
Dependence of Tensile Properties and Fracture Behaviors on the Fractions of Continuous and Discontinuous Precipitates in Peak-Aged AZ80A Magnesium Alloy

 , and
, and 
Abstract
:1. Introduction
2. Experimental Methods
3. Results
3.1. Microstructures of Solid Solution Treated Specimens
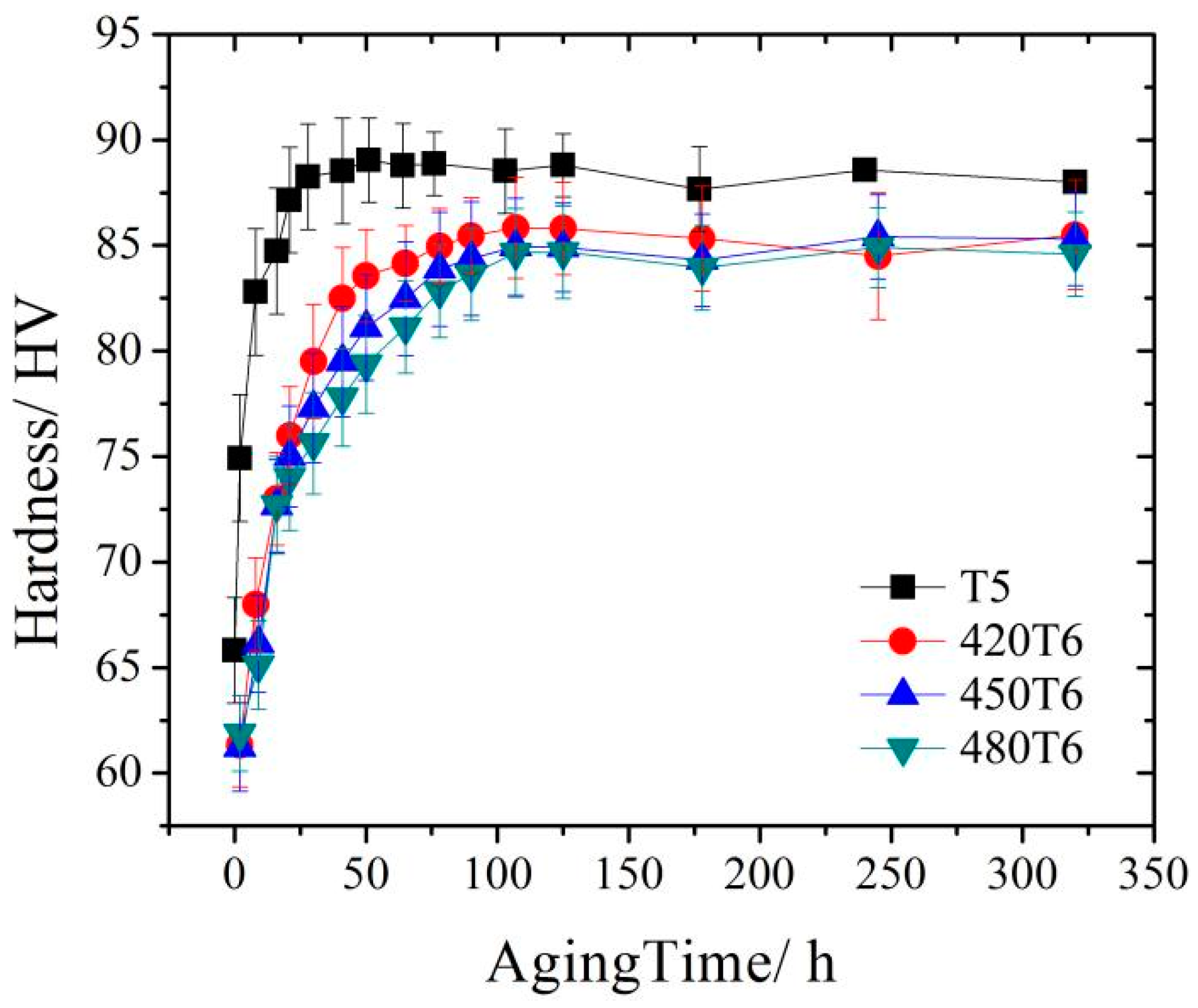
3.2. Age-Hardening Behavior
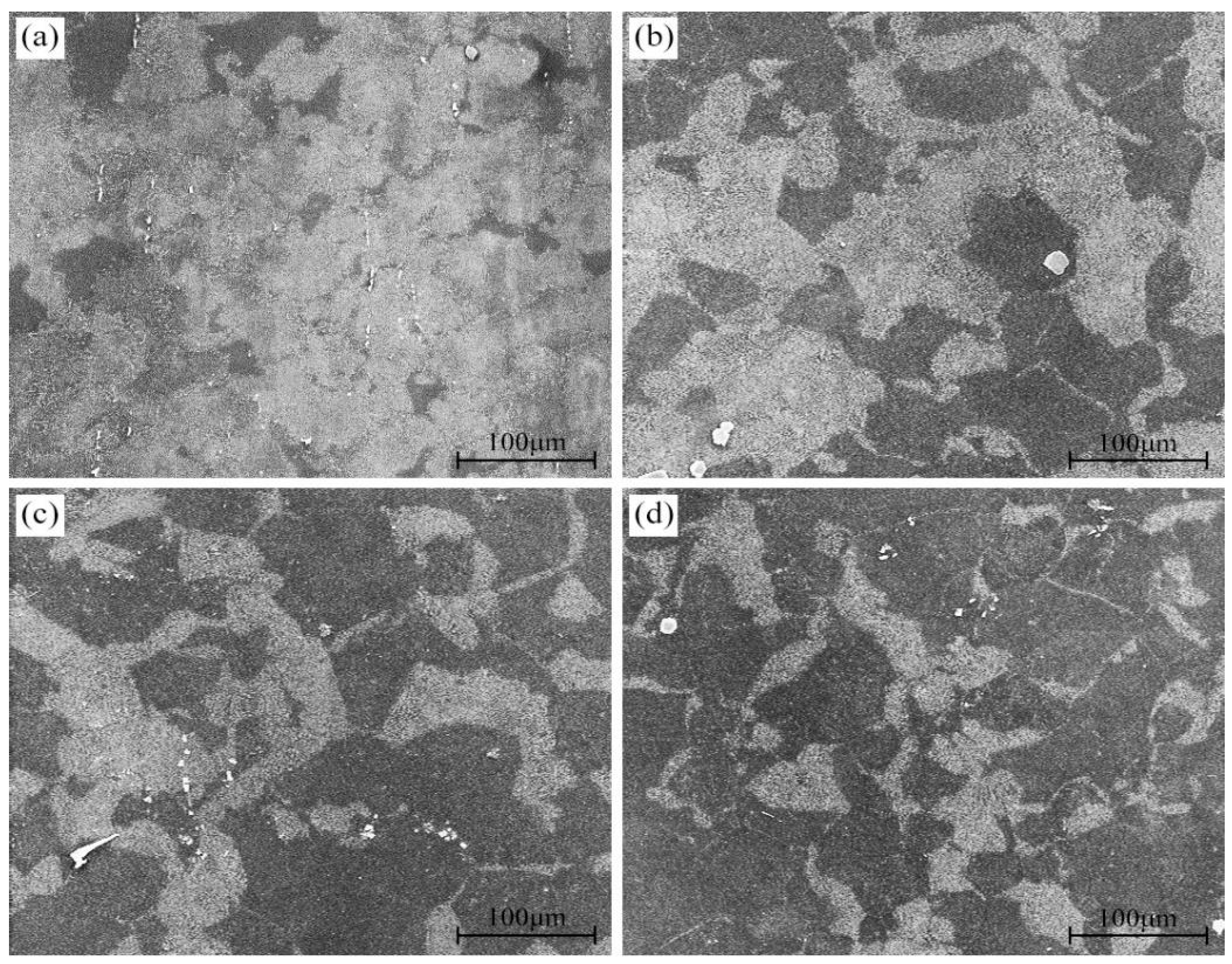
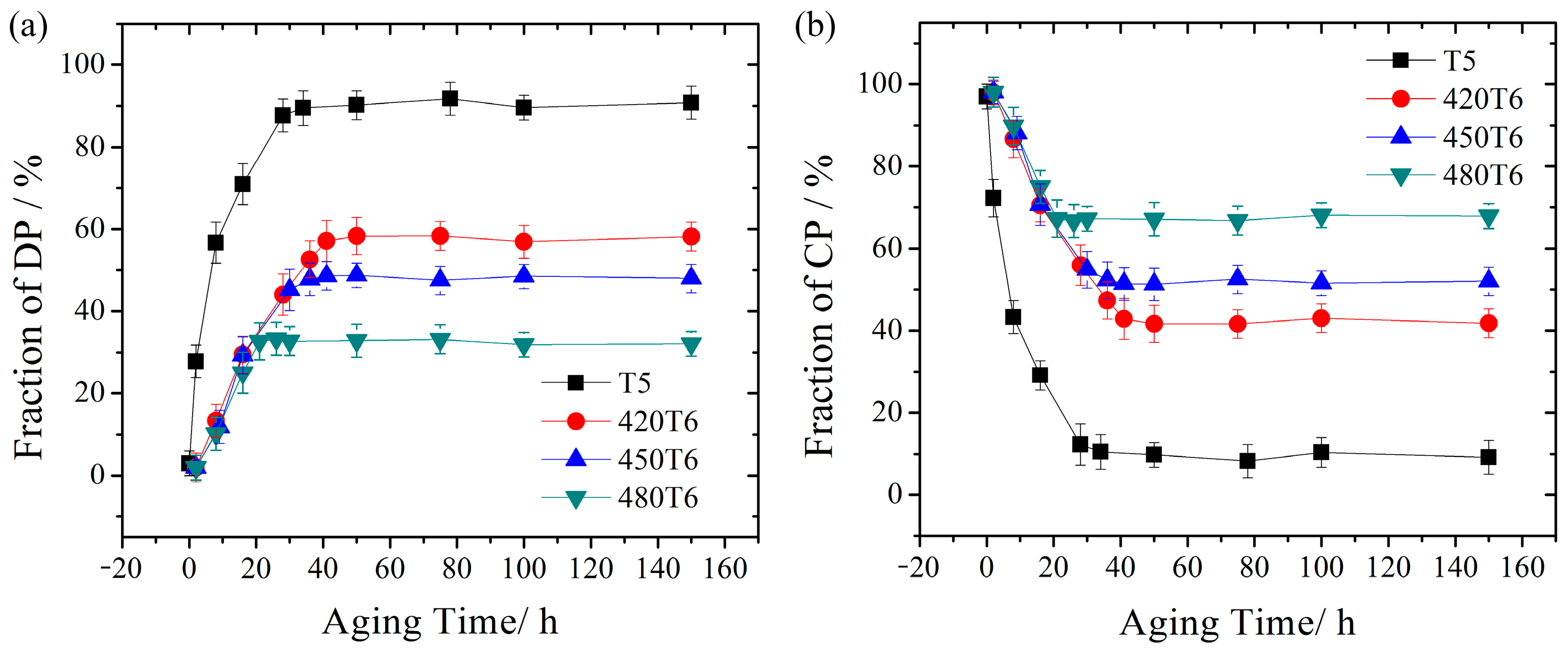
3.3. Microstructures of Aged Specimens
3.4. Tensile Properties
3.4.1. Tensile Properties at Room Temperature
3.4.2. Tensile Properties at High Temperature
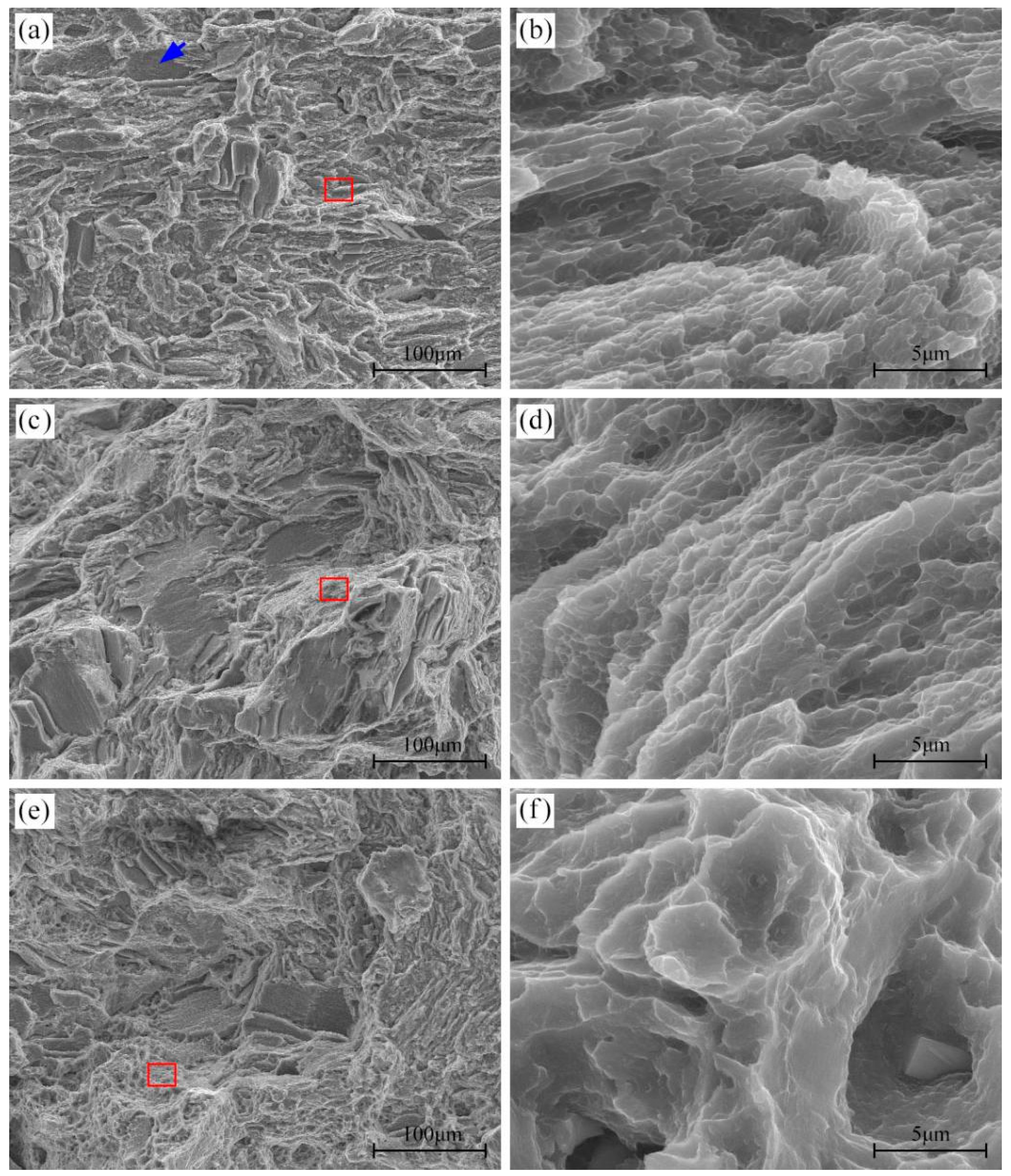
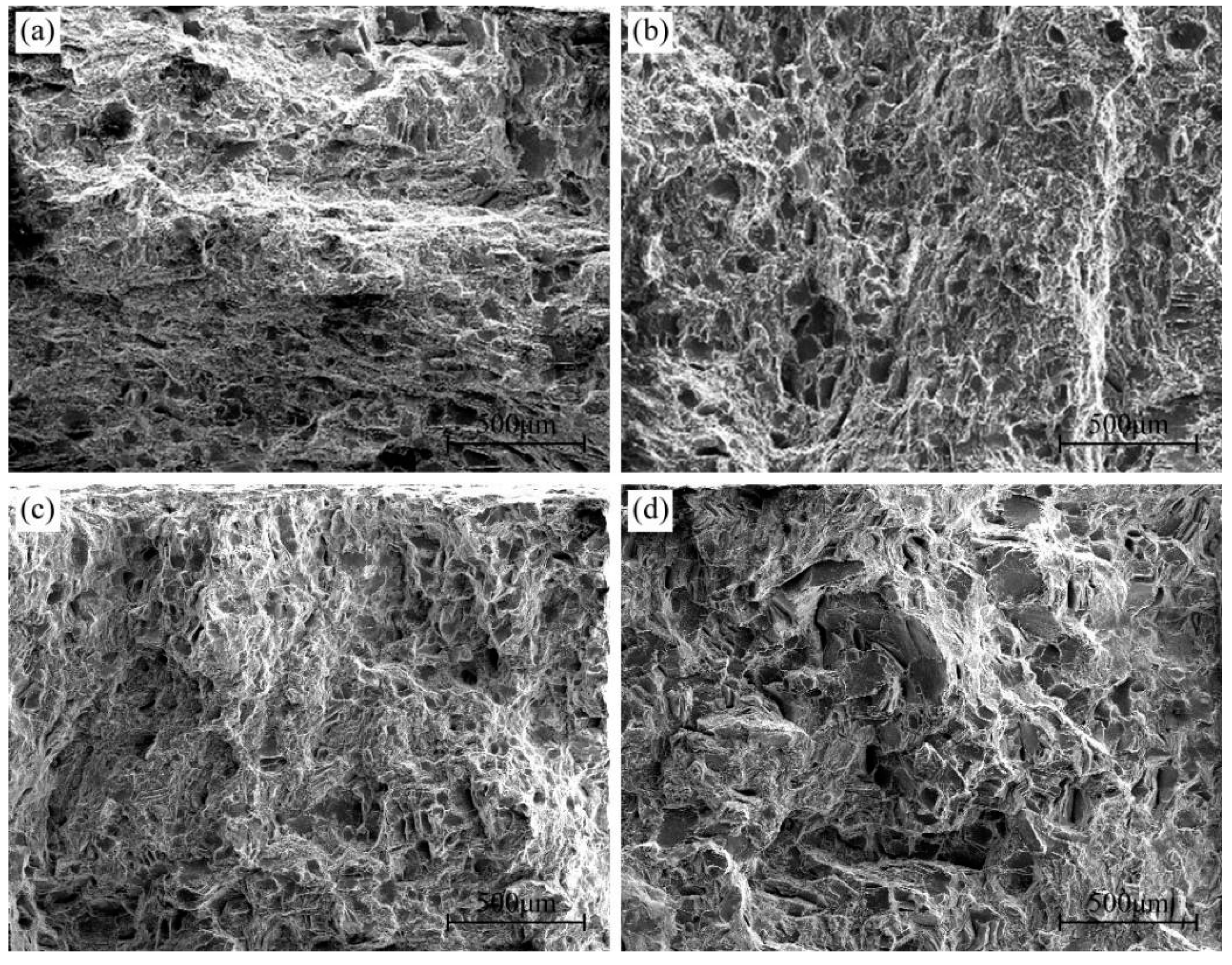
3.5. Fracture Morphology
3.6. TEM Microstructures near the Tensile Fracture
4. Discussion
4.1. Effect of Solid Solution Treatment on the Aged Microstructures
4.2. Dependence of Mechanical Properties on the Fraction of the DP Region
4.2.1. Room-Temperature Strength
4.2.2. High-Temperature Strength
4.2.3. Ductility
4.3. Fracture Behavior
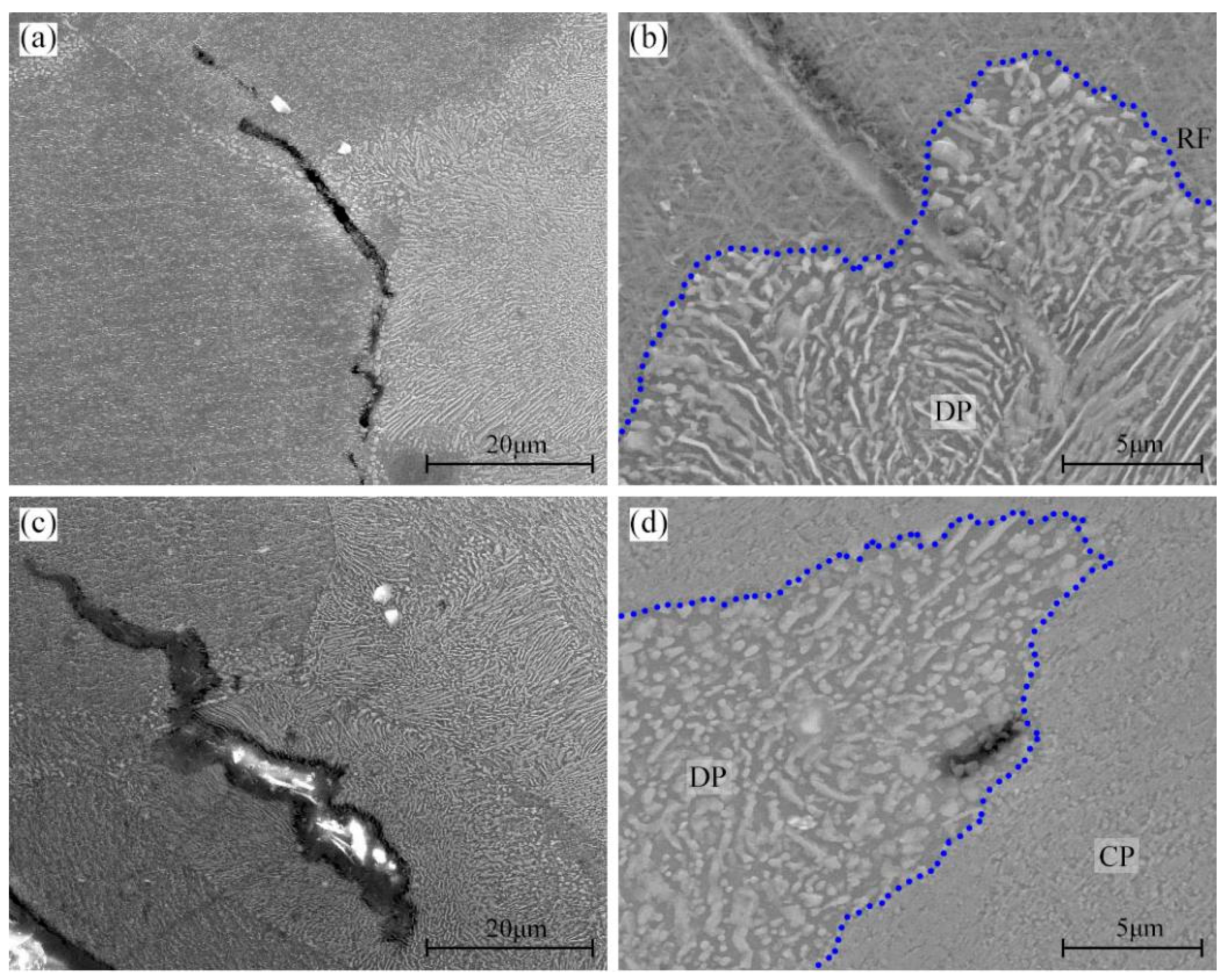
4.3.1. Crack Initiation
4.3.2. Dependence of Temperature on Fracture Behavior
5. Conclusions
- At room temperature, increasing the fraction of DP regions improves yield strength and tensile strength. However, at high temperatures, an increase in the fraction of DP regions increases the elongation but deteriorates the tensile strength. This is because the CP regions’ precipitation-strengthening effect is better than that of the DP regions at elevated temperatures.
- During tensile testing at room temperature, micro-cracks usually initiate in CP regions, and the fracture propagation tends to penetrate the CP regions. However, micro-voids prefer to form in DP regions during tensile testing at high temperatures, contributing to a higher elongation achieved by increasing the fraction of DP regions. Moreover, the cracks propagate much more easily in DP regions than in CP regions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abdullaev, R.N.; Khairulin, R.A.; Kozlovskii, Y.M.; Agazhanov, A.S.; Stankus, S.V. Density of magnesium and magnesium-lithium alloys in solid and liquid states. Trans. Nonferrous Met. Soc. China 2019, 29, 507–514. [Google Scholar] [CrossRef]
- Chen, T.; Hu, S.J.; Li, S.Q.; Huo, Q.H. Uncovering the unexpected changes of creep properties in AZ-series Mg alloys. Mater. Sci. Eng. A 2022, 857, 144056. [Google Scholar] [CrossRef]
- Luo, L.; Xiao, Z.Y.; Huo, Q.H.; Yang, Y.; Huang, W.Y.; Guo, J.C.; Ye, Y.X.; Yang, X.Y. Enhanced mechanical properties of a hot-extruded AZ80 Mg alloy rod by pre-treatments and post-hot compression. J. Alloys Compd. 2018, 740, 180–193. [Google Scholar] [CrossRef]
- Chen, C.X.; Huo, Q.H.; Zhang, Z.R.; Zhang, Y.X.; Tang, J.; Li, K.Y.; Ma, J.J.; Yang, X.Y. Effects of precipitate origin and precipitate-free zone development on the tensile creep behaviors of a hot-rolled Mg-13wt%Gd binary alloy. Mater. Charact. 2021, 178, 111303. [Google Scholar] [CrossRef]
- Li, H.Z.; Wei, X.Y.; Ouyang, J.; Jiang, J.; Li, Y. Hot deformation behavior of extruded AZ80 magnesium alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 3180–3185. [Google Scholar] [CrossRef]
- Deng, M.; Li, H.Z.; Tang, S.N.; Liao, H.J.; Liang, X.P.; Liu, R.M. Effect of heat treatment on fracture toughness of as forged AZ80 magnesium alloy. J. Mater. Eng. Perform. 2015, 24, 1953–1960. [Google Scholar] [CrossRef]
- Panin, S.V.; Maruschak, P.O.; Vlasov, I.V.; Syromyatnikova, A.S.; BolshakovA, M.; Berto, F.; Prentkovskis, O.; Ovechkin, B.B. Effect of operating degradation in arctic conditions on physical and mechanical properties of 09Mn2Si pipeline steel. Procedia Eng. 2017, 178, 597–603. [Google Scholar] [CrossRef]
- Hu, H.; Yu, A.; Li, N.Y.; Allison, J.E. Potential magnesium alloys for high temperature die cast automotive applications: A review. Mater. Manuf. Process. 2003, 18, 687–717. [Google Scholar] [CrossRef]
- Boby, A.; Srinivasan, A.; Pillai, U.T.S.; Pai, B.C. Mechanical characterization and corrosion behavior of newly designed Sn and Y added AZ91 alloy. Mater. Des. 2015, 88, 871–879. [Google Scholar] [CrossRef]
- Wu, F.F.; Qin, C.; Zheng, Y.; Pan, W.J.; Ma, H.; Li, T.T.; Ye, C.; Ma, X.J.; Chu, Z.B.; Cheng, L.R.; et al. Microstructures, tensile properties and creep characteristics of as-extruded AZ91 magnesium alloy containing Si, Ca and rare earth elements. Metals 2019, 9, 954. [Google Scholar] [CrossRef] [Green Version]
- Bankoti, K.S.; Mondal, A.K.; Kumar, S.; Ray, B.C. Individual and combined additions of calcium and antimony on microstructure and mechanical properties of squeeze-cast AZ91D magnesium alloy. Mater. Sci. Eng. A 2015, 626, 186–194. [Google Scholar] [CrossRef]
- Yang, W.G.; Koo, C.H. Tensile properties of Mg–8Al–xRE alloys from 300 K to 673 K. Mater. Trans. 2003, 44, 1029–1035. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.H.; Wang, L.P.; Feng, Y.C.; Guo, E.J.; Zhao, S.C.; Wang, L. Effect of Ca and Sm combined addition on the microstructure and elevated-temperature mechanical properties of Mg-6Al alloys. J. Mater. Eng. Perform. 2019, 28, 2892–2902. [Google Scholar] [CrossRef]
- Qin, P.F.; Yang, Q.; He, Y.Y.; Zhang, J.H.; Xie, J.S.; Hua, X.R.; Guan, K.; Meng, J. Microstructure and mechanical properties of high-strength highpressure die-cast Mg-4Al-3La-1Ca-0.3Mn alloy. Rare Met. 2020, 40, 2956–2963. [Google Scholar] [CrossRef]
- Yang, Q.; Guan, K.; Bu, F.Q.; Zhang, Y.Q.; Qiu, X.; Zheng, T.; Liu, X.J.; Meng, J. Microstructures and tensile properties of a high-strength die-cast Mg-4Al-2RE-2Ca-0.3Mn alloy. Mater. Charact. 2016, 113, 180–188. [Google Scholar] [CrossRef]
- Lai, Y.J.; Li, Y.Y.; Hsu, Y.F.; Trong, S.; Wang, W.H. Aging behaviour and precipitate morphologies in Mg-7.7Al-0.5Zn-0.3Mn (wt.%) alloy. J. Alloys Compd. 2009, 476, 118–124. [Google Scholar] [CrossRef]
- Lalpoor, M.; Dzwonczyk, J.S.; Hort, N.; Offerman, S.E. Nucleation mechanism of Mg17Al12-precipitates in binary Mg-7 Wt.% Al alloy. J. Alloys Compd. 2013, 557, 73–76. [Google Scholar] [CrossRef]
- Miao, J.S.; Sun, W.H.; Klarner, A.D.; Luo, A.A. Interphase boundary segregation of silver and enhanced precipitation of Mg17Al12 Phase in a Mg-Al-Sn-Ag alloy. Scr. Mater. 2018, 154, 192–196. [Google Scholar] [CrossRef]
- Zhou, J.P.; Zhao, D.S.; Zheng, O.; Wang, J.B.; Xiong, D.X.; Sun, Z.F.; Gui, J.N.; Wang, R.H. High-resolution electron microscopy observations of continuous precipitates with Pitsch-Schrader orientation relationship in an Mg-Al based alloy and interpretation with the O-lattice theory. Micron 2009, 40, 906–910. [Google Scholar] [CrossRef]
- Clark, J.B. Age hardening in a Mg-9%wt Al alloy. Acta Metall. 1968, 16, 141–152. [Google Scholar] [CrossRef]
- Findik, F. Discontinuous (cellular) precipitation. J. Mater. Sci. Lett. 1998, 17, 79–83. [Google Scholar] [CrossRef]
- Jung, I.C.; Kim, Y.K.; Cho, T.H.; Oh, S.H.; Kim, T.E.; Shon, S.W.; Kim, W.T.; Kim, D.H. Suppression of discontinuous precipitation in AZ91 by addition of Sn. Met. Mater. Int. 2014, 20, 99–103. [Google Scholar] [CrossRef]
- Duly, D.; Brechet, Y. Nucleation mechanism of discontinuous precipitation in Mg-Al alloys and relation with the morphology. Acta Metall. Mater. 1994, 42, 3035–3043. [Google Scholar] [CrossRef]
- Zhang, K.L.; Li, H.Z.; Liang, X.P.; Chen, Z.; Wang, L. Discontinuous and continuous precipitation characteristics and mechanical properties of a AZ80A magnesium alloy at different aging temperatures. Mater. Charact. 2020, 161, 110146. [Google Scholar] [CrossRef]
- Mathis, K.; Nyilas, K.; Axt, A.; Dragomir-Cernatescu, I.; Ungar, T.; Ungar, T. The evolution of non-basal dislocations as a function of deformation temperature in pure magnesium determined by X-ray diffraction. Acta Mater. 2004, 52, 2889–2894. [Google Scholar] [CrossRef]
- Koike, J.; Kobayashi, T.; Mukai, T.; Watanabe, H.; Suzuki, M.; Maruyama, K.; Higashi, K. The activity of non-basal slip systems and dynamic recovery at room temperature in fine-grained AZ31B magnesium alloys. Acta Metall. 2003, 51, 2055–2065. [Google Scholar]
- Shou, H.G.; Zheng, J.; Zhang, Y.F.; Long, D.; Rao, J.S.; Liu, Q. Quasi-in-situ analysis of dependency of deformation mechanism and work-hardening behavior on texture in Mg-2Zn-0.1Ca alloy. J. Alloys Compd. 2019, 784, 1187–1197. [Google Scholar] [CrossRef]
- Zhang, K.L.; Li, H.Z.; Liang, X.P.; Chen, Z.; Zhao, Z.X.; Tao, H.; Zhou, X.W. Effect of aging time on discontinuous precipitates, continuous precipitates and mechanical properties of AZ80A magnesium alloy. Trans. Nonferrous Met. Soc. China 2022, 32, 2838–2851. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, J.U.; Kim, Y.J.; Bae, J.H.; You, B.S.; Park, S.H. Accelerated precipitation behavior of cast Mg-Al-Zn alloy by grain refinement. J. Mater. Sci. Technol. 2018, 34, 265–276. [Google Scholar] [CrossRef]
- Esgandari, B.A.; Mehrjoo, H.; Nami, B.; Miresmaeili, S.M. The effect of Ca and RE elements on the precipitation kinetics of Mg17Al12 phase during artificial aging of magnesium alloy AZ91. Mater. Sci. Eng. A 2011, 528, 5018–5024. [Google Scholar] [CrossRef]
- Wang, C.P.; Xin, R.L.; Li, D.R.; Song, B.; Wu, M.Y.; Liu, Q. Enhancing the age-hardening response of rolled AZ80 alloy by pre-twinning deformation. Mater. Sci. Eng. A 2017, 680, 152–156. [Google Scholar] [CrossRef]
- Jun, J.H. Dependence of room temperature tensile properties on volume fraction of discontinuous precipitates in cast AZ91 magnesium alloy. Arch. Metall. Mater. 2019, 64, 1183–1186. [Google Scholar]
- Li, Z.M.; Fu, P.H.; Peng, L.M.; Becker, E.P.; Wu, G.H. Influence of solution temperature on fatigue behavior of AM-SC1 cast magnesium alloy. Mater. Sci. Eng. A 2013, 565, 250–257. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Friák, M.; Neugebauer, J.; Raabe, D. Basal and non-basal dislocation slip in Mg-Y. Mater. Sci. Eng. A 2013, 576, 61–68. [Google Scholar] [CrossRef]
- Ren, L.B.; Quan, G.F.; Zhou, M.Y.; Guo, Y.Y.; Jiang, Z.Z.; Tang, Q. Effect of Y addition on the aging hardening behavior and precipitation evolution of extruded Mg-Al-Zn alloys. Mater. Sci. Eng. A 2017, 690, 195–207. [Google Scholar] [CrossRef]
- Zeng, G.; Liu, C.; Gao, Y.; Jiang, S.; Yu, S.; Chen, Z.Y. Effects of T5 Treatment on Microstructure and Mechanical Properties at Elevated Temperature of AZ80-Ag Alloy. Materials 2019, 12, 3214. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.Y.; Cepeda-Jiméne, C.M.; Pérez-Prado, M.T. Dislocation-particle interactions in magnesium alloys. Acta Mater. 2020, 194, 190–206. [Google Scholar] [CrossRef]
- Konovalenko, I.; Maruschak, P.; Chausov, M.; Prentkovskis, O. Fuzzy logic analysis of parameters of dimples of ductile tearing on the digital image of fracture surface. Procedia Eng. 2017, 187, 229–234. [Google Scholar] [CrossRef]
- Li, Y.; Liu, J.W.; Gao, W.L.; Dai, M.H.; Yao, J.; Shu, X.Y. Superplastic Gas Bulging Forming of LZ91 Mg-Li Alloy Sheet. Rare Met. Mater. Eng. 2022, 51, 2992–3000. [Google Scholar]
- Zeng, G.; Liu, C.M.; Wan, Y.C.; Gao, Y.H.; Jiang, S.N.; Chen, Z.Y. Effects of aging temperature on microstructure, tensile and creep properties of ring rolled AZ80-Ag alloy. Mater. Sci. Eng. A 2018, 734, 59–66. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Labels of Specimens | Heat Treatment | Aging Time |
|---|---|---|
| T5 | Aging at 175 °C | 0~315 h |
| 420T6 | Solution treating at 420 °C + aging at 175 °C | 0~315 h |
| 450T6 | Solution treating at 450 °C + aging at 175 °C | 0~315 h |
| 480T6 | Solution treating at 480 °C + aging at 175 °C | 0~315 h |
| DP-Region Fraction | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| 0% (forged) | 153 (±3) | 289 (±3) | 10.8 (±1.4) |
| 90% (T5) | 218 (±3) | 327 (±2) | 4.1 (±1.2) |
| 58% (420T6) | 205 (±4) | 322 (±2) | 5.6 (±0.5) |
| 48% (450T6) | 193 (±3) | 319 (±4) | 6.2 (±0.7) |
| 32% (480T6) | 185 (±3) | 296 (±3) | 5.4 (±0.8) |
| Tensile Temperature (°C) | DP-Region Fraction | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| 100 | 0% (forged) | 134 (±3) | 270 (±3) | 20.9 (±1.8) |
| 90% (T5) | 178 (±2) | 280 (±2) | 11.8 (±1.2) | |
| 58% (420T6) | 174 (±2) | 281 (±3) | 12.1 (±1.9) | |
| 48% (450T6) | 169 (±2) | 281 (±4) | 11.8 (±1.5) | |
| 32% (480T6) | 159 (±2) | 273 (±4) | 11.2 (±1.4) | |
| 125 | 0% (forged) | 130 (±4) | 212 (±3) | 25.3 (±1.9) |
| 90% (T5) | 169 (±3) | 220 (±2) | 20.7 (±1.8) | |
| 58% (420T6) | 163 (±4) | 234 (±3) | 16.8 (±2.3) | |
| 48% (450T6) | 157 (±3) | 238 (±4) | 15.4 (±2.0) | |
| 32% (480T6) | 155 (±2) | 244 (±3) | 13.8 (±1.8) | |
| 150 | 0% (forged) | 124 (±4) | 184 (±3) | 26.4 (±2.2) |
| 90% (T5) | 163 (±3) | 189 (±3) | 22.1 (±1.9) | |
| 58% (420T6) | 156 (±3) | 194 (±4) | 17.9 (±2.0) | |
| 48% (450T6) | 152 (±4) | 200 (±3) | 16.5 (±2.1) | |
| 32% (480T6) | 149 (±3) | 206 (±2) | 15.1 (±2.1) | |
| 175 | 0% (forged) | 109 (±3) | 156 (±3) | 33.2 (±2.7) |
| 90% (T5) | 153 (±3) | 164 (±2) | 24.8 (±2.0) | |
| 58% (420T6) | 150 (±2) | 165 (±3) | 19.9 (±2.4) | |
| 48% (450T6) | 147 (±2) | 167 (±3) | 18.4 (±1.8) | |
| 32% (480T6) | 145 (±4) | 169 (±3) | 16.7 (±1.9) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Li, H.; Liang, X.; Chen, Z.; Tao, H.; Che, Y.; Li, L.; Luo, Z.; Huo, Q. Dependence of Tensile Properties and Fracture Behaviors on the Fractions of Continuous and Discontinuous Precipitates in Peak-Aged AZ80A Magnesium Alloy. Materials 2023, 16, 4546. https://doi.org/10.3390/ma16134546
Zhang K, Li H, Liang X, Chen Z, Tao H, Che Y, Li L, Luo Z, Huo Q. Dependence of Tensile Properties and Fracture Behaviors on the Fractions of Continuous and Discontinuous Precipitates in Peak-Aged AZ80A Magnesium Alloy. Materials. 2023; 16(13):4546. https://doi.org/10.3390/ma16134546
Chicago/Turabian StyleZhang, Kelong, Huizhong Li, Xiaopeng Liang, Zhi Chen, Hui Tao, Yixuan Che, Li Li, Zixiang Luo, and Qinghuan Huo. 2023. "Dependence of Tensile Properties and Fracture Behaviors on the Fractions of Continuous and Discontinuous Precipitates in Peak-Aged AZ80A Magnesium Alloy" Materials 16, no. 13: 4546. https://doi.org/10.3390/ma16134546
APA StyleZhang, K., Li, H., Liang, X., Chen, Z., Tao, H., Che, Y., Li, L., Luo, Z., & Huo, Q. (2023). Dependence of Tensile Properties and Fracture Behaviors on the Fractions of Continuous and Discontinuous Precipitates in Peak-Aged AZ80A Magnesium Alloy. Materials, 16(13), 4546. https://doi.org/10.3390/ma16134546