
Effect of Waste Glass on the Properties and Microstructure of Magnesium Potassium Phosphate Cement


Abstract
:1. Introduction
2. Materials and Methods
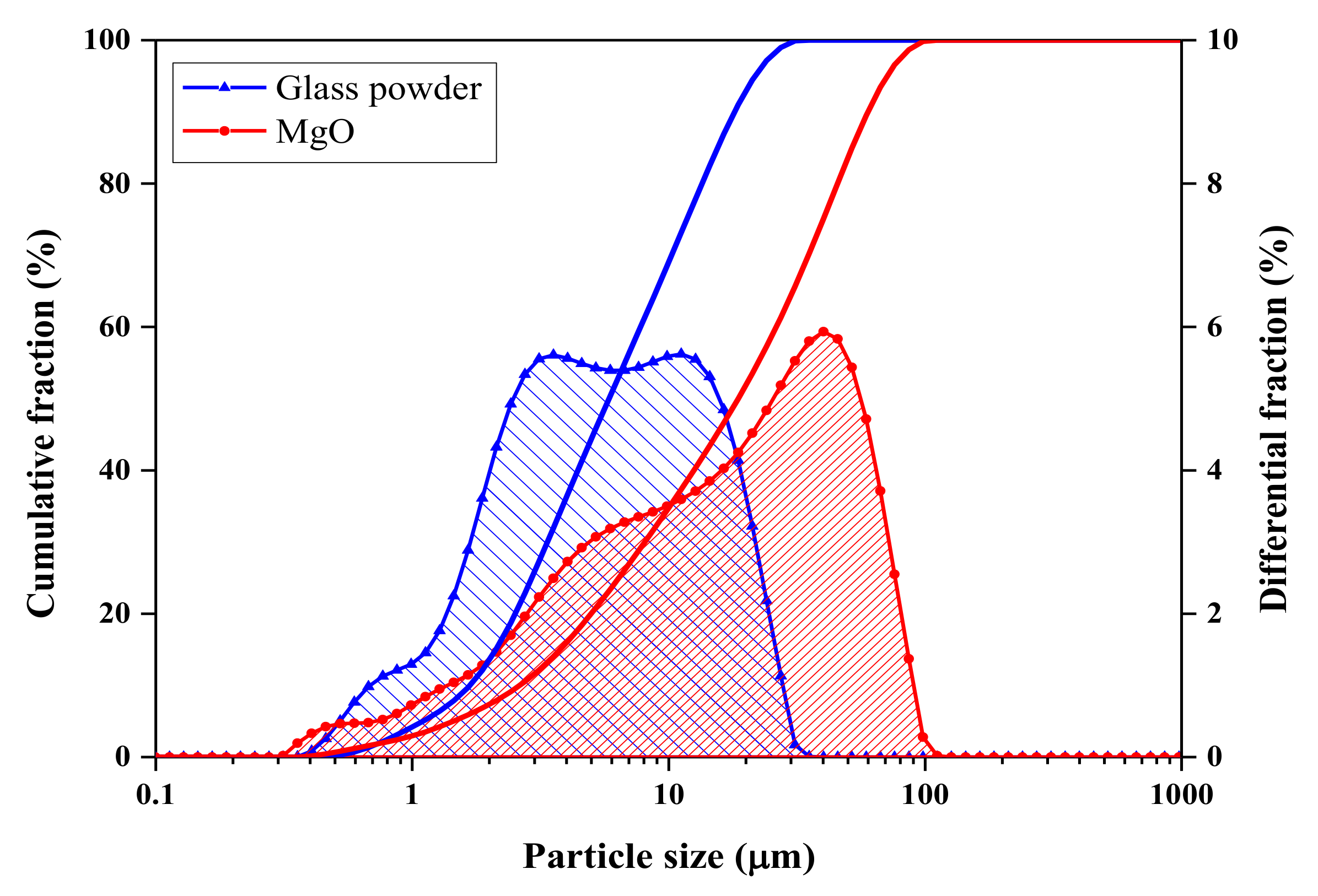
2.1. Experimental Material
2.2. Mixture Design
2.3. Analysis and Characterization Methods
3. Results and Discussion
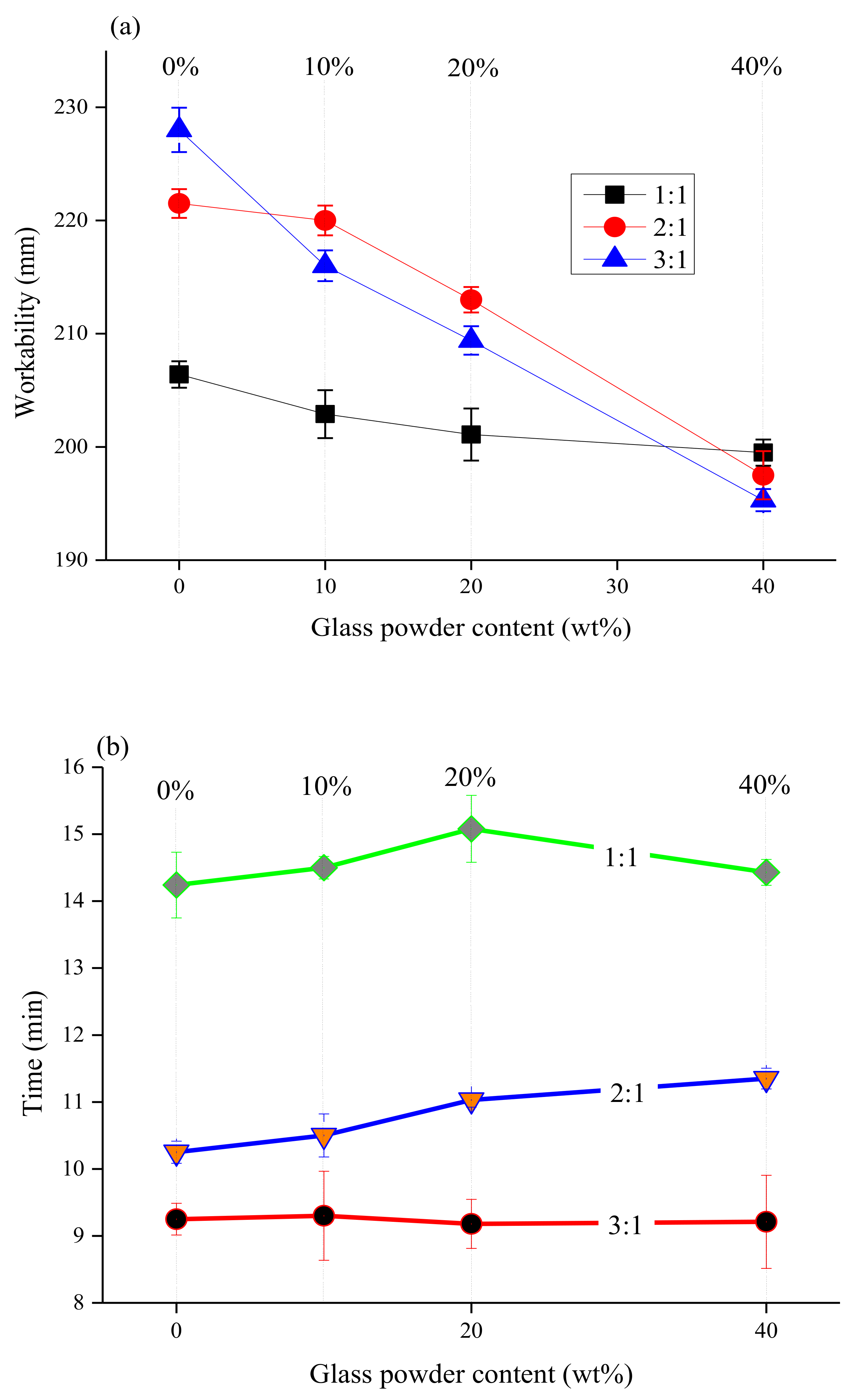
3.1. Workability and Setting Time
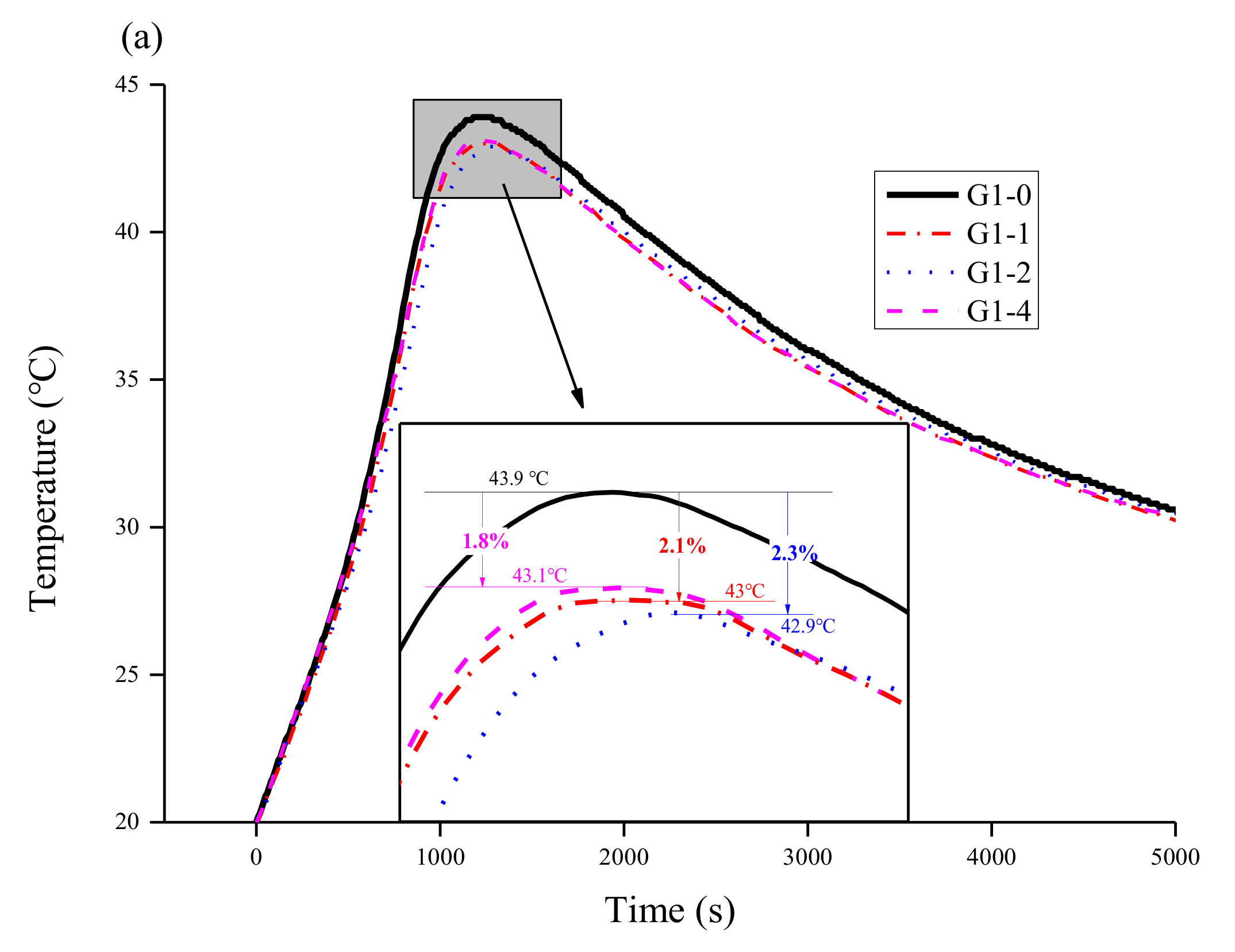
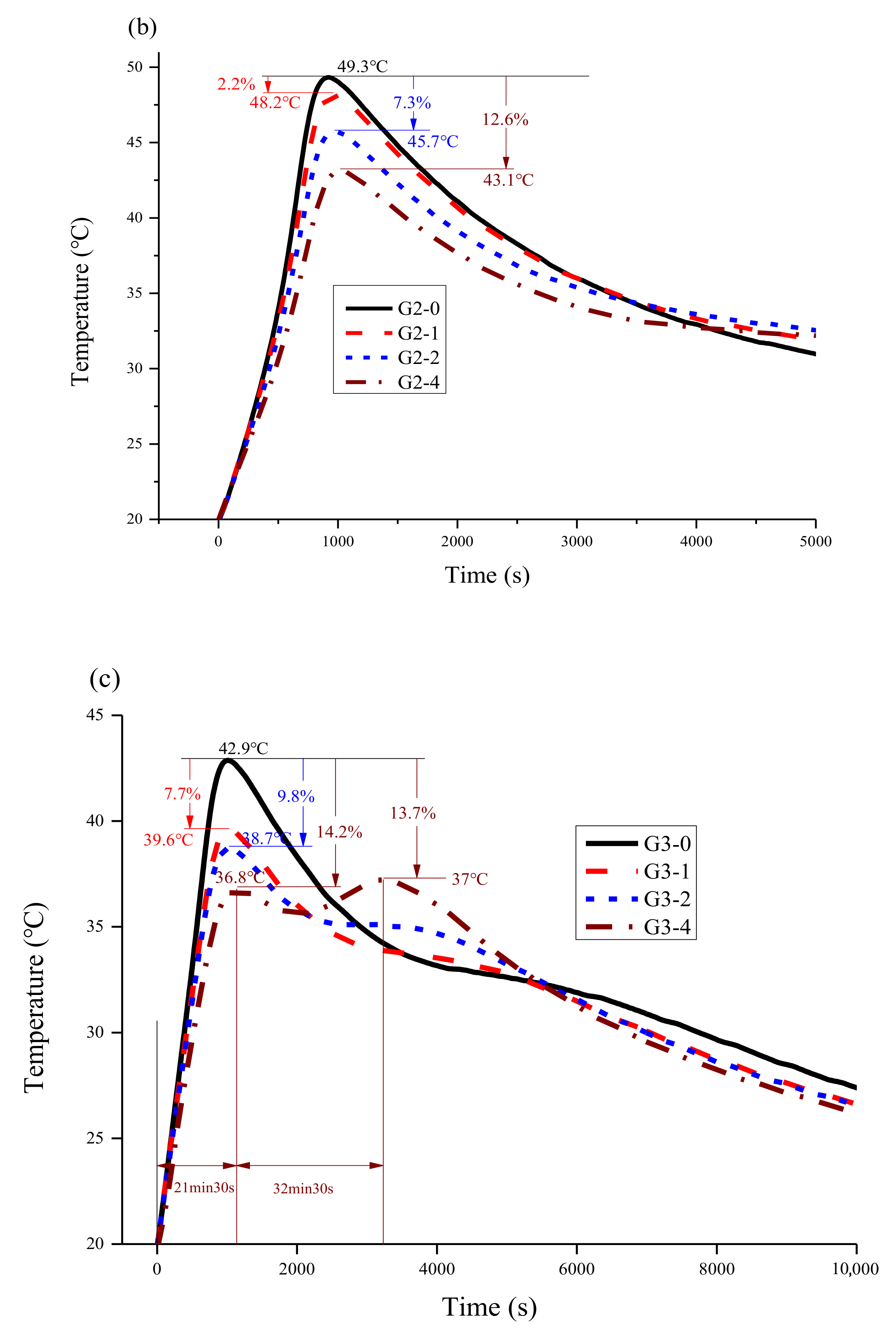
3.2. Heat Release during Hardening
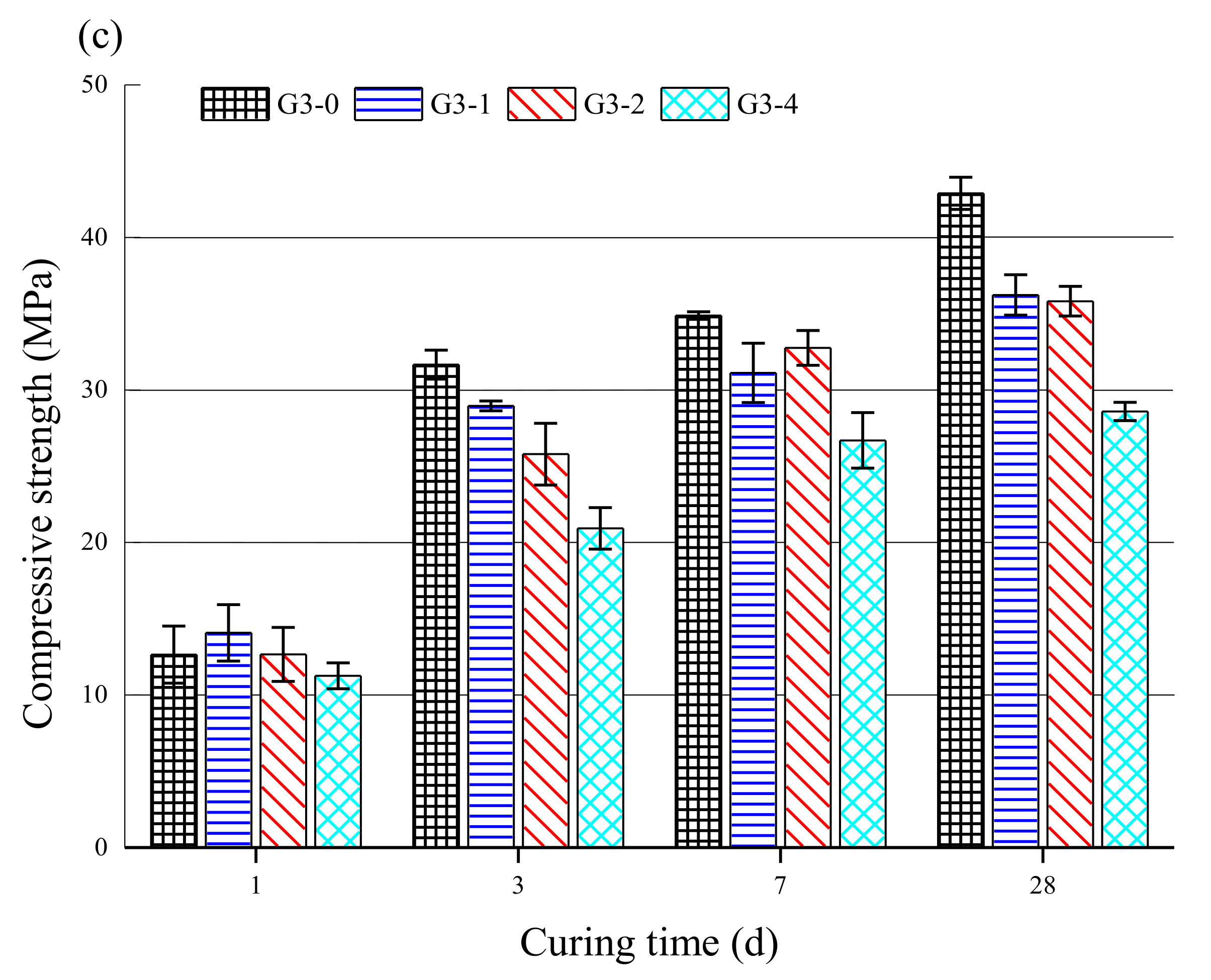
3.3. Compressive Strength
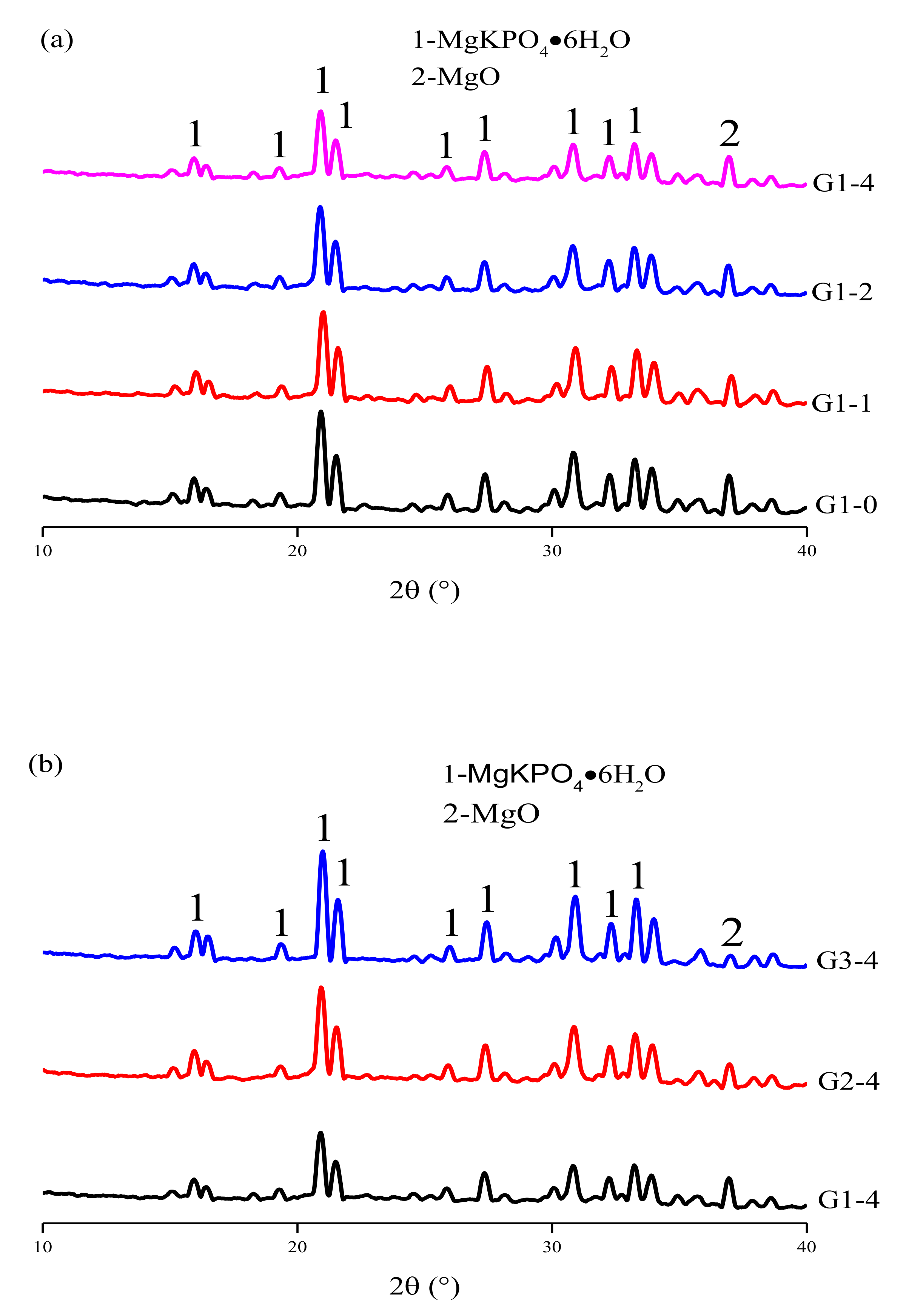
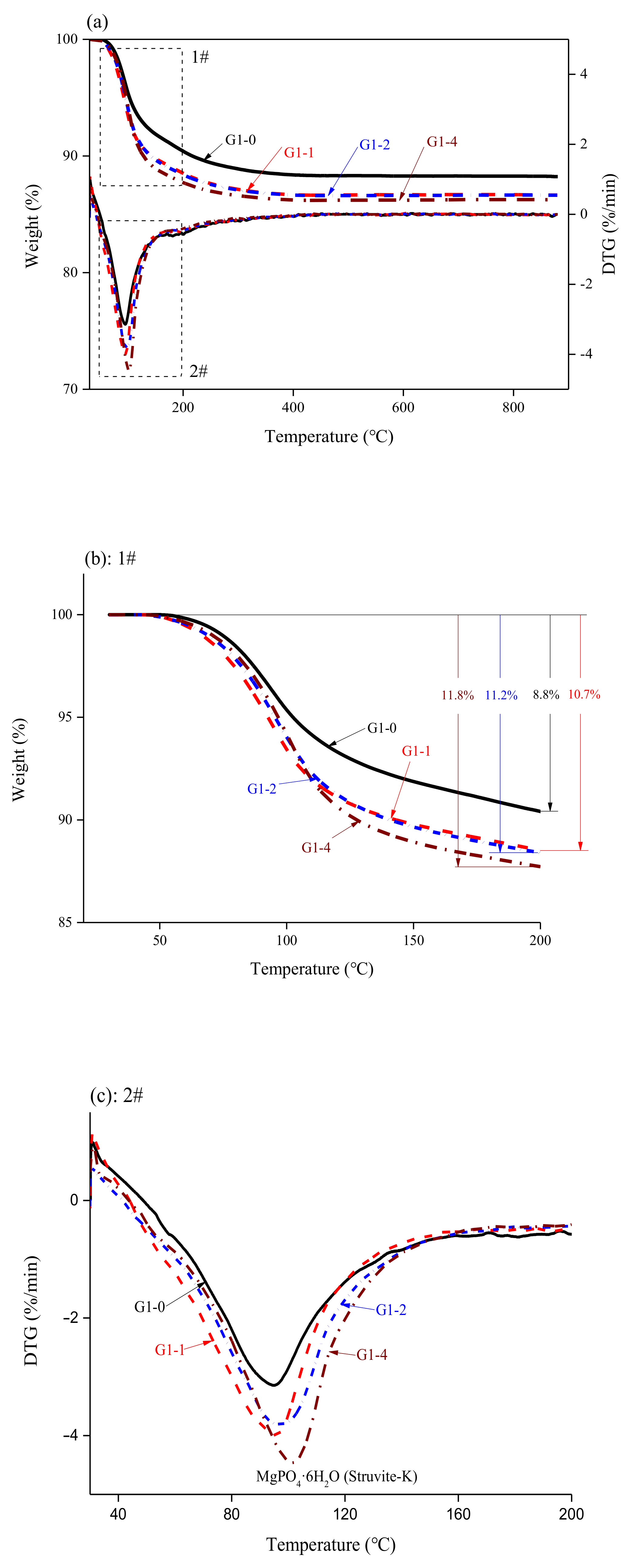
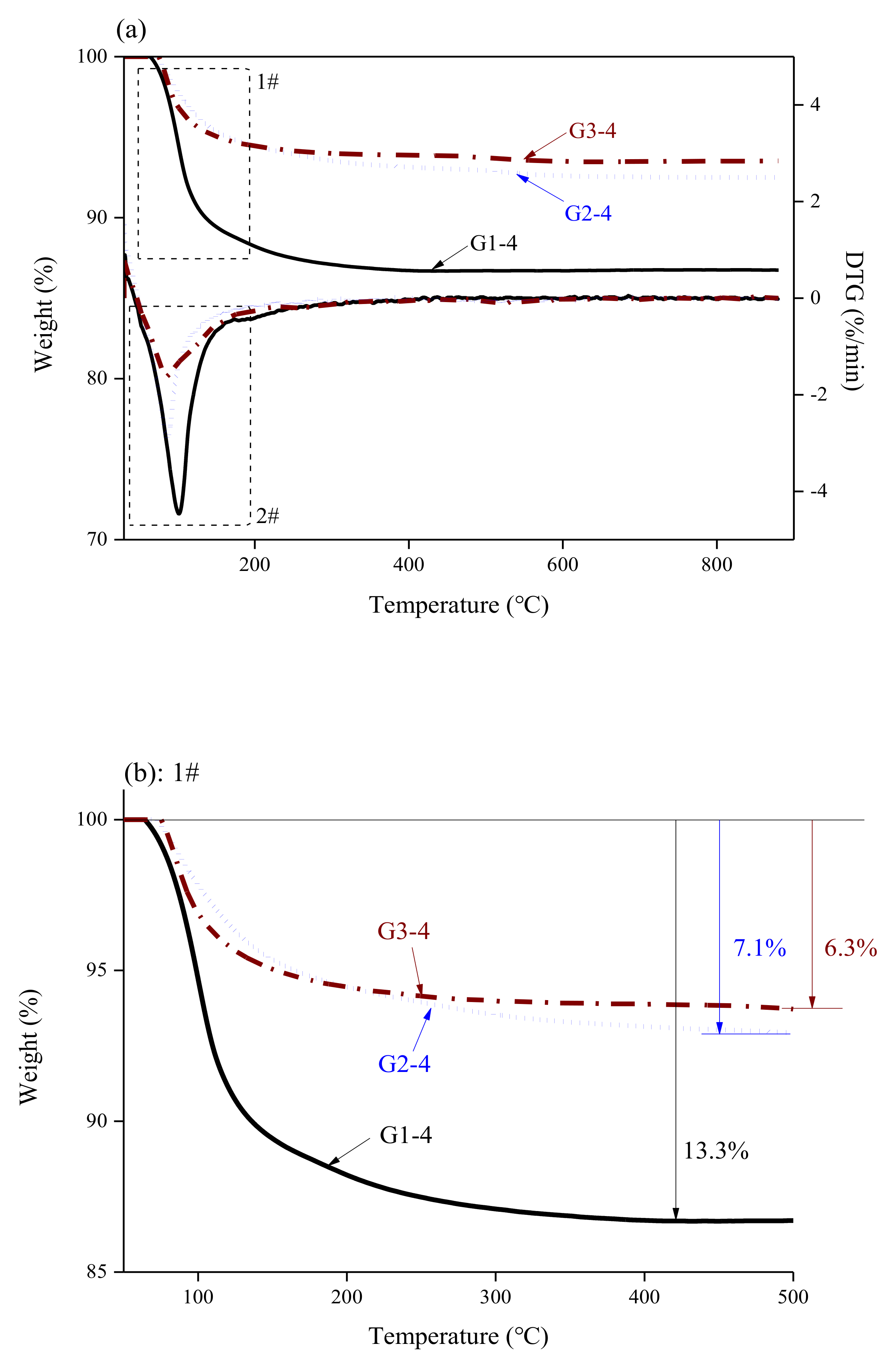
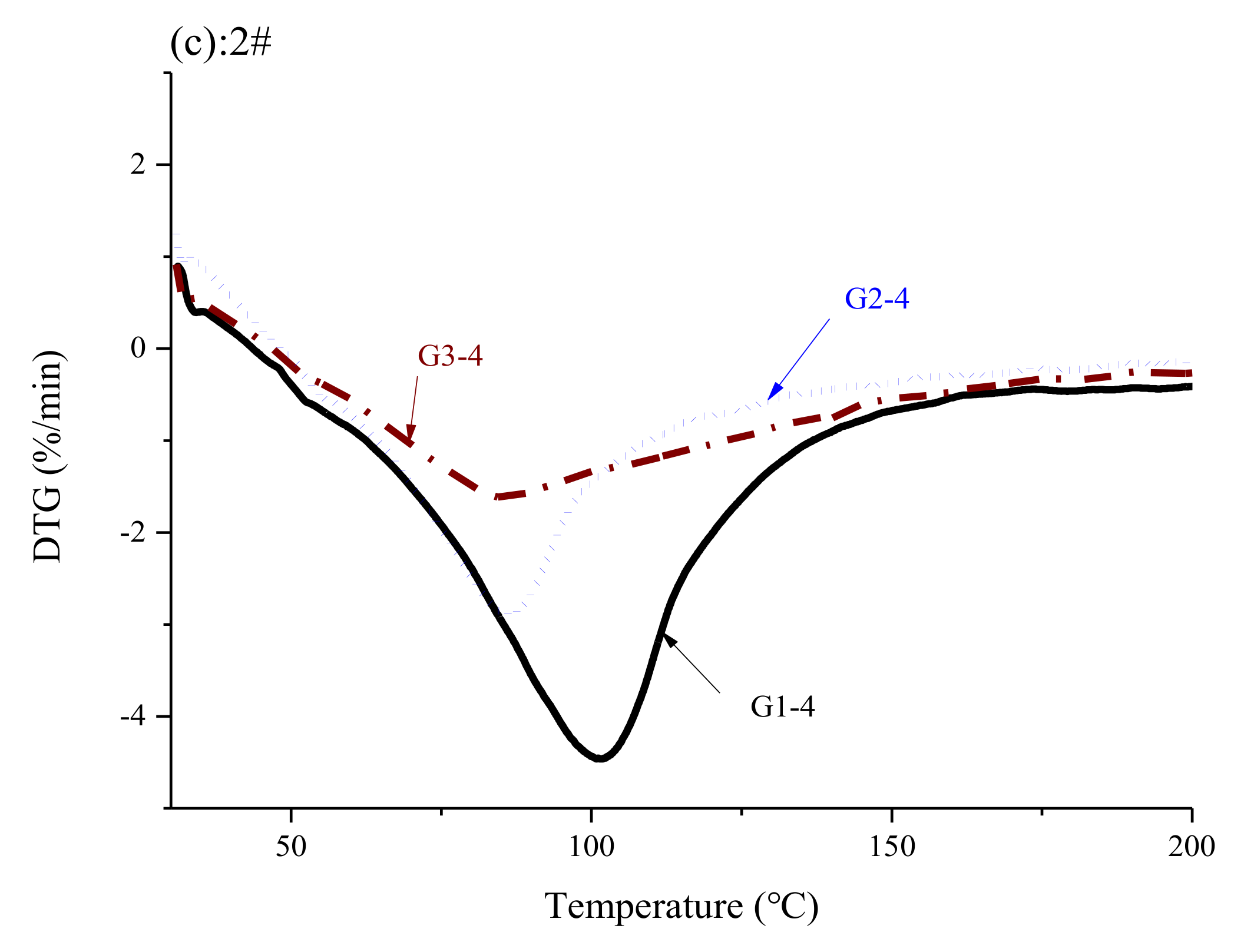
3.4. Hydration Products
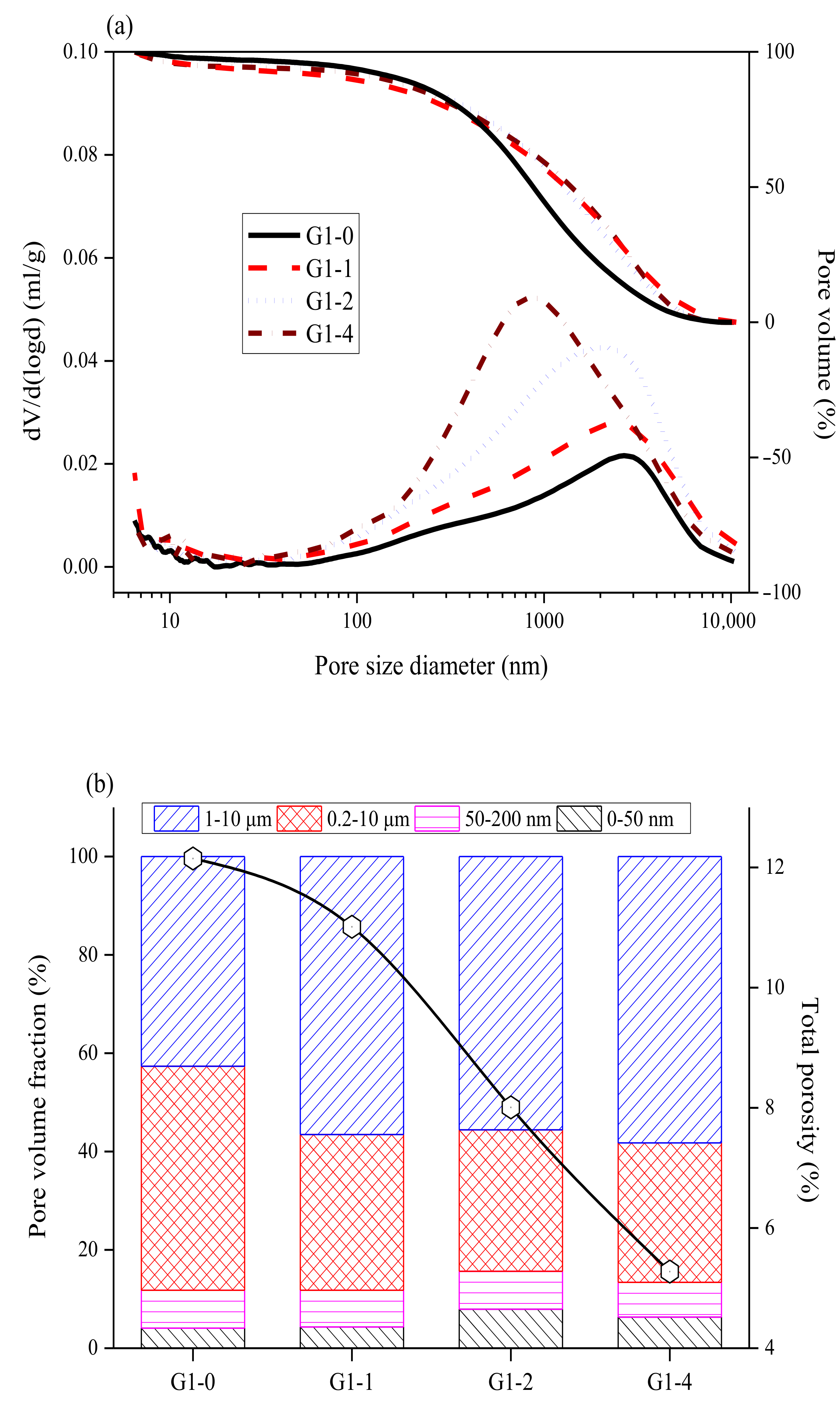
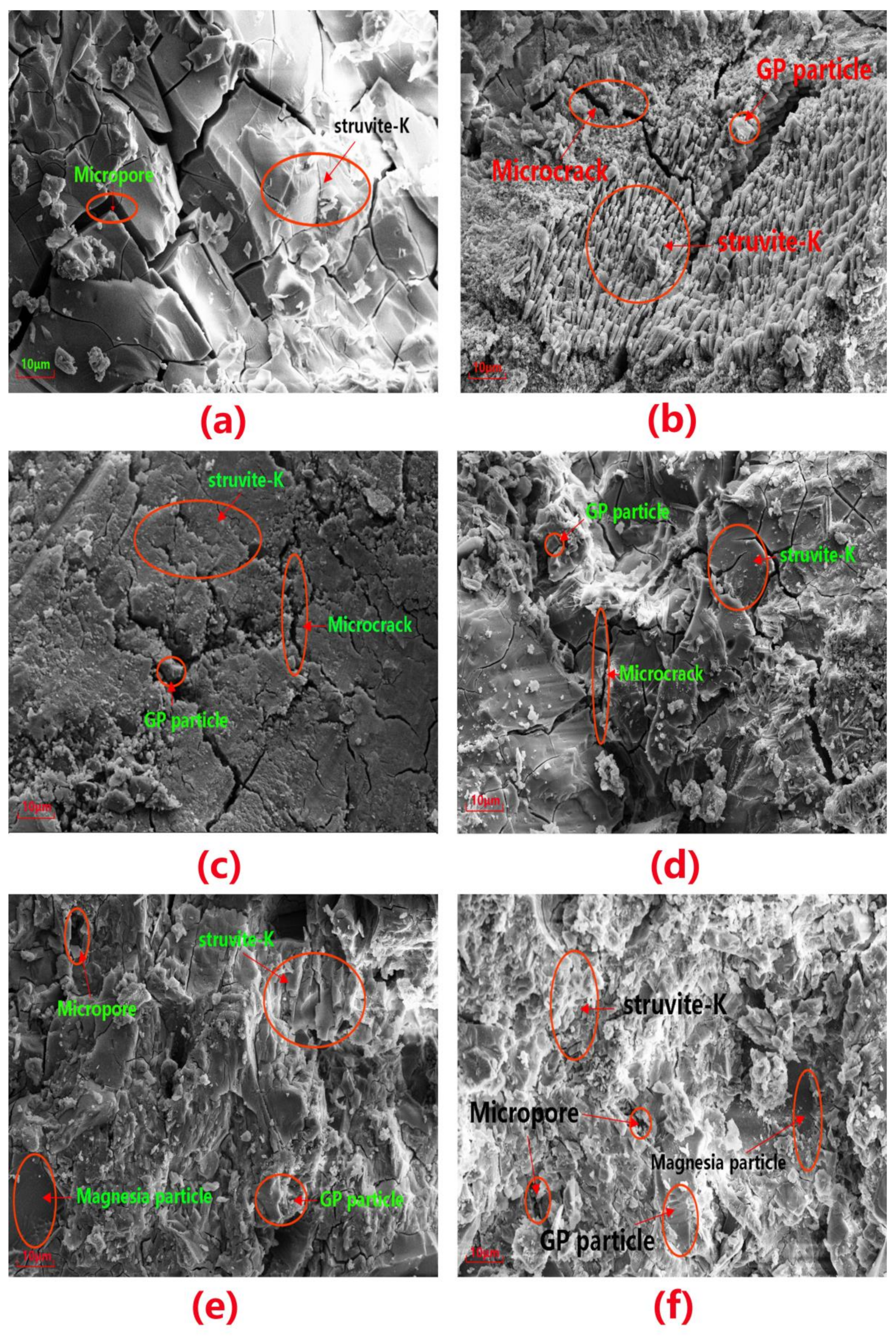
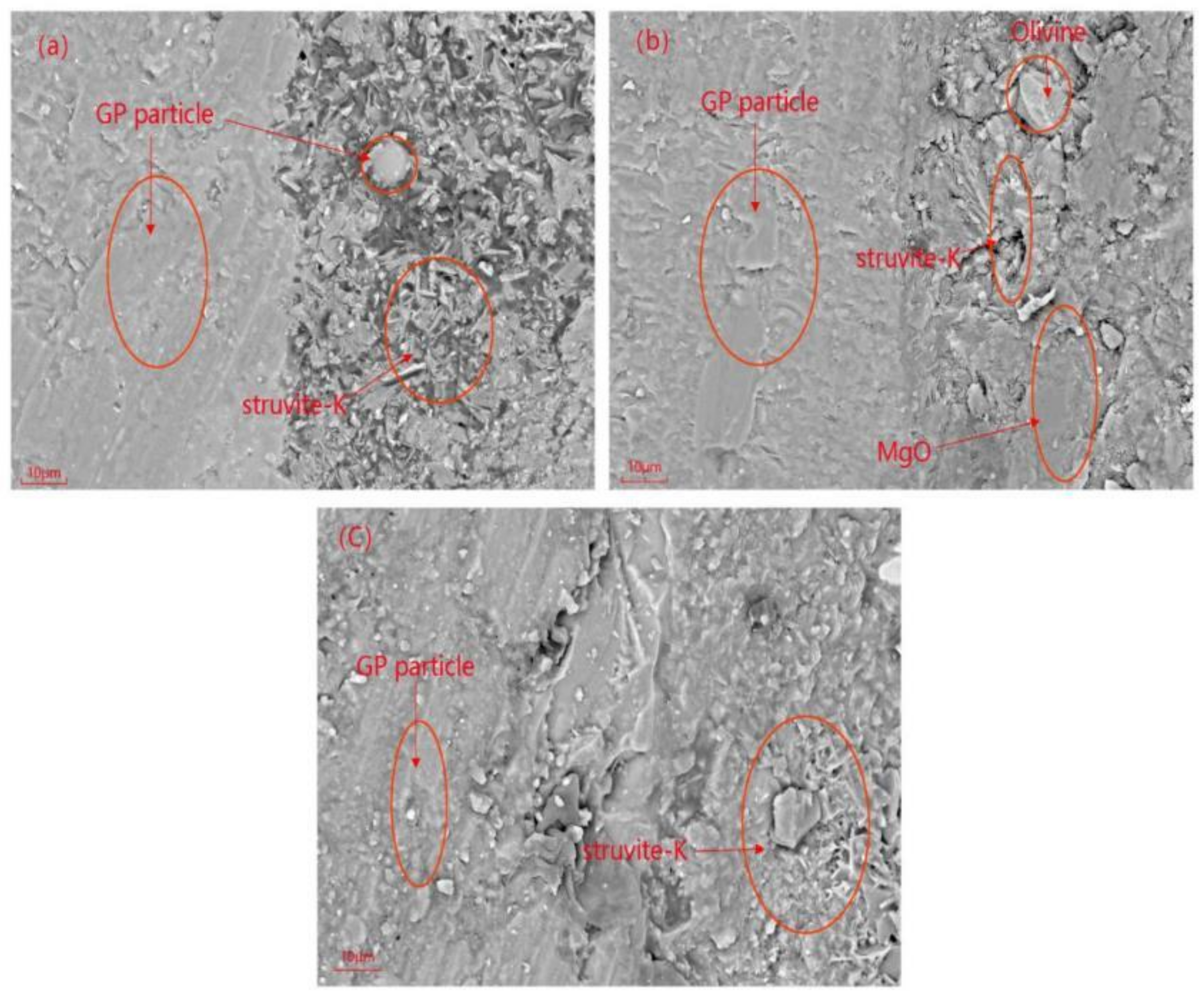
3.5. Microstructural Analysis
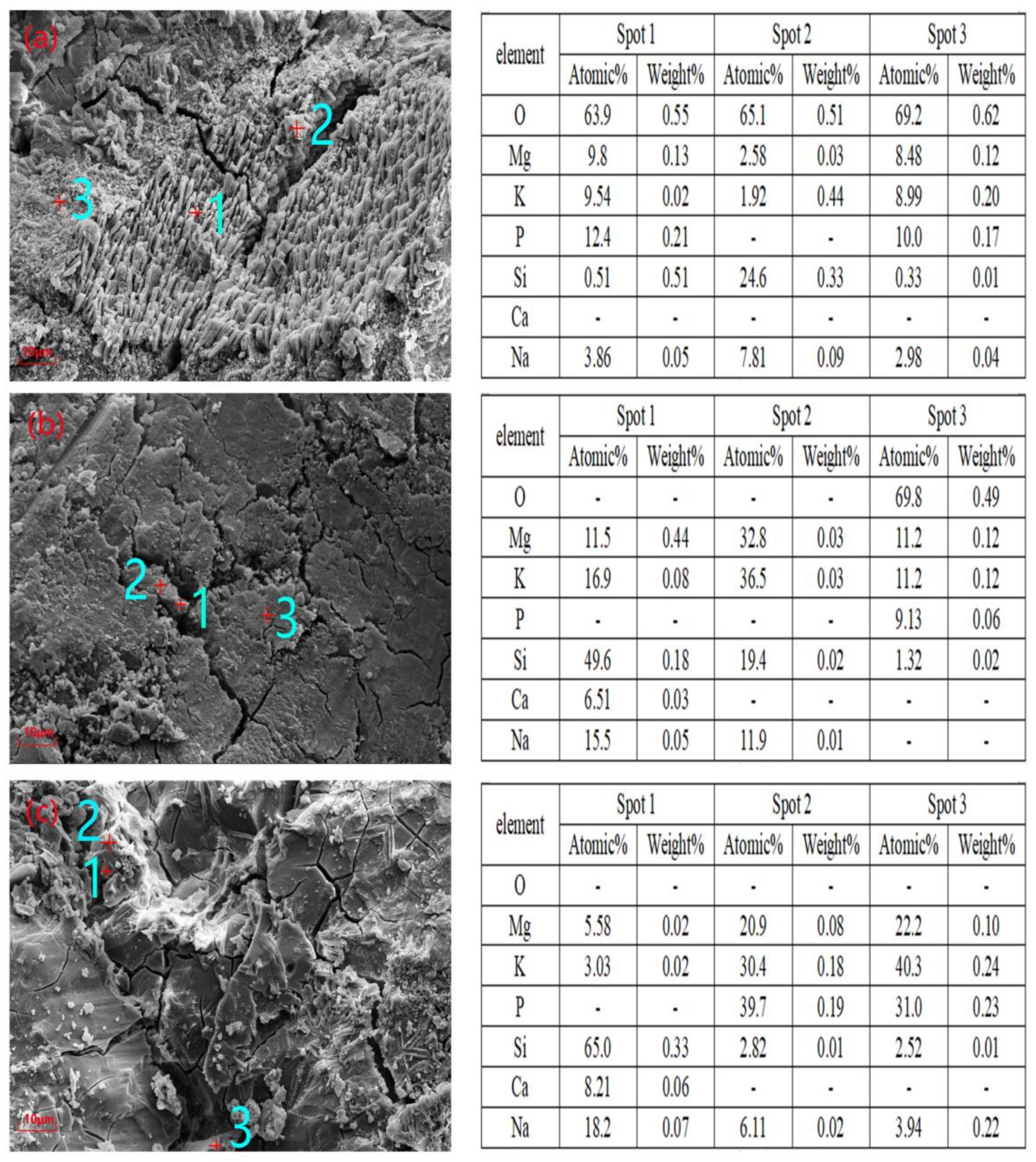
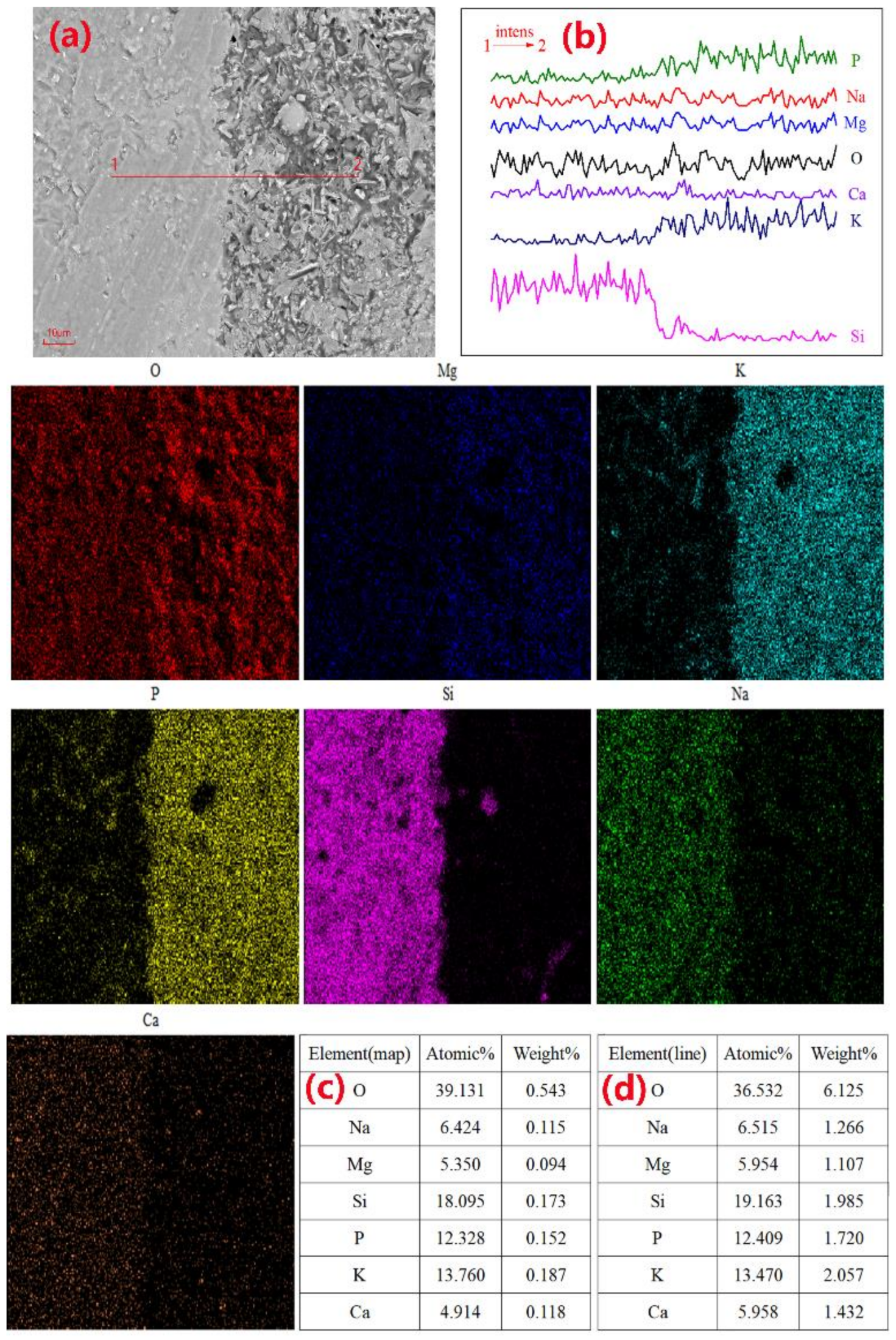
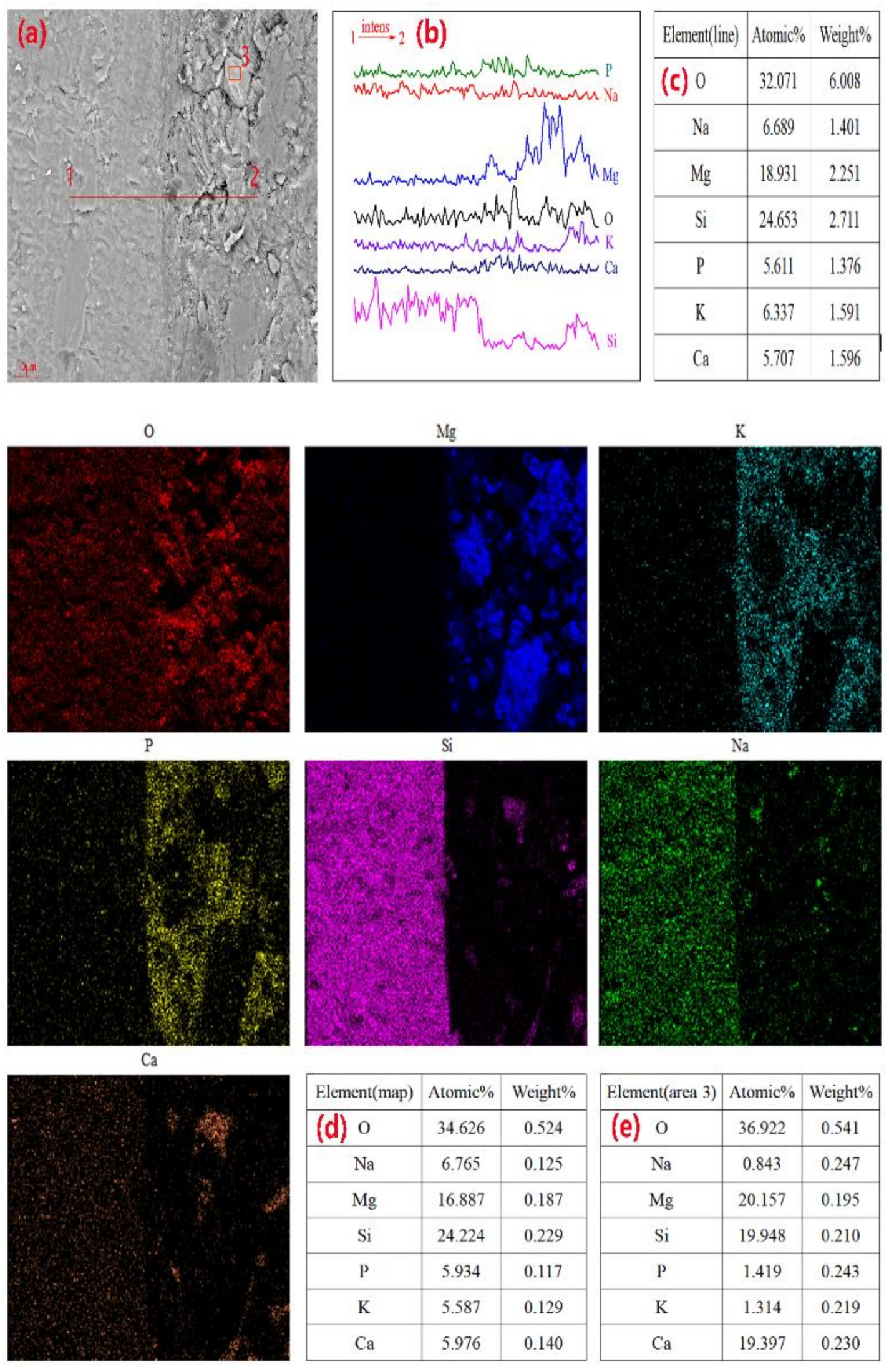
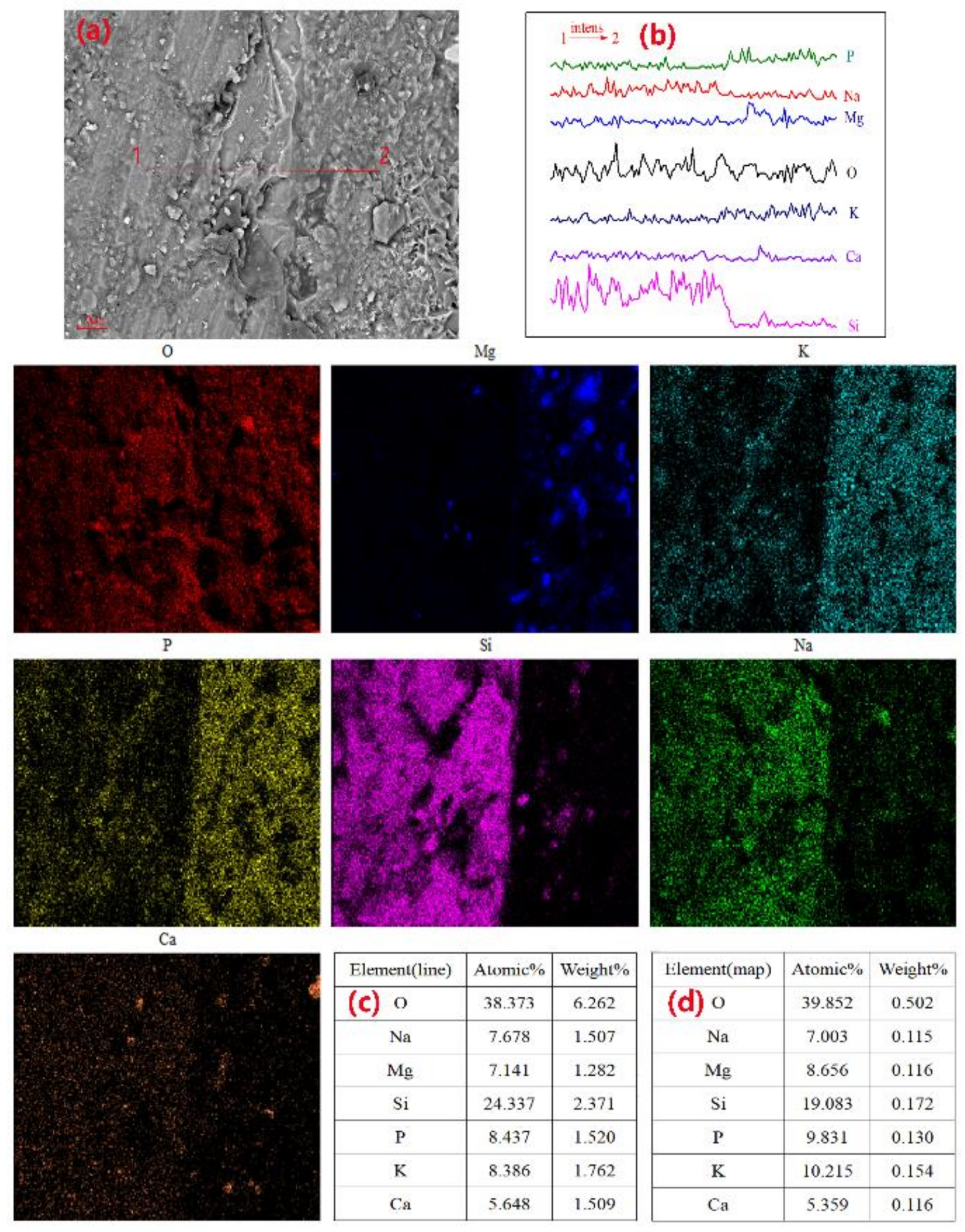
3.6. Chemical Composition Analysis of the Micro-Regions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lippmann, M.; Frampton, M.; Schwartz, J.; Dockery, D.; Schlesinger, R.; Koutrakis, P.; Froines, J.; Nel, A.; Finkelstein, J.; Godleski, J.; et al. The U.S. Environmental Protection Agency Particulate Matter Health Effects Research Centers Program: A midcourse report of status, progress, and plans. Environ. Health Perspect. 2003, 111, 1074–1092. [Google Scholar] [CrossRef] [Green Version]
- Bignozzi, M.; Saccani, A.; Barbieri, L.; Lancellotti, I. Glass waste as supplementary cementing materials: The effects of glass chemical composition. Cem. Concr. Compos. 2015, 55, 45–52. [Google Scholar] [CrossRef]
- Valerio, O.; Muthuraj, R.; Codou, A. Strategies for polymer to polymer recycling from waste: Current trends and opportunities for improving the circular economy of polymers in South America. Curr. Opin. Green Sustain. Chem. 2020, 25, 100381. [Google Scholar]
- Landi, D.; Germani, M.; Marconi, M. Analyzing the environmental sustainability of glass bottles reuse in an Italian wine consortium. Procedia CIRP 2019, 80, 399–404. [Google Scholar] [CrossRef]
- Honma, S.; Hu, J.-L. Cost efficiency of recycling and waste disposal in Japan. J. Clean. Prod. 2021, 284, 125274. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Mo, K.H.; Shi, C. A critical review of waste glass powder—Multiple roles of utilization in cement-based materials and construction products. J. Environ. Manag. 2019, 242, 440–449. [Google Scholar] [CrossRef] [PubMed]
- Karimipour, A.; de Brito, J. Influence of polypropylene fibres and silica fume on the mechanical and fracture properties of ultra-high-performance geopolymer concrete. Constr. Build. Mater. 2021, 283, 122753. [Google Scholar] [CrossRef]
- Karimipour, A.; Edalati, M.; de Brito, J. Biaxial mechanical behaviour of polypropylene fibres reinforced self-compacting concrete. Constr. Build. Mater. 2021, 278, 122416. [Google Scholar] [CrossRef]
- Karimipour, A.; Edalati, M. Influence of untreated coal and recycled aggregates on the mechanical properties of green concrete. J. Clean. Prod. 2020, 276, 124291. [Google Scholar] [CrossRef]
- Karimipour, A. Effect of untreated coal waste as fine and coarse aggregates replacement on the properties of steel and polypropylene fibres reinforced concrete. Mech. Mater. 2020, 150, 103592. [Google Scholar] [CrossRef]
- Schmidt, A.; Saia, W. Alkali-aggregate reaction tests on glass used for exposed aggregate wall panel work. ACI Mater. J. 1963, 60, 1235–1236. [Google Scholar]
- Ling, T.-C.; Poon, C.-S.; Kou, S.-C. Feasibility of using recycled glass in architectural cement mortars. Cem. Concr. Compos. 2011, 33, 848–854. [Google Scholar] [CrossRef]
- Elaqra, H.A.; Haloub, M.A.A.; Rustom, R.N. Effect of new mixing method of glass powder as cement replacement on mechanical behavior of concrete. Constr. Build. Mater. 2019, 203, 75–82. [Google Scholar] [CrossRef]
- Xu, X.; Lin, X.; Pan, X.; Ji, T.; Liang, Y.; Zhang, H. Influence of silica fume on the setting time and mechanical properties of a new magnesium phosphate cement. Constr. Build. Mater. 2020, 235, 117544. [Google Scholar] [CrossRef]
- Yi, G.; Ma, C.; Long, G.; Zhao, B.; Xie, Y. Effects of metakaolin on a novel aerated magnesium phosphate cement with high early strength. Constr. Build. Mater. 2018, 187, 1130–1133. [Google Scholar] [CrossRef]
- Zhang, X.; Li, G.; Niu, M.; Song, Z. Effect of calcium aluminate cement on water resistance and high-temperature resistance of magnesium-potassium phosphate cement. Constr. Build. Mater. 2018, 175, 768–776. [Google Scholar] [CrossRef]
- Pei, H.; Zhang, S.; Bai, L.; Hou, D.; Yang, Q.; Borana, L. Early-age shrinkage strain measurements of the graphene oxide modified magnesium potassium phosphate cement. Measurement 2019, 139, 293–300. [Google Scholar] [CrossRef]
- Haque, M.A.; Chen, B. Research progresses on magnesium phosphate cement: A review. Constr. Build. Mater. 2019, 211, 885–898. [Google Scholar] [CrossRef]
- Peng, L.; Chen, B. Study on the basic properties and mechanism of waste sludge solidified by magnesium phosphate cement containing different active magnesium oxide. Constr. Build. Mater. 2021, 281, 122609. [Google Scholar] [CrossRef]
- Xu, B.; Lothenbach, B.; Leemann, A.; Winnefeld, F. Reaction mechanism of magnesium potassium phosphate cement with high magnesium-to-phosphate ratio. Cem. Concr. Res. 2018, 108, 140–151. [Google Scholar] [CrossRef]
- Qin, Z.; Ma, C.; Zheng, Z.; Long, G.; Chen, B. Effects of metakaolin on properties and microstructure of magnesium phosphate cement. Constr. Build. Mater. 2020, 234, 117353. [Google Scholar] [CrossRef]
- Fang, Y.; Chen, B.; Oderji, S.Y. Experimental research on magnesium phosphate cement mortar reinforced by glass fiber. Constr. Build. Mater. 2018, 188, 729–736. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, B.; Qin, Z.; Pen, D.; Haque, A.M. Experimental research on properties and microstructures of magnesium-iron phosphate cement. Constr. Build. Mater. 2020, 257, 119570. [Google Scholar] [CrossRef]
- Haque, A.M.; Chen, B.; Muhammad, R.A.; Farasat Ali Shah, S. Mechanical strength and flexural parameters analysis of micro-steel, polyvinyl and basalt fibre reinforced magnesium phosphate cement mortars. Constr. Build. Mater. 2020, 235, 117447. [Google Scholar]
- Zhang, Y.; Wang, S.; Zhang, B.; Hou, D.; Li, H.; Li, L.; Wang, J.; Lin, C. A preliminary investigation of the properties of potassium magnesium phosphate cement-based grouts mixed with fly ash, water glass and bentonite. Constr. Build. Mater. 2020, 237, 117501. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.; Riefler, C.; Wang, H. Characteristics and pozzolanic reactivity of glass powders. Cem. Concr. Res. 2005, 35, 987–993. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, B.; Qin, Z. Characterization of Magnesium Phosphate Cement Incorporating Waste Glass Powder as Mineral Admixture. J. Mater. Civ. Eng. 2021, 33, 4020495. [Google Scholar] [CrossRef]
- Magnesium Phosphate Repairing Mortar; JC/T 2537; China Building Materials Industry Press: Beijing, China, 2019.
- Test Method for Fluidity of Cement Mortar; GB/T 2419; China Building Materials Industry Press: Beijing, China, 2005.
- Sun, Y.-L.; Liu, Q.-C.; Huang, X.; Zhang, F.-X.; Yang, J.; Mei, H. Effect of jet milling on micro-strain behavior and rupture behavior of agglomerates of ultrafine WC powders. Trans. Nonferr. Met. Soc. China 2019, 29, 2128–2140. [Google Scholar] [CrossRef]
- Nahi, S.; Leklou, N.; Khelidj, A.; Oudjit, M.N.; Zenati, A. Properties of cement pastes and mortars containing recycled green glass powder. Constr. Build. Mater. 2020, 262, 120875. [Google Scholar] [CrossRef]
- Xu, B.; Winnefeld, F.; Kaufmann, J.; Lothenbach, B. Influence of magnesium-to-phosphate ratio and water-to-cement ratio on hydration and properties of magnesium potassium phosphate cements. Cem. Concr. Res. 2019, 123, 105781. [Google Scholar] [CrossRef]
- Islam, G.S.; Rahman, M.; Kazi, N. Waste glass powder as partial replacement of cement for sustainable concrete practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Ke, G.; Tao, W.; Zou, P. Effect of waste Glass Powder on flow Properties of cement-based Materials. China Powder Sci. Technol. 2021, 27, 84–93. [Google Scholar]
- Zhang, T.; Chen, H.; Li, X.; Zhu, Z. Hydration behavior of magnesium potassium phosphate cement and stability analysis of its hydration products through thermodynamic modeling. Cem. Concr. Res. 2017, 98, 101–110. [Google Scholar] [CrossRef]
- Xu, B.; Lothenbach, B.; Winnefeld, F. Influence of wollastonite on hydration and properties of magnesium potassium phosphate cements. Cem. Concr. Res. 2020, 131, 106012. [Google Scholar] [CrossRef]
- Tao, Y.; Zhenyu, L.; Yuanyuan, W.; Xin, H.; Jie, W.; Zhongyuan, L.; Shuzhen, L.; Feng, L.; Xiaoling, F.; Haibin, Z. Hydration process and microstructure of magnesium potassium phosphate cement with nitrate solution. Sci. Total. Environ. 2020, 703, 134686. [Google Scholar] [CrossRef]
- Wang, D.; Zhu, J.; Wang, R. Assessment of magnesium potassium phosphate cement for waste sludge solidification: Macro- and micro-analysis. J. Clean. Prod. 2021, 294, 126365. [Google Scholar] [CrossRef]
- Xu, B.; Lothenbach, B.; Ma, H. Properties of fly ash blended magnesium potassium phosphate mortars: Effect of the ratio between fly ash and magnesia. Cem. Concr. Compos. 2018, 90, 169–177. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | Dead-Burned Magnesia | Glass Powder |
|---|---|---|
| MgO | 94.3 | 3.52 |
| Al2O3 | 0.4 | 0.99 |
| Fe2O3 | 0.4 | 0.15 |
| SiO2 | 3.1 | 70.76 |
| CaO | 1.7 | 9.71 |
| Na2O | - | 14.11 |
| K2O | - | 0.34 |
| SO3 | - | 0.28 |
| Others | 0.1 | 0.12 |
| Samples | M/P a | Glass Powder (wt.%) | B/M b (wt.%) | w/b c |
|---|---|---|---|---|
| G1-0 | 1:1 | 0 | 0.1 | 0.15 |
| G1-1 | 1:1 | 10 | ||
| G1-2 | 1:1 | 20 | ||
| G1-4 | 1:1 | 40 | ||
| G2-0 | 2:1 | 0 | ||
| G2-1 | 2:1 | 10 | ||
| G2-2 | 2:1 | 20 | ||
| G2-4 | 2:1 | 40 | ||
| G3-0 | 3:1 | 0 | ||
| G3-1 | 3:1 | 10 | ||
| G3-2 | 3:1 | 20 | ||
| G3-4 | 3:1 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, Q.; Lai, Z.; Xiao, R.; Wu, J.; Liu, M.; Lu, Z.; Lv, S. Effect of Waste Glass on the Properties and Microstructure of Magnesium Potassium Phosphate Cement. Materials 2021, 14, 2073. https://doi.org/10.3390/ma14082073
Deng Q, Lai Z, Xiao R, Wu J, Liu M, Lu Z, Lv S. Effect of Waste Glass on the Properties and Microstructure of Magnesium Potassium Phosphate Cement. Materials. 2021; 14(8):2073. https://doi.org/10.3390/ma14082073
Chicago/Turabian StyleDeng, Qiubai, Zhenyu Lai, Rui Xiao, Jie Wu, Mengliang Liu, Zhongyuan Lu, and Shuzhen Lv. 2021. "Effect of Waste Glass on the Properties and Microstructure of Magnesium Potassium Phosphate Cement" Materials 14, no. 8: 2073. https://doi.org/10.3390/ma14082073
APA StyleDeng, Q., Lai, Z., Xiao, R., Wu, J., Liu, M., Lu, Z., & Lv, S. (2021). Effect of Waste Glass on the Properties and Microstructure of Magnesium Potassium Phosphate Cement. Materials, 14(8), 2073. https://doi.org/10.3390/ma14082073