
Uncovering Dislocation- and Precipitate-Induced Viscoplastic Damage in Al-Zn-Mg Alloy

Abstract
:1. Introduction
2. Experimental Procedures
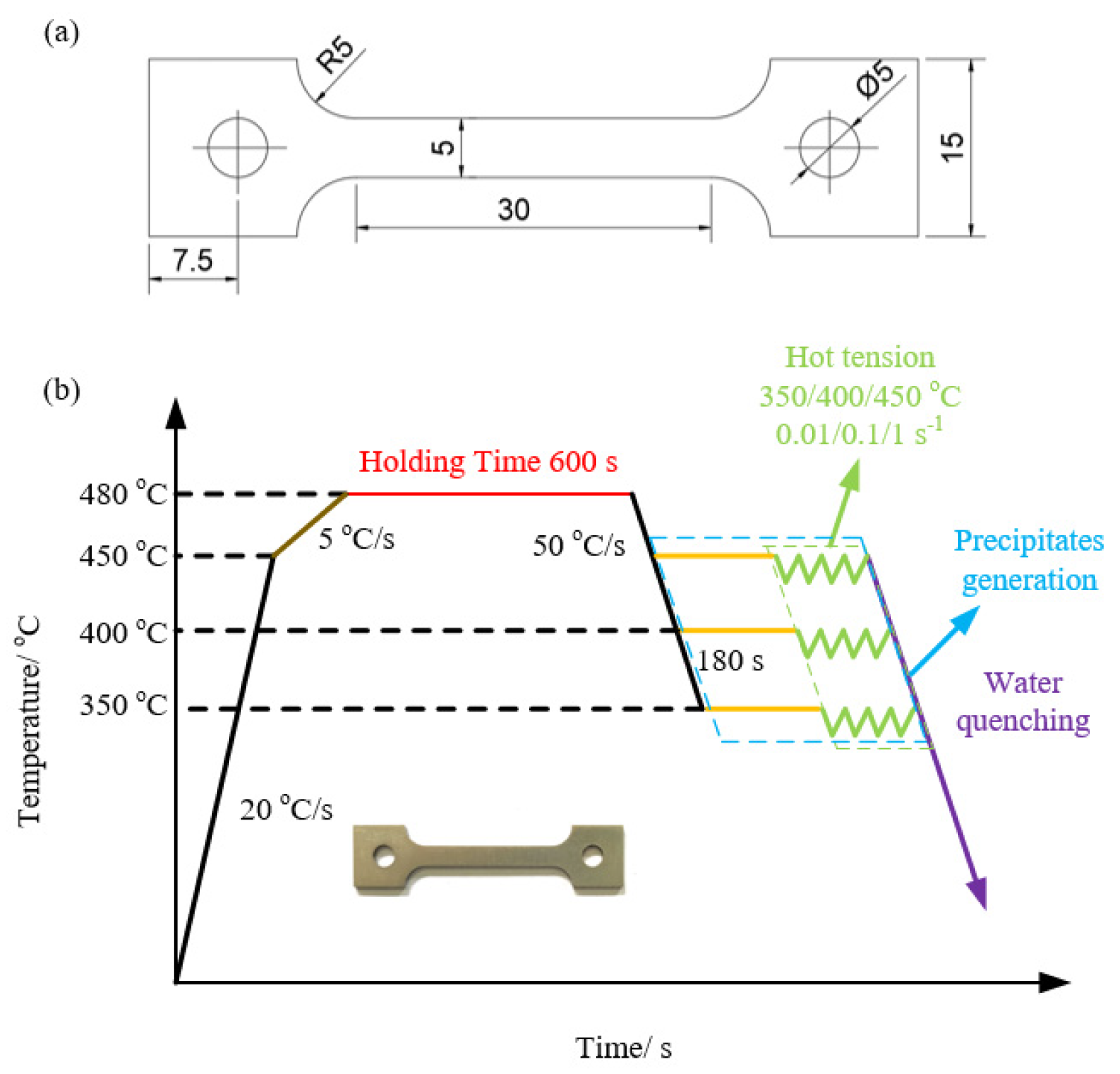
2.1. Uniaxial Hot Tensile Tests
2.2. Microstructure Characterization
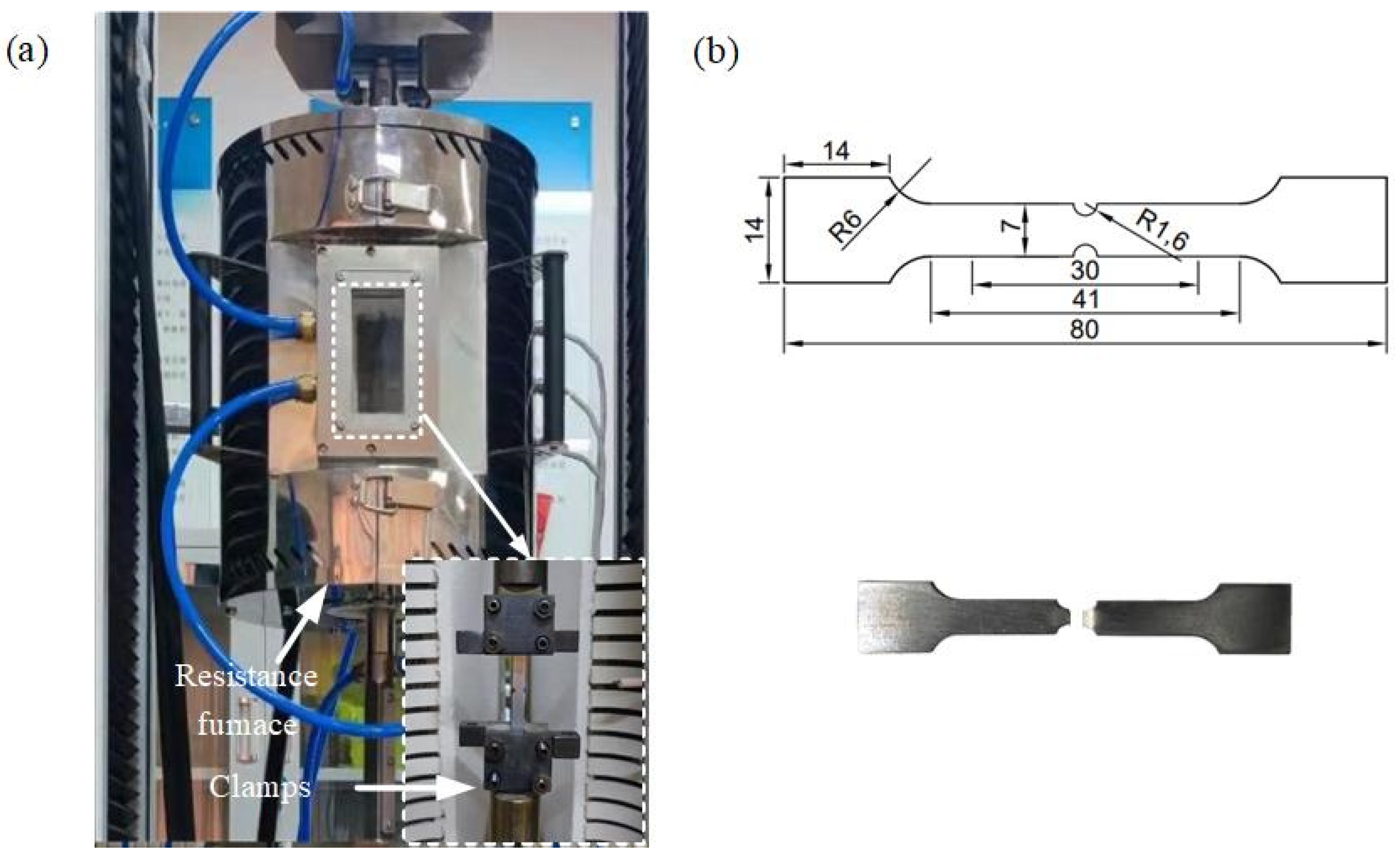
2.3. Hot Stretching of Notched Specimens
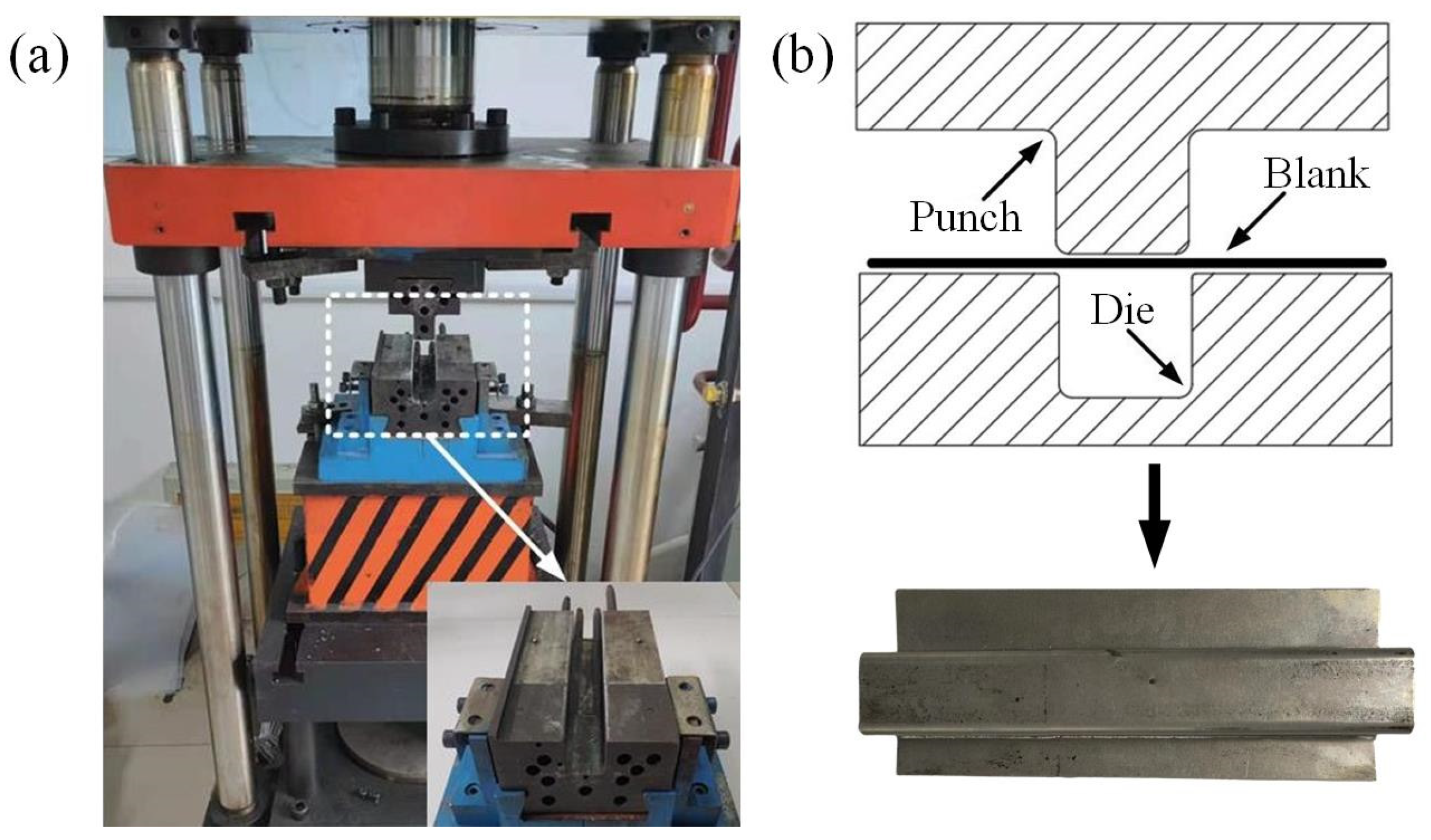
2.4. Hot-Stamped U-Shaped Parts
3. DRX Characterization and Precipitate Evolution
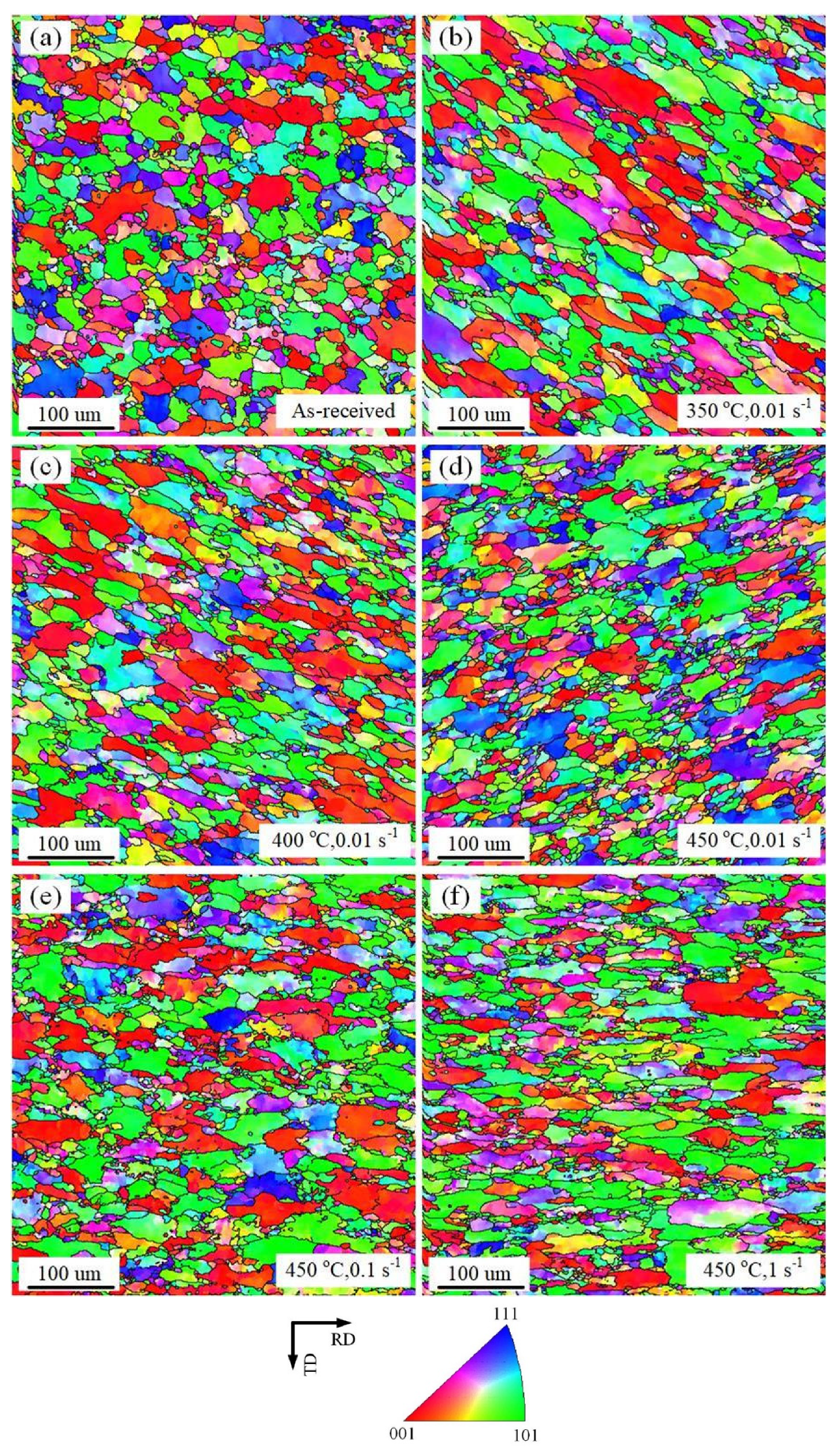
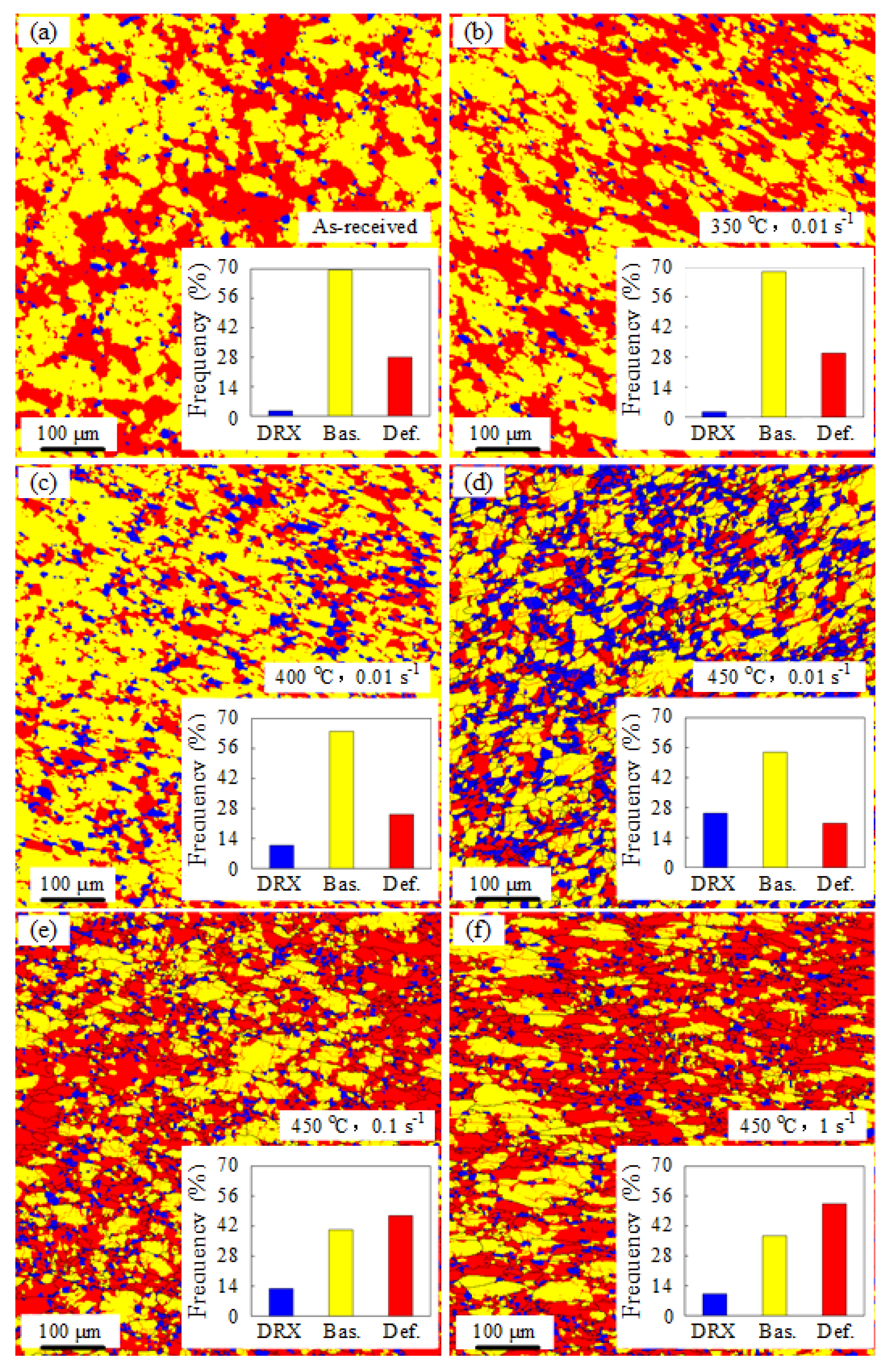
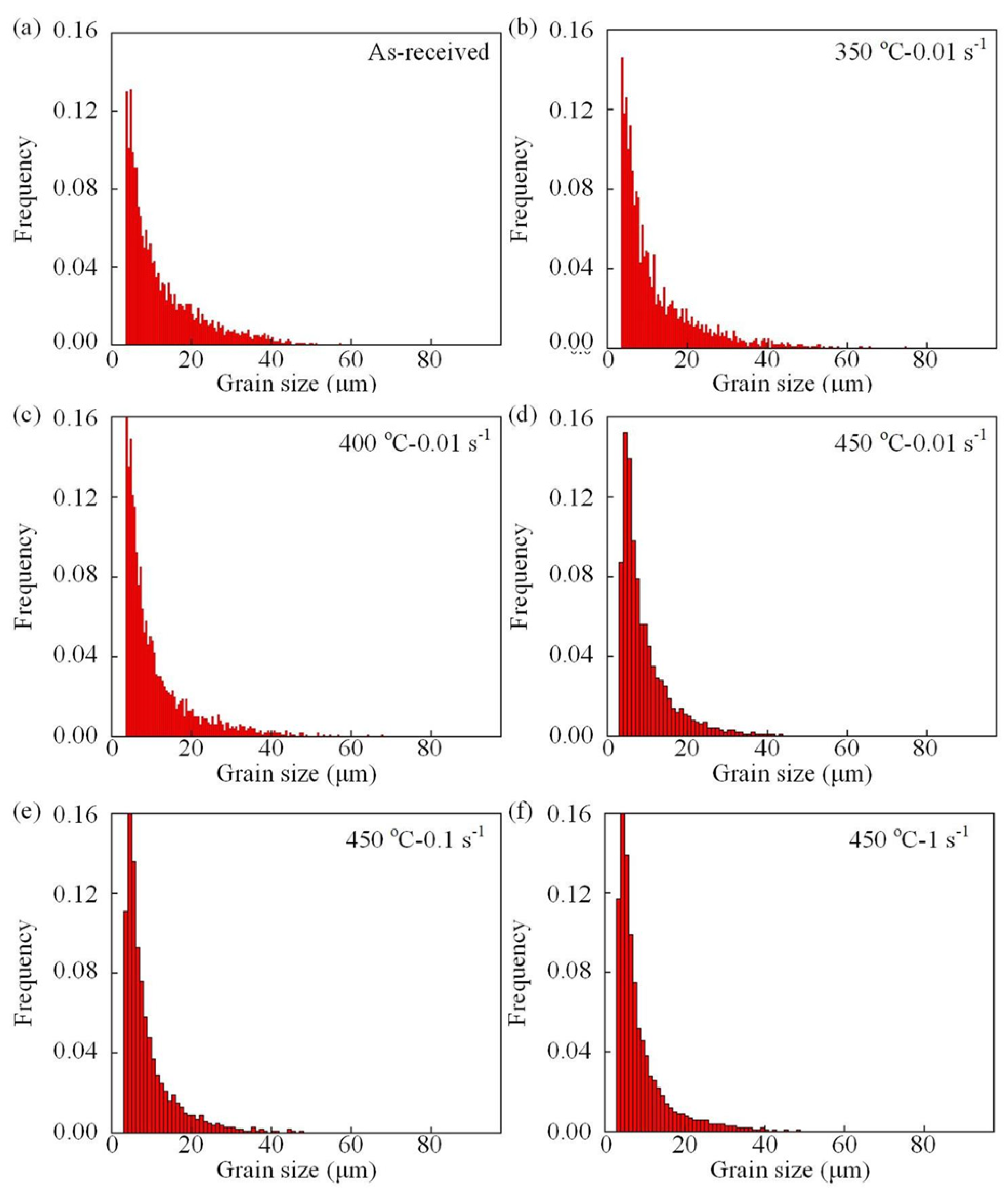
3.1. Grain Morphology and DRX Evolution
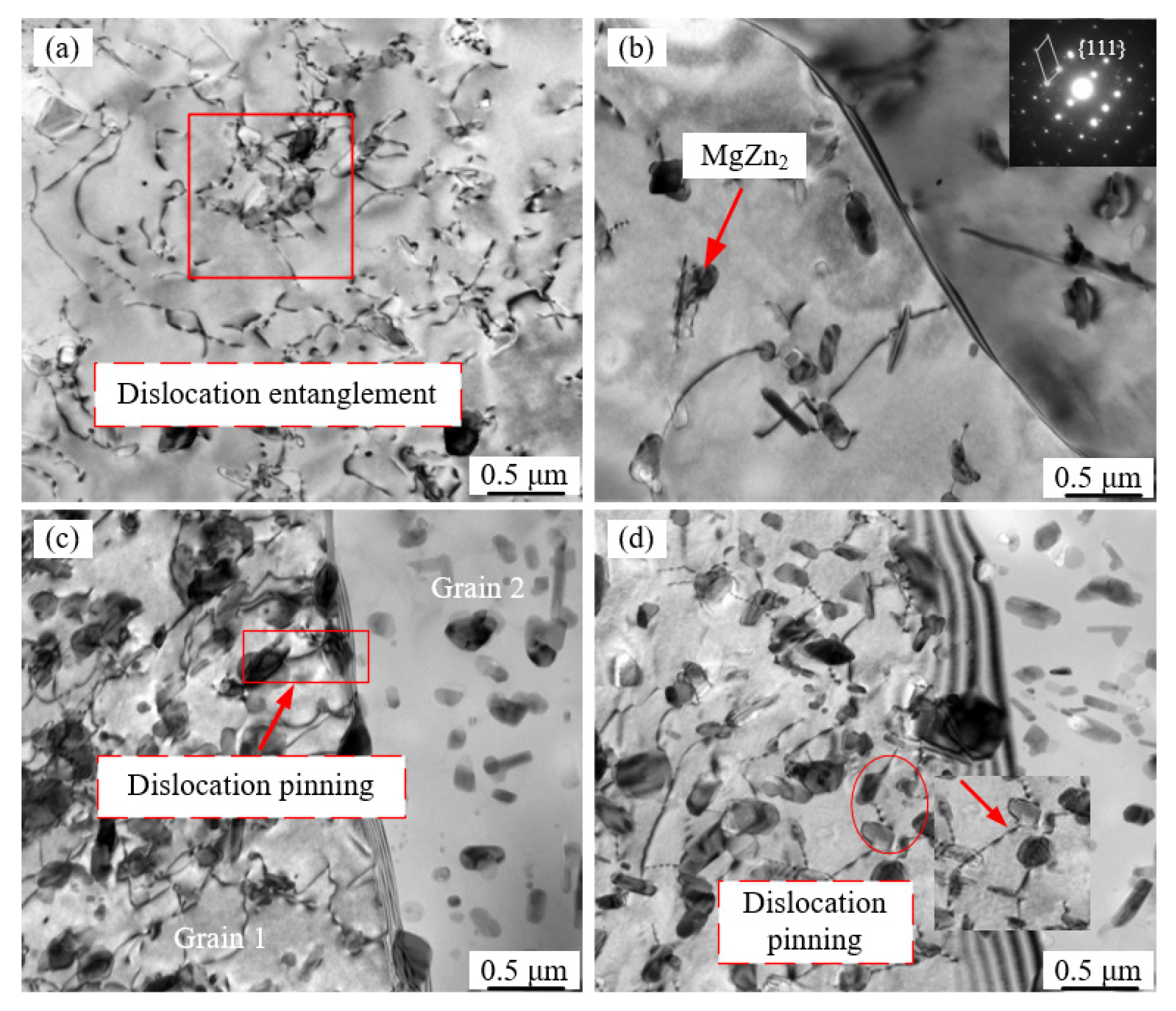
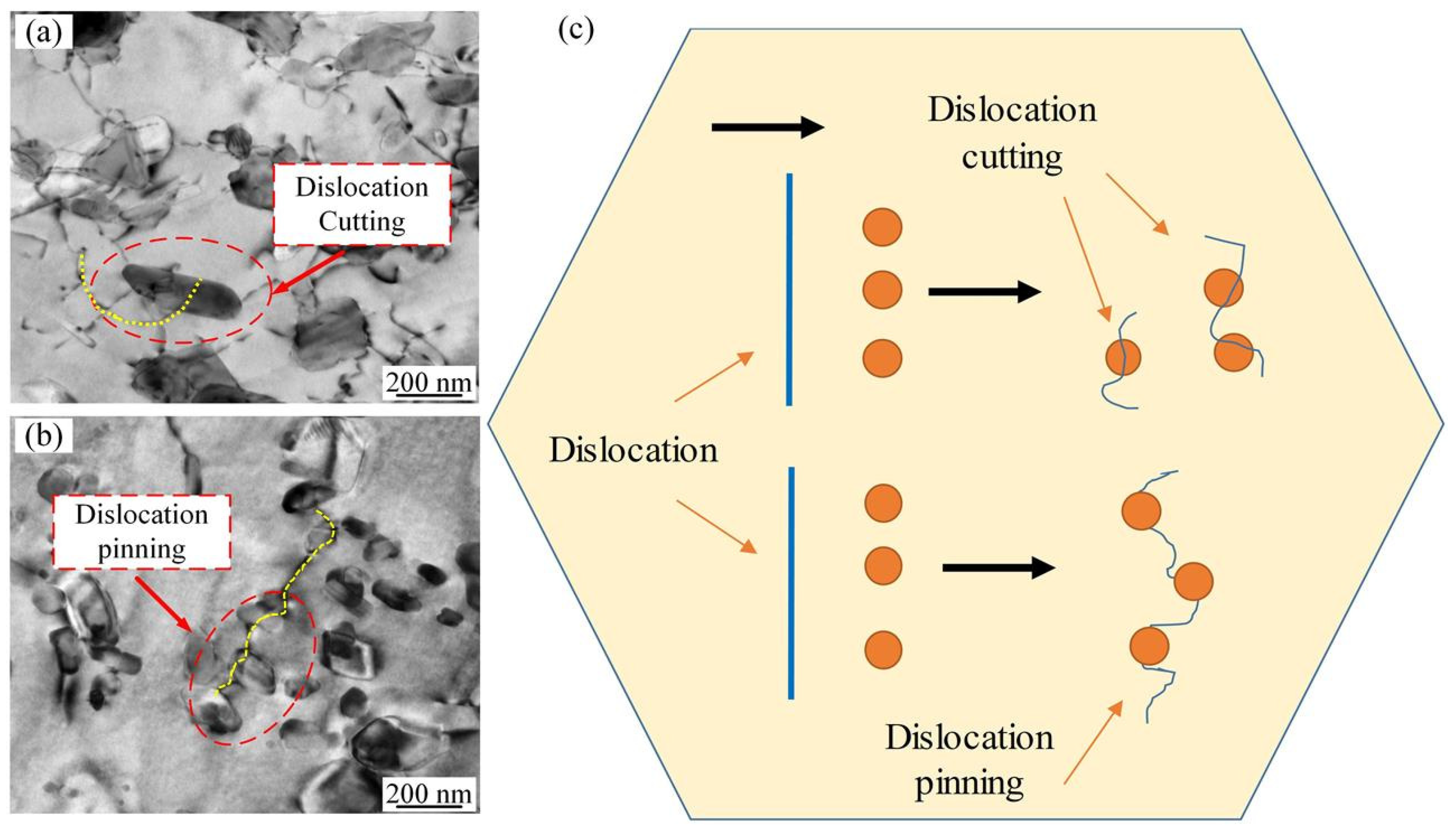
3.2. Dislocation Evolution and Its Interaction with Precipitates
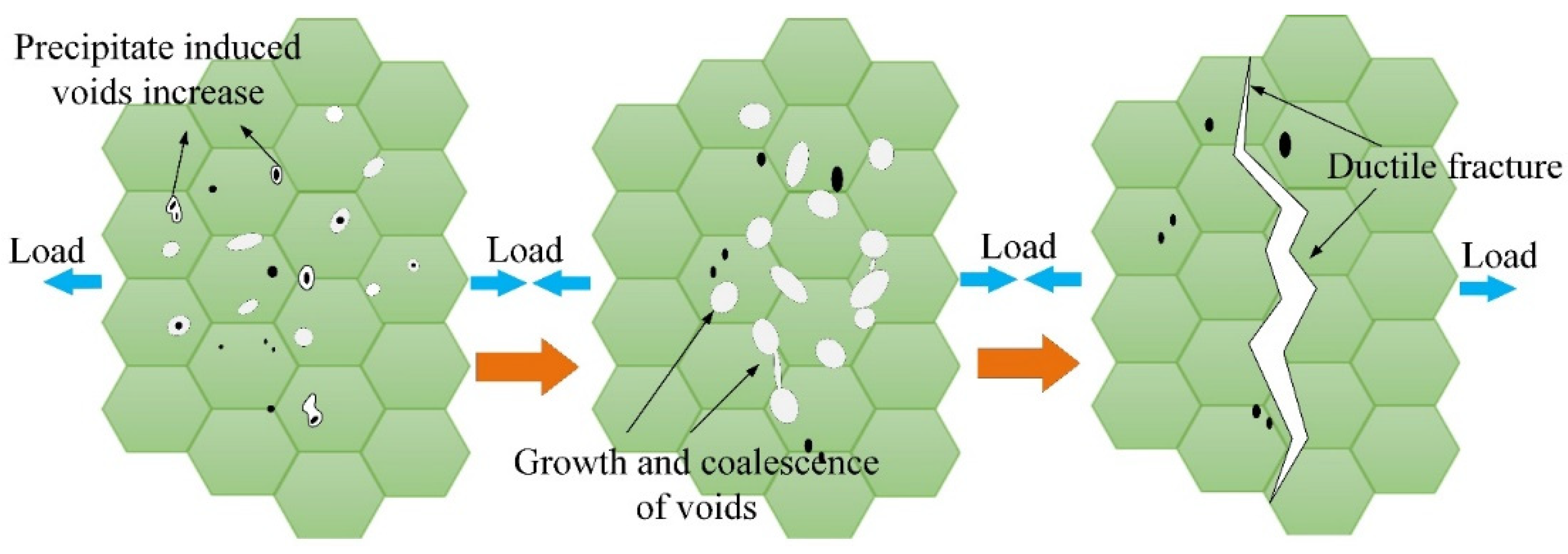
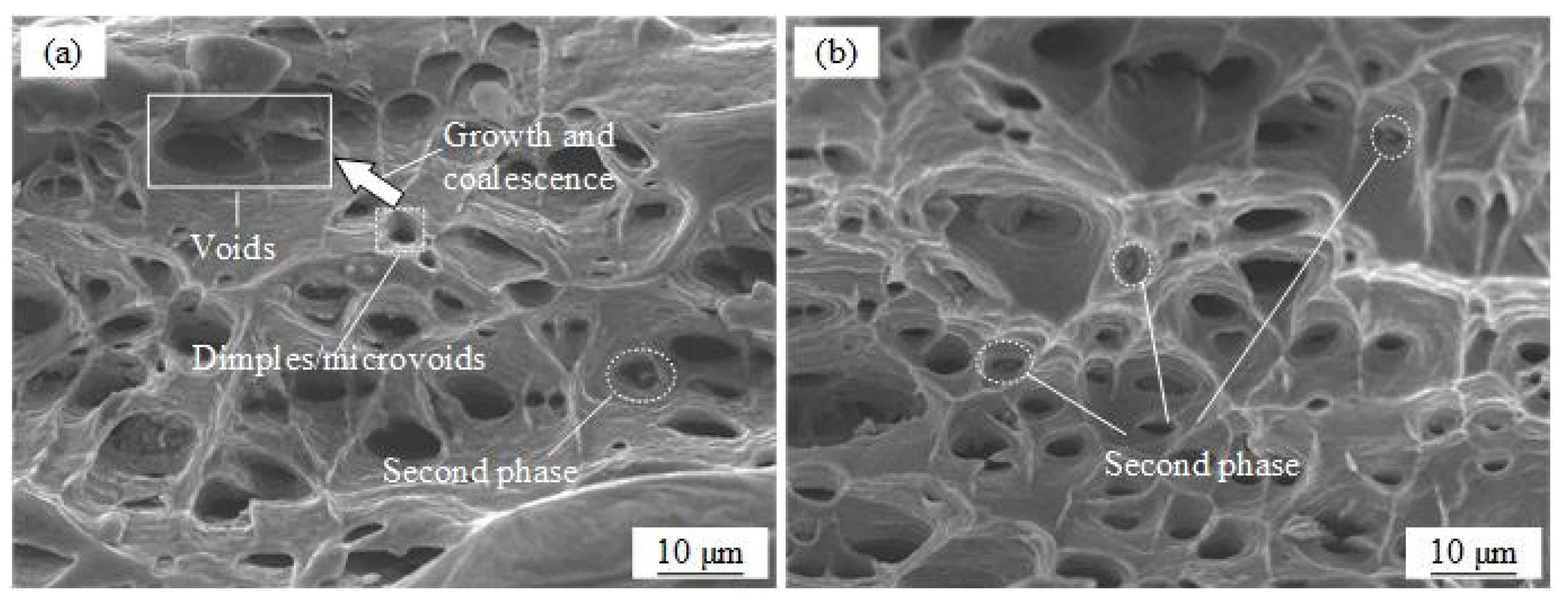
3.3. Evolution of Microvoid Damage Induced by Precipitates
4. Multiscale Modelling of Viscoplastic Behavior
4.1. Damage Modelling Considering Precipitate Evolution
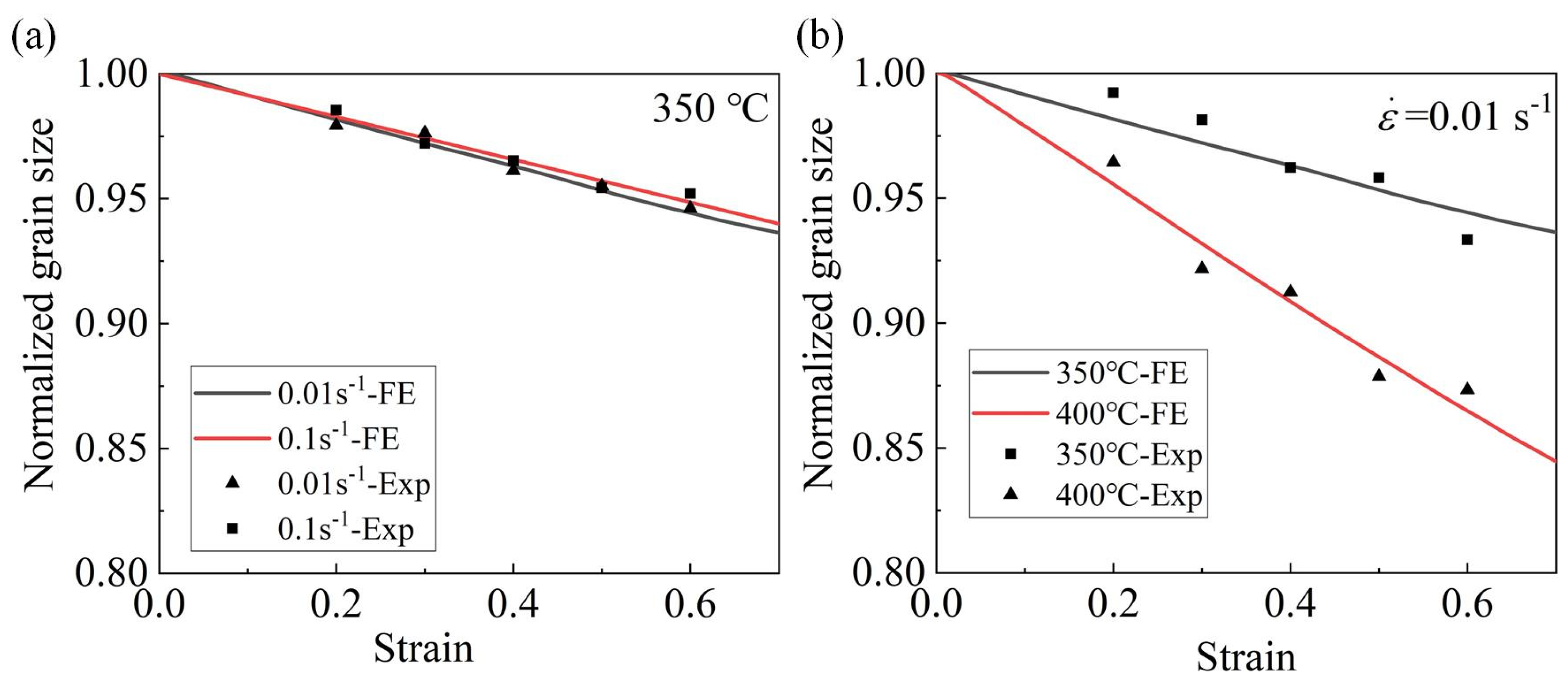
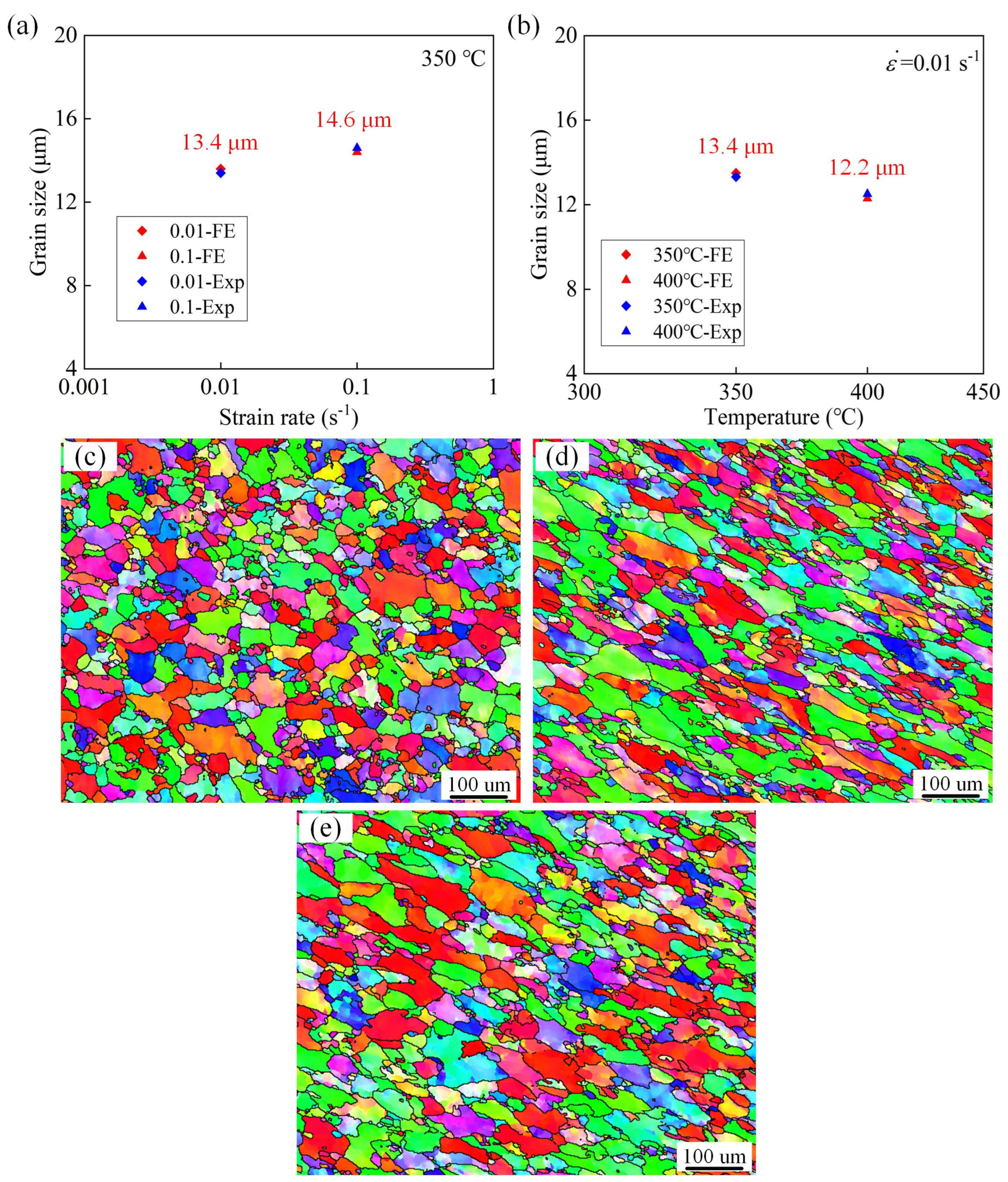
4.2. Mesoscale Grain Size Evolution
4.3. Microscale Dislocation Density Evolution
4.4. Parameter Calibration
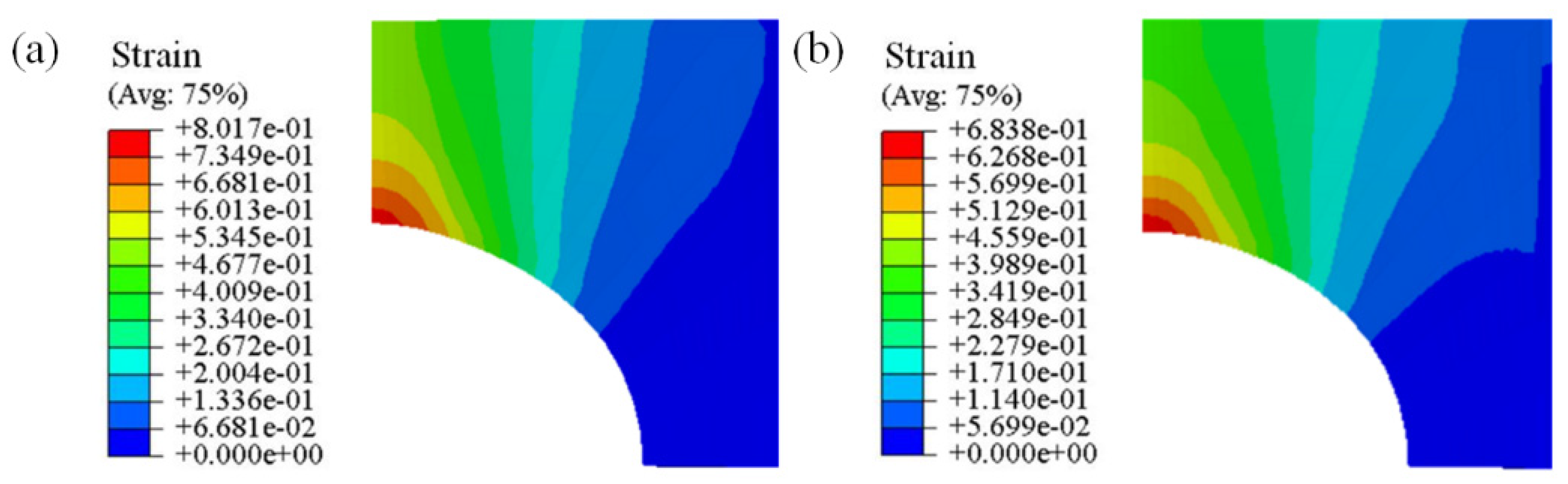
5. Verification
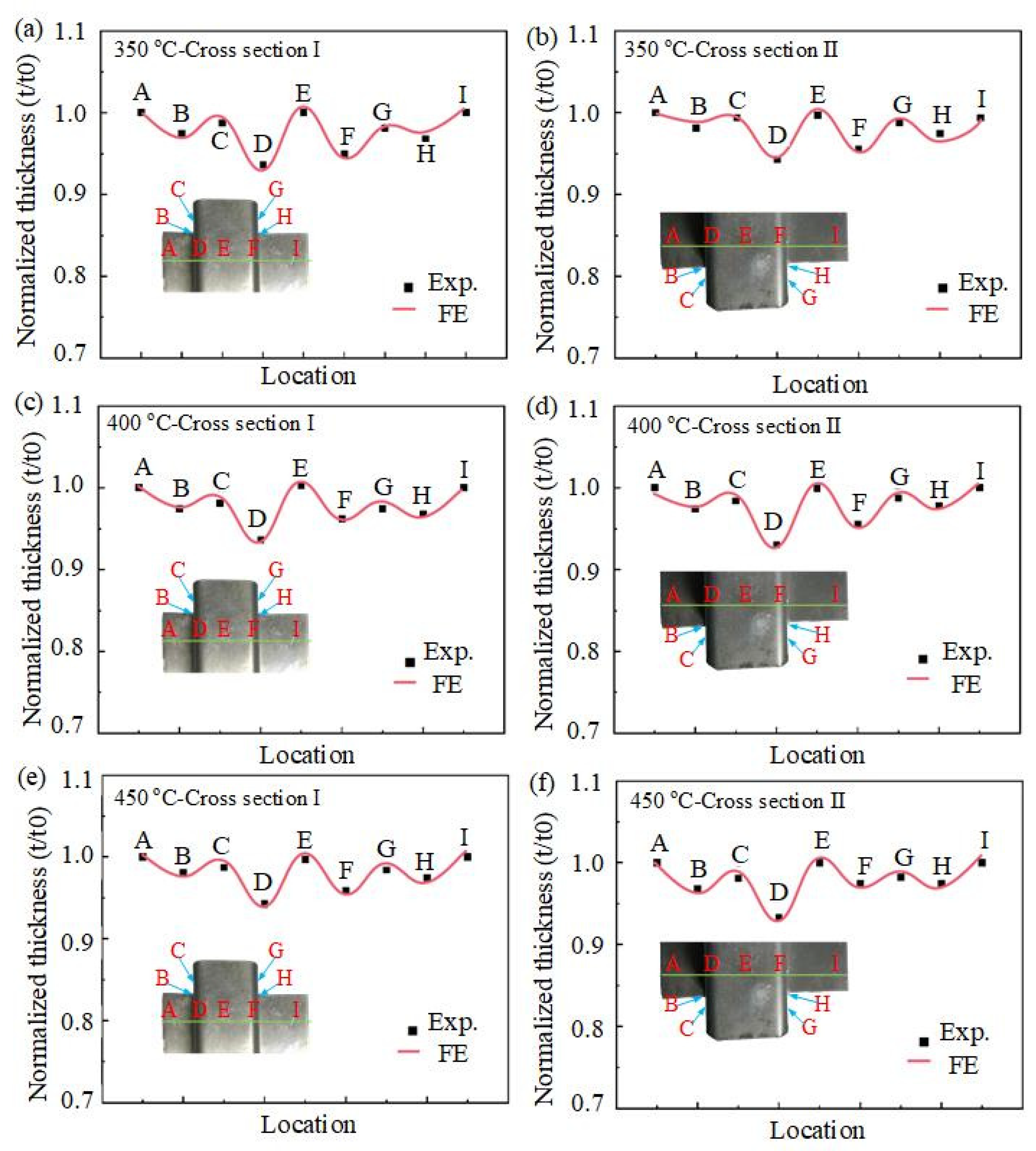
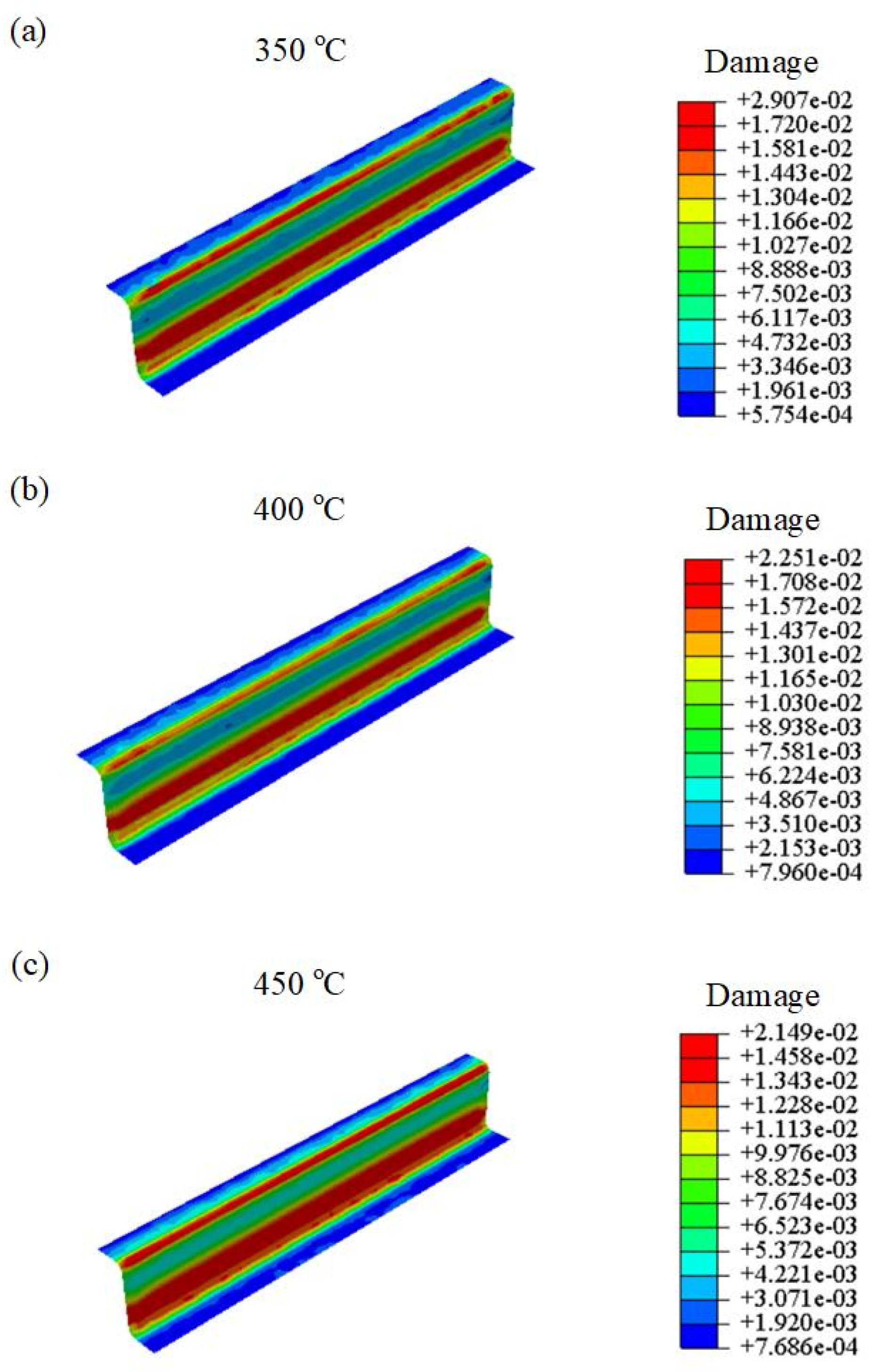
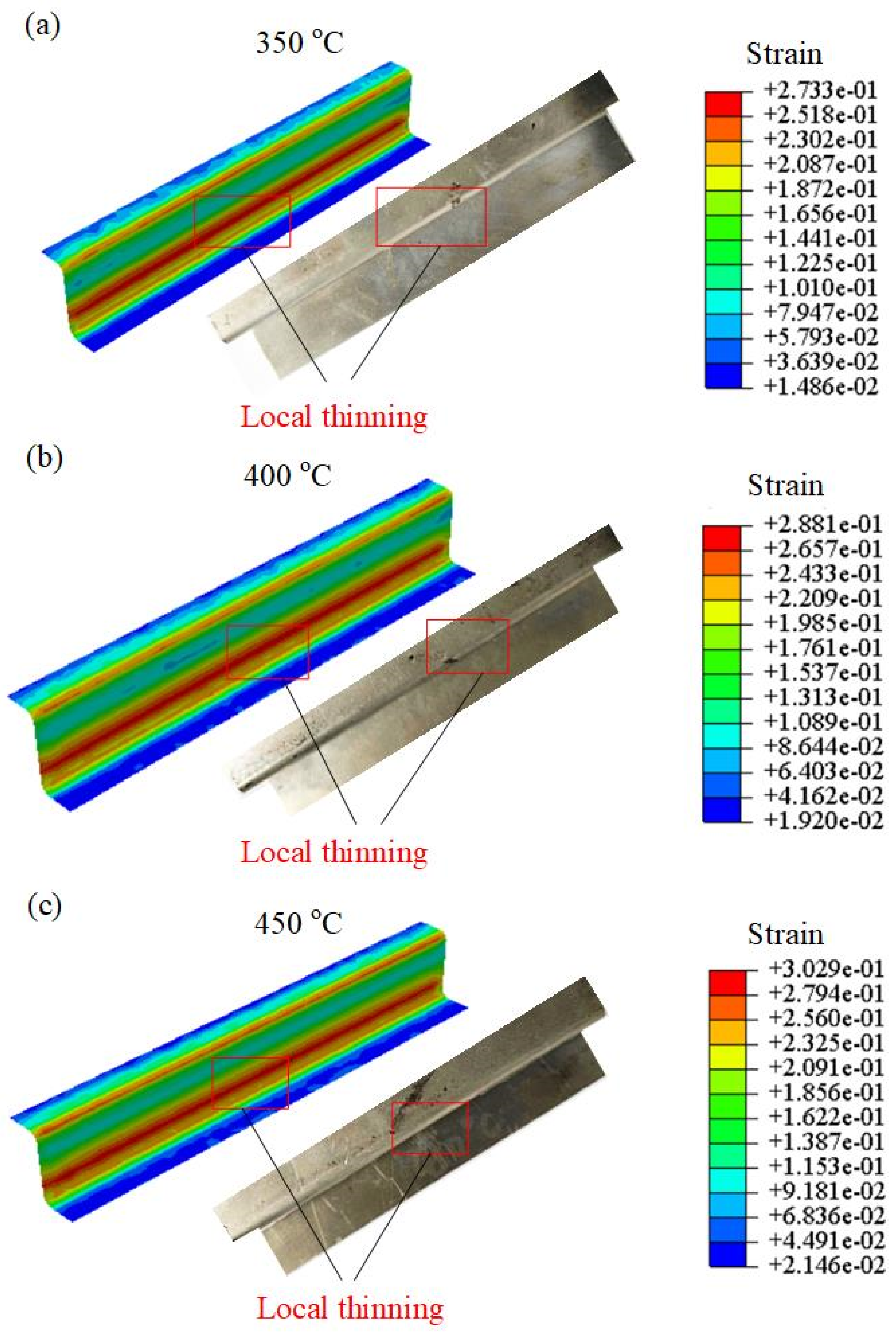
6. Multiscale Investigation of Defect Formation in Hot-Formed U-Parts
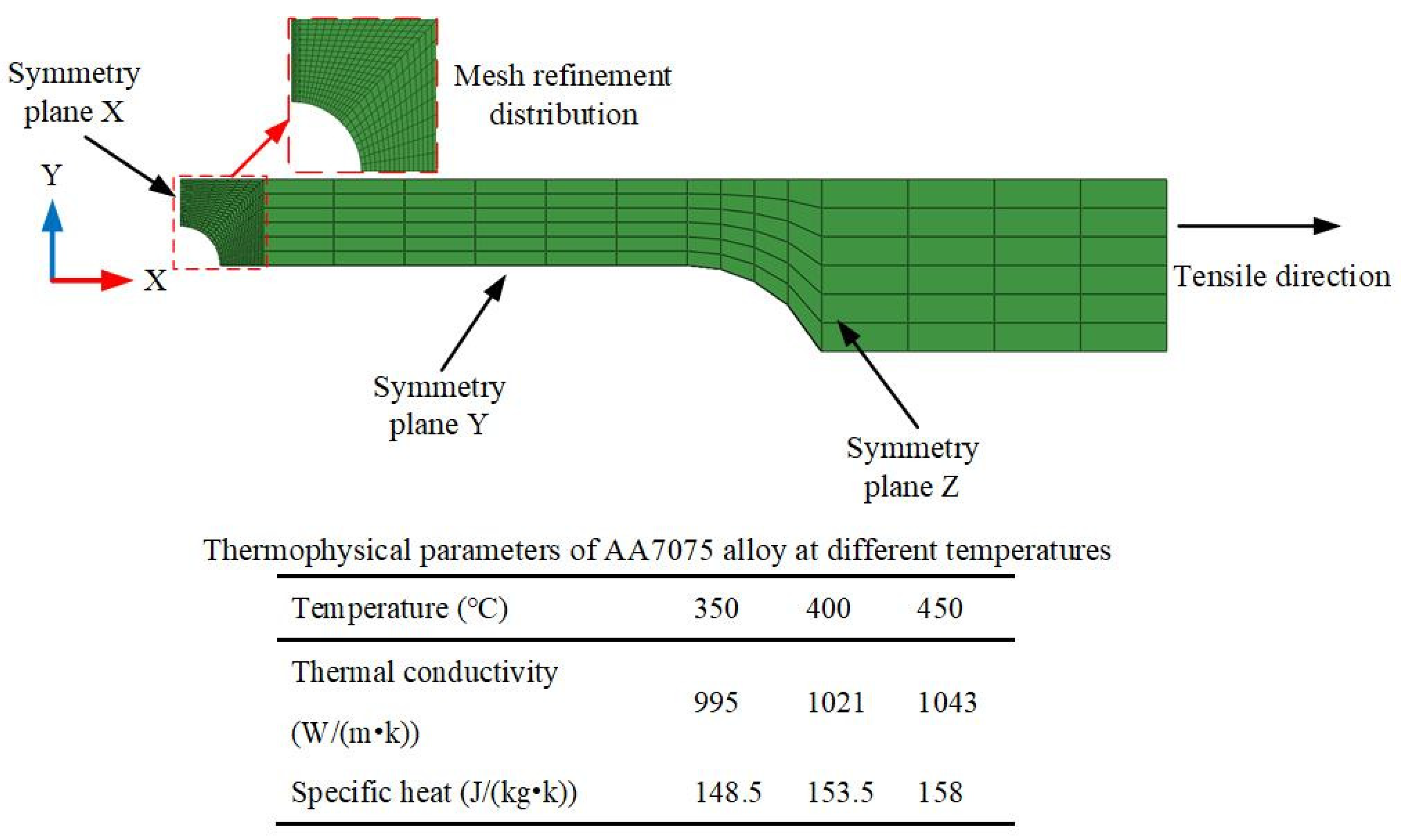
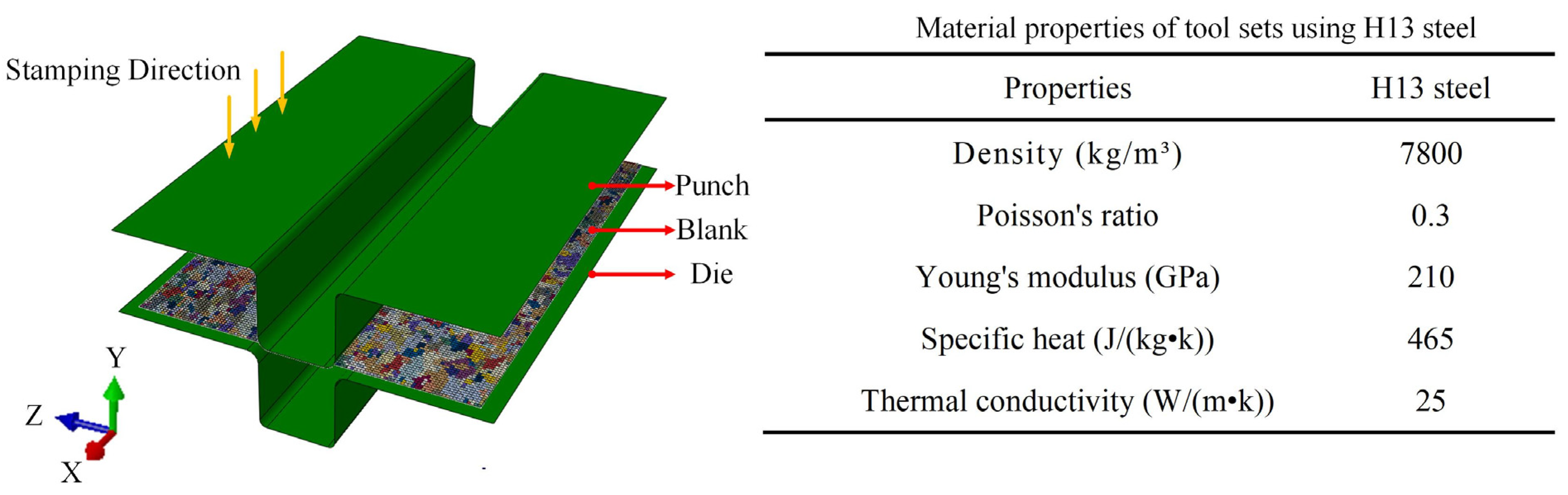
6.1. FE Setup of U-Shaped Parts in the Hot-Forming Process
6.2. Damage Distribution
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110–994. [Google Scholar] [CrossRef]
- Zhou, Z.W.; Gong, H.Y.; You, J.; Liu, S.; He, J. Research on compression deformation behavior of aging AA6082 aluminum alloy based equation and PSO-BP network model. Mater. Today Commun. 2021, 28, 102507. [Google Scholar]
- Hou, R.; Hu, P.; Liang, Y.; Hou, W.; Dai, M. Modeling the anisotropic plasticity and damage of AA7075 alloy in hot forming. Int. J. Mech. Sci. 2021, 215, 106–951. [Google Scholar]
- Ying, L.; Gao, T.; Dai, M.; Hu, P.; Dai, J. Towards joinability of thermal self-piercing riveting for AA7075-T6 aluminum alloy sheets under quasi-static loading conditions. Int. J. Mech. Sci. 2020, 189, 105978. [Google Scholar] [CrossRef]
- Dalai, B.; Moretti, M.A.; Åkerström, P.; Arvieu, C.; Jacquin, D.; Lindgren, L.-E. Mechanical behavior and microstructure evolution during deformation of AA7075-T651. Mater. Sci. Eng. A 2021, 822, 141615. [Google Scholar] [CrossRef]
- Li, X.; Xu, M.; Zhang, Z. Hot damage evolution in a high strength aluminum alloy during hot forming: A study using the Gurson–Tvergaard–Needleman model. J. Mater. Res. Technol. 2021, 14, 1366–1376. [Google Scholar] [CrossRef]
- Fincato, R.; Tsutsumi, S. Coupled elasto-viscoplastic and damage model accounting for plastic anisotropy and damage evolution dependent on loading conditions. Comput. Methods Appl. Mech. Eng. 2021, 387, 114165. [Google Scholar] [CrossRef]
- Sérgio, E.R.; Antunes, F.V.; Neto, D.M.; Borges, M.F. Study on the Influence of the Gurson–Tvergaard–Needleman Damage Model on the Fatigue Crack Growth Rate. Metals 2021, 11, 1183. [Google Scholar] [CrossRef]
- Sunar, T.; Özyürek, D. A Research on the Effect of Retrogression and Re-Aging Heat Treatment on Hot Tensile Properties of AA7075 Aluminum Alloys. J. Manuf. Sci. Eng. 2021, 144, 011005. [Google Scholar] [CrossRef]
- Scharifi, E.; Savaci, U.; Kavaklioglu, Z.; Weidig, U.; Turan, S.; Steinhoff, K. Effect of thermo-mechanical processing on quench-induced precipitates morphology and mechanical properties in high strength AA7075 aluminum alloy. Mater. Charact. 2021, 174, 111026. [Google Scholar] [CrossRef]
- Liu, F.; Bai, P.C.; Hou, X.H.; Xing, Y.M. Quantitative Measurement of Strain Field around η′ Phase in a 7000 Series Aluminum Alloy. Mater. Sci. Forum 2016, 877, 200–204. [Google Scholar] [CrossRef]
- Chen, H.; Wang, Z.; Xu, X.; Vitus, T.; Jiang, Z.; Mao, Q.; Wang, H.; Liu, Q.; Zhang, X.; Liu, Y.; et al. Effect of solid solution heat treatment following age hardening on microstructure and mechanical properties of 7000 series power aluminum alloy. Mater. Res. Express 2019, 6, 12–65. [Google Scholar] [CrossRef]
- Zhang, Z.; Cui, Y.; Chen, Q. Damage and failure characterization of 7075 aluminum alloy hot stamping. J. Mech. Sci. Technol. 2022, 36, 351–357. [Google Scholar] [CrossRef]
- Rahmaan, T.; Noder, J.; Abedini, A.; Zhou, P.; Butcher, C.; Worswick, M.J. Anisotropic plasticity characterization of 6000- and 7000-series aluminum sheet alloys at various strain rates. Int. J. Impact Eng. 2019, 135, 103390. [Google Scholar] [CrossRef]
- Peng, G.S.; Chen, K.H.; Chen, S.Y.; Fang, H.C. Evolution of the second phase particles during the heating-up process of solution treatment of Al−Zn−Mg−Cu alloy. Mater. Sci. Eng. A 2015, 641, 237–241. [Google Scholar] [CrossRef]
- Zhou, P.; Song, Y.; Hua, L.; Lu, J.; Zhang, J.; Wang, F. Mechanical behavior and deformation mechanism of 7075 aluminum alloy under solution induced dynamic strain aging. Mater. Sci. Eng. A 2019, 759, 498–505. [Google Scholar] [CrossRef]
- Murchú, C.; Leen, S.; O’donoghue, P.; Barrett, R. A precipitate evolution-based continuum damage mechanics model of creep behaviour in welded 9Cr steel at high temperature. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 39–51. [Google Scholar] [CrossRef]
- Ying, L.; Liu, W.Q.; Wang, D.T.; Hu, P.; Wang, Q. Experimental and simulation of damage evolution behavior for 7075-T6 aluminum alloy in warm forming. Chin. J. Nonferrous Met. 2016, 26, 1383–1390. [Google Scholar]
- Han, N.M.; Zhang, X.M.; Liu, S.; He, D.; Zhang, R. Effect of solution treatment on the strength and fracture toughness of aluminum alloy 7050. J. Alloys. Compd. 2011, 509, 4138–4145. [Google Scholar] [CrossRef]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2008, 478, 163–172. [Google Scholar] [CrossRef]
- Saravanan, L.; Senthilvelan, T. Constitutive equation and microstructure evaluation of an extruded aluminum alloy. J. Mater. Res. Technol. 2016, 5, 21–28. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, X.-M.; Liu, G. A modified Johnson–Cook model for tensile behaviors of typical high-strength alloy steel. Mater. Sci. Eng. A 2010, 527, 6980–6986. [Google Scholar] [CrossRef]
- He, A.; Xie, G.L.; Zhang, H.L.; Wang, X. A comparative study on Johnson–Cook, modified Johnson–Cook and Arrhenius-type constitutive models to predict the high temperature flow stress in 20CrMo alloy steel. Mater. Des. 2013, 52, 677–685. [Google Scholar] [CrossRef]
- Rotpai, U.; Arlai, T.; Nusen, S.; Juijerm, P. Novel flow stress prediction and work hardening behavior of aluminium alloy AA7075 at room and elevated temperatures. J. Alloys Compd. 2021, 891, 162013. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, K.; Hu, N.; Wei, Q.; Qiao, G.; Yang, C.; Lang, L. Viscoplastic constitutive equations for modeling fluid loading and damage evolution during warm medium forming. Eng. Fract. Mech. 2020, 235, 107154. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zheng, K.; Dai, D. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Rong, H.; Hu, P.; Ying, L.; Hou, W.; Zhang, J. Thermal forming limit diagram (TFLD) of AA7075 aluminum alloy based on a modified continuum damage model: Experimental and theoretical investigations. Int. J. Mech. Sci. 2019, 156, 59–73. [Google Scholar] [CrossRef]
- Chen, F.; Qu, H.; Wu, W.; Zheng, J.-H.; Qu, S.; Zheng, Y. A Physical-Based Plane Stress Constitutive Model for High Strength AA7075 under Hot Forming Conditions. Metals 2021, 11, 314. [Google Scholar] [CrossRef]
- Li, Y.; Yu, L.; Zheng, J.-H.; Guan, B.; Zheng, K. A physical-based unified constitutive model of AA7075 for a novel hot forming condition with pre-cooling. J. Alloys Compd. 2021, 876, 160142. [Google Scholar] [CrossRef]
- Xiao, W.; Wang, B.; Wu, Y.; Yang, X. Constitutive modeling of flow behavior and microstructure evolution of AA7075 in hot tensile deformation. Mater. Sci. Eng. A 2018, 712, 704–713. [Google Scholar] [CrossRef]
- Tang, B.; Li, H.; Guo, N.; Zhang, H.; Liu, G.; Li, X.; Zuo, Y. Revealing ductile/quasi-cleavage fracture and DRX-affected grain size evolution of AA7075 alloy during hot stamping process. Int. J. Mech. Sci. 2021, 212, 106843. [Google Scholar] [CrossRef]
- Cong, F.-G.; Zhao, G.; Jiang, F.; Tian, N.; Li, R.-F. Effect of homogenization treatment on microstructure and mechanical properties of DC cast 7X50 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1027–1034. [Google Scholar] [CrossRef]
- Zou, X.-L.; Yan, H.; Chen, X.-H. Evolution of second phases and mechanical properties of 7075 Al alloy processed by solution heat treatment. Trans. Nonferrous Met. Soc. China 2017, 27, 2146–2155. [Google Scholar] [CrossRef]
- Deng, Y.L.; Wan, L.; Wu, L.H.; Zhang, Y.-Y.; Zhang, X.-M. Microstructural evolution of Al–Zn–Mg–Cu alloy during homogenization. J. Mater. Sci. 2011, 46, 875–881. [Google Scholar] [CrossRef]
- Simsek, I.; Simsek, D.; Ozyurek, D.; Tekeli, S. The Effect of the Aging Time on Microstructure and Mechanical Properties of the AA7075 Alloy after T6 Heat Treatment. Metallofiz. Noveishie Tekhnol. 2019, 41, 817–824. [Google Scholar] [CrossRef]
- Shojaei, K.; Sajadifar, S.; Yapici, G. On the mechanical behavior of cold deformed aluminum 7075 alloy at elevated temperatures. Mater. Sci. Eng. A 2016, 670, 81–89. [Google Scholar] [CrossRef]
- Maire, E.; Zhou, S.; Adrien, J.; Dimichiel, M. Damage quantification in aluminium alloys using in situ tensile tests in X-ray tomography. Eng. Fract. Mech. 2011, 78, 2679–2690. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, D.J.; Liu, Z.; Liu, G. A unified internal state variable material model for Ti 2AlNb-alloy and its applications in hot gas forming. Int. J. Mech. Sci. 2019, 164, 105126. [Google Scholar] [CrossRef]
- Yang, L.; Wang, B.; Liu, G.; Zhao, H.; Xiao, W. Behavior and modeling of flow softening and ductile damage evolution in hot forming of TA15 alloy sheets. Mater. Des. 2015, 85, 135–148. [Google Scholar] [CrossRef]
- Xu, Z.; Peng, L.; Jain, M.K.; Anderson, D.; Carsley, J. Local and global tensile deformation behavior of AA7075 sheet material at 673oK and different strain rates. Int. J. Mech. Sci. 2021, 195, 106241. [Google Scholar] [CrossRef]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanisms-based creep constitutive equations for an aluminium alloy. J. Strain Anal. Eng. Des. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Murchú, C.; Leen, S.; O’donoghue, P.; Barrett, R. A physically-based creep damage model for effects of different precipitate types. Mater. Sci. Eng. A 2017, 682, 714–722. [Google Scholar] [CrossRef]
- Pedersen, K.O.; Westermann, I.; Furu, T.; Børvik, T.; Hopperstad, O.S. Influence of microstructure on work-hardening and ductile fracture of aluminium alloys. Mater. Des. 2015, 70, 31–44. [Google Scholar] [CrossRef]
- Tham, Y.; Fu, M.; Hng, H.; Yong, M.; Lim, K. Bulk nanostructured processing of aluminum alloy. J. Mater. Process. Technol. 2007, 192–193, 575–581. [Google Scholar] [CrossRef]
- Masaki, T.; Masayuki, K.; Tatsuo, M. Accelerated coarsening of MX carbonitrides in 12%Cr steels during creep deformation. ISIJ Int. 2007, 41, 111–115. [Google Scholar]
- Dyson, B. Use of CDM in Materials Modeling and Component Creep Life Prediction. J. Press. Vessel. Technol. 2000, 122, 281–296. [Google Scholar] [CrossRef]
- Perrin, I.J.; Hayhurst, D.R. Creep constitutive equations for a 0.5Cr–0.5Mo–0.25V ferritic steel in the temperature range 600–675 °C. J. Strain Anal. Eng. Des. 1996, 31, 299–314. [Google Scholar] [CrossRef]
- Sandström, R.; Lagneborg, R. A model for hot working occurring by recrystallization. Acta Met. 1975, 23, 387–398. [Google Scholar] [CrossRef]
- Liu, G.; Wang, K.; He, B.; Huang, M.; Yuan, S. Mechanism of saturated flow stress during hot tensile deformation of a TA15 Ti alloy. Mater. Des. 2015, 86, 146–151. [Google Scholar] [CrossRef]
- Tang, X.-F.; Wang, B.-Y.; Zhang, N.; Huo, Y.-M.; Zhou, J. Modeling of microstructural evolution and flow behavior of superalloy IN718 using physically based internal state variables. Rare Met. 2015, 41, 2759–2766. [Google Scholar] [CrossRef]
- Lin, J.; Dean, T. Modelling of microstructure evolution in hot forming using unified constitutive equations. J. Mater. Process. Technol. 2005, 167, 354–362. [Google Scholar] [CrossRef]
- Zhou, J.; Mu, Y.; Wang, B. A damage-coupled unified viscoplastic constitutive model for prediction of forming limits of 22MnB5 at high temperatures. Int. J. Mech. Sci. 2017, 133, 457–468. [Google Scholar] [CrossRef]
- Cao, J.; Lin, J. A study on formulation of objective functions for determining material models. Int. J. Mech. Sci. 2008, 50, 193–204. [Google Scholar] [CrossRef]
- Bai, Q.; Mohamed, M.; Shi, Z.; Lin, J.; Dean, T. Application of a continuum damage mechanics (CDM)-based model for predicting formability of warm formed aluminium alloy. Int. J. Adv. Manuf. Technol. 2016, 88, 3437–3446. [Google Scholar] [CrossRef]
- Bai, Y.; Teng, X.; Wierzbicki, T. On the Application of Stress Triaxiality Formula for Plane Strain Fracture Testing. J. Eng. Mater. Technol. 2009, 131, 021002. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Zn | Cu | Mg | Fe | Cr | Mn | Ti | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| w.t./% | 5.4 | 1.5 | 2.2 | 0.5 | 0.21 | 0.3 | 0.2 | 0.04 | Bal. |
| Temperature/°C | Strain Rate/s−1 | Volume Fraction |
|---|---|---|
| 350 | 0.01 | 0.04 |
| 400 | 0.01 | 0.108 |
| 450 | 0.01 | 0.254 |
| 450 | 0.1 | 0.123 |
| 450 | 1 | 0.096 |
| Temperature/°C | Strain Rate/s−1 | Average Grain Size/μm |
|---|---|---|
| 350 | 0.01 | 12.9 |
| 400 | 0.01 | 11.7 |
| 450 | 0.01 | 9.7 |
| 450 | 0.1 | 9.8 |
| 450 | 1 | 10.2 |
| Material Parameters | Values | Material Parameters | Values |
|---|---|---|---|
| (MPa) | 3.821 × 100 | (dimensionless) | 2.075 × 100 |
| (J/mol) | 1.836 × 104 | (J/mol) | 6.127 × 103 |
| (MPa) | 2.512 × 100 | (dimensionless) | 2.607 × 100 |
| (J/mol) | 2.026 × 104 | (J/mol) | 8.507 × 102 |
| (dimensionless) | 8.524 × 10−2 | (dimensionless) | 2.079 × 100 |
| (J/mol) | 2.228 × 104 | (J/mol) | 7.127 × 101 |
| (MPa) | 4.853 × 100 | (dimensionless) | 9.209 × 10−1 |
| (J/mol) | 1.379 × 103 | (J/mol) | 9.497 × 102 |
| (dimensionless) | 2.169 × 10−3 | (dimensionless) | 1.355 × 10−2 |
| (J/mol) | 2.774 × 104 | (J/mol) | 1.187 × 104 |
| (dimensionless) | 2.831 × 10−2 | (dimensionless) | 2.769 × 10−2 |
| (J/mol) | 2.556 × 104 | (J/mol) | 6.867 × 103 |
| (dimensionless) | 1.638 × 10−2 | (dimensionless) | 8.487 × 10−2 |
| (J/mol) | 2.203 × 104 | (J/mol) | 9.438 × 100 |
| (dimensionless) | 3.579 × 100 | (dimensionless) | 1.812 × 10−2 |
| (J/mol) | 3.609 × 104 | (dimensionless) | 8.548 × 1010 |
| (dimensionless) | 4.623 × 10−1 | (J/mol) | 1.715 × 105 |
| (J/mol) | 4.440 × 103 | (dimensionless) | 6.320 × 10−2 |
| (dimensionless) | 6.026 × 10−6 | (dimensionless) | 7.217 × 10−1 |
| (J/mol) | 3.618 × 104 | (J/mol) | 1.237 × 104 |
| (dimensionless) | 1.308 × 10−1 | (dimensionless) | 2.233 × 10−4 |
| (J/mol) | 1.335 × 103 | (J/mol) | 4.058 × 104 |
| (dimensionless) | 2.108 × 101 | (MPa) | 1.158 × 103 |
| (J/mol) | 3.815 × 103 | (J/mol) | 7.460 × 103 |
| (dimensionless) | 5.236 × 10−2 | (dimensionless) | 9.418 × 10−1 |
| (J/mol) | 5.445 × 103 | (dimensionless) | 9.150 × 10−1 |
| (dimensionless) | 1.111 × 10−7 | (dimensionless) | 1.025 × 10−1 |
| (J/mol) | 1.875 × 103 | (dimensionless) | 9.419 × 103 |
| (dimensionless) | 2.180 × 10−5 | (dimensionless) | 5.050 × 10−1 |
| (J/mol) | 2.528 × 102 | (μm) | 0.179 |
| (MPa−3h−1) | 1.110 × 1012 |
| Temperature/°C | Experiments | Simulations |
|---|---|---|
| 350 | 0.804 | 0.807 |
| 400 | 0.681 | 0.683 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Y.; Guo, N.; Tang, B.; Su, B.; Zhou, Q. Uncovering Dislocation- and Precipitate-Induced Viscoplastic Damage in Al-Zn-Mg Alloy. Materials 2023, 16, 3769. https://doi.org/10.3390/ma16103769
Zheng Y, Guo N, Tang B, Su B, Zhou Q. Uncovering Dislocation- and Precipitate-Induced Viscoplastic Damage in Al-Zn-Mg Alloy. Materials. 2023; 16(10):3769. https://doi.org/10.3390/ma16103769
Chicago/Turabian StyleZheng, Yunlong, Ning Guo, Bingtao Tang, Baoyi Su, and Qingjun Zhou. 2023. "Uncovering Dislocation- and Precipitate-Induced Viscoplastic Damage in Al-Zn-Mg Alloy" Materials 16, no. 10: 3769. https://doi.org/10.3390/ma16103769
APA StyleZheng, Y., Guo, N., Tang, B., Su, B., & Zhou, Q. (2023). Uncovering Dislocation- and Precipitate-Induced Viscoplastic Damage in Al-Zn-Mg Alloy. Materials, 16(10), 3769. https://doi.org/10.3390/ma16103769