
Microstructures and Mechanical Properties of H13 Tool Steel Fabricated by Selective Laser Melting

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental
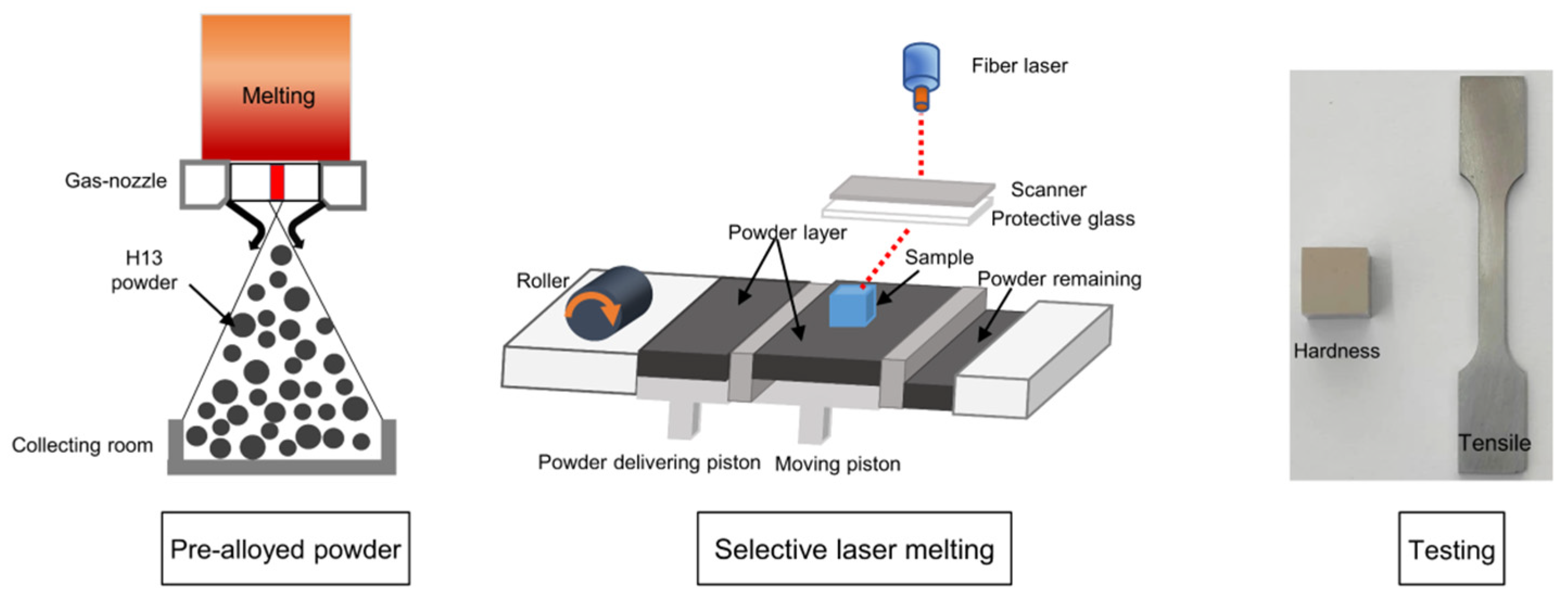
2.1. Powder Preparation
2.2. SLM Manufacturing Process
2.3. Microstructural Characterization
2.4. Evaluation of Mechanical Properties
3. Results
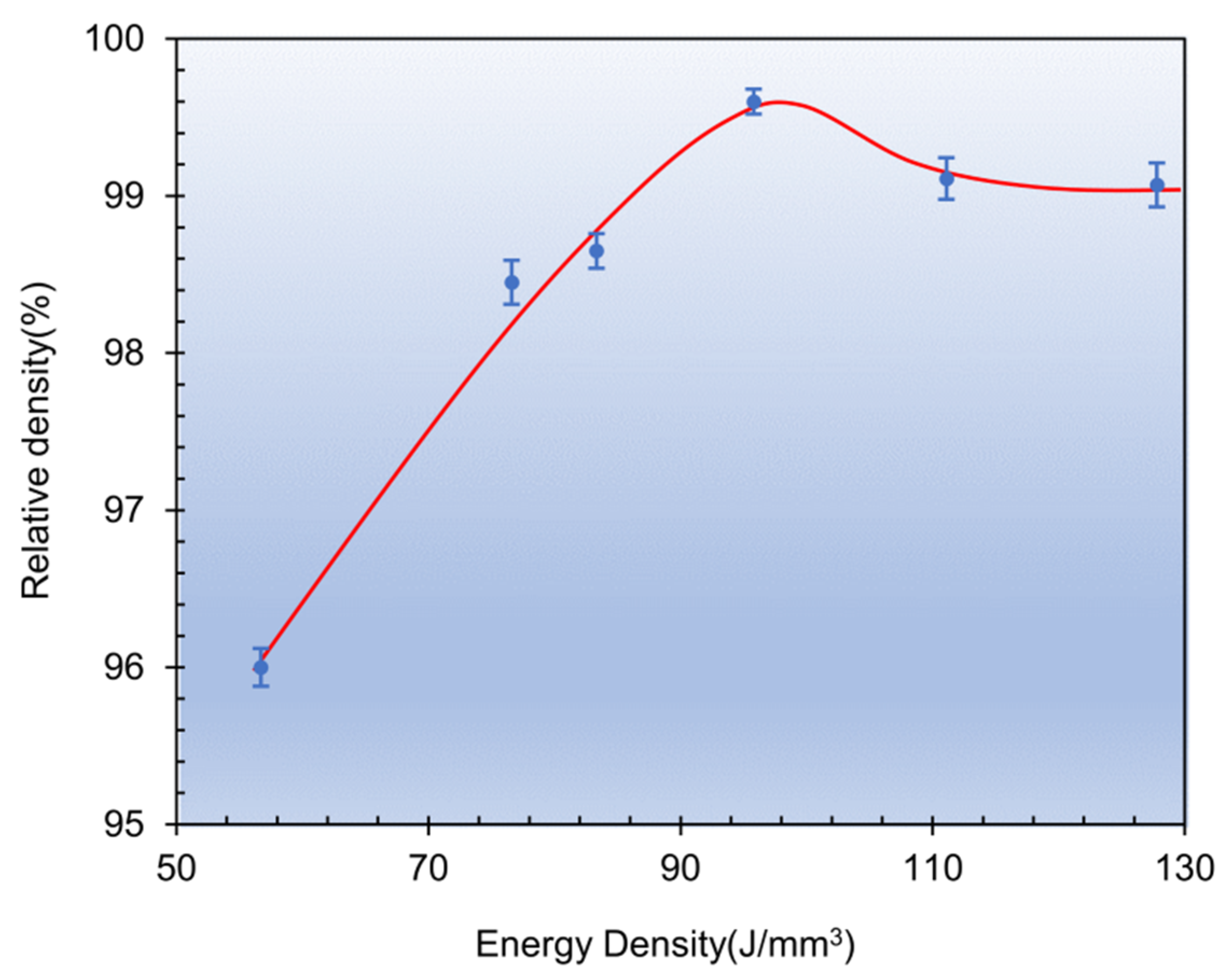
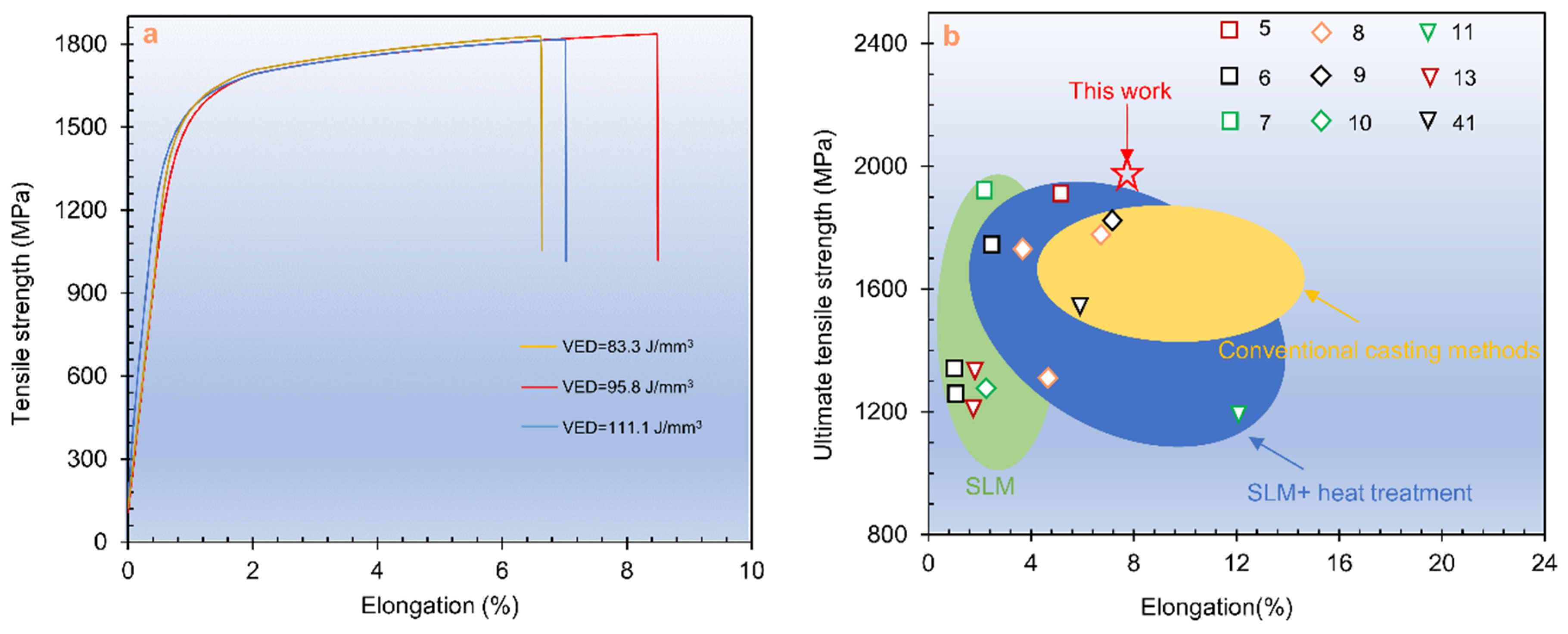
3.1. Mechanical Properties
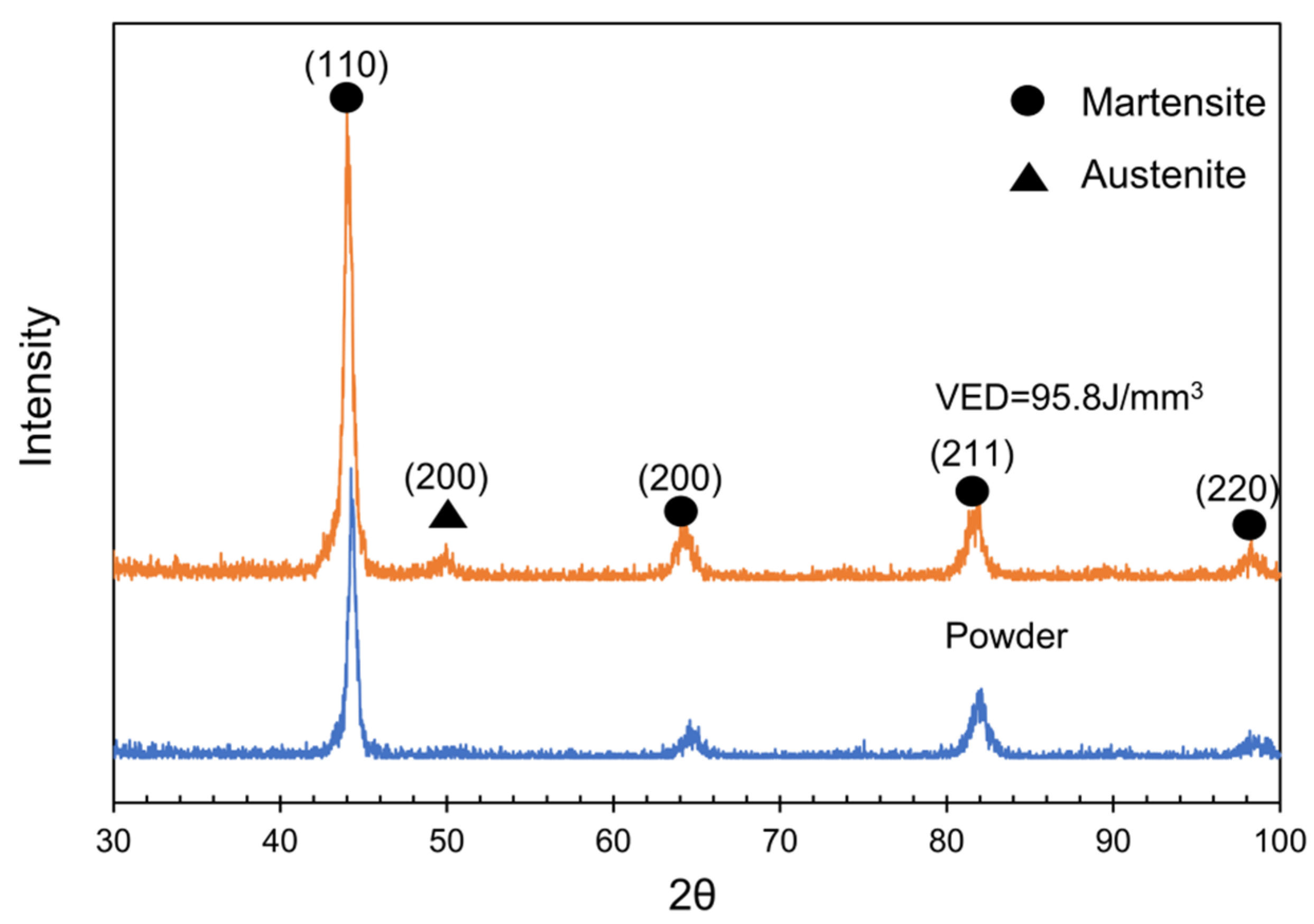
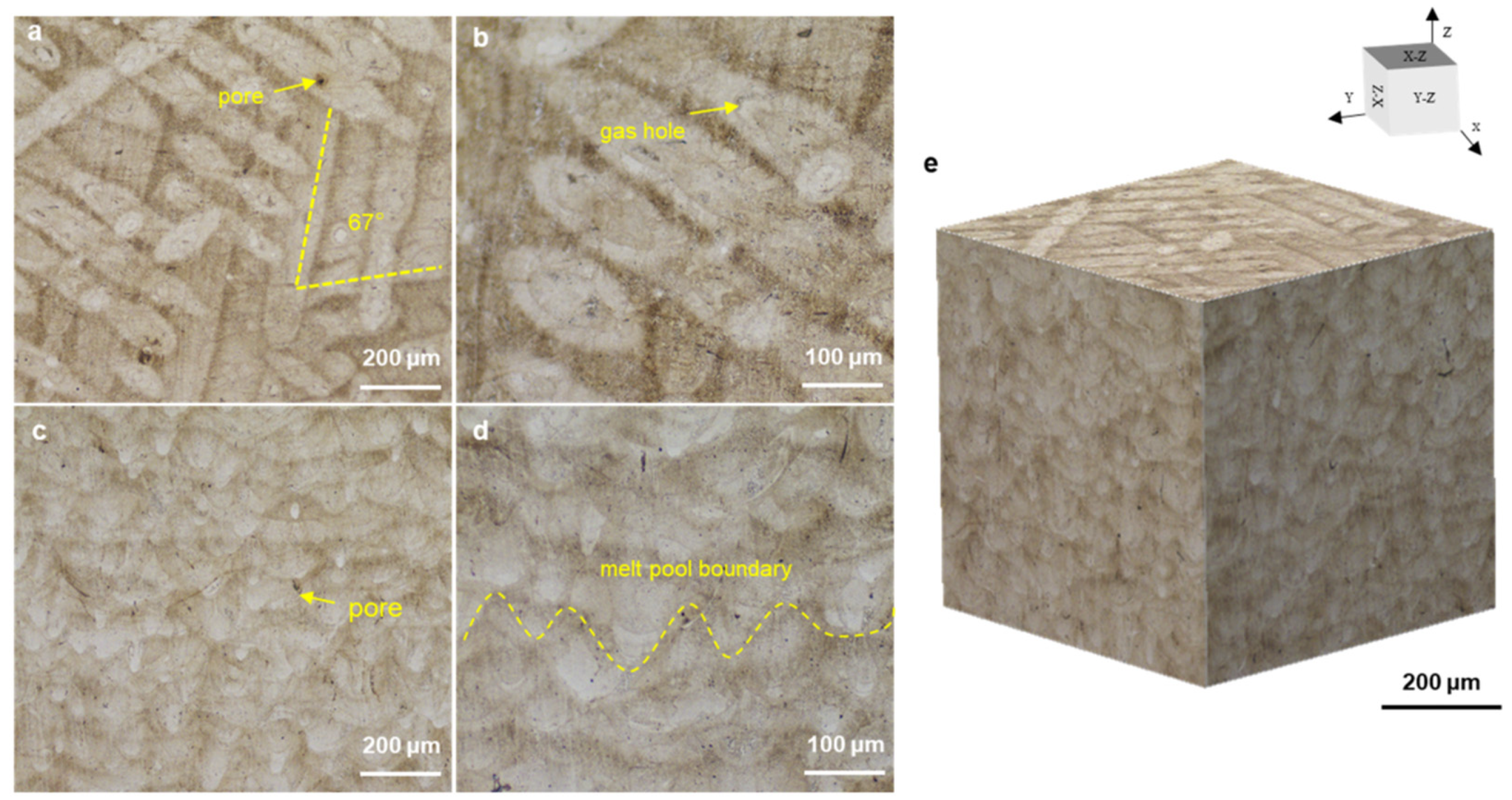
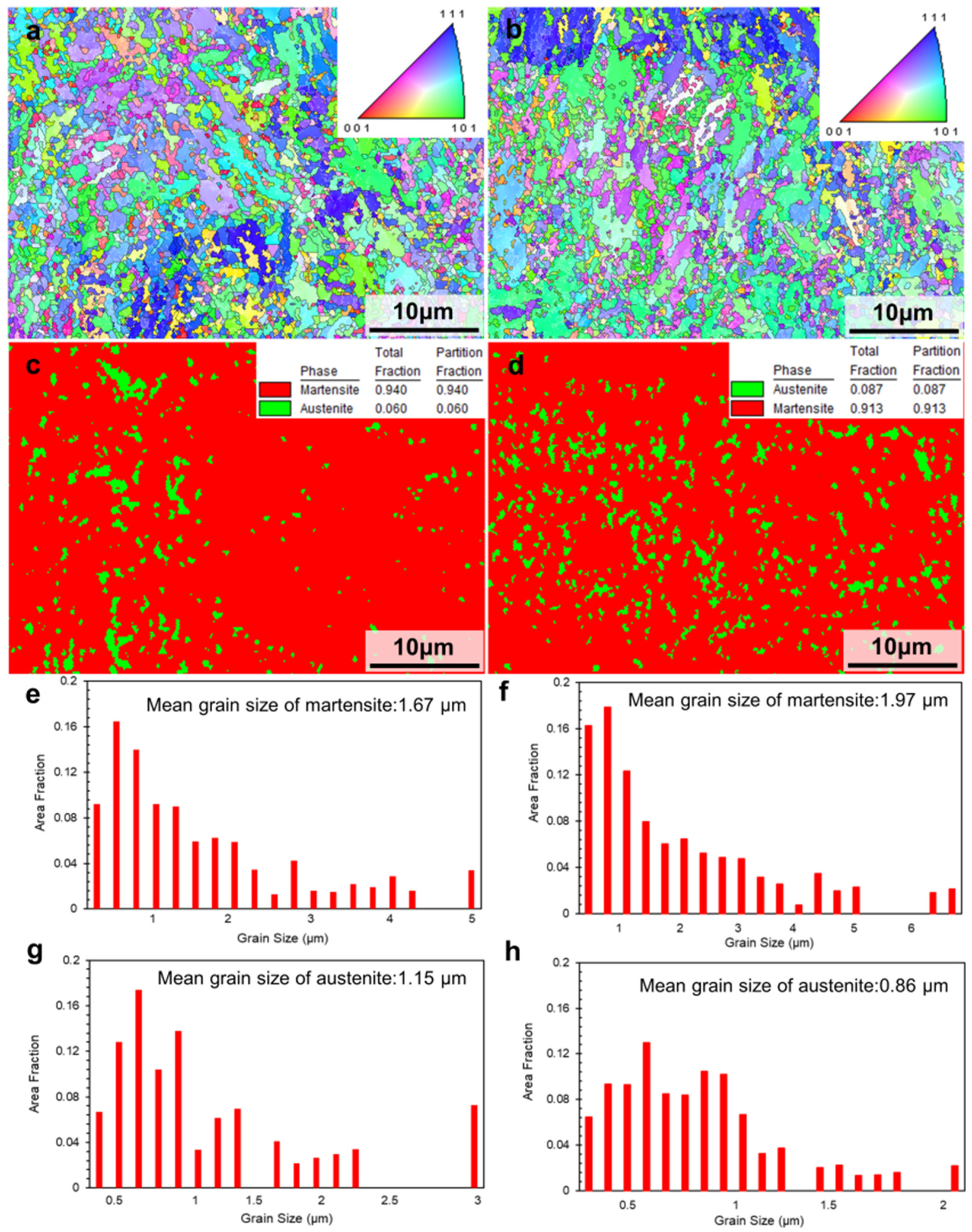
3.2. Microstructural Characterization
4. Discussions
4.1. Relationship in between Microstructure and Mechanical Properties
4.2. The Strengthening Mechanisms
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Srinivas, M.; Babu, B.S. A critical review on recent research methodologies in additive manufacturing. Mater. Today Proc. 2017, 4, 9049–9059. [Google Scholar] [CrossRef]
- Fette, M.; Sander, P.; Wulfsberg, J.; Zierk, H.; Herrmann, A.; Stoess, N. Optimized and cost-efficient compression molds manufactured by selective laser melting for the production of thermoset fiber reinforced plastic aircraft components. Procedia CIRP 2015, 35, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Lewandowski, J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties (postprint). Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.J.; Song, H.; Dong, Y.P.; Quach, W.M.; Yan, M. High strength (~2000 MPa) or highly ductile (~11%) additively manufactured H13 by tempering at different conditions. Mater. Sci. Eng. A 2020, 773, 138845. [Google Scholar] [CrossRef]
- Åsberg, M.; Fredriksson, G.; Hatami, S.; Fredriksson, W.; Krakhmalev, P. Influence of post treatment on microstructure, porosity and mechanical properties of additive manufactured H13 tool steel. Mater. Sci. Eng. A 2019, 742, 584–589. [Google Scholar] [CrossRef]
- Mazur, M.; Brincat, P.; Leary, M.; Brandt, M. Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 93, 881–900. [Google Scholar] [CrossRef]
- Lee, J.; Choe, J.; Park, J.; Yu, J.H.; Kim, S.; Jung, I.D.; Sung, H. Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions. Mater. Charact. 2019, 155, 109817. [Google Scholar] [CrossRef]
- Holzweissig, M.J.; Taube, A.; Brenne, F.; Schaper, M.; Niendorf, T. Microstructural characterization and me performance of hot work tool steel processed by selective laser melting. Metall. Mater. Trans. B 2015, 46, 545–549. [Google Scholar] [CrossRef]
- Safka, J.; Ackermann, M.; Voleský, L. Structural properties of H13 tool steel parts produced with use of selective laser melting technology. J. Phys. Conf. Ser. 2016, 709, 012004. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Li, W.; Wu, Y.; Li, S.; Cai, C.; Wen, S.F.; Wei, Q.S.; Shi, Y.S.; Ye, F.Y.; Chen, Z.P. High-temperature properties and microstructural stability of the AISI H13 hot-work tool steel processed by selective laser melting. Metall. Mater. Trans. B 2019, 50, 531–542. [Google Scholar] [CrossRef]
- Xue, L.; Chen, J.; Wang, S.H. Freeform laser consolidated H13 and CPM 9V tool steels. Microsc. Microanal. 2013, 2, 67–78. [Google Scholar] [CrossRef] [Green Version]
- Ning, A.G.; Mao, W.W.; Chen, X.C.; Guo, H.J.; Guo, J. Precipitation behavior of carbides in H13 hot work die steel and its strengthening during tempering. Metals 2017, 7, 70. [Google Scholar] [CrossRef]
- Lima, E.P.R.; Maurício, D.M.; Neves, D.; Nogueira, R.A.; Oliveira, L.G.C.; Filho, F.A. Effect of different tempering stages and temperatures on microstructure, tenacity and hardness of vacuum sintered HSS AISI T15. Mater. Sci. Forum 2008, 591–593, 68–73. [Google Scholar] [CrossRef]
- Wang, M.; Wu, Y.; Wei, Q.; Shi, Y. Thermal fatigue properties of H13 Hot-work tool steels processed by selective laser melting. Metals 2020, 10, 116. [Google Scholar] [CrossRef] [Green Version]
- Narvan, M.; Al-Rubaie, K.S.; Elbestawi, M. Process-structure-property relationships of AISI H13 tool steel processed with selective laser melting. Materials 2019, 12, 2284. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.J.; Zheng, D.L.; Li, H.X.; Jia, X.; Yan, M. Selective laser melting of H13: Microstructure and residual stress. J. Mater. Sci. 2017, 52, 12476–12485. [Google Scholar] [CrossRef]
- Maziasz, P.J.; Payzant, E.A.; Schlienger, M.E.; Mchugh, K.M. Residual stresses and microstructure of H13 steel formed by combining two different direct fabrication methods. Scr. Mater. 1998, 39, 1471–1476. [Google Scholar] [CrossRef]
- Cottam, R.; Wang, J.; Luzin, V. Characterization of microstructure and residual stress in a 3D H13 tool steel component produced by additive manufacturing. J. Mater. Res. 2014, 29, 1978–1986. [Google Scholar] [CrossRef]
- Nguyen, V.L.; Kim, E.A.; Yun, J.; Choe, J.; Yang, D.Y.; Lee, H.S.; Lee, C.W.; Yu, J.H. Nano-mechanical behavior of H13 tool steel fabricated by a selective laser melting method. Metall. Mater. Trans. A 2019, 50, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Debroy, T.; Wei, H.L.; Zuback, J.; Mukherjee, T.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsav, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Matilainen, V.P.; Piili, H.; Salminen, A.; Nyrhiläc, O. Preliminary investigation of keyhole phenomena during single layer fabrication in laser additive manufacturing of stainless steel. Phys. Procedia 2015, 78, 377–387. [Google Scholar] [CrossRef] [Green Version]
- Król, M.; Kujawa, M.; Dobrzański, L.A.; Tański, T. Influence of technological parameters on additive manufacturing steel parts in Selective Laser Sintering. Arch. Mater. Sci. Eng. A 2014, 67, 84–92. [Google Scholar]
- Merten, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.P.; Humbeeck, J.V. Influence of powder bed preheating on microstructure and mechanical properties of H13 tool steel SLM parts. Phys. Procedia 2016, 83, 882–890. [Google Scholar] [CrossRef] [Green Version]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Deirmina, F.; Peghini, N.; Almangour, B.; Grzesiak, D.; Pellizzari, M. Heat treatment and properties of a hot work tool steel fabricated by additive manufacturing. Mater. Sci. Eng. A 2019, 753, 109–121. [Google Scholar] [CrossRef]
- Chen, C.J.; Yan, K.; Qin, L.L.; Zhang, M.; Wang, X.N.; Zou, T.; Hu, Z.R. Effect of heat treatment on microstructure and mechanical properties of laser additively manufactured AISI H13 tool steel. J. Mater. Eng. Perform. 2017, 26, 5577–5589. [Google Scholar] [CrossRef]
- Cheng, L.; Zhao, Z.; Northwood, D.O.; Liu, Y. A new empirical formula for the calculation of Ms temperatures in pure iron and super-low carbon alloy steels. J. Mater. Process. Technol. 2001, 113, 556–562. [Google Scholar]
- Zhong, Y.; Liu, L.F.; Wikman, S.; Cui, D.Q.; Shen, Z.J. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Nguyen, Q.B.; Ng, F.L.; An, X.H.; Liao, X.Z.; Liaw, P.K.; Nai, S.M.L.; Wei, J. Hierarchical microstructure and strengthening mechanisms of a CoCrFeNiMn high entropy alloy additively manufactured by selective laser melting. Scr. Mater. 2018, 154, 20–24. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.H.; Yang, Y.Q.; Bai, Y.C. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Ramirez, A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Saeidi, K.; Kvetkova, L.; Lofaj, F.; Shen, Z. Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. Rsc. Adv. 2015, 5, 20747–20750. [Google Scholar] [CrossRef] [Green Version]
- Mao, W.W.; Ning, A.G.; Guo, H.J. Nanoscale precipitates and comprehensive strengthening mechanism in AISI H13 steel. Int. J. Min. Metall. Mater. 2016, 23, 1056–1064. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X.A. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Xu, J.Y.; Ding, Y.T.; Gao, Y.B.; Wang, H.; Hu, Y.; Zhang, D. Grain refinement and crack inhibition of hard-to-weld Inconel 738 alloy by altering the scanning strategy during selective laser melting. Mater. Des. 2021, 209, 109940. [Google Scholar] [CrossRef]
- Zhang, C.C.; Feng, K.; Kokawa, H.; Han, B.; Li, Z.G. Cracking mechanism and mechanical properties of selective laser melted CoCrFeMnNi high entropy alloy using different scanning strategies. Mater. Sci. Eng. A 2020, 789, 139672. [Google Scholar] [CrossRef]
- Li, F.Y.; Ma, D.S.; Chen, Z.Z.; Liu, J.H.; Youg, Q.L.; Kang, Z. Structure and properties of high temperature diffused-superfining treated die Steel H13. Spec. Steel 2008, 9, 63–65. [Google Scholar]
- Krell, J.; Röttger, A.; Geenen, K.; Theisen, W. General investiagtions on processing tool steel X40CrMoV5-1 with selective laser melting. J. Mater. Process. Technol. 2018, 255, 679–688. [Google Scholar] [CrossRef]
- Katancik, M.; Mirzabaei, S.; Ghayoor, M.; Pasebani, S. Selective laser melting and tempering of H13 tool steel for rapid tooling applications. J. Alloy. Compd. 2018, 849, 156319. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, Z.; Xie, J. Improving strength and ductility of H13 die steel by pre-tempering treatment and its mechanism. Mater. Sci. Eng. A 2019, 752, 101–114. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Duan, S.; Yu, X.; Feng, J.; Wang, B.; Huang, Z. Modeling of residual stress field induced in Ti–6Al–4V alloy plate by two sided laser shock processing. Surf. Coat. Technol. 2015, 280, 163–173. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manogharan, G. Microstructure and corrosion resistance of laser additively manufactured 316L stainless steel. JOM 2016, 68, 850–859. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Eckert, J. Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloy. Compd. 2016, 707, 27–34. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.C.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–70. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Yua, M.J.; Lia, Z.Y.; Liu, Y.; Zhang, Q.M.; Jiang, R.; Sun, S.F. The effect of laser energy density on the microstructure, residual stress and phase composition of H13 steel treated by laser surface melting. J. Alloy. Compd. 2021, 856, 158168. [Google Scholar] [CrossRef]
- Fonseca, E.B.; Gabriel, A.H.G.; Araújo, L.C.; Santos, P.L.L.; Lopes, E.S.N. Assessment of laser power and scan speed influence on microstructural features and consolidation of AISI H13 tool steel processed by additive manufacturing. Addit. Manuf. 2020, 34, 101250. [Google Scholar] [CrossRef]
- Bertsch, K.M.; Bellefon, G.M.D.; Kuehl, B.; Thoma, D.J. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Qiang, L. Modeling the microstructure–mechanical property relationship for a 12Cr–2W–V–Mo–Ni power plant steel. Mater. Sci. Eng. A 2003, 361, 385–391. [Google Scholar]
- Majta, J.; Lenard, J.G.; Pietrzyk, M. A study of the effect of the thermomechanical history on the mechanical properties of a high niobium steel. Mater. Sci. Eng. A 1996, 208, 249–259. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. Strengthening mechanisms of ultrafine grained dual phase steels developed by new thermomechanical processing. ISIJ Int. 2015, 55, 218–226. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Mo | V | Mn | Si | C | Fe |
|---|---|---|---|---|---|---|---|
| wt.% | 5.12 | 1.26 | 1.03 | 0.39 | 0.98 | 0.42 | Bal. |
| VED | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| 83.3 J/mm3 | 1456 ± 32 | 1828 ± 48 | 6.6 ± 0.3 |
| 95.8 J/mm3 | 1468 ± 27 | 1837 ± 23 | 8.5 ± 0.6 |
| 111.1 J/mm3 | 1408 ± 29 | 1817 ± 31 | 7.0 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, F.; Wen, T.; Yang, F.; Wang, J.; Fu, J.; Yang, H.; Wang, J.; Ruan, J.; Ji, S. Microstructures and Mechanical Properties of H13 Tool Steel Fabricated by Selective Laser Melting. Materials 2022, 15, 2686. https://doi.org/10.3390/ma15072686
Lei F, Wen T, Yang F, Wang J, Fu J, Yang H, Wang J, Ruan J, Ji S. Microstructures and Mechanical Properties of H13 Tool Steel Fabricated by Selective Laser Melting. Materials. 2022; 15(7):2686. https://doi.org/10.3390/ma15072686
Chicago/Turabian StyleLei, Fei, Tao Wen, Feipeng Yang, Jianying Wang, Junwei Fu, Hailin Yang, Jiong Wang, Jianming Ruan, and Shouxun Ji. 2022. "Microstructures and Mechanical Properties of H13 Tool Steel Fabricated by Selective Laser Melting" Materials 15, no. 7: 2686. https://doi.org/10.3390/ma15072686
APA StyleLei, F., Wen, T., Yang, F., Wang, J., Fu, J., Yang, H., Wang, J., Ruan, J., & Ji, S. (2022). Microstructures and Mechanical Properties of H13 Tool Steel Fabricated by Selective Laser Melting. Materials, 15(7), 2686. https://doi.org/10.3390/ma15072686