 2019, 37, 3135–3142. [Google Scholar] [CrossRef]
- Faes, M.; Valkenaers, H.; Vogeler, F.; Vleugels, J.; Ferraris, E. Extrusion-based 3D Printing of Ceramic Components. Procedia CIRP 2015, 28, 76–81. [Google Scholar] [CrossRef] [Green Version]
- Pfaffinger, M.; Hartmann, M.; Schwentenwein, M.; Stampfl, J. Stabilization of Tricalcium Phosphate Slurries Against Sedimentation for Stereolithographic Additive Manufacturing and Influence on the Final Mechanical Properties. Int. J. Appl. Ceram. Technol. 2017, 14, 499–506. [Google Scholar] [CrossRef]
- Bukovsky, E.V.; Reeves, R.V.; Krish, A.; Gash, A.E.; Glumac, N.G. Experimental study of structure/behavior relationship for a metallized explosive. AIP Conf. Proc. 2018, 1979, 150006. [Google Scholar]
- Bakshi, K.R.; Mulay, A.V. A review on selective laser sintering: A rapid prototyping technology. IOSR J. Mech. Civ. Eng. 2016, 5, 53–57. [Google Scholar] [CrossRef]
- Jiba, Z.; Focke, W.W.; Kalombo, L.; Madito, M.J. Coating processes towards selective laser sintering of energetic material composites. Def. Technol. 2020, 16, 316–324. [Google Scholar] [CrossRef]
- Kabra, S.; Gharde, S.; Gore, P.; Jain, S.; Khire, V.H.; Kandasubramanian, B. Recent trends in nanothermites: Fabrication, characteristics and applications. Nano Express 2020, 1, 032001. [Google Scholar] [CrossRef]
- Comet, M.; Martin, C.; Schnell, F.; Spitzer, D. Nanothermites: A short review. Factsheet for experimenters, present and future challenges. Propellants Explos. Pyrotech. 2019, 44, 18–36. [Google Scholar] [CrossRef] [Green Version]
- Pivkina, A.N.; Frolov, Y.V.; Ivanov, D.A. Nanosized components of energetic systems: Structure, thermal behavior, and combustion. Combust. Explos. Shock Waves 2007, 43, 51–55. [Google Scholar] [CrossRef]
- Muravyev, N.; Frolov, Y.; Pivkina, A.; Monogarov, K.; Ordzhonikidze, O.; Bushmarinov, I.; Korlyukov, A. Influence of Particle Size and Mixing Technology on Combustion of HMX/Al Compositions. Propellants Explos. Pyrotech. 2010, 35, 226–232. [Google Scholar] [CrossRef]
- Staley, C.S.; Raymond, K.E.; Thiruvengadathan, R.; Apperson, S.J.; Gangopadhyay, K.; Swaszek, S.M.; Taylor, R.J.; Gangopadhyay, S. Fast-Impulse Nanothermite Solid-Propellant Miniaturized Thrusters. J. Propuls. Power 2013, 29, 1400–1409. [Google Scholar] [CrossRef]
- Martirosyan, K.S. Nanoenergetic Gas-Generators: Principles and applications. J. Mater. Chem. 2011, 21, 9400. [Google Scholar] [CrossRef]
- Shende, R.; Subramanian, S.; Hasan, S.; Apperson, S.; Thiruvengadathan, R.; Gangopadhyay, K.; Gangopadhyay, S.; Redner, P.; Kapoor, D.; Nicolich, S.; et al. Nanoenergetic Composites of CuO Nanorods, Nanowires, and Al-Nanoparticles. Propellants Explos. Pyrotech. 2008, 33, 122–130. [Google Scholar] [CrossRef]
- Gromov, A.; Il’in, A.; Teipel, U.; Pautova, J. Passivation of Metal Nanopowders. In Metal Nanopowders; Gromov, A., Teipel, U., Eds.; Wiley-VCH: Weinheim, Germany, 2014; p. 133. [Google Scholar]
- Sullivan, K.T.; Piekiel, N.W.; Wu, C.; Chowdhury, S.; Kelly, S.T.; Hufnagel, T.C.; Fezzaa, K.; Zachariah, M.R. Reactive sintering: An important component in the combustion of nanocomposite thermites. Combust. Flame 2012, 159, 2–15. [Google Scholar] [CrossRef]
- De Luca, L.T.; Galfetti, L.; Severini, F.; Meda, L.; Marra, G.; Vorozhtsov, A.B.; Sedoi, V.S.; Babuk, V.A. Burning of Nano-Aluminized Composite Rocket Propellants. Combust. Explos. Shock Waves 2005, 41, 680–692. [Google Scholar] [CrossRef]
- Gaber Zaky, M.; Abdalla, A.M.; Sahu, R.P.; Puri, I.K.; Radwan, M.; Elbasuney, S. Nanothermite colloids: A new prospective for enhanced performance. Def. Technol. 2019, 15, 319–325. [Google Scholar] [CrossRef]
- Puszynski, J.A.; Bichay, M.M.; Swiatkiewicz, J.J. Wet Processing and Loading of Percussion Primers Based on Metastable Nanoenergetic Composites. U.S. Patent 7,670,446 B2, 2 March 2010. [Google Scholar]
- Maggi, F. Curing Viscosity of HTPB-Based Binder Embedding Micro- and Nano-Aluminum Particles. Propellants Explos. Pyrotech. 2014, 39, 755–760. [Google Scholar] [CrossRef]
- Bouma, R.H.B.; Meuken, D.; Verbeek, R.; Martinez Pacheco, M.; Katgerman, L. Shear Initiation of Al/MoO3-Based Reactive Materials. Propellants Explos. Pyrotech. 2007, 32, 447–453. [Google Scholar] [CrossRef]
- Valluri, S.K.; Schoenitz, M.; Dreizin, E. Fluorine-containing oxidizers for metal fuels in energetic formulations. Def. Technol. 2018, 15, 1–22. [Google Scholar] [CrossRef]
- Valluri, S.K. Fluorine-Based Inorganic Oxidizers for Use in Metal-Based Reactive Materials. Ph.D. Thesis, New Jersey Institute of Technology, Newark, NJ, USA, 2021. [Google Scholar]
- Wang, J.; Cao, W.; Liu, R.; Xu, R.; Chen, X. Graphite fluoride as a new oxidizer to construct nano-Al based reactive material and its combustion performance. Combust. Flame 2021, 229, 111393. [Google Scholar] [CrossRef]
- Nellums, R.R.; Son, S.F.; Groven, L.J. Preparation and Characterization of Aqueous Nanothermite Inks for Direct Deposition on SCB Initiators. Propellants Explos. Pyrotech 2014, 39, 463–470. [Google Scholar] [CrossRef]
- Sweeney, M. Effects of Rheology on Wet Granular Material and Energetic Slurries. Master’s Thesis, Texas Tech University, Lubbock, TX, USA, 2017. [Google Scholar]
- Grobler, J.; Cowgill, A.; Focke, W.; Labuschagne, G. Extrudable Gassy Pyrotechnic Time Delay Compositions. Cent. Eur. J. Energ. Mater. 2018, 15, 299–314. [Google Scholar] [CrossRef]
- Sullivan, K.T.; Kuntz, J.D.; Gash, A.E. Fine patterning of thermites for mechanistic studies and microenergetic applications. Int. J. Energ. Mater. Chem. Propuls. 2013, 12, 511–528. [Google Scholar] [CrossRef]
- Arlington, S.Q.; Barron, S.C.; DeLisio, J.B.; Rodriguez, J.C.; Vummidi Lakshman, S.; Weihs, T.P.; Fritz, G.M. Multifunctional Reactive Nanocomposites via Direct Ink Writing. Adv. Mater. Technol. 2021, 6, 2001115. [Google Scholar] [CrossRef]
- Orlikov, J.P.; Drennov, O.B.; Dendenkov, J.P. Method of Destroying Memory Chips. Russian Patent 2 527 241 C1, 31 May 2013. [Google Scholar]
- Rossi, C.; Estève, D. Micropyrotechnics, a new technology for making energetic microsystems: Review and prospective. Sens. Actuators Phys. 2005, 120, 297–310. [Google Scholar] [CrossRef] [Green Version]
- Ökten, K.; Biyikoğlu, A. Development of thermal model for the determination of SLM process parameters. Opt. Laser Technol. 2021, 137, 106825. [Google Scholar] [CrossRef]
- Choi, J.; Han, L.; Hua, Y. Modeling and Experiments of Laser Cladding With Droplet Injection. ASME J. Heat Transf. 2005, 127, 978–986. [Google Scholar] [CrossRef]
- Ansari, M.J.; Nguyen, D.S.; Park, H.S. Investigation of SLM process in terms of temperature distribution and melting pool size: Modeling and experimental approaches. Materials 2019, 12, 1272. [Google Scholar] [CrossRef] [Green Version]
- Estrada-Díaz, J.A.; Elías-Zúñiga, A.; Martínez-Romero, O.; Olvera-Trejo, D. Enhanced Mathematical Model for Producing Highly Dense Metallic Components through Selective Laser Melting. Materials 2021, 14, 1571. [Google Scholar] [CrossRef]
- Zhang, B.; Nguyen, A.K.; Narayan, R.J.; Huang, J. Direct ink writing of vancomycin loaded polycaprolactone/polyethylene oxide/hydroxyapatite 3D scaffolds. J. Am. Ceram. Soc. 2021. preprint. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Domínguez-Fernández, A.; Gómez-Gejo, A. Effect of printing parameters on dimensional error and surface roughness obtained in direct ink writing (DIW) processes. Materials 2020, 13, 2157. [Google Scholar] [CrossRef] [PubMed]
- Deswal, S.; Narang, R.; Chhabra, D. Modeling and parametric optimization of FDM 3D printing process using hybrid techniques for enhancing dimensional preciseness. Int. J. Interact. Des. Manuf. 2019, 13, 1197–1214. [Google Scholar] [CrossRef]
- Sullivan, K.T.; Zhu, C.; Duoss, E.B.; Gash, A.E.; Kolesky, D.B.; Kuntz, J.D.; Lewis, J.A.; Spadaccini, C.M. Controlling Material Reactivity Using Architecture. Adv. Mater. 2016, 28, 1934–1939. [Google Scholar] [CrossRef] [PubMed]
- Dreizin, E.L. Metal Based Reactive Nanomaterials. Prog. Energy Combust. Sci. 2009, 35, 141–167. [Google Scholar] [CrossRef]
- Noor, F.; Vorozhtsov, A.; Lerner, M.; Wen, D. Exothermic characteristics of aluminum-based nanomaterials. Powder Technol. 2015, 282, 19–24. [Google Scholar] [CrossRef]
- Sakovich, G.V.; Arkhipov, V.A.; Vorozhtsov, A.B.; Bondarchuk, S.S.; Pevchenko, B.V. Investigation of combustion of HEM with aluminum nanopowders. Nanotechnol. Russ. 2010, 5, 91–107. [Google Scholar] [CrossRef]
- Pang, W.; De Luca, L.; Huixang, X.; Xuezhong, F.; Fengqu, Z.; Fangli, L.; Wuxi, X.; Yonghong, L. Effects of nano-metric aluminum powder on the properties of composite solid propellants. Int. J. Energetic Mater. Chem. Propul. 2015, 14, 265–282. [Google Scholar] [CrossRef]
- Vorozhtsov, A.B.; Rodkevich, N.G.; Lerner, M.I.; Zhukov, A.S.; Bondarchuk, S.S.; Dyachenko, N.N. Metal nanoparticles in high-energetic materials practice. Int. J. Energetic Mater. Chem. Propul. 2017, 16, 231–241. [Google Scholar] [CrossRef]
- Paravan, C.; Verga, A.; Maggi, F.; Galfetti, L. Accelerated aging of micron- and nano-sized aluminum powders: Metal content, composition and non-isothermal reactivity. Acta Astron. 2019, 158, 397–406. [Google Scholar] [CrossRef]
- Vorozhtsov, A.B.; Lerner, M.; Rodkevich, N.; Nie, H.; Abraham, A.; Schoenitz, M.; Dreizin, E.L. Oxidation of nano-sized aluminum powders. Thermochim. Acta. 2016, 636, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Kline, D.J.; Biswas, P.; Zachariah, M.R. Connecting agglomeration and burn rate in a thermite reaction: Role of oxidizer morphology. Combust. Flame 2021, 231, 111492. [Google Scholar] [CrossRef]
- Lerner, M.I.; Glazkova, E.A.; Vorozhtsov, A.B.; Rodkevich, N.G.; Volkov, S.A.; Ivanov, A.N. Passivation of aluminum nanopowders for use in energetic materials. Russ. J. Phys. Chem. B. 2015, 9, 56–61. [Google Scholar] [CrossRef]
- Ju, Z.Y.; An, J.L.; Guo, C.Y.; Li, T.R.; Jia, Z.Y.; Wu, R.F. The oxidation reaction and sensitivity of aluminum nanopowders coated by hydroxyl-terminated polybutadiene. J. Energetic Mater. 2021, 39, 299–312. [Google Scholar] [CrossRef]
- Kouzov, P.A. Foundation for Analysis of Dispersity of Industry Dust and Disintegrated Materials; Khimiya: Leningrad, Russia, 1971; p. 280. (In Russian) [Google Scholar]
- Lerner, M.I.; Savelyev, G.G.; Svarovskaya, N.V.; Galanov, A.I. Low temperature sintering of electroexplosive nanopowders. Bull. Tomsk. Polytech. Univ. 2006, 309, 64–67. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Technology | Advantages | Problems and Material Requirements | Sources |
|---|---|---|---|
| DIW | Relatively low process temperatures Relative simplicity High resolution (up to 1 μm) | Viscosity of highly filled inks Uniform distribution of particles in the ink Suspension stability Possibility of ignition and detonation during fabrication | [21,22,23,24,25,26,27,28,29,70,71] |
| FDM | High viscosity of the feedstock Inexpensive commercial printers | Unsatisfactory mechanical properties of the products, low resolution Balance of material viscosity and its reactivity Possibility of ignition and detonation due to the relatively high temperature of the filament | [30,31,32,33,34,35,36,37,38,39] |
| Photopolymerization methods (SLA/DPL) | High resolution and high performance No toxic hardeners used | The need for polymers curable by UV or visible light Low viscosity of materials | [30,40,41,42,43,44,45,46,47,48] |
| Binder jetting | No supporting structures required Ability to use leftover material for a new print process Low process temperatures | Post-processing required to eliminate mechanical defects and increase strength Removal of excess reactive powder Product fragility | [14,49] |
| SLS | High precision manufacturing of products of complex geometric shapes High speed and performance Excellent mechanical properties of products No wastes | High equipment costs Intense exposure to IR laser may initiate explosives | [50,51] |
| Coating | The Amount of Organic Substances, wt.% |
|---|---|
| substances, wt. | 0.5 |
| pyrocatechol | 0.5 |
| 8-oxyquinoline | 0.5 |
| stearic acid | 3.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kudryashova, O.; Lerner, M.; Vorozhtsov, A.; Sokolov, S.; Promakhov, V. Review of the Problems of Additive Manufacturing of Nanostructured High-Energy Materials. Materials 2021, 14, 7394. https://doi.org/10.3390/ma14237394
Kudryashova O, Lerner M, Vorozhtsov A, Sokolov S, Promakhov V. Review of the Problems of Additive Manufacturing of Nanostructured High-Energy Materials. Materials. 2021; 14(23):7394. https://doi.org/10.3390/ma14237394
Chicago/Turabian StyleKudryashova, Olga, Marat Lerner, Alexander Vorozhtsov, Sergei Sokolov, and Vladimir Promakhov. 2021. "Review of the Problems of Additive Manufacturing of Nanostructured High-Energy Materials" Materials 14, no. 23: 7394. https://doi.org/10.3390/ma14237394
APA StyleKudryashova, O., Lerner, M., Vorozhtsov, A., Sokolov, S., & Promakhov, V. (2021). Review of the Problems of Additive Manufacturing of Nanostructured High-Energy Materials. Materials, 14(23), 7394. https://doi.org/10.3390/ma14237394