


Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Asokan, P.; Saxena, M.; Aparna, A.; Asoletar, S.R. Characteristics Variation of Coal Combustion Residues in an Indian Ash Pond. Waste Manag. Res. 2004, 22, 265–275. [Google Scholar] [CrossRef]
- Saxena, M.; Asokan, P.; Aparna, A. Effect of Fly Ash on Clay Soil. Clay Res. 1998, 17, 109–114. [Google Scholar]
- Izquierdo, M.; Querol, X. Leaching Behaviour of Elements from Coal Combustion Fly Ash: An Overview. Int. J. Coal Geol. 2012, 94, 54–66. [Google Scholar] [CrossRef] [Green Version]
- Moreno, N.; Querol, X.; Andrés, J.M.; Stanton, K.; Towler, M.; Nugteren, H.; Janssen-Jurkovicová, M.; Jones, R. Physico-Chemical Characteristics of European Pulverized Coal Combustion Fly Ashes. Fuel 2005, 84, 1351–1363. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Volli, V.; Shu, C.M. Progressive Utilisation Prospects of Coal Fly Ash: A Review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [CrossRef]
- Reijnders, L. Disposal, Uses and Treatments of Combustion Ashes: A Review. Resour. Conserv. Recycl. 2005, 43, 313–336. [Google Scholar] [CrossRef]
- Tang, L.; Huang, H.; Hao, H.; Zhao, K. Development of Plasma Pyrolysis/Gasification Systems for Energy Efficient and Environmentally Sound Waste Disposal. J. Electrostat. 2013, 71, 839–847. [Google Scholar] [CrossRef]
- Martin, L.H.J.; Winnefeld, F.; Tschopp, E.; Müller, C.J.; Lothenbach, B. Influence of Fly Ash on the Hydration of Calcium Sulfoaluminate Cement. Cem. Concr. Res. 2017, 95, 152–163. [Google Scholar] [CrossRef]
- Chandra, N.; Sharma, P.; Pashkov, G.L.; Voskresenskaya, E.N.; Amritphale, S.S.; Baghel, N.S. Coal Fly Ash Utilization: Low Temperature Sintering of Wall Tiles. Waste Manag. 2008, 28, 1993–2002. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Ananthapadmanabhan, P.V.; Kobayashi, A.; Lusvarghi, L. Transferred Arc Plasma Processed Mullite from Coal Ash and Bauxite. Ceram. Int. 2011, 37, 3437–3444. [Google Scholar] [CrossRef]
- Moreno, N.; Querol, X.; Plana, F.; Andres, J.M.; Janssen, M.; Nugteren, H. Pure Zeolite Synthesis from Silica Extracted from Coal Fly Ashes. J. Chem. Technol. Biotechnol. 2002, 77, 274–279. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Yan, S.; Li, Y.; Han, D. Application of Thermal Plasma Technology for the Treatment of Solid Wastes in China: An Overview. Waste Manag. 2016, 58, 260–269. [Google Scholar] [CrossRef] [PubMed]
- Gomez, E.; Rani, D.A.; Cheeseman, C.R.; Deegan, D.; Wise, M.; Boccaccini, A.R. Thermal Plasma Technology for the Treatment of Wastes: A Critical Review. J. Hazard. Mater. 2009, 161, 614–626. [Google Scholar] [CrossRef] [PubMed]
- Ho, G.S.; Faizal, H.M.; Ani, F.N. Microwave Induced Plasma for Solid Fuels and Waste Processing: A Review on Affecting Factors and Performance Criteria. Waste Manag. 2017, 69, 423–430. [Google Scholar] [CrossRef]
- Qiu, J.S.; Zhou, Y.; Yang, Z.G.; Wang, D.K.; Guo, S.C.; Tsang, S.C.; Harris, P.J.F. Preparation of Fullerenes Using Carbon Rods Manufactured from Chinese Hard Coals. Fuel 2000, 79, 1303–1308. [Google Scholar] [CrossRef]
- Deng, J.; You, Y.; Sahajwalla, V.; Joshi, R.K. Transforming Waste into Carbon-Based Nanomaterials. Carbon 2016, 96, 105–115. [Google Scholar] [CrossRef]
- Back, S.; Ueda, K.; Sakanakura, H. Determination of Metal-Abundant High-Density Particles in Municipal Solid Waste Incineration Bottom Ash by a Series of Processes: Sieving, Magnetic Separation, Air Table Sorting, and Milling. Waste Manag. 2020, 112, 11–19. [Google Scholar] [CrossRef]
- Gyllén, A.; Knutsson, P.; Lind, F.; Thunman, H. Magnetic Separation of Ilmenite Used as Oxygen Carrier during Combustion of Biomass and the Effect of Ash Layer Buildup on Its Activity and Mechanical Strength. Fuel 2020, 269, 117470. [Google Scholar] [CrossRef]
- Ryzhiy, I.A.; Shtegman, A.V.; Tugov, A.N.; Sirotin, D.A.; Gutnik, M.M.; Fomenko, E.A.; Sosin, D.V.; Timashkov, K.V.; Alekseenko, S.V.; Zavorin, A.S.; et al. Pilot Tests of a Fixed-Bed Coal Gasifier. Therm. Eng. 2021, 68, 461–472. [Google Scholar] [CrossRef]
- Hycnar, J.J.; Kochanski, B.; Tora, B. Manufacture and properties of magnetite dust from by-products of carbon combustion. In Proceedings of the Ashes from TPPS–Removal, Transport, Processing, Landfi Filling, Moscow, Russia, 22–23 April 2012; Volume 13, pp. 1–10. [Google Scholar]
- Lee, S.H.; Park, S.; Kim, T. Review on Investment Direction of Green Technology R&D in Korea. Renew. Sustain. Energy Rev. 2015, 50, 186–193. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Karayigit, A.I.; Bulut, Y.; Alastuey, A.; Querol, X. Phase-Mineral and Chemical Composition of Fractions Separated from Composite Fly Ashes at the Soma Power Station. Turkey. Int. J. Coal Geol. 2005, 61, 65–85. [Google Scholar] [CrossRef]
- Pak, A.Y.; Shanenkov, I.I.; Mamontov, G.Y.; Kokorina, A.I. Vacuumless Synthesis of Tungsten Carbide in a Self-Shielding Atmospheric Plasma of DC Arc Discharge. Int. J. Refract. Met. Hard Mater. 2020, 93, 105343. [Google Scholar] [CrossRef]
- Wang, N.; Zhai, Y.; Yang, Y.; Yang, X.; Zhu, Z. Electrostatic Assembly of Superwetting Porous Nanofibrous Membrane toward Oil-in-Water Microemulsion Separation. Chem. Eng. J. 2018, 354, 463–472. [Google Scholar] [CrossRef]
- Sivkov, A.; Nikitin, D.; Shanenkov, I.; Ivashutenko, A.; Rahmatullin, I.; Nassyrbayev, A. Optimization of Plasma Dynamic Synthesis of Ultradispersed Silicon Carbide and Obtaining SPS Ceramics on Its Basis. Int. J. Refract. Met. Hard Mater. 2019, 79, 123–130. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A Review on the Utilization of Fly Ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Arora, N.; Sharma, N.N. Arc Discharge Synthesis of Carbon Nanotubes: Comprehensive Review. Diam. Relat. Mater. 2014, 50, 135–150. [Google Scholar] [CrossRef]
- Matovic, B.; Saponjic, A.; Devecerski, A.; Miljkovic, M. Fabrication of SiC by Carbothermal-Reduction Reactions of Diatomaceous Earth. J. Mater. Sci. 2007, 42, 5448–5451. [Google Scholar] [CrossRef]
- Ohsaki, S.; Cho, D.H.; Sano, H.; Uchiyama, Y.; Kobayashi, K. Synthesis of β -SiC by the reaction of gaseous SiO with activated carbon. In Key Engineering Materials; Trans Tech Publications: Stafa-Zurich, Switzerland, 1999; Volume 159–160, pp. 89–94. [Google Scholar]
- Pak, A.; Ivashutenko, A.; Zakharova, A.; Vassilyeva, Y. Cubic SiC Nanowire Synthesis by DC Arc Discharge under Ambient Air Conditions. Surf. Coat. Technol. 2020, 387, 125554. [Google Scholar] [CrossRef]
- Messerle, V.E.; Mosse, A.L.; Ustimenko, A.B. Processing of Biomedical Waste in Plasma Gasifier. Waste Manag. 2018, 79, 791–799. [Google Scholar] [CrossRef]
- Pak, A.Y.; Mamontov, G.Y.; Gubin, V.E.; Vassilyeva, Y.Z. Method of Producing Powder Containing Silicon Carbide and Aluminum Nitride from Natural Coal Ash. Patent RF RU27311094C1, 28 March 2020. [Google Scholar]
- Chiu, S.C.; Huang, C.W.; Li, Y.Y. Synthesis of High-Purity Silicon Carbide Nanowires by a Catalyst-Free Arc-Discharge Method. J. Phys. Chem. C 2007, 111, 10294–10297. [Google Scholar] [CrossRef]
- Li, Y.B.; Xie, S.S.; Zou, X.P.; Tang, D.S.; Liu, Z.Q.; Zhou, W.Y.; Wang, G. Large-Scale Synthesis of β-SiC Nanorods in the Arc-Discharge. J. Cryst. Growth 2001, 223, 125–128. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Varnavskaya, A.; Ju, D. Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods. Minerals 2019, 9, 320. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Jin, Z.; Jing, Y.; Fan, P.; Qi, Z.; Bao, W.; Wang, J.; Yan, X.; Lv, P.; Dong, L. Review of the Characteristics and Graded Utilisation of Coal Gasification Slag. Chinese J. Chem. Eng. 2021, 35, 92–106. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Wang, F.C.; Luo, J.; Lee, S.K.; Wang, L. Processing and Characterization of Fine-Grained Monolithic SiC Ceramic Synthesized by Spark Plasma Sintering. Mater. Sci. Eng. A 2010, 527, 2099–2103. [Google Scholar] [CrossRef]
- Ma, R.; Shi, J.; Lin, W.; Chen, J. Synthesis and sintering of nanocrystalline SiC ceramic powders. Mater. Chem. Phys. 2020, 253, 123445. [Google Scholar] [CrossRef]
- Guillard, F.; Allemand, A.; Lulewicz, J.D.; Galy, J. Densification of SiC by SPS-Effects of Time, Temperature and Pressure. J. Eur. Ceram. Soc. 2007, 27, 2725–2728. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, X.; Li, J.; Dong, C. Microstructure and Mechanical Properties of Spark Plasma Sintered SiC–B4C Gradient Ceramics with Al Additive. Ceram. Int. 2021, 47, 30844–30851. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
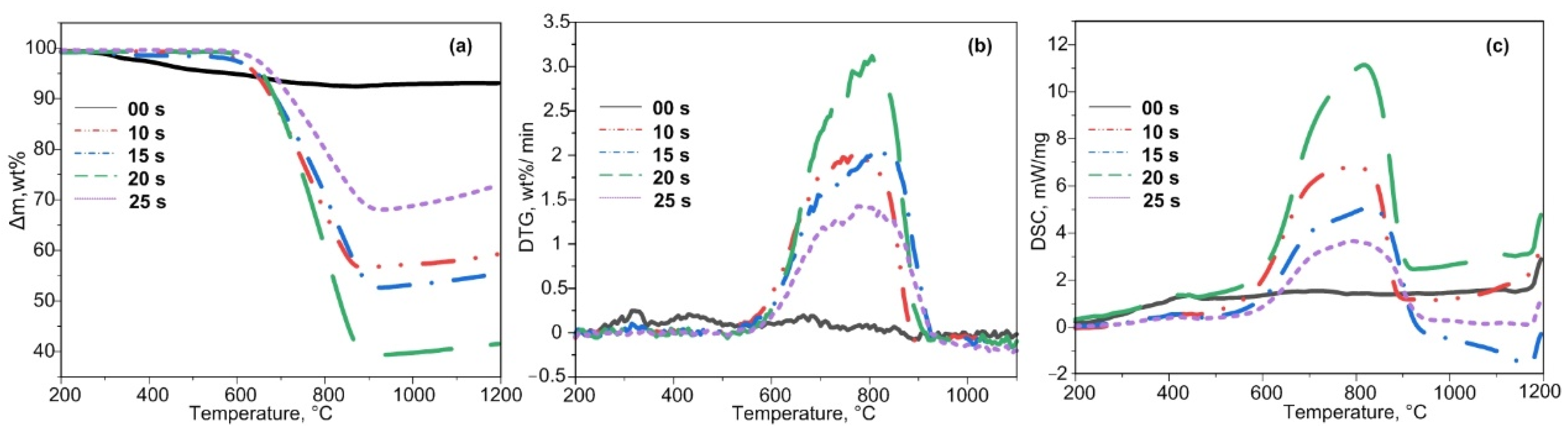
| Parameter | 00 s | 10 s | 15 s | 20 s | 25 s |
|---|---|---|---|---|---|
| Initial temperature of intense oxidation, Ti, °C | 263 | 268 | 320 | 395 | 322 |
| Final temperature of intense oxidation, Tf, °C | 848 | 883 | 923 | 898 | 926 |
| Maximum reaction rate, wmax, wt %/min | 0.24 | 2.00 | 2.02 | 3.05 | 1.42 |
| Temperature of the maximum reaction rate, Tmax, °C | 315 | 775 | 825 | 810 | 793 |
| Time of attaining the maximum reaction rate, Tmax, min | 26.5 | 75.5 | 77.5 | 76.0 | 74.5 |
| Time of sample heating before active oxidation, Te, min | 21.0 | 21.5 | 26.5 | 34.0 | 27.0 |
| Total time of active oxidation, τf, min | 58.5 | 61.5 | 60.3 | 50.3 | 60.4 |
| Area of the DSC curve | 360.8 | 9085 | 7208 | 11232 | 5470 |
| Sample | Sintering Parameters | ρ, g/cm3 | ρ, %ρth | H, GPa | |||
|---|---|---|---|---|---|---|---|
| T, °C | P, MPa | ΔT/Δt, K/min | Δt, min | ||||
| SiC (TSPROF F230, Russia) (from commercial raw materials, the current work) | 1800 | 60 | 100 | 10 | 2.25 | 70.0 | 2.2 ± 0.6 |
| SiC (from slag, the current work) | 3.04 | 95.2 | 10.3 ± 0.4 | ||||
| SiC + Al (4%) + B (2%) + C (2%) [25] | 3.03 | 95.3 | 23.3 ± 0.3 | ||||
| SiC [37] | 1800 | 40 | 373 | 5 | - | 87.2 | 10.2 |
| SiC [38] | 1860 | 50 | 423 | 5 | - | 98.5 | 28.5 |
| SiC [39] | 1850 | 75 | 373 | 10 | 2.58 | 80.0 | - |
| SiC–B4C +Al (8%) [40] | 1800 | 40 | - | - | - | - | 26.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolatova, Z.; Pak, A.; Larionov, K.; Nikitin, D.; Povalyaev, P.; Ivashutenko, A.; Mamontov, G.; Pestryakov, A. Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials 2022, 15, 8134. https://doi.org/10.3390/ma15228134
Bolatova Z, Pak A, Larionov K, Nikitin D, Povalyaev P, Ivashutenko A, Mamontov G, Pestryakov A. Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials. 2022; 15(22):8134. https://doi.org/10.3390/ma15228134
Chicago/Turabian StyleBolatova, Zhanar, Alexander Pak, Kirill Larionov, Dmitriy Nikitin, Pavel Povalyaev, Aleksander Ivashutenko, Gennady Mamontov, and Alexey Pestryakov. 2022. "Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma" Materials 15, no. 22: 8134. https://doi.org/10.3390/ma15228134
APA StyleBolatova, Z., Pak, A., Larionov, K., Nikitin, D., Povalyaev, P., Ivashutenko, A., Mamontov, G., & Pestryakov, A. (2022). Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials, 15(22), 8134. https://doi.org/10.3390/ma15228134