
Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experiments
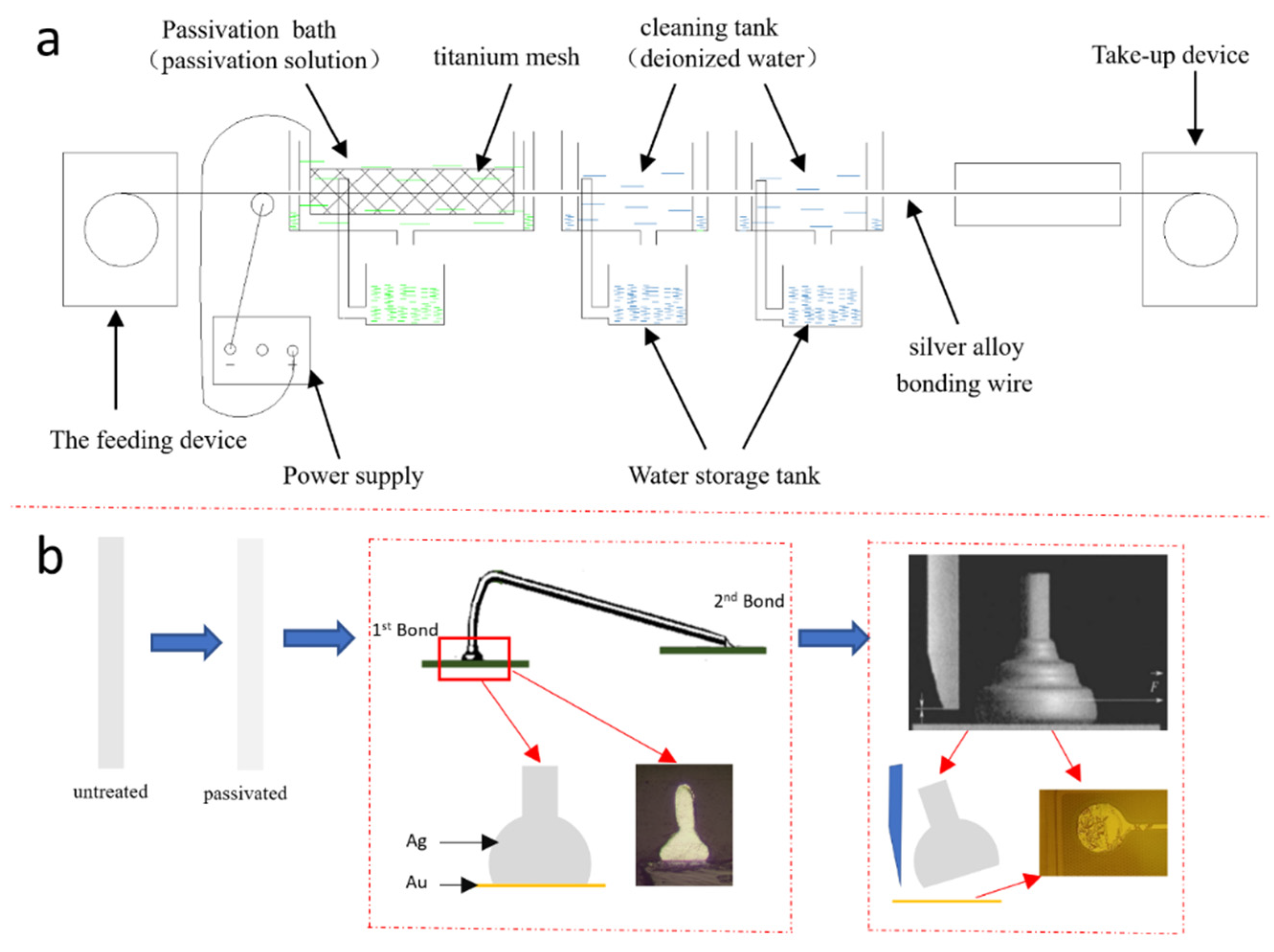
2.1. Preparation of the Materials
2.2. Experimental Methods
3. Results and Discussions
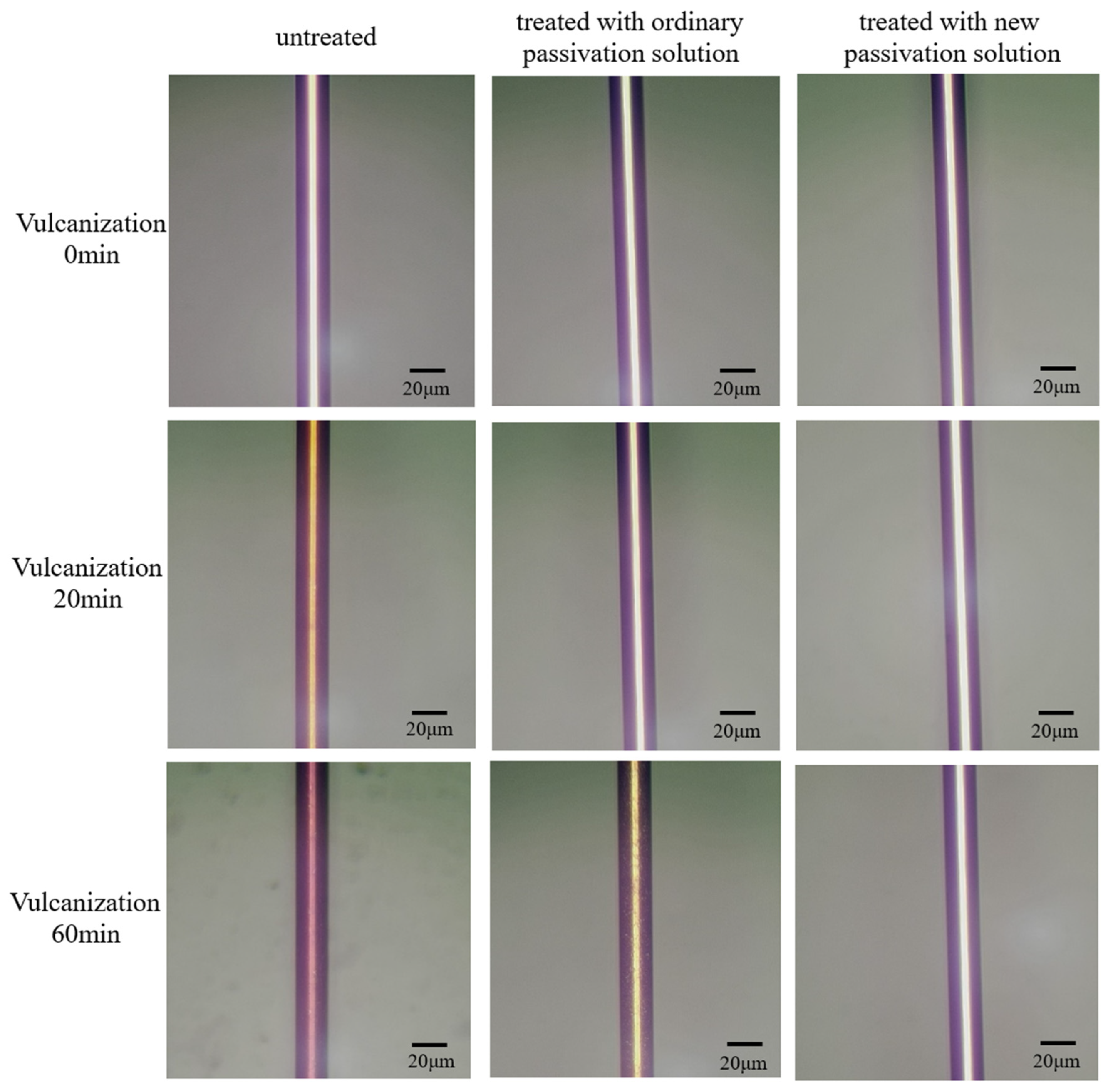
3.1. Vulcanization Resistance of the Passivated Silver Alloy Bonding Wires in Different Solutions
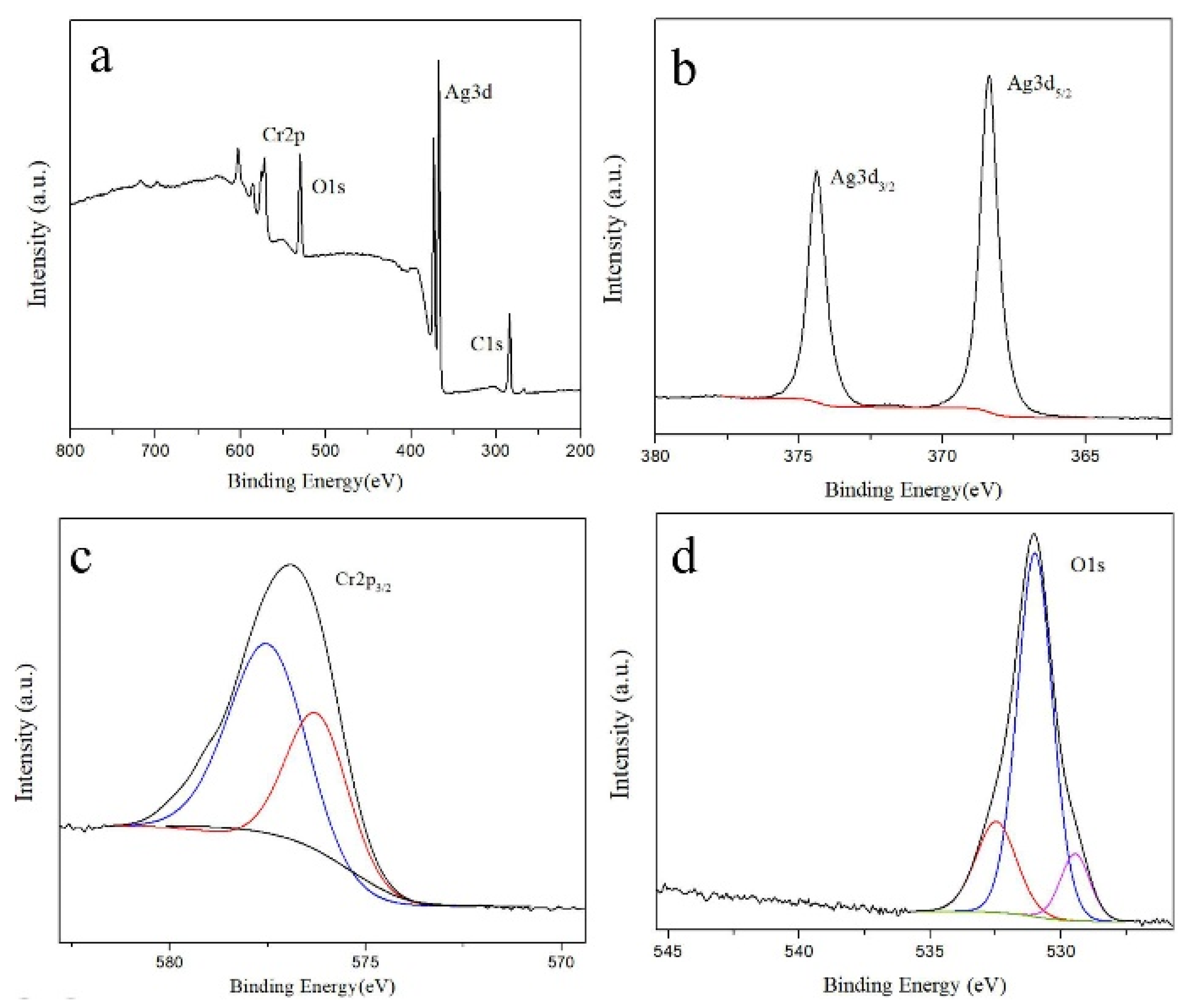
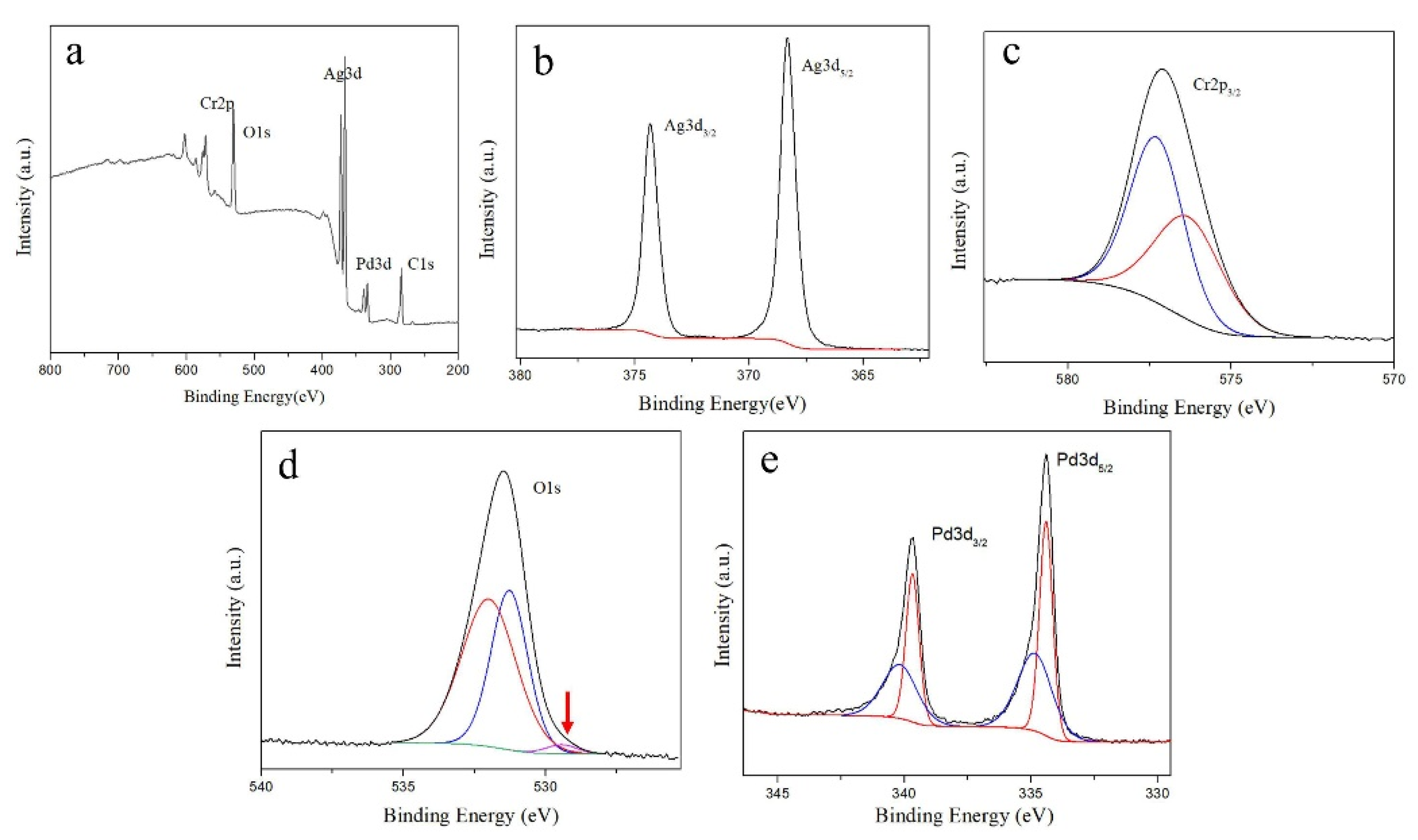
3.2. Surface Analysis
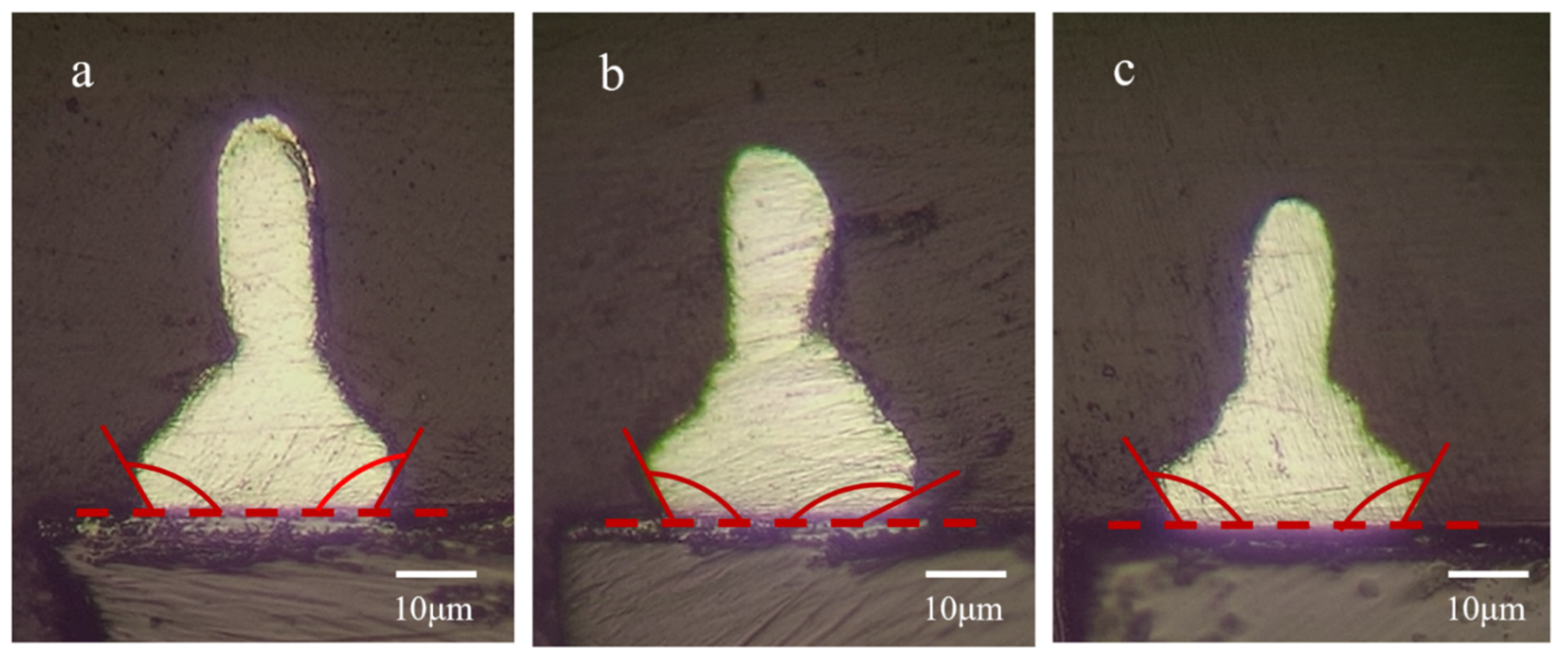
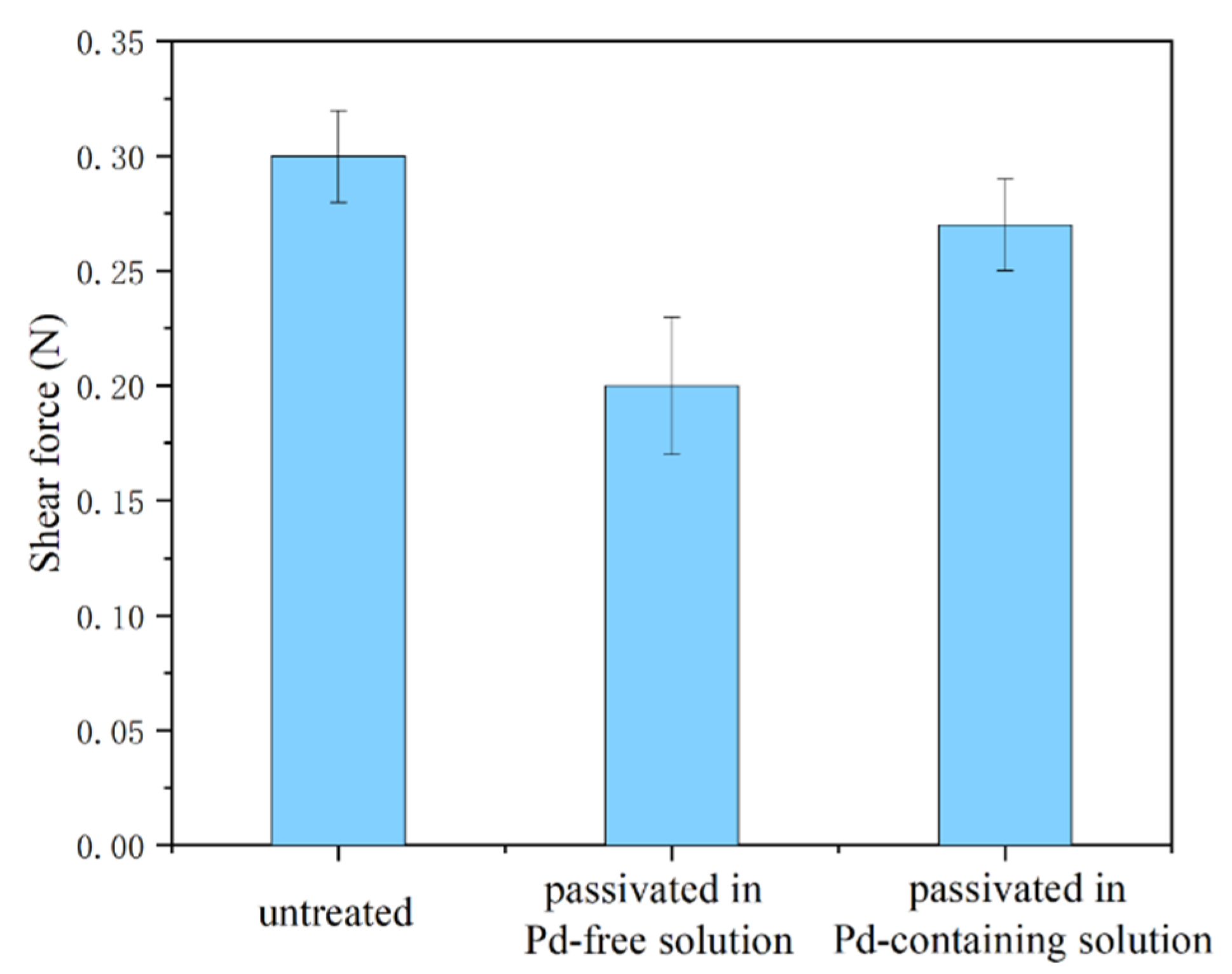
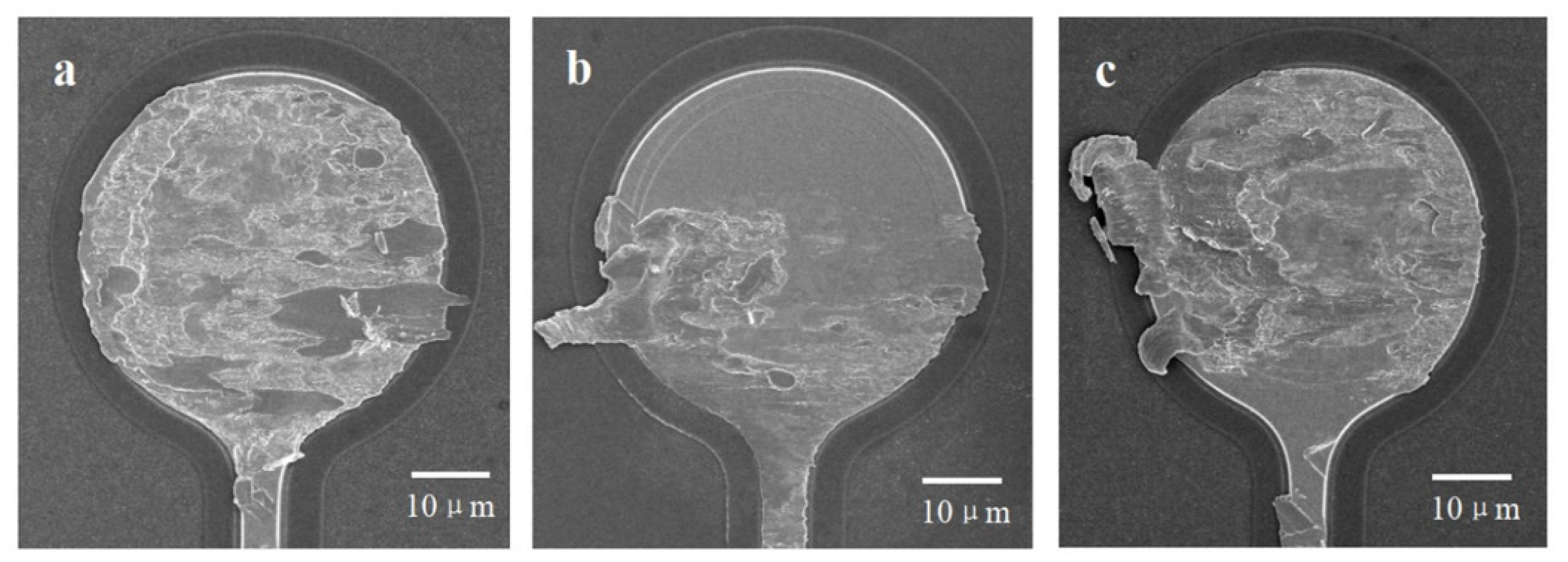
3.3. Shear Tests of the Passivated Silver Alloy Bonding Wires in Different Solutions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, J. Wire Bonding in Microelectronics. Assem. Autom. 2011, 31, 395. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Q.; Zhao, Z.; Wang, Q.; Zeng, J.; Chae, J.; Lee, J. Reliability of Au-Ag Alloy Wire Bonding. In Proceedings of the 2010 Proceedings 60th Electronic Components and Technology Conference, Las Vegas, NV, USA, 1–4 June 2010; pp. 234–239. [Google Scholar]
- Tseng, Y.-W.; Hung, F.-Y.; Lui, T.-S.; Chen, M.-Y.; Hsueh, H.-W. Effect of annealing on the microstructure and bonding interface properties of Ag–2Pd alloy wire. Microelectron. Reliab. 2015, 55, 1256–1261. [Google Scholar] [CrossRef]
- Chuang, T.-H.; Tsai, C.-H.; Wang, H.-C.; Chang, C.-C.; Chuang, C.-H.; Lee, J.-D.; Tsai, H.-H. Effects of Annealing Twins on the Grain Growth and Mechanical Properties of Ag-8Au-3Pd Bonding Wires. J. Electron. Mater. 2012, 41, 3215–3222. [Google Scholar] [CrossRef]
- Yurechko, M.; Grushko, B.; Velikanova, T.; Urban, K. Isothermal sections of the Al–Pd–Co alloy system for 50–100 at.% Al. J. Alloys Compd. 2002, 337, 172–181. [Google Scholar] [CrossRef]
- Wu, J.; Rockey, T.; Yauw, O.; Shen, L.; Chylak, B. Bonding of Ag-alloy wire in LED packages. In Proceedings of the 2012 35th IEEE/CPMT International Electronics Manufacturing Technology Conference (IEMT), Ipoh, Malaysia, 6–8 November 2012; pp. 1–4. [Google Scholar]
- Guo, R.; Gao, L.; Mao, D.; Li, M.; Wang, X.; Lv, Z.; Chiu, H. Study of free air ball formation in Ag–8Au–3Pd alloy wire bonding. Microelectron. Reliab. 2014, 54, 2550–2554. [Google Scholar] [CrossRef]
- Fan, S.H.; Amp, A.S. Failure Mode and Failure Mechanism Analysis of Semiconductor Device Wire Bonding. Environ. Technol. 2018, 36, 54–61. [Google Scholar]
- Ma, Z.-Q.; Hu, H.-N.; Wang, Q. Failure Analysis of a Model Audion Inner Lead Bonding. Fail. Anal. Prev. 2007, 4, 50–54. [Google Scholar]
- Zhang, S.-U.; Lee, B.W. Fatigue life evaluation of wire bonds in LED packages using numerical analysis. Microelectron. Reliab. 2014, 54, 2853–2859. [Google Scholar] [CrossRef]
- Wu, W.; Held, M.; Jacob, P.; Scacco, P.; Birolini, A. Investigation on the long term reliability of power IGBT modules. In Proceedings of the International Symposium on Power Semiconductor Devices and IC’s: ISPSD’95, Yokohama, Japan, 23–25 May 1995; pp. 443–448. [Google Scholar]
- Zheng, L.B.; Li, H.; Jin, P.Y.; Fang, H.C.; Wang, C.L.; Wang, Z.P. Investigation of the Temperature Character of IGBT Wire Bonding Lift-Off Based the 3-D Thermal-Electro Coupling FEM. Adv. Mater. Res. 2013, 616–618, 1689–1692. [Google Scholar] [CrossRef]
- Cheng, C.H.; Hsiao, H.L.; Chu, S.I.; Shieh, Y.Y.; Sun, C.Y.; Peng, C. Low cost silver alloy wire bonding with excellent reliability performance. In Proceedings of the 2013 IEEE 63rd Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2013; pp. 1569–1573. [Google Scholar]
- Cho, J.-S.; Yoo, K.-A.; Moon, J.-T.; Son, S.-B.; Lee, S.-H.; Oh, K.H. Pd effect on reliability of Ag bonding wires in microelectronic devices in high-humidity environments. Met. Mater. Int. 2012, 18, 881–885. [Google Scholar] [CrossRef]
- Tseng, Y.; Hung, F.; Lui, T. Microstructure, tensile and electrical properties of gold-coated silver bonding wire. Microelectron. Reliab. 2015, 55, 608–612. [Google Scholar] [CrossRef]
- Hung, F.-Y.; Lui, T.-S.; Chu, K.-M.; Tseng, Y.-W. Aluminium wires have the free air balls (FABs): Electronic flame-off, fracture strength, electrical properties, and bonding characteristics of nano Zn Film Al–Si bonding wires. Metals 2017, 7, 152. [Google Scholar] [CrossRef] [Green Version]
- Cho, J.-S.; Jeong, H.-S.; Moon, J.-T.; Yoo, S.-J.; Seo, J.-S.; Lee, S.-M.; Ha, S.-W.; Her, E.-K.; Kang, S.-H.; Oh, K.-H. Thermal reliability & IMC behavior of low cost alternative Au-Ag-Pd wire bonds to Al metallization. In Proceedings of the 2009 59th Electronic Components & Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 1569–1573. [Google Scholar]
- Xu, H.; Qin, I.; Clauberg, H.; Chylak, B.; L.Acoff, V. Behavior of palladium and its impact on intermetallic growth in palladium-coated Cu wire bonding. Acta Mater. 2013, 61, 79–88. [Google Scholar] [CrossRef]
- Chuang, T.-H.; Lin, H.-J.; Chuang, C.-H.; Shiue, Y.-Y.; Shieu, F.-S.; Huang, Y.-L.; Hsu, P.-C.; Lee, J.-D.; Tsai, H.-H. Thermal stability of grain structure and material properties in an annealing twinned Ag–4Pd alloy wire. J. Alloys Compd. 2014, 615, 891–898. [Google Scholar] [CrossRef]
- Johansson, G.; Hedman, J.; Berndtsson, A.; Klasson, M.; Nilsson, R. Calibration of electron spectra. J. Electron Spectrosc. Relat. Phenom. 1973, 2, 295–317. [Google Scholar] [CrossRef]
- Yan, L.; Jordan, R.G.; Qiu, S.L. Electronic structures of ordered Ag-Mg alloys. Phys. Rev. B Condens. Matter 1994, 49, 4478. [Google Scholar]
- Hammond, J.S.; Gaarenstroom, S.W.; Winograd, N. X-ray photoelectron spectroscopic studies of cadmium- and silver-oxygen surfaces. Anal. Chem. 2002, 47, 2193–2199. [Google Scholar] [CrossRef]
- Tjeng, L.H.; Meinders, M.B.J.; Vanelp, J.; Ghijsen, J.; Sawatzky, G.A.; Johnson, R.L. Electronic structure of Ag2O. Phys. Rev. B Condens. Matter 1990, 41, 3190. [Google Scholar] [CrossRef] [PubMed]
- Shuttleworth, D. Preparation of metal-polymer dispersions by plasma techniques. An ESCA investigation. J. Phys. Chem. 1980, 84, 1629–1634. [Google Scholar] [CrossRef]
- Capece, F.M.; Castro, V.D.; Furlani, C.; Mattogno, G.; Fragale, C.; Gargano, M.; Rossi, M. “Copper chromite” catalysts: XPS structure elucidation and correlation with catalytic activity. J. Electron. Spectrosc. Relat. Phenom. 1982, 27, 119–128. [Google Scholar] [CrossRef]
- Howng, W.-Y.; Thorn, R.J. Investigation of the electronic structure of La1−x(M2+)xCrO3, Cr2O3 and La2O3 by X-ray photoelectron spectroscopy. J. Phys. Chem. Solids 1980, 41, 75–81. [Google Scholar] [CrossRef]
- Moffat, T.P.; Latanision, R.M.; Ruf, R.R. An X-ray photoelectron spectroscopy study of chromium-metalloid alloys—III. Electrochim. Acta 1995, 40, 1723–1734. [Google Scholar] [CrossRef]
- Sugimoto, K.; Sawada, Y. The role of molybdenum additions to austenitic stainless steels in the inhibition of pitting in acid chloride solutions. Corros. Sci. 1977, 17, 425–445. [Google Scholar] [CrossRef]
- Asami, K.; Hashimoto, K. The X-ray photo-electron spectra of several oxides of iron and chromium. Corros. Sci. 1977, 17, 559–570. [Google Scholar] [CrossRef]
- López, G.; Castner, D.G.; Ratner, B.D. XPS O 1s binding energies for polymers containing hydroxyl, ether, ketone and ester groups. Surf. Interface Anal. 1991, 17, 267–272. [Google Scholar] [CrossRef]
- Khan, M.T.; Srivastava, S. Some new ruthenium (III) schiff base complexes: A photoelectron spectroscopic study. Polyhedron 1988, 7, 1063–1065. [Google Scholar] [CrossRef]
- Yang, G.; Zou, Q.; Wang, P.; Lai, H.; Lai, T.; Zeng, X.; Li, Z.; Luo, J.; Zhang, Y.; Cui, C. Towards understanding the facile synthesis of well-covered Cu-Ag core-shell nanoparticles from a complexing model. J. Alloys Compd. 2021, 874, 159900. [Google Scholar] [CrossRef]
- Schleich, B.; Schmeisser, D.; Göpel, W. Structure and reactivity of the system Si/SiO2/Pd: A combined XPS, UPS and HREELS study. Surf. Sci. 1987, 191, 367–384. [Google Scholar] [CrossRef]
- Tressaud, A.; Khairoun, S.; Touhara, H.; Watanabe, N. X-ray Photoelectron Spectroscopy of Palladium Fluorides. Z. Anorg. Allg. Chem. 2010, 540, 291–299. [Google Scholar] [CrossRef]
- Shafeev, G.A.; Themlin, J.M.; Bellard, L.; Marine, W.; Cros, A. enhanced adherence of areaselective electroless metal plating on insulators. J. Vac. Sci. Technol. A 1996, 14, 319–326. [Google Scholar] [CrossRef]
- Uno, T. Enhancing bondability with coated copper bonding wire. Microelectron. Reliab. 2011, 51, 88–96. [Google Scholar] [CrossRef]
- Zhang, B.; Qian, K.; Wang, T.; Cong, Y.; Wang, J. Behaviors of Palladium in Palladium coated copper wire bonding process. In Proceedings of the 2009 International Conference on Electronic Packaging Technology & High Density Packaging (ICEPT-HDP’09), Beijing, China, 10–13 August 2009. [Google Scholar]
- Koh, W.; Lee, T.-K.; Ng, H.-S.; Goh, K.-S.; Ho, H.-M. Investigation of palladium coverage on bonded balls of palladium-coated copper wires. In Proceedings of the 2011 12th International Conference on Electronic Packaging Technology and High Density Packaging, Shanghai, China, 8–11 August 2011; pp. 1–7. [Google Scholar]
- Rui, G.; Cheng, Y.; Mao, D.; Ming, L.; Chiu, H. Thermal reliability of Ag-8Au-3Pd alloy wire bonds. In Proceedings of the 2013 3rd IEEE CPMT Symposium Japan, Kyoto, Japan, 11–13 November 2013. [Google Scholar]
- Tura, J.M.; Regull, P.; Victori, L.; Castellar, M. XPS and IR (ATR) analysis of Pd oxide films obtained by electrochemical methods. Surf. Interface Anal. 1988, 11, 447–449. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ag (%) | Fe (ppm) | Pd (ppm) | Mg (ppm) | Si (ppm) |
|---|---|---|---|---|---|
| Content | ≥99 | ≤5 | ≤1 | ≤2 | ≤1 |
| Parameters | 1st Bond | 2nd Bond |
|---|---|---|
| Bonding time (ms) | 14 | 14 |
| Power (mW) | 55 | 80 |
| Pressure (gf) | 24 | 40 |
| Bonding temperature (°C) | 150 | 150 |
| Electronic flame-off current (mA) | 28 | 0 |
| Electronic flame-off time (μs) | 530 | 0 |
| Treatment | Concentrations (in at. %) | |||
|---|---|---|---|---|
| Ag | Cr(OH)3 | Cr2O3 | Pd | |
| Passivated in Pd-free solution | 68.8% | 16.4% | 9.2% | - |
| Passivated in Pd-containing solution | 62.3% | 13.5% | 8.4% | 15.8% |
| Wire Treatment Type | Contact Angle (°) | |||
|---|---|---|---|---|
| Maximum | Minimum | Mean | Standard Error | |
| Untreated | 113 | 93 | 104 | 8 |
| Passivated in Pd-free solution | 157 | 104 | 136 | 16 |
| Passivated in Pd-containing solution | 120 | 94 | 108 | 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Zhou, Z.; Zhang, H.; Zhang, Y.; Peng, Z.; Gong, P.; Wang, X.; Cui, C. Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium. Materials 2022, 15, 2355. https://doi.org/10.3390/ma15072355
Yang G, Zhou Z, Zhang H, Zhang Y, Peng Z, Gong P, Wang X, Cui C. Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium. Materials. 2022; 15(7):2355. https://doi.org/10.3390/ma15072355
Chicago/Turabian StyleYang, Guannan, Zhiqiang Zhou, Haide Zhang, Yu Zhang, Zhen Peng, Pan Gong, Xin Wang, and Chengqiang Cui. 2022. "Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium" Materials 15, no. 7: 2355. https://doi.org/10.3390/ma15072355
APA StyleYang, G., Zhou, Z., Zhang, H., Zhang, Y., Peng, Z., Gong, P., Wang, X., & Cui, C. (2022). Improved Anti-Vulcanization and Bonding Performance of a Silver Alloy Bonding Wire by a Cathodic Passivation Treatment with Palladium. Materials, 15(7), 2355. https://doi.org/10.3390/ma15072355