
Metallization on Sapphire and Low-Temperature Joining with Metal Substrates

Abstract
:1. Introduction
2. Experimental Works
3. Results and Discussion
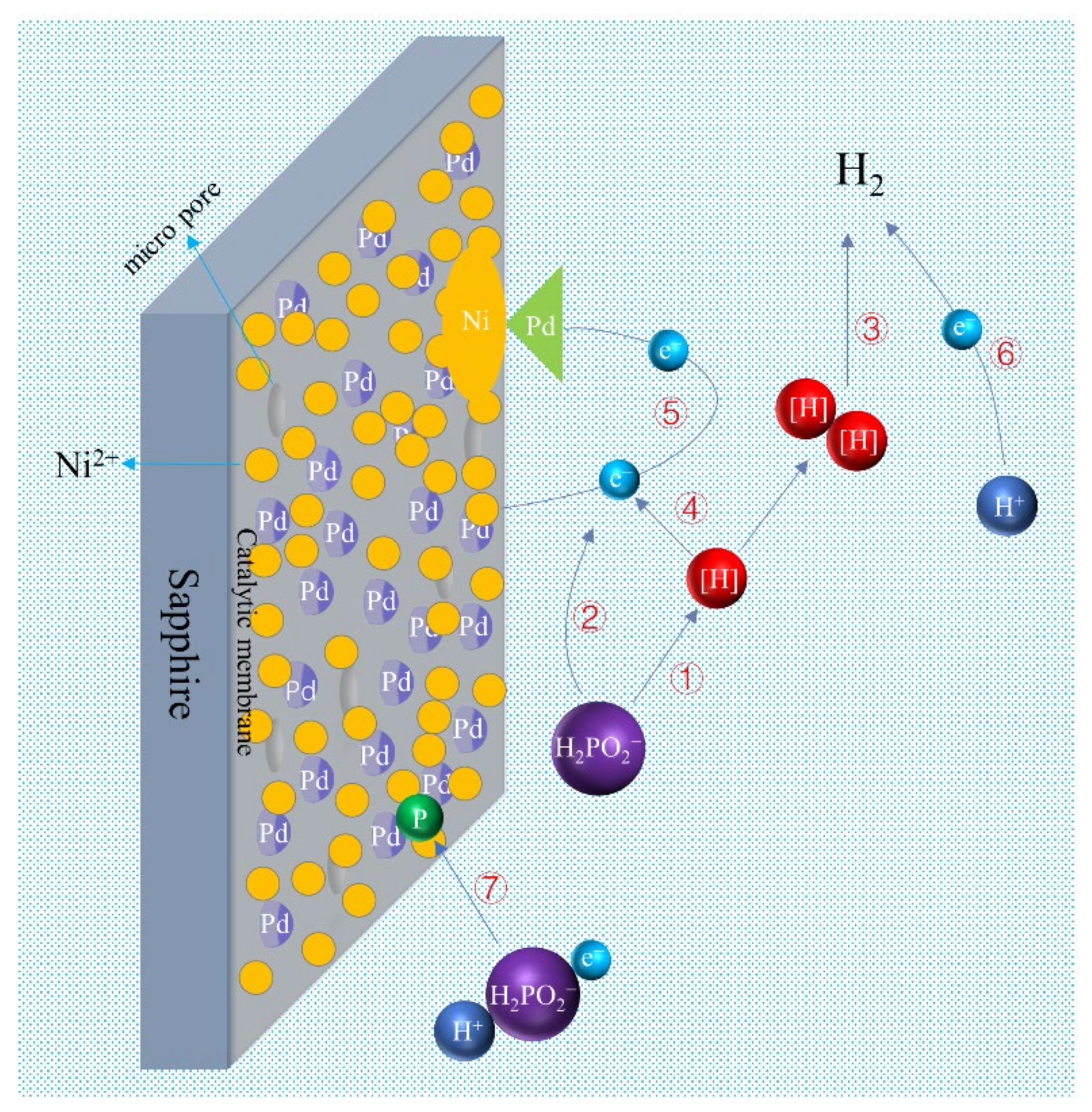
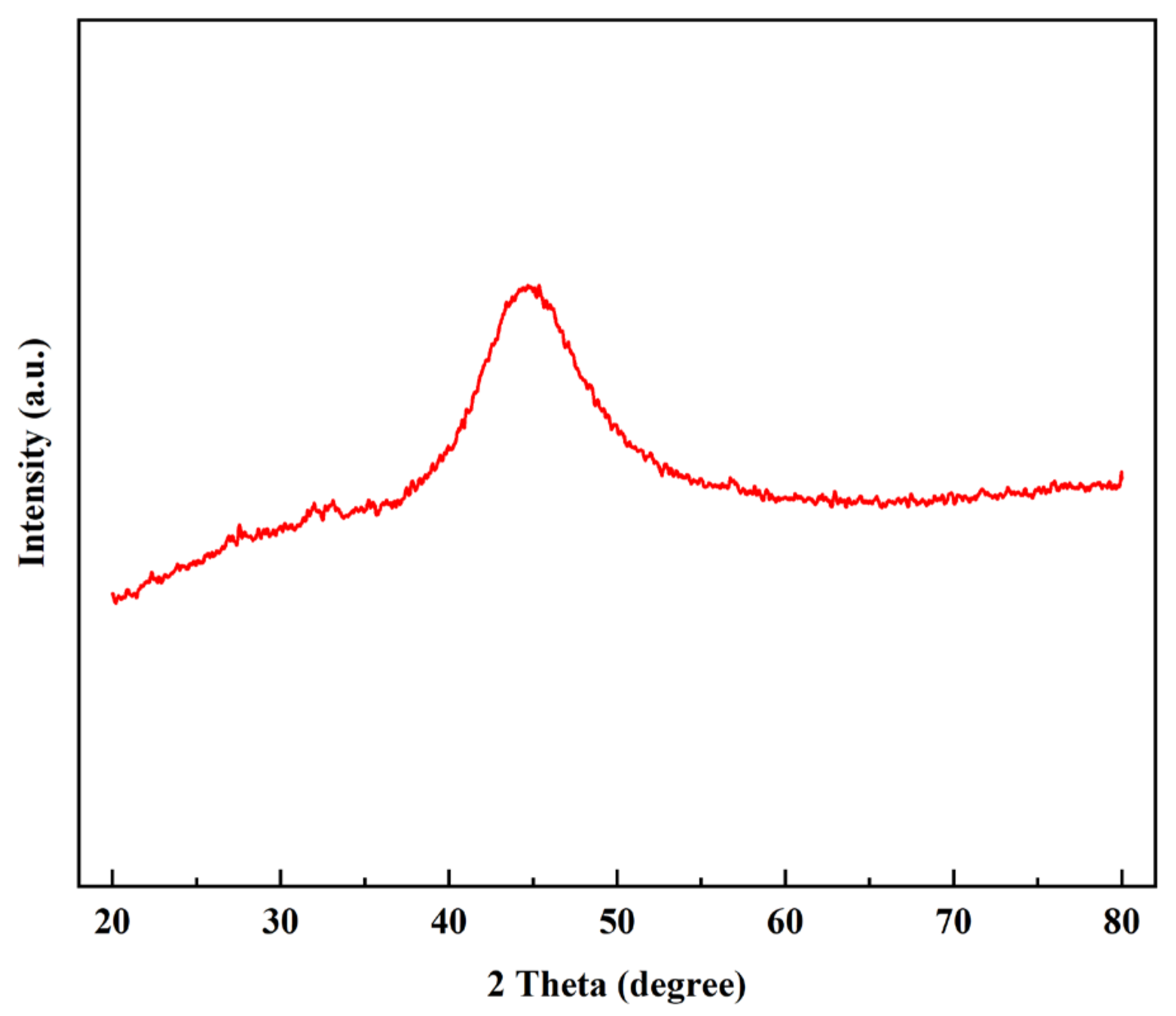
3.1. Metallization Mechanism on Sapphire
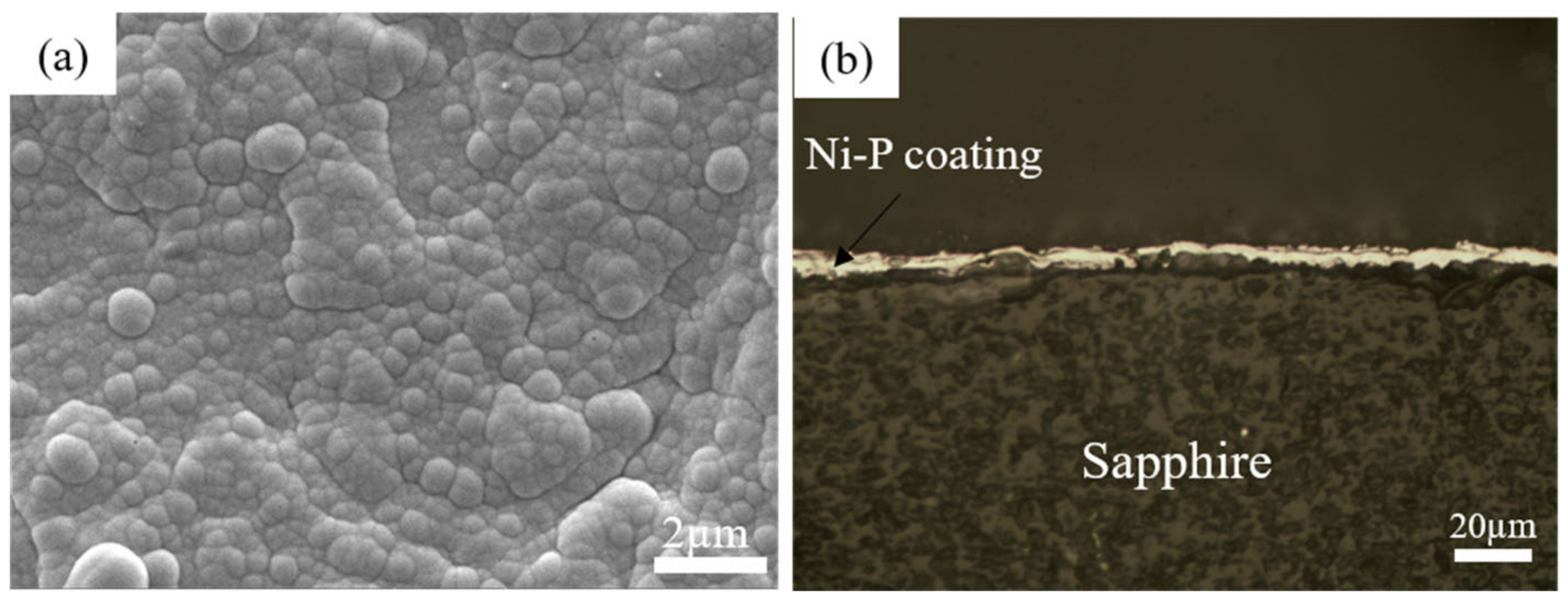
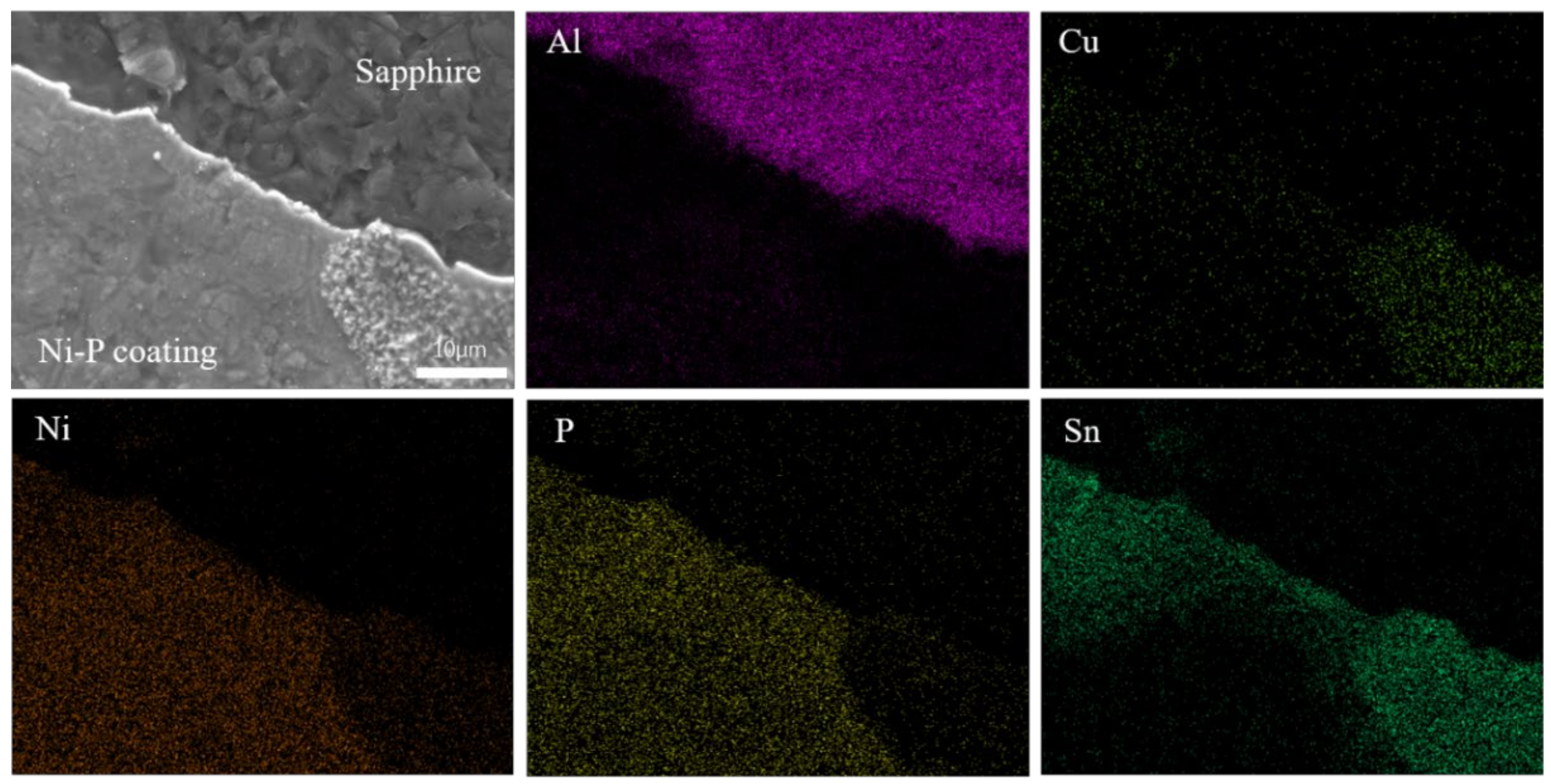
3.2. Microstructure and Wettability of Ni-P Coatings
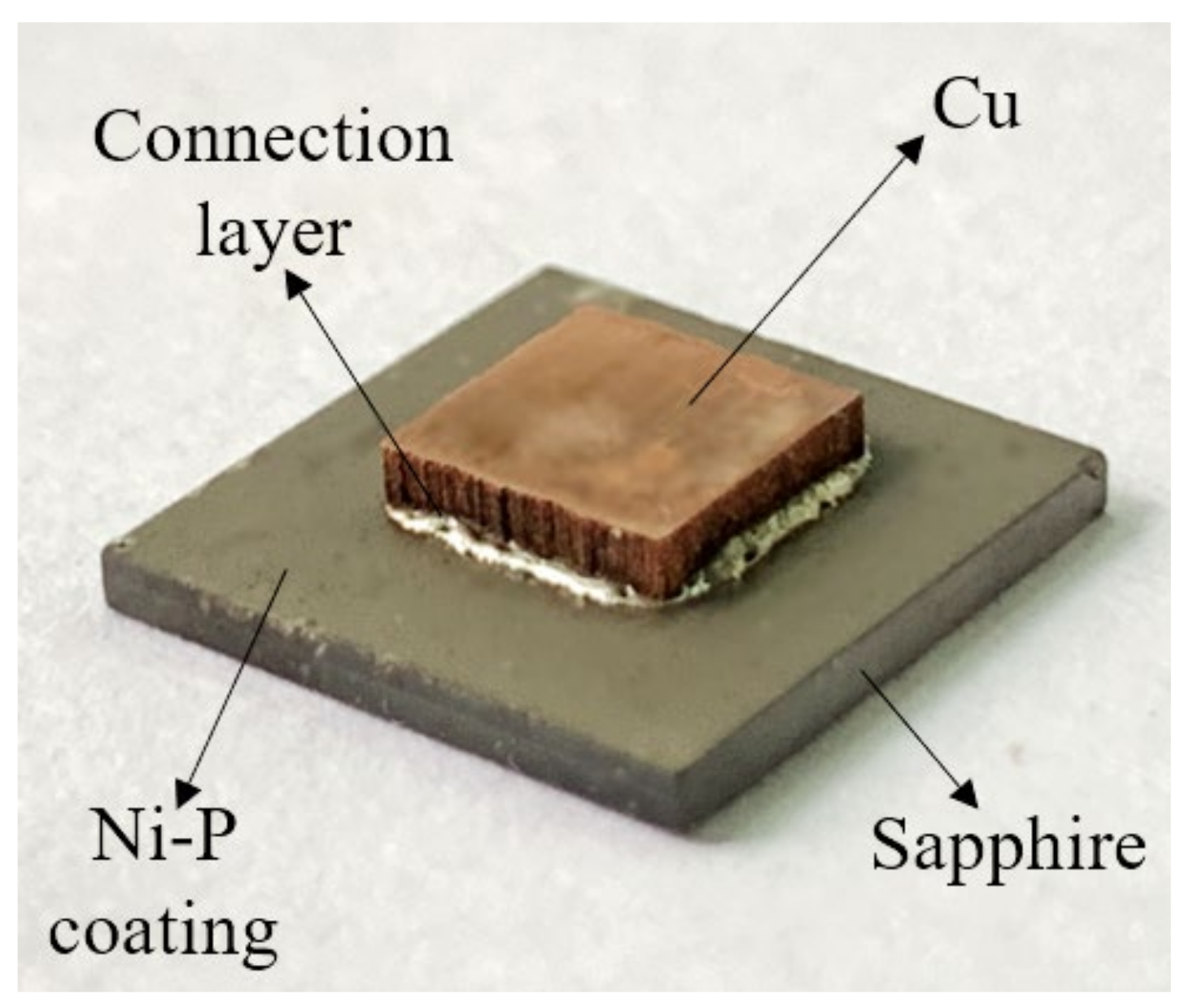
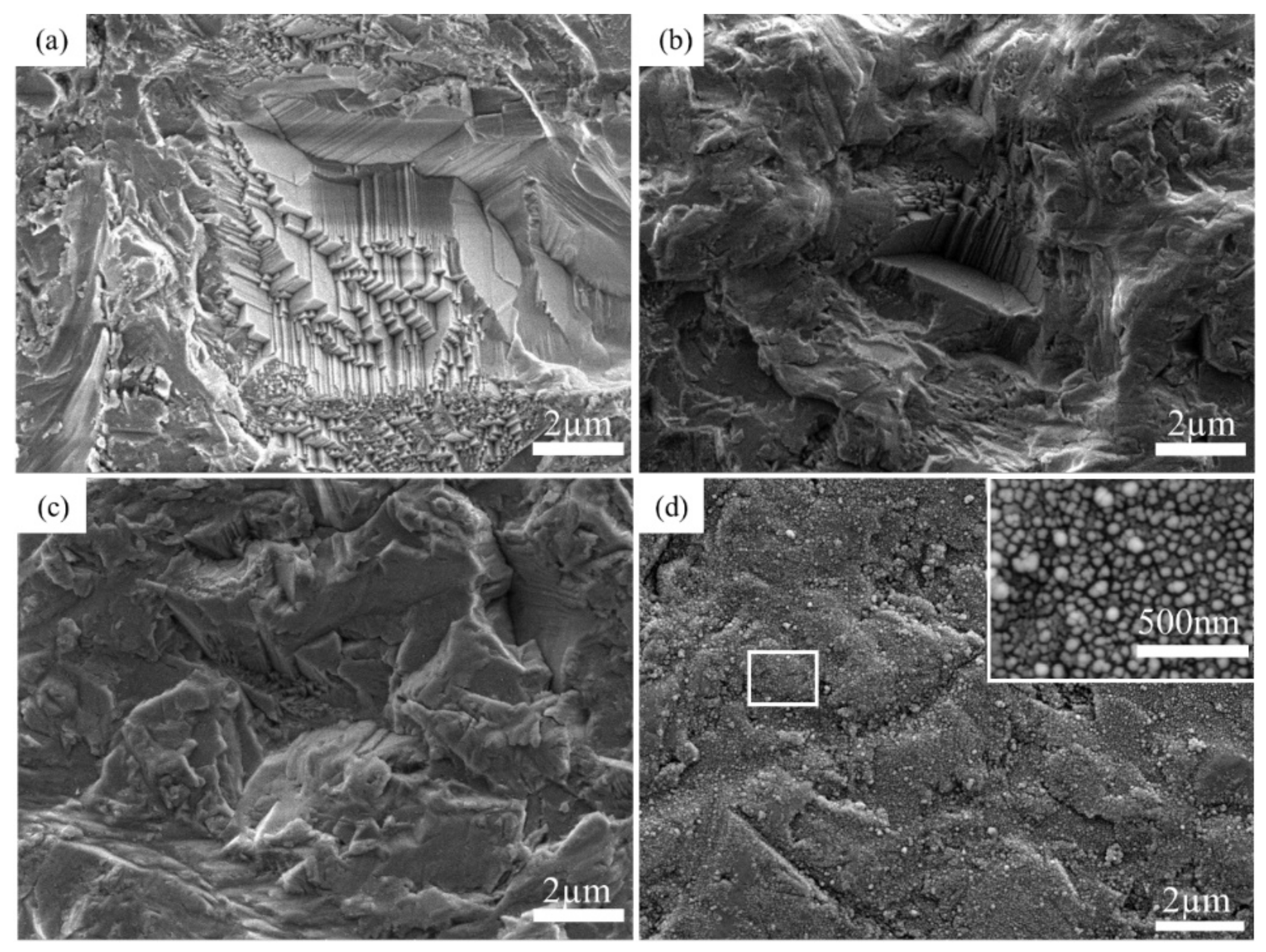
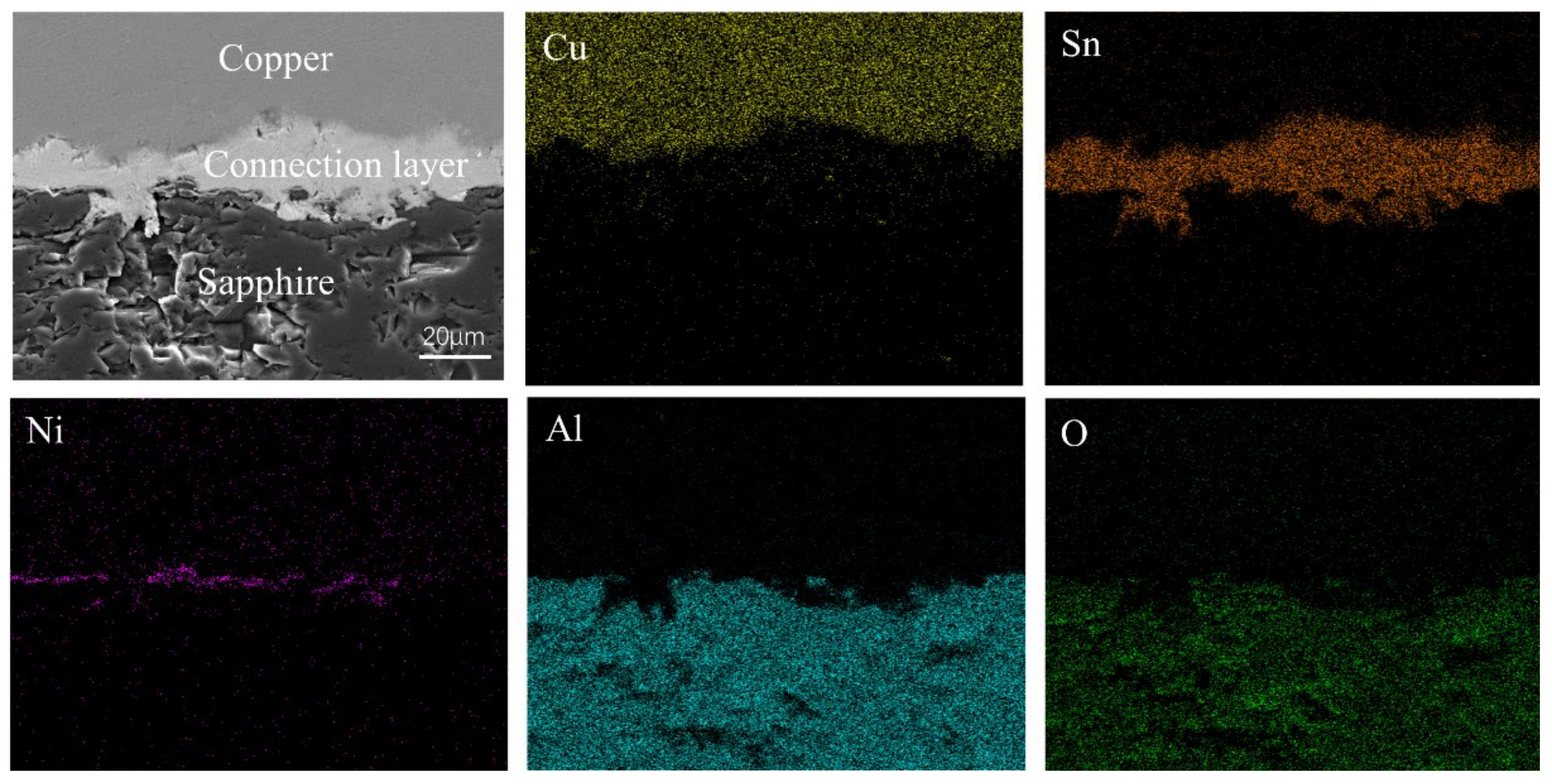
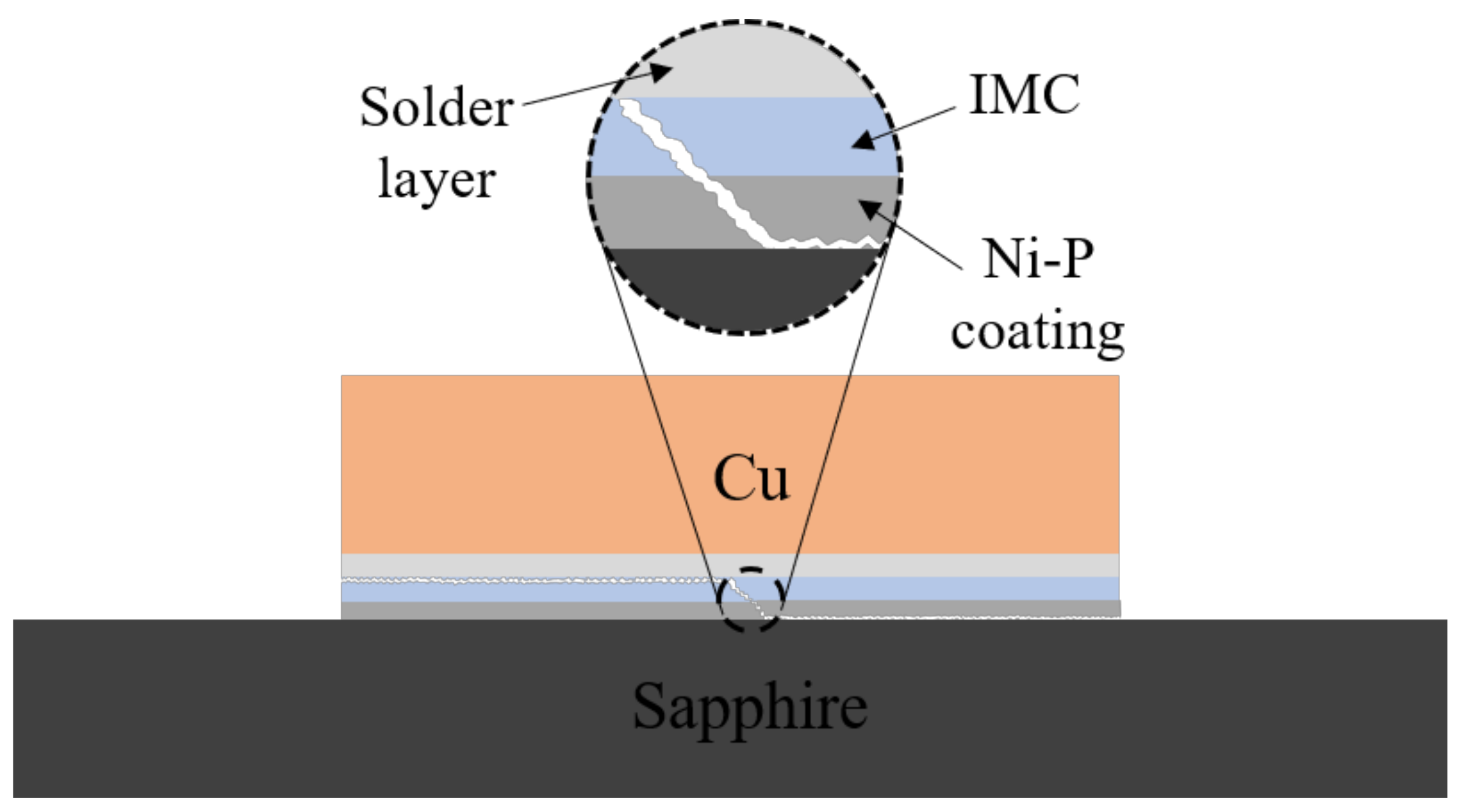
3.3. Joining and Fracture Mechanism of Sapphire Solder Joints
4. Conclusions
- A proper pretreatment for sapphire substrates was proposed to successfully deposit metallization on sapphire by a simple electroless plating process. Moreover, the deposition mechanism of the metallization on sapphire was also elaborated.
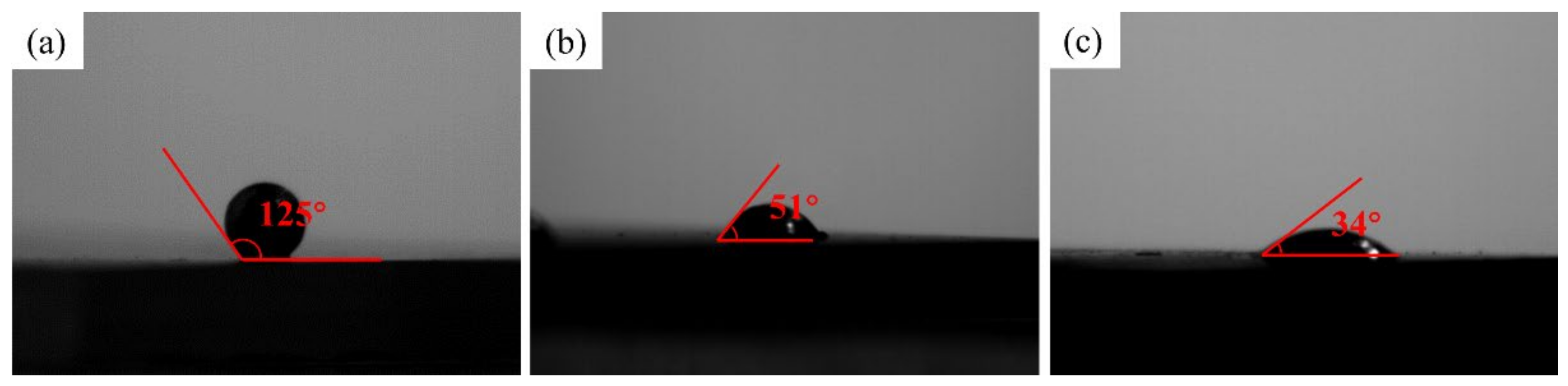
- The metallization significantly improved the wettability of the substrates as the wetting angle of the Sn-based solders on sapphire with the metallization was reduced from 125° (without metallization) to 51°.
- The direct joining between sapphire and copper was achieved by the conventional reflow process at 250 °C and reduced pressure. The nickel atoms from the Ni-P metallization interacted with Sn atoms in the solder, resulting in the formation of Ni-Sn IMCs to achieve metallurgical bonding at the joint interfaces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dobrovinskaia, E.R.; Litvinov, L.A.; Pishchik, V.V. Sapphire: Materials, Manufacturing, Applications; Springer: New York, NY, USA, 2009. [Google Scholar]
- Cheng, J.; Wu, J. Experimental investigation of fracture behaviors and subsurface cracks in micro-slot-grinding of monocrystalline sapphire. J. Mater. Processing Technol. 2016, 242, 160–181. [Google Scholar] [CrossRef]
- Mu, D.; Feng, K.; Lin, Q.; Huang, H. Low-temperature wetting of sapphire using Sn–Ti active solder alloys. Ceram. Int. 2019, 45, 22175–22182. [Google Scholar] [CrossRef]
- Ning, H.; Geng, Z.; Ma, J.; Huang, F.; Qian, Z.; Han, Z. Joining of sapphire and hot pressed Al2O3 using Ag70.5Cu27.5Ti2 brazing filler metal. Ceram. Int. 2003, 29, 689–694. [Google Scholar] [CrossRef]
- Cui, W.; Li, S.; Yan, J.; He, J.; Liu, Y. Ultrasonic-assisted brazing of sapphire with high strength Al–4.5Cu–1.5Mg alloy. Ceram. Int. 2015, 41, 8014–8022. [Google Scholar] [CrossRef]
- Chen, X.; Yang, J.; Huang, G.; Chen, D.; Xiang, J.; Tiantao, L.; Liu, E. Study on the metallization mechanism of sapphire by active Molybdenum-Manganese method technology. Vac. Electron. 2018, 3, 53–57. [Google Scholar]
- Xin, C.; Li, N.; Yan, J. Microstructural evolution in the braze joint of sapphire to Kovar alloy by Ti-Cu metallization layer. J. Mater. Processing Technol. 2017, 248, 115–122. [Google Scholar] [CrossRef]
- Xu, Y.; Ma, X.; Tang, H.; Yan, J. Mechanism of the interfacial reaction between sapphire and Sn-3.5Ag-4Ti solder at a low temperature in air by ultrasound. Ceram. Int. 2020, 46, 4435–4443. [Google Scholar] [CrossRef]
- Xu, Y.; Ma, X.; Xiu, Z.; Yan, J. Bonding and strengthening mechanism on ultrasonic-assisted soldering of sapphire using Sn-3.5Ag-4Al solder. J. Mater. Processing Technol. 2021, 288, 116893. [Google Scholar] [CrossRef]
- Loto, C.A. Electroless Nickel Plating—A Review. Silicon 2016, 8, 177–186. [Google Scholar] [CrossRef]
- Qin, T.; Ma, L.; Yao, Y.; Ni, C.; Ding, Y. An in situ measure method to study deposition mechanism of electroless Ni-P plating on AZ31 magnesium alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 2790–2797. [Google Scholar] [CrossRef]
- Wang, M.; Yang, Z.; Zhang, C.; Liu, D. Growing process and reaction mechanism of electroless Ni–Mo–P film on SiO2 substrate. Trans. Nonferrous Met. Soc. China 2013, 23, 3629–3633. [Google Scholar] [CrossRef]
- Georgiza, E.; Novakovic, J.; Vassiliou, P. Characterization and corrosion resistance of duplex electroless Ni-P composite coatings on magnesium alloy. Surf. Coat. Technol. 2013, 232, 432–439. [Google Scholar] [CrossRef]
- Wei, Y.; Li, Y.; Zhang, Y.; Luo, X.; Li, C. Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 2018, 138, 105–115. [Google Scholar] [CrossRef]
- Guo, X.; Du, K.; Guo, Q.; Wang, Y.; Wang, F. Experimental study of corrosion protection of a three-layer film on AZ31B Mg alloy. Corros. Sci. 2012, 65, 367–375. [Google Scholar] [CrossRef]
- Shang, W.; Zhan, X.; Wen, Y.; Li, Y.; Wang, C. Deposition mechanism of electroless nickel plating of composite coatings on magnesium alloy. Chem. Eng. Sci. 2019, 207, 1299–1308. [Google Scholar] [CrossRef]
- Zhang, P.; Lv, Z.; Liu, X.; Xie, G.; Zhang, B. Electroless nickel plating on alumina ceramic activated by metallic nickel as electrocatalyst for oxygen evolution reaction. Catal. Commun. 2021, 149, 106238. [Google Scholar] [CrossRef]
- Dehchar, C.; Chikouche, I.; Kherrat, R.; Sahari, A.; Zouaoui, A.; Merati, A. Electroless copper deposition on epoxy glass substrate for electrocatalysis of formaldehyde. Mater. Lett. 2018, 228, 439–442. [Google Scholar] [CrossRef]
- Hui, Z.; Huang, Z.; Cui, J. A new method for electroless Ni–P plating on AZ31 magnesium alloy. Surf. Coat. Technol. 2007, 202, 133–139. [Google Scholar]
- Ranjbar, M.; Garavand, N.; Mahdavi, S.; Zad, A. Electroless plating of palladium on WO3 films for gasochromic applications. Sol. Energy Mater. Sol. Cells 2010, 94, 201–206. [Google Scholar] [CrossRef]
- Zhang, B. Mechanism of Electroless Plating. Amorph. Nano Alloy. Electroless Depos. 2016, 4, 583–627. [Google Scholar]
- Lin, J.; Chou, C. The influence of phosphorus content on the microstructure and specific capacitance of etched electroless Ni-P coatings. Surf. Coat. Technol. 2019, 368, 126–137. [Google Scholar] [CrossRef]
- Lewis, D.B.; Marshall, G.W. Investigation into the structure of electrodeposited nickel-phosphorus alloy deposits. Surf. Coat. Technol. 1996, 78, 150–156. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, J.; Lu, Q.; Guo, Y.; Chen, R.; Yin, D. Survey on Calculation of Solid Surface Tension Based on Young’s Equation. Mater. Rev. 2013, 27, 123–129. [Google Scholar]
- Moser, Z.; Gąsior, W.; Pstruś, J.; Dębski, A. Wettability Studies of Pb-Free Soldering Materials. Int. J. Thermophys. 2008, 29, 1974–1986. [Google Scholar] [CrossRef]
- Kumar, A.; Min, H.; Zhong, C. Barrier properties of thin Au/Ni–P under bump metallization for Sn–3.5Ag solder. Surf. Coat. Technol. 2005, 198, 283–286. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, C.; Ouyang, F. Interfacial reaction of Ni3Sn4 intermetallic compound in Ni/SnAg solder/Ni system under thermomigration. J. Alloy. Compd. 2016, 674, 331–340. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Temperature | Conditions | Disadvantage | Reference |
|---|---|---|---|---|
| Mo-Mn sintering | 950~1000 °C | Reducing atmosphere | Pore and microcrack defects | [6] |
| Magnetron sputtering | <50 °C | Vacuum condition | High cost, low material utilization | [7] |
| Ultrasonic assisted hot dipping | 210~230 °C | Active solders (Ti, Al, Mg) | Ultrasonic damage | [8,9] |
| Chemical Reagents | Composition (g/L) |
|---|---|
| NiSO4·6H20 | 20–35 |
| NaH2PO·2H2O | 25–35 |
| Na3C6H5O7·2H2O | 60–70 |
| ((NH4)2SO4 | 60–80 |
| Plating condition | Temp: 65–75 °C, pH: 5–6, Time: 15–30 min |
| Wetting Angle Range | Wettability |
|---|---|
| 0° ≤ θ < 30° | Excellent wetting |
| 30° ≤ θ < 40° | Good wetting |
| 40° ≤ θ < 55° | Acceptable wetting |
| 55° < θ < 70° | poor wetting |
| 70° ≤ θ | Unacceptable wetting |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, J.; Zhang, Q.; Luo, Z.; Huang, W.; Liu, Z.; Chen, Z.; Cao, X.; Liu, L. Metallization on Sapphire and Low-Temperature Joining with Metal Substrates. Materials 2022, 15, 1783. https://doi.org/10.3390/ma15051783
Fang J, Zhang Q, Luo Z, Huang W, Liu Z, Chen Z, Cao X, Liu L. Metallization on Sapphire and Low-Temperature Joining with Metal Substrates. Materials. 2022; 15(5):1783. https://doi.org/10.3390/ma15051783
Chicago/Turabian StyleFang, Jiajun, Qiaoxin Zhang, Zhou Luo, Wei Huang, Zhenyu Liu, Zhiwen Chen, Xueqiang Cao, and Li Liu. 2022. "Metallization on Sapphire and Low-Temperature Joining with Metal Substrates" Materials 15, no. 5: 1783. https://doi.org/10.3390/ma15051783
APA StyleFang, J., Zhang, Q., Luo, Z., Huang, W., Liu, Z., Chen, Z., Cao, X., & Liu, L. (2022). Metallization on Sapphire and Low-Temperature Joining with Metal Substrates. Materials, 15(5), 1783. https://doi.org/10.3390/ma15051783