

Advancement of Nonwoven Fabrics in Personal Protective Equipment



Abstract
:1. Introduction
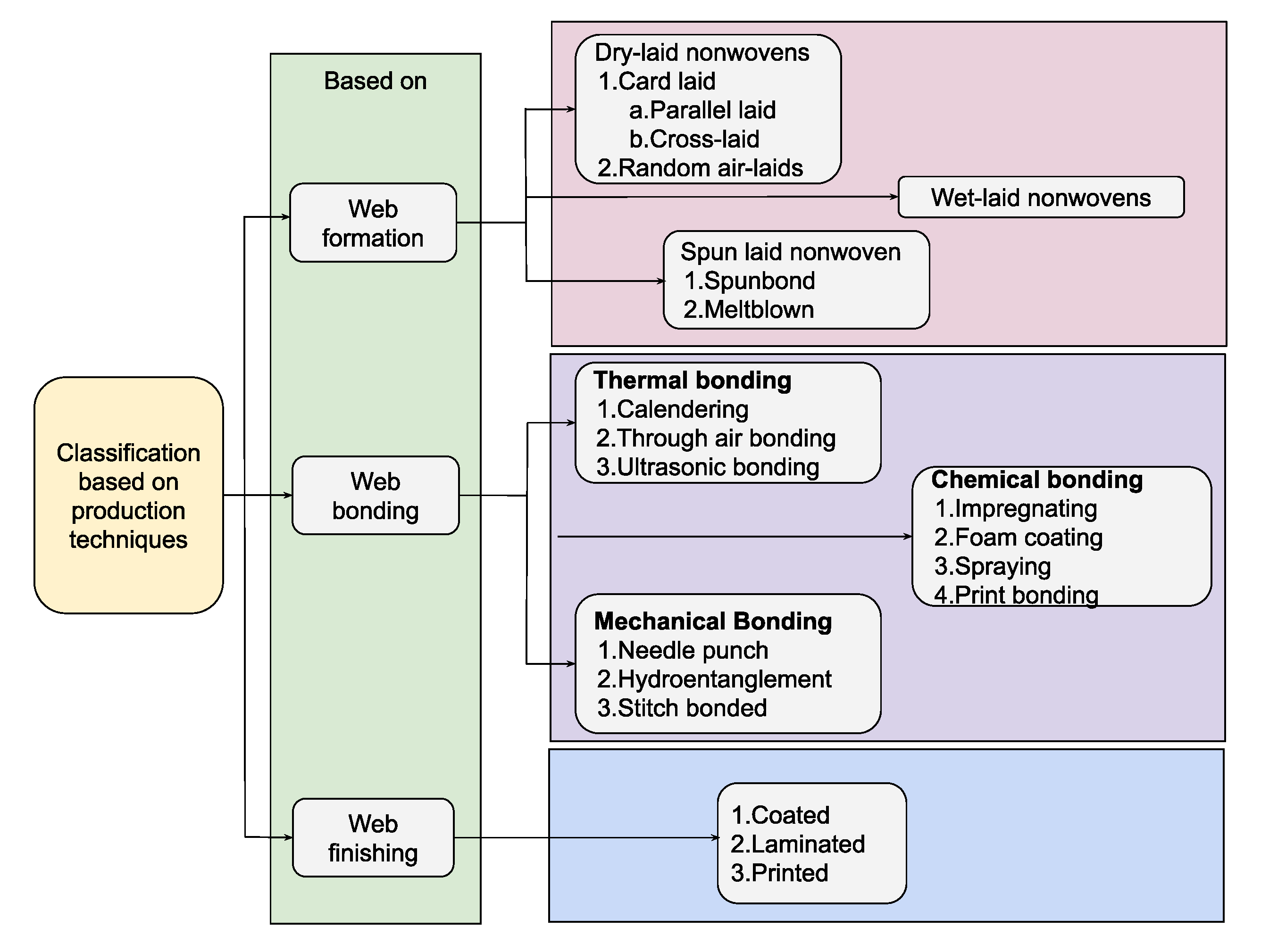
2. Fabrication of Nonwoven Textiles
2.1. Nonwoven Web Formation
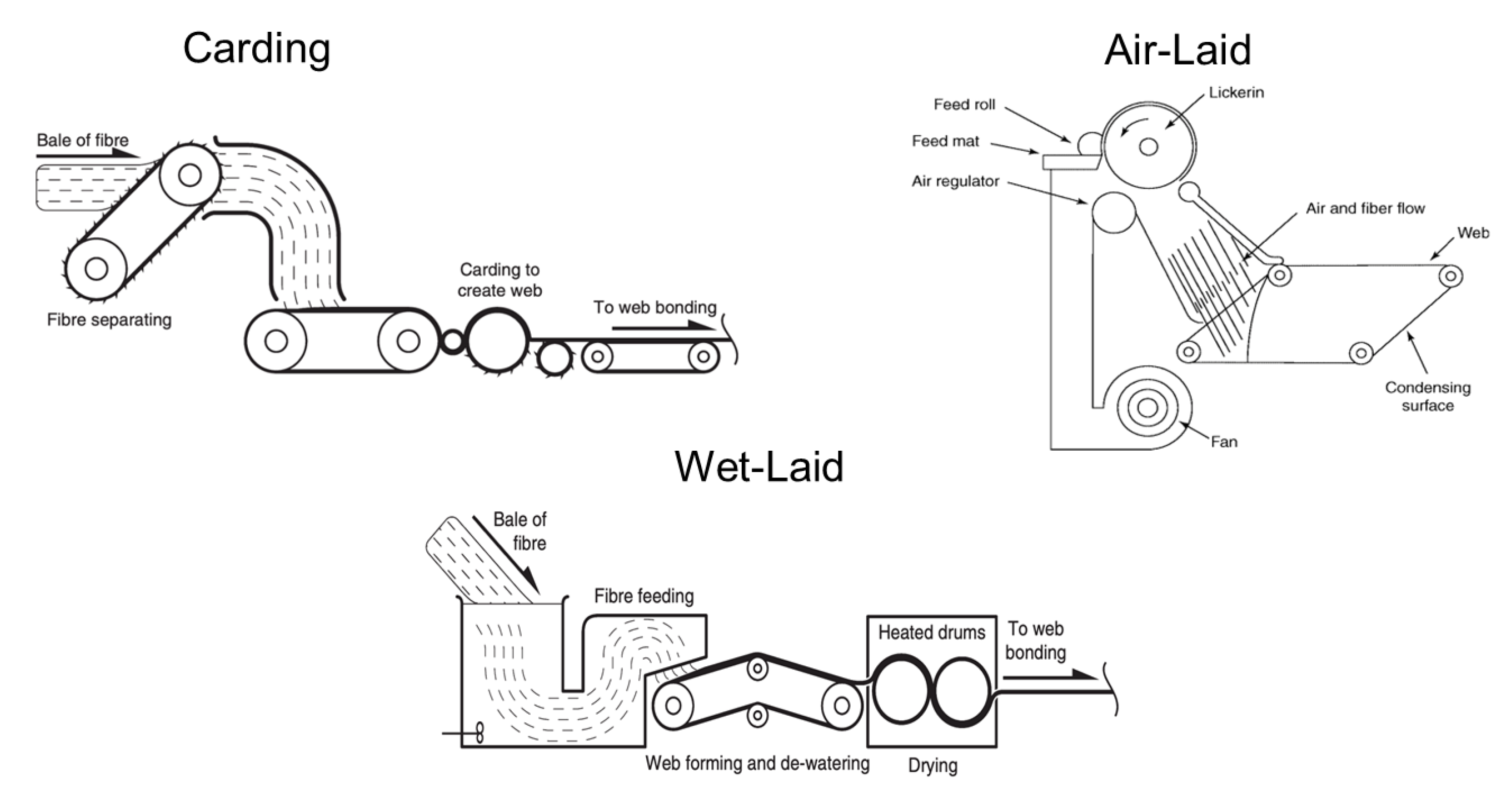
2.1.1. Dry, Wet, and Air-Laid Web
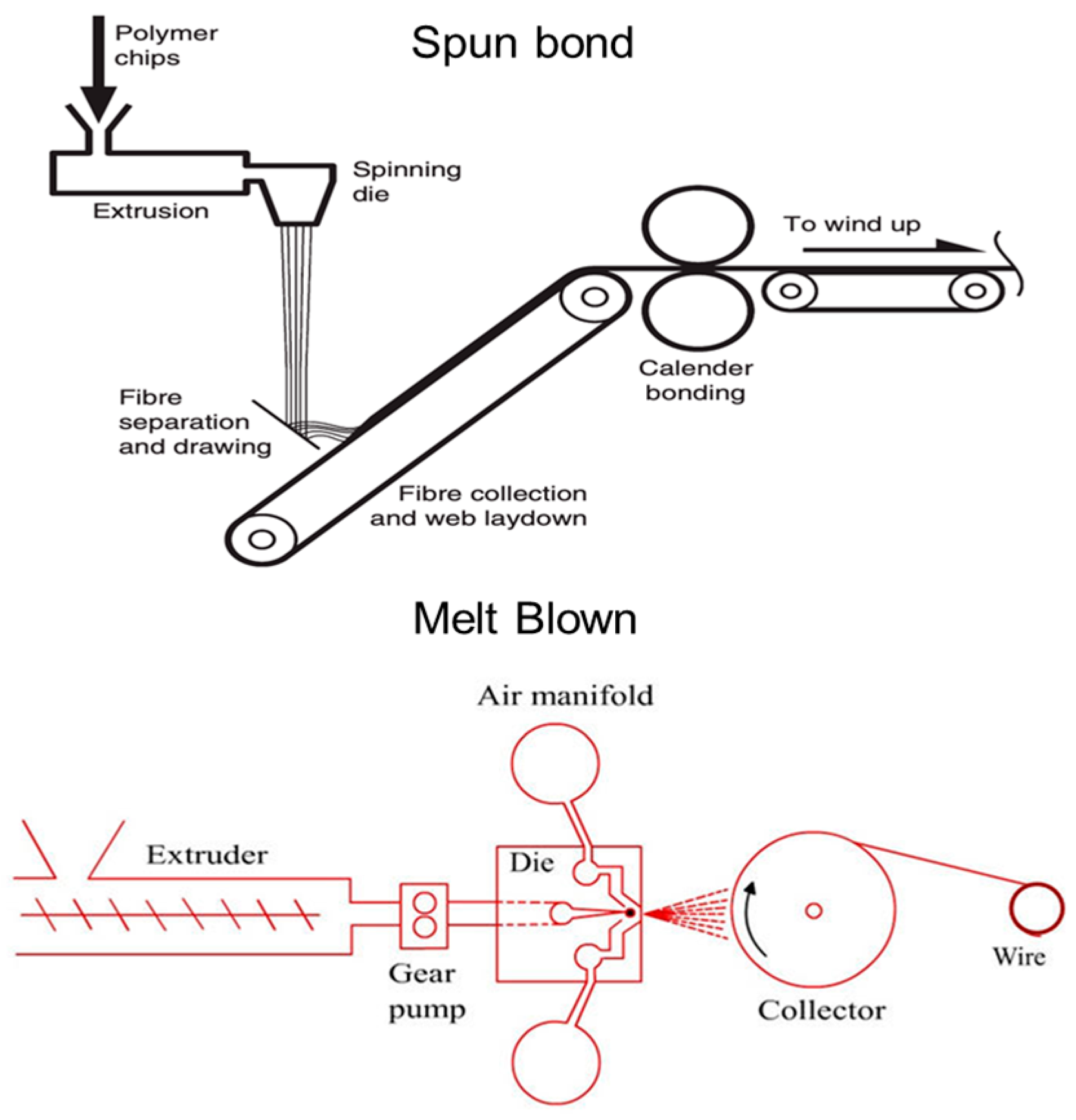
2.1.2. Polymer-Laid Web Formation
- Automotive—seat covers, interior door panels, trunk liners, etc.
- Civil engineering—roofing, erosion control, canal and reservoir lining protection, revetment protection, geosynthetics, railway bed stabilization.
- Packaging, geotextiles.

- Enhanced filtration efficiency—air filters; food and beverage filtration; surgical mask and respiratory filtration; water, gaseous, and liquid filtration.
- Excellent barrier properties—used in insulation applications.
- Good wicking action—industrial wipes, oil sorbent pads and booms.
- Medical and hygiene—face masks, PP gowns, N95 mask filter fabrics, sanitary napkins, diapers, wipes, sterilization wraps, drape markets, and meltblown in masks and filters.
- Packaging—warm filling materials, filtering materials, silica gel bags, tea bag fabrics, and filter papers.
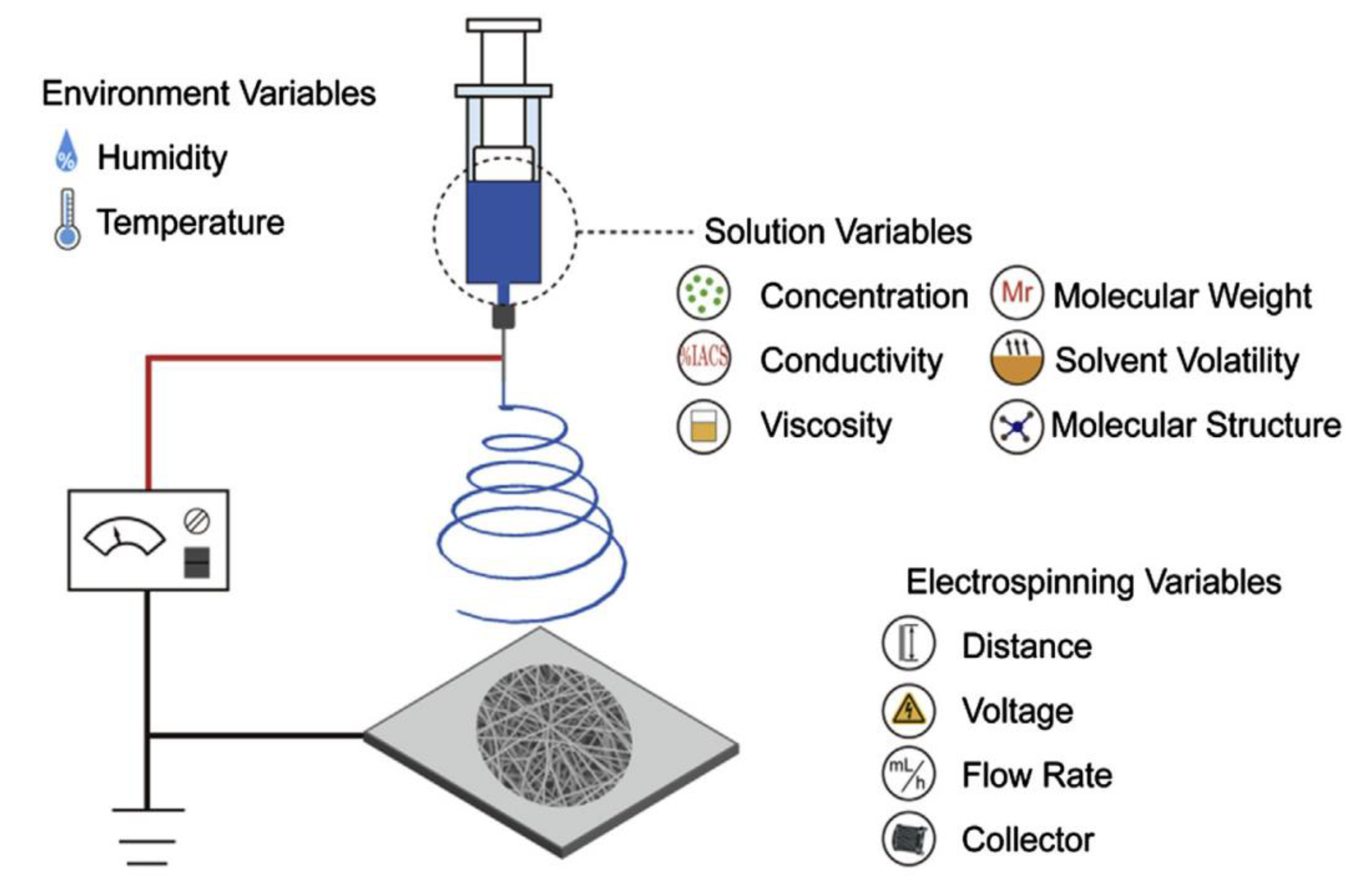
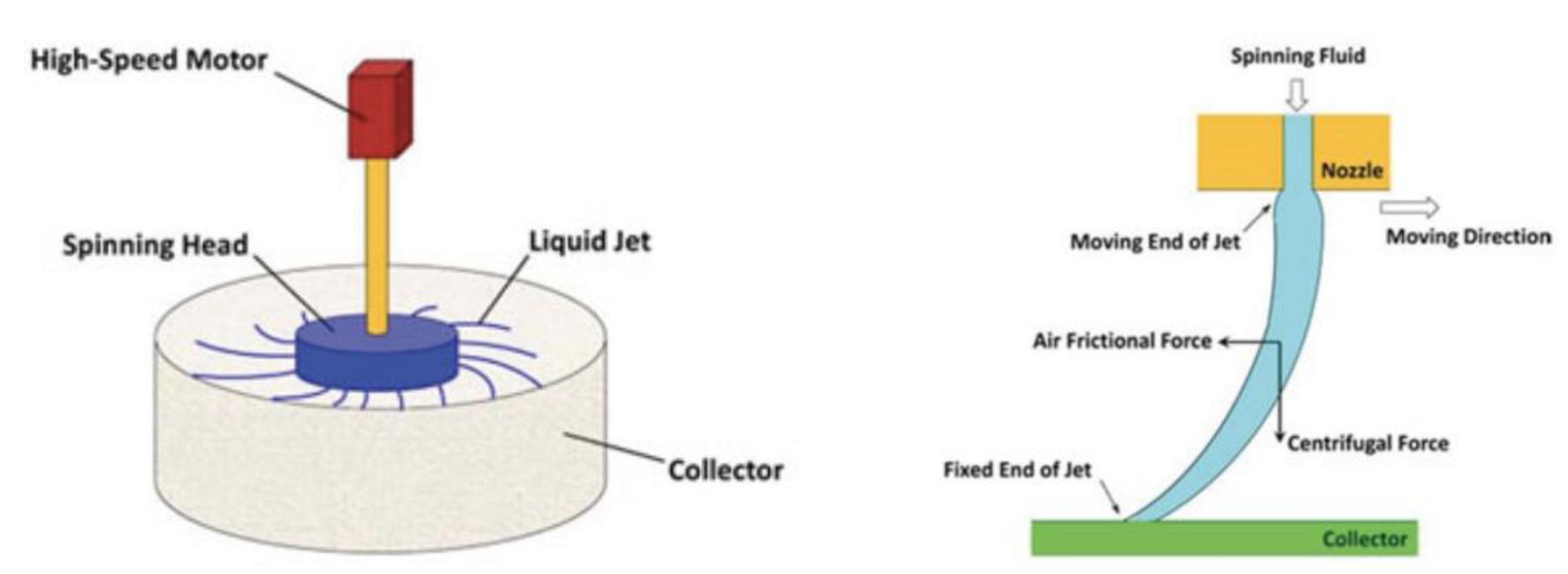
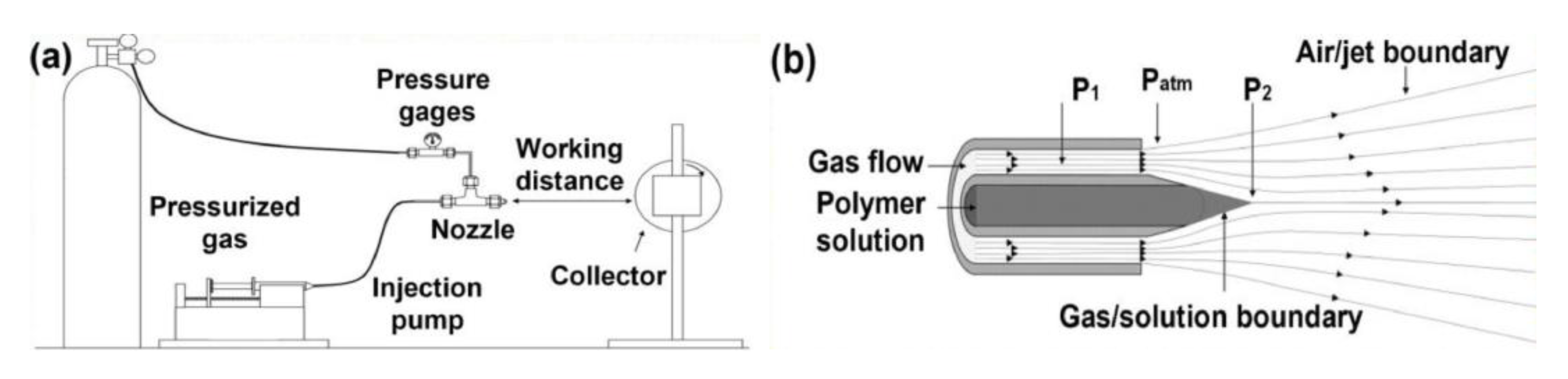
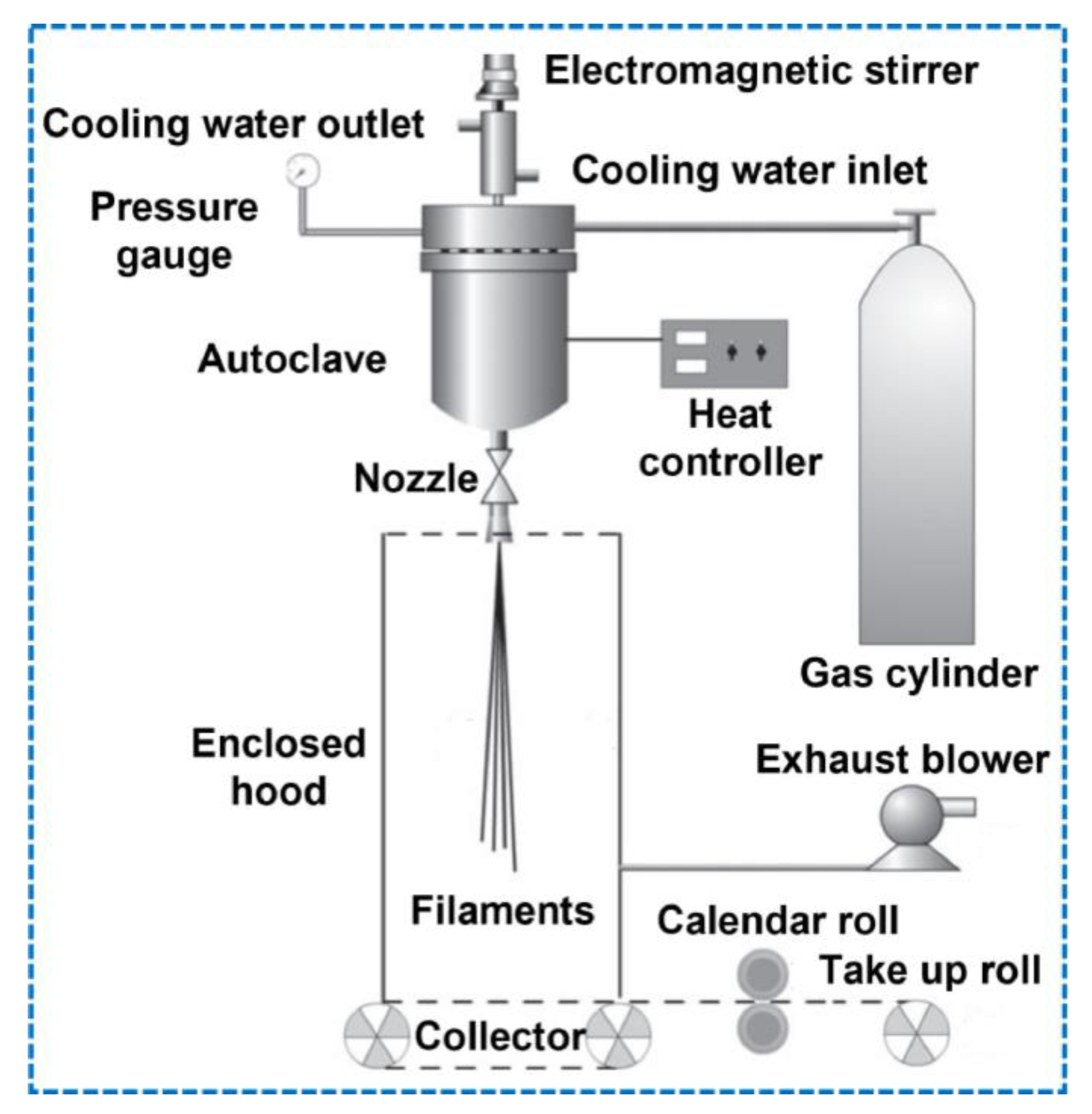
2.1.3. Emerging Polymer-Laid Web Technology
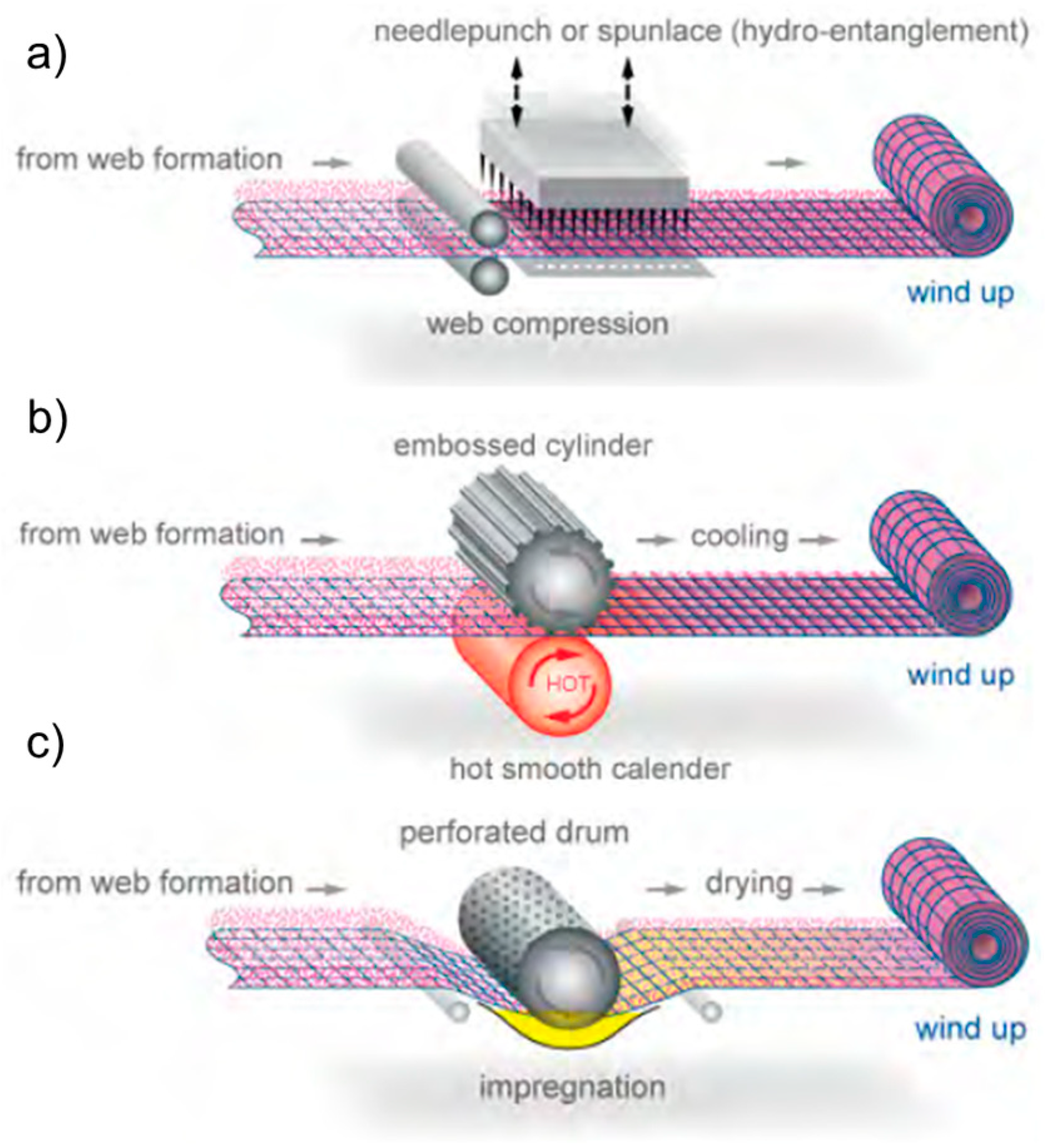
2.2. Web Bonding
- Mechanical bonding—needle punching, stitch bonding, hydrogen tangling (Figure 8a).
- Thermal bonding—through air, calendar bonding, or ultrasonic bonding (Figure 8b).
- Chemical bonding—spray, foam, print, impregnation (Figure 8c).
3. Nonwoven PPE Applications
3.1. Filtration
3.1.1. Masks
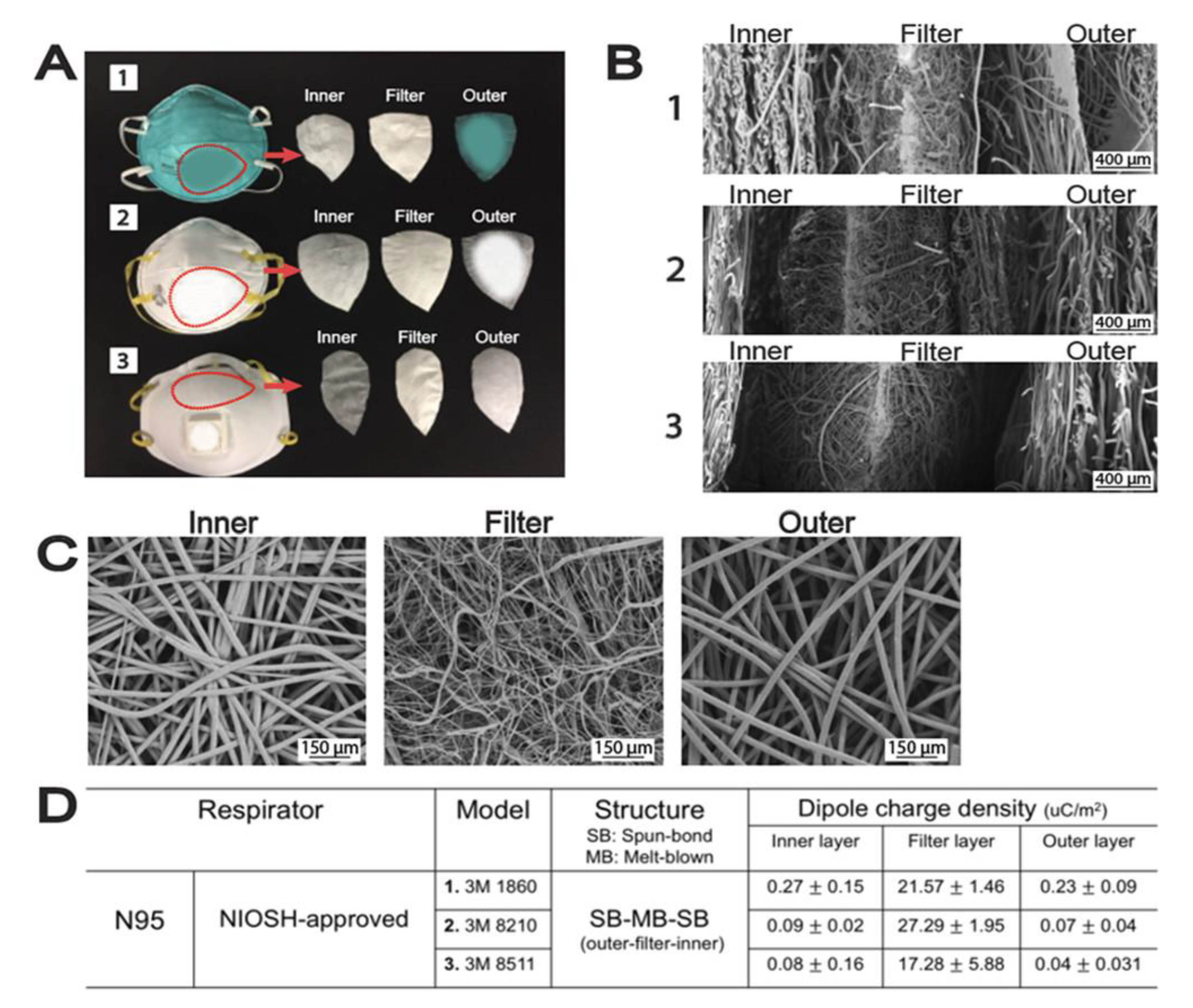
3.1.2. Respirators
3.1.3. Antimicrobial Coating
3.1.4. Others
3.2. Medical
3.2.1. Medical Garment
3.2.2. Wound Dressing and Ancillary Fabrics
3.3. Protective Garments
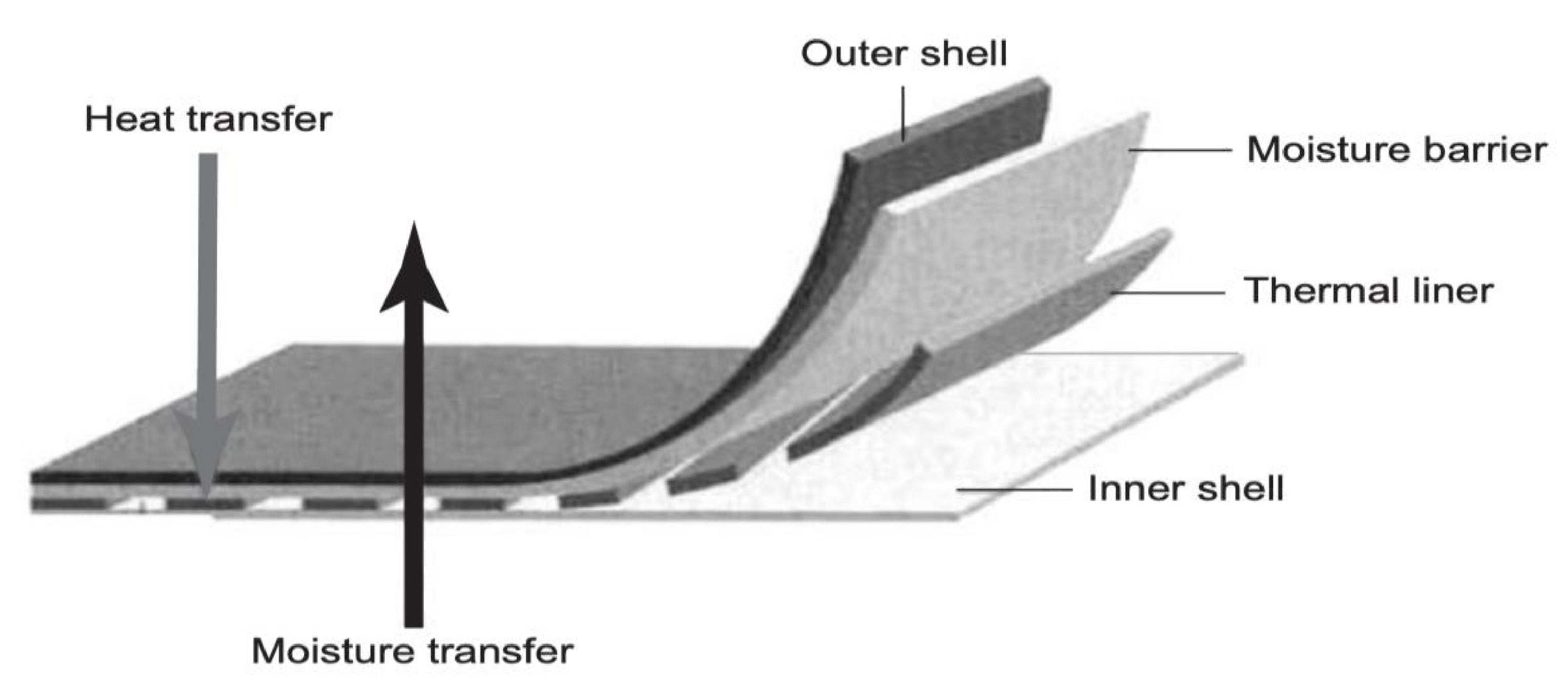
3.3.1. Firefighters
3.3.2. Military Applications
3.4. Emerging Applications
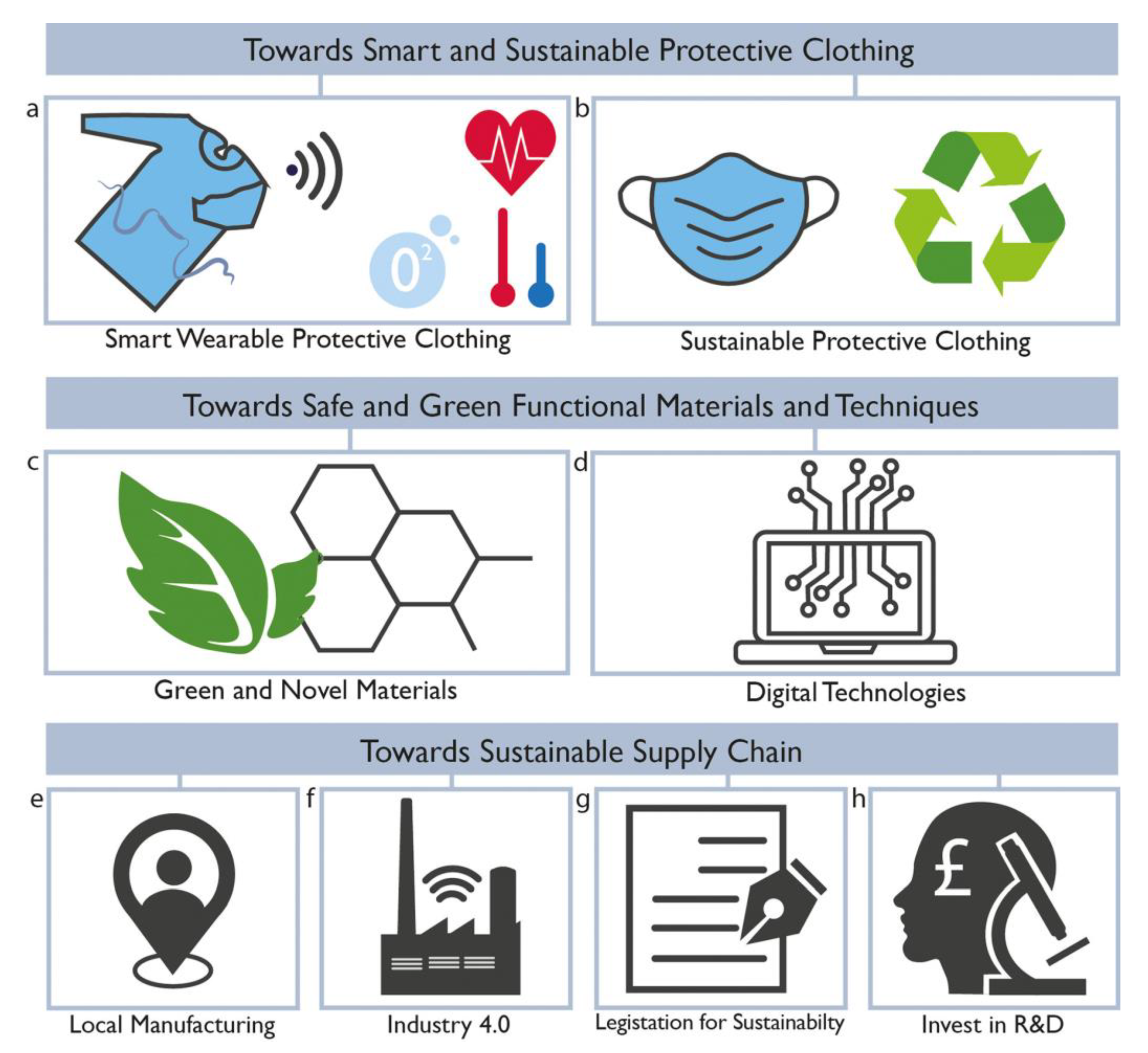
4. Challenges and Outlook
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Venu, L.B.S.; Shim, E.; Nagendra, A.; Behnam, P. Three-Dimensional Structural Characterization of Nonwoven Fabrics. Microsc. Microanal. 2012, 18, 1368–1379. [Google Scholar] [CrossRef] [PubMed]
- Cotton, B.P. Know Your Fibers: Wovens vs Nonwovens & Knit Fabrics|Barnhart Cotton. Available online: https://barnhardtcotton.net/blog/know-fibers-wovens-vs-nonwovens-knit-fabrics (accessed on 1 March 2023).
- Stitch Clinic: What Are the Differences between Knit, Woven and Nonwoven Fabrics? Available online: https://www.stitchclinic.com/difference-between-fabrics/ (accessed on 1 March 2023).
- Difference between Woven and Nonwoven Fabrics. Compare the Difference Between Similar Terms. 2013. Available online: https://www.differencebetween.com/difference-between-woven-and-vs-nonwoven-fabrics/ (accessed on 1 March 2023).
- Woven, vs. Woven vs. Non-Woven Fabrics. JPS Composite Materials. 2021. Available online: https://jpscm.com/blog/woven-vs-non-woven-fabrics/ (accessed on 1 March 2023).
- Pourmohammadi, A. Nonwoven materials and joining techniques. Join. Text. 2013, 565–581. [Google Scholar] [CrossRef]
- Kane, F. Nonwovens in smart clothes and Wearable Technologies. Smart Clothes Wearable Technol. 2009, 156–182. [Google Scholar] [CrossRef]
- Ajmeri, J.R.; Ajmeri, C.J. Developments in nonwoven materials for medical applications. Adv. Tech. Nonwovens 2016, 227–256. [Google Scholar] [CrossRef]
- Baker, J.; Curran, M.; Hurley, J. Dispersible Nonwoven Wipe Material. U.S. Patent 9,661,974 B2, 7 August 2017. [Google Scholar]
- Global Trade Association of the Nonwovens Industry. Available online: http://www.inda.org (accessed on 1 March 2023).
- Russell, S.J. Handbook of Nonwovens; Woodhead Publishing: Cambridge, UK, 2006; p. 544. ISBN 9781885736030. [Google Scholar]
- Purdy, A.T. Development of Nonwovens; The Textile Institute: Manchester, UK, 1983; Volume 12, p. 90. [Google Scholar] [CrossRef]
- Wulfhorst, B.; Gries, T.; Veit, D. Textile Technology; Hanser Publishers: Munich, Germany, 2006; p. 320. ISBN 9783446229631. [Google Scholar]
- Ben Mlik, Y.; Jaouadi, M.; Jmali, M.; Slah, M. New Lab-Scale Device for Nonwoven Production: Optimization of Setting Parameters. J. Text. Inst. 2016, 107, 1636–1643. [Google Scholar] [CrossRef]
- Kellie, G. Advances in Technical Nonwovens; Woodhead Publishing: Sawston, UK, 2016; ISBN 9780081005842. [Google Scholar]
- Balboni, J.N. Encyclopedia of Polymer Science and Technology, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 1993; Volume 9, pp. 177–237. ISBN 978-1-118-63389-2. [Google Scholar]
- Rajendran, S. Advanced Textiles for Wound Care; Elsevier: Amsterdam, The Netherlands, 2009; ISBN 9781845696306. [Google Scholar]
- Hossain, T. Types of Non-Woven Fabric, Manufacturing Processes and Applications. 23 August 2020. Available online: https://www.textiletoday.com.bd/types-non-woven-fabrics-manufacturing-processes-applications/ (accessed on 1 March 2023).
- Chaudhari, S.; Mandot, A.A. Nonwoven Fabrics in Apparel. Fiber2Fashion online journal 2008. Available online: https://www.researchgate.net/publication/279196900_NONWOVEN_FABRICS_IN_APPAREL (accessed on 1 March 2023).
- Turbak, A.F. Nonwovens: Theory, Process, Performance, and Testing; Tappi Press: Atlanta, GA, USA, 1993; ISBN 9780898522655. [Google Scholar]
- Jiang, N. Fabrication and Evaluation of Specialty Nonwoven Materials. Ph.D. Thesis, Louisiana State University, Baton Rouge, LA, USA, 2008; p. 723. [Google Scholar]
- Karthik, T.; Karan, P.C.; Rathinamoorthy, R. (Eds.) Nonwovens Process, Structure, Properties and Applications, 1st ed.; Woodhead Publishing India in Textiles: New York, NY, USA, 2016; ISBN 9781315365022. [Google Scholar]
- Russell, S.J.; Smith, P.A. Technical fabric structures. Nonwoven fabrics. In Handbook of Technical Textiles, 2nd ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Sawston, UK, 2016; pp. 163–188. [Google Scholar]
- Gong, H.; Ozgen, B. Fabric structures: Woven, knitted, or nonwoven. In Engineering of High-Performance Textiles; Miao, M., Xin, J., Eds.; Woodhead Publishing: Sawston, UK, 2018; pp. 107–131. [Google Scholar]
- Bhat, G.S.; Malkan, S.R. Polymer-laid Web Formation. In Handbook of Nonwovens; Russell, S.J., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007. [Google Scholar]
- Albrecht, W.; Fuchs, H.; Kittelmann, W. (Eds.) Nonwoven Fabrics: Raw Materials, Manufacture, Applications, Characteristics, Testing Processes; Wiley-Vch: Weinheim, Germany, 2006; ISBN 978-3-527-60531-6. [Google Scholar]
- North America’s Association of the Nonwoven Fabrics Industry, INDA, 2008. Available online: http://www.inda.org/category/nwn_index.html (accessed on 1 March 2023).
- Larkomaa, J.; Niinimaki, J.; Honkanen, M.; Hanif, M.; Saarenrinne, P. Effect of Fibre Properties on Flocculation and Fractionation of Cellulosic Fibres in Dry State. J. Eng. Fib. 2009, 4, 1–10. [Google Scholar] [CrossRef]
- Hoborn, J. The Use of Nonwovens in Medicine—Safety Aspects. In Nonwoven Fabrics: Raw Materials, Manufacture, Applications, Characteristics, Testing Processes; Albrecht, W., Fuchs, H., Kittelmann, W., Eds.; Wiley-Vch: Weinheim, Germany, 2003. [Google Scholar]
- Zhang, D. Nonwovens for consumer and industrial wipes. In Applications of Nonwovens in Technical Textiles, 1st ed.; Chapman, R., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 103–119. [Google Scholar]
- Purane, S.; Panigrahi, N. Nonwoven Processes and Applications (MELT BLOWN NON-WOVEN). Fibre2fashion.com. January 2007. Available online: https://www.fibre2fashion.com/industry-article/1280/nonwoven-processes-and-applications/ (accessed on 1 March 2023).
- Brydon, A.G.; Pourmohammadi, A. Dry-laid Web Formation. In Handbook of Nonwovens; Russell, S.J., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007. [Google Scholar]
- Ahmed, A.I. Nonwoven Fabric Finishing. In Handbook of Nonwovens; Russell, S.J., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007. [Google Scholar]
- Farag, A. Melt Blown Technology. Ahmadfarag.com. 1 May 2019. Available online: http://ahmadfarag.com/expertise/meltblown-technology/ (accessed on 1 March 2023).
- Brünler, R.; Hild, M.; Aibibu, D.; Cherif, C. Fiber-Based Hybrid Structures as Scaffolds and Implants for Regenerative Medicine. Smart Text. Appl. 2016, 241–256. [Google Scholar] [CrossRef]
- Kittleman, W.; Blech Smidt, D. Extrusion Nonwovens. In Nonwoven Fabrics: Raw Materials, Manufacture, Applications, Characteristics, Testing Processes; Albrecht, W., Fuchs, H., Kittlemann, W., Eds.; Wiley-Vch: Weinheim, Germany, 2003. [Google Scholar]
- Reneker, D.; Yarin, A. Electrospinning Jets and Polymer Nanofibers. Polymer 2008, 49, 2387–2425. [Google Scholar] [CrossRef]
- Tausif, M. Application Based Approach of Nonwoven Industry. B2B Technical Textiles Business Solution and Marketplace—TechnicalTextile.net. Available online: https://www.technicaltextile.net/articles/application-based-approach-of-nonwoven-industry-7523 (accessed on 1 March 2023).
- Chen, C.; Dirican, M.; Zhang, X. Centrifugal Spinning—High-Rate Production of Nanofibers. Electrospinn. Nanofabr. Appl. 2019, 321–338. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, Y. Centrifugal Spinning: An Alternative Approach to Fabricate Nanofibers at High Speed and Low Cost. Polym. Rev. 2014, 54, 677–701. [Google Scholar] [CrossRef]
- Gupta, B.B. Manufacture, Types and Properties of Biotextiles for Medical Applications; Woodhead Publishing Series in Textiles; North Carolina State University: Raleigh, NC, USA, 2013; pp. 3–47. ISBN 978-1-84569-439-5. [Google Scholar]
- Shuakat, M.N.; Lin, T. Recent Developments in Electrospinning of Nanofiber Yarns. J. Nanosci. Nanotechnol. 2014, 14, 1389–1408. [Google Scholar] [CrossRef]
- Goonoo, N.; Bhaw-Luximon, A.; Jhurry, D. Drug Loading and Release from Electrospun Biodegradable Nanofibers. J. Biomed. Nanotechnol. 2014, 10, 2173–2199. [Google Scholar] [CrossRef]
- Hu, X.; Liu, S.; Zhou, G.; Huang, Y.; Xie, Z.; Jing, X. Electrospinning of Polymeric Nanofibers for Drug Delivery Applications. J. Control. Release 2014, 185, 12–21. [Google Scholar] [CrossRef]
- Pelipenko, J.; Kocbek, P.; Kristl, J. Critical Attributes of Nanofibers: Preparation, Drug Loading, and Tissue Regeneration. Int. J. Pharm. 2015, 484, 57–74. [Google Scholar] [CrossRef]
- Long, Y.-Z.; Yan, X.; Wang, X.-X.; Zhang, J.; Yu, M. Electrospinning. Electrospinn. Nanofabr. Appl. 2019, 21–52. [Google Scholar] [CrossRef]
- Cherif, C. Textile Materials for Lightweight Constructions Technologies—Methods—Materials—Properties; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 9783662463413. [Google Scholar]
- Wendorff, J.H.; Agarwal, S.; Greiner, A. Electrospinning: Materials, Processing, and Applications; Wiley-Vch: Weinheim, Germany, 2012; ISBN 9783527320806. [Google Scholar]
- Su, X.; Jia, C.; Xiang, H.; Zhu, M. Research Progress in Preparation, Properties, and Applications of Medical Protective Fiber Materials. Appl. Mater. Today 2023, 32, 101792. [Google Scholar] [CrossRef]
- Gao, Y.; Zhang, J.; Su, Y.; Wang, H.; Wang, X.-X.; Huang, L.-P.; Yu, M.; Ramakrishna, S.; Long, Y.-Z. Recent Progress and Challenges in Solution Blow Spinning. Mater. Horiz. 2021, 8, 426–446. [Google Scholar] [CrossRef]
- Anand, S.; Brunnschweiler, D.; Swarbrick, G.; Russell, S.J. Mechanical Bonding. In Handbook of Nonwovens; Russell, S.J., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007. [Google Scholar]
- Raghvendra, K.M.; Sravanthi, L. Fabrication Techniques of Micro/Nano Fibres Based Nonwoven Composites: A Review. Mod. Chem. Appl. 2017, 5, 1000206. [Google Scholar] [CrossRef]
- Kittlemann, W.; Dilo, J.P.; Gupta, V.P.; Kunath, P. Needling Process. In Nonwoven Fabrics: Raw Materials, Manufacture, Applications, Characteristics, Testing Processes; Albrecht, W., Fuchs, H., Kittlemann, W., Eds.; Wiley-Vch: Weinheim, Germany, 2003. [Google Scholar]
- Kiron, M.I.; El-Sharkawy, M.A.-Z.; Abdel-Rahman, A.O. Hydroentanglement Bonding Process for Production of Nonwoven Fabric. Textile Learner 25 December 2014. Available online: https://textilelearner.net/hydroentanglement-bonding-of-nonwoven-fabric/ (accessed on 1 March 2023).
- Wilson, A. Development of the nonwovens industry. In Handbook of Nonwovens, 1st ed.; Russell, S.J., Ed.; Wood-Head Publishing: Cambridge, UK, 2007; pp. 1–15. [Google Scholar]
- What Are Nonwovens. INDA. Available online: https://www.inda.org/about-nonwovens/ (accessed on 1 March 2023).
- Corbman, B.P. Textiles Fiber to Fabric, 6th ed; McGraw Hill Inc.: New York, NY, USA, 1983; p. 594. ISBN 0070131376. [Google Scholar]
- Elsasser, V.H. Textiles, 2nd ed; Fairchild Publication Inc.: New York, NY, USA, 2007; p. 252. ISBN 1563673002. [Google Scholar]
- Bhat, G. 3-Biodegradable materials for nonwovens. Appl. Nonwovens Tech. Text. 2010, 46–62. [Google Scholar] [CrossRef]
- Hutten, I.M. Handbook of Nonwoven Filter Media; Butterworth-Heinemann: Oxford, UK, 2015; ISBN 9780080983028. [Google Scholar]
- Carr, R.C. Fabric Filter Technology for Coal-Fired Power Plants. J. Air Pollut. Control Assoc. 1982, 32, 362–366. [Google Scholar] [CrossRef]
- Erratum to Assessment of a Respiratory Face Mask for Capturing Air Pollutants and Pathogens Including Human Influenza and Rhinoviruses. J. Thorac. Dis. 2018, 10, E676–E677. [CrossRef] [PubMed]
- Jha, R.; Deshmukh, K. Advancement of Nonwoven Technology in Filter. In Proceedings of the Nonwovens, Technicaltextile.com, Mumbai, India, 20 February 2010. [Google Scholar]
- Diegelmann, R.F.; Evans, M.C. Wound healing: An overview of acute, fibrotic and delayed healing. Front. Biosci. 2004, 9, 283. [Google Scholar] [CrossRef]
- Abhishek. Disposable Nonwoven for Medical Application, Technical Textiles September 2012. Available online: Fibre2fashion.com/ (accessed on 1 March 2023).
- Chinta, S.K.; Landage, S.M. Abhishek. Medical Textiles—Approach for Wound Care by Nonwovens: Technical Textiles September 2012. Available online: Fibre2fashion.com/ (accessed on 1 March 2023).
- Patel, M.; Bhrambhatt, D. Nonwoven Technology for Unconventional Fabrics; Academia: Prague, Czech Republic, 2015. [Google Scholar]
- Gupta, B.; Agrawal, R.; Alam, M.A. Textile-based smart wound dressings. Indian J. Fiber Text. Res. 2010, 35, 174. [Google Scholar]
- Duquesne, S.; Bourbigot, S. Flame retardant nonwovens. Appl. Nonwovens Tech. Text. 2010, 65–84. [Google Scholar] [CrossRef]
- Ajmeri, J.R. Nonwoven materials and technologies for medical applications. Handb. Med. Text. 2011, 106–131. [Google Scholar] [CrossRef]
- Rajendran, S. Hi-tech textiles for interactive wound therapies. Handb. Med. Text. 2011, 38–79. [Google Scholar] [CrossRef]
- Alongi, J. Update on Flame Retardant Textiles: State of the Art, Environmental Issues and Innovative Solutions; Smithers Rapra Technology: London, UK, 2013; ISBN 9781909030183. [Google Scholar]
- Rawas, C. Presentation at Club de Veille Textil’Aisne, France, 17 December 2008. 17 December.
- Kiron, M.I. Protective Textiles with Its Enormous Applications. Textile Learner 13 February 2021. Available online: https://textilelearner.net/hydroentanglement-bonding-of-nonwoven-fabric/ (accessed on 1 March 2023).
- Chowdhury, S. Protective Textiles Introduction, 2 July 2021. Available online: https://textilestudycenter.com/ (accessed on 1 March 2023).
- Development of high performance thermal protective clothing. Therm. Prot. Cloth. Firef. 2017, 27–55. [CrossRef]
- Thomas, G.A. Military Textiles. Non-Woven Fabr. Mil. Appl. 2008, 17–49. [Google Scholar] [CrossRef]
- Ramkumar, S.; Sata, U. Nonwovens for Defense Applications, Indian Technical Textiles Industry: Next Phase of the Nonwovens Industry, Fibre2fashion.com 2012. Technicaltextile.net. Available online: https://www.technicaltextile.net/articles/nonwovens-for-value-added-and-defense-applications-3786/ (accessed on 1 March 2023).
- Szczesuil, S.; Narayanan, V. Nonwoven Fabrics for Military Application, Woven Fabric Magnified, Nonwoven Fabric Magnified, Fibre2fashion.com. Technicaltextile.net. Available online: https://technicaltextile.net/articles/development-of-nonwoven-fabrics-for-military-application-3862/ (accessed on 1 March 2023).
- Ghosh, S. Composite Nonwovens in Medical Applications. Compos. Non-Woven Mater. 2014, 211–224. [Google Scholar] [CrossRef]
- Enhancing the Mobility and Survivability of Soldiers through the use of Light-weight and Flame-Retardant Nonwoven Composite Fabrics. In Proceedings of the Navy Opportunity Forum, 5–7 June 2006.
- Shaid, A.; Wang, L.; Padhye, R.; Bhuyian, M.A.R. Aerogel Nonwoven as Reinforcement and Batting Material for Firefighter’s Protective Clothing: A Comparative Study. J. Sol-Gel Sci. Technol. 2018, 87, 95–104. [Google Scholar] [CrossRef]
- Sathe, M.; Sharma, P.K.; Singh, V.K.; Tripathi, N.K.; Verma, V.; Sharma, S.P.; Tomar, L.N.S.; Chaturvedi, A.; Yadav, S.S.; Thakare, V.B.; et al. Chemical Protection Studies of Activated Carbon Spheres Based Permeable Protective Clothing against Sulfur Mustard, a Chemical Warfare Agent. Def. Sci. J. 2019, 69, 577–584. [Google Scholar] [CrossRef]
- López-Maya, E.; Montoro, C.; Rodríguez-Albelo, L.M.; Aznar Cervantes, S.D.; Lozano-Pérez, A.A.; Cenís, J.L.; Barea, E.; Navarro, J.A.R. Textile/Metal-Organic-Framework Composites as Self-Detoxifying Filters for Chemical-Warfare Agents. Angew. Chem. Int. Ed. 2015, 54, 6790–6794. [Google Scholar] [CrossRef]
- Lu, A.X.; McEntee, M.; Browe, M.A.; Hall, M.G.; DeCoste, J.B.; Peterson, G.W. MOf fabric: Electrospun Nanofiber Mats from PVDF/UiO-66-NH2 for chemical protection and decontamination. ACS Appl. Mater. Interfaces 2017, 9, 13632–13636. [Google Scholar] [CrossRef]
- Teymourian, T.; Teymoorian, T.; Kowsari, E.; Ramakrishna, S. Challenges, Strategies, and Recommendations for the Huge Surge in Plastic and Medical Waste during the Global COVID-19 Pandemic with Circular Economy Approach. Mater. Circ. Econ. 2021, 3, 6. [Google Scholar] [CrossRef]
- Singh, N.; Tang, Y.; Ogunseitan, O.A. Environmentally Sustainable Management of Used Personal Protective Equipment. Environ. Sci. Technol. 2020, 54, 8500–8502. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, 1700782. [Google Scholar] [CrossRef]
- Dolez, P.I.; Marsha, S.; McQueen, R.H. Fibers and Textiles for Personal Protective Equipment: Review of Recent Progress and Perspectives on Future Developments. Textiles 2022, 2, 349–381. [Google Scholar] [CrossRef]
- Dolez, P.I.; Decaens, J.; Buns, T.; Lachapelle, D.; Vermeersch, O. Applications of smart textiles in occupational health and safety. IOP Conf. Ser. Mater. Sci. Eng. 2020, 827, 012–014. [Google Scholar] [CrossRef]
- Babaahmadi, V.; Amid, H.; Naeimirad, M.; Ramakrishna, S. Biodegradable and Multifunctional Surgical Face Masks: A Brief Review on Demands during COVID-19 Pandemic, Recent Developments, and Future Perspectives. Sci. Total Environ. 2021, 798, 149233. [Google Scholar] [CrossRef]
- Edwards, E. What Is Melt-Blown Extrusion and How Is it Used for Making Masks? 2022. Available online: Thomasnet.com/articles/machinery-tools-supplies/what-is-melt-blown-extrusion/ (accessed on 1 March 2023).
- Wilkinson, M. A Review of Industrial Coated Fabric Substrates. J. Coat. Fabr. 1996, 26, 87–106. [Google Scholar] [CrossRef]
- Types of Masks and Respirators. January 2022. Available online: cdc.gov/ (accessed on 1 March 2023).
- Vaughn, E.A. Nonwovens as Substrates for Coated Fabrics. J. Coat. Fabr. 1992, 21, 156–179. [Google Scholar] [CrossRef]
- Stafford Textiles Limited Understanding N95 Mask Requirements. 8 February 2021. Available online: https://staftex.com/news/understanding-n95-mask-requirements (accessed on 1 March 2023).
- Gregor, E.C. Nonwoven fabric filtration. The Textile World. 2009. Available online: https://www.textileworld.com/textile-world/nonwovens-technical-textiles/2009/03/primer-on-nonwoven-fabric-filtration/ (accessed on 1 March 2023).
- Ramkumar, S. Growth opportunities in nonwoven and technical textiles industry in India. Fibre2fashion.com July 2007. Available online: https://www.fibre2fashion.com/industry-article/2207/growth-opportunities-in-nonwoven/ (accessed on 1 March 2023).
- Karabulut, F. Melt-Blown Fibres vs Electrospun Nanofibres as Filtration Media. Environ. Sci. 2020, 222450950. Available online: https://www.innovationintextiles.com/uploads/12280/MB-vs.-NF-White-Paper.pdf (accessed on 1 March 2023).
- Xue, J. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef] [PubMed]
- Ullah, S.; Ullah, A.; Lee, J.; Jeong, Y.; Hashmi, M.; Zhu, C.; Joo, K.I.; Cha, H.J.; Kim, I.S. Reusability Comparison of Melt-Blown vs Nanofiber Face Mask Filters for Use in the Coronavirus Pandemic. ACS Appl. Nano Mater. 2020, 3, 7231–7241. [Google Scholar] [CrossRef]
- Essa, W.K.; Yasin, S.A.; Saeed, I.A.; Ali, G.A.M. Nanofiber-Based Face Masks and Respirators as COVID-19 Protection: A Review. Membranes 2021, 11, 250. [Google Scholar] [CrossRef]
- Liu, C.; Hsu, P.C.; Lee, H.W. Transparent air filter for high-efficiency PM2.5 capture. Nat. Commun. 2015, 6, 6205. [Google Scholar] [CrossRef]
- Qin, X.; Subianto, S. Electrospun Nanofibers for Filtration Applications. Electrospun Nanofibers 2017, 449–466. [Google Scholar] [CrossRef]
- Teo, W.; Ramakrishna, S. A Review on Electrospinning Design and Nanofibre Assemblies. Nanotechnology 2006, 17, 89–106. [Google Scholar] [CrossRef]
- Kwak, B.E.; Yoo, H.J.; Lee, E.; Kim, D.H. Large-Scale Centrifugal Multispinning Production of Polymer Micro- and Nanofibers for Mask Filter Application with a Potential of Cospinning Mixed Multicomponent Fibers. ACS Macro Lett. 2021, 10, 382–388. [Google Scholar] [CrossRef]
- Yim, W.; Cheng, D.; Patel, S.H.; Kou, R.; Meng, Y.S.; Jokerst, J.V. KN95 and N95 Respirators Retain Filtration Efficiency despite a Loss of Dipole Charge during Decontamination. ACS Appl. Mater. Interfaces 2020, 12, 54473–54480. [Google Scholar] [CrossRef]
- Nicosia, A.; Gieparda, W.; Foksowicz-Flaczyk, J.; Walentowska, J.; Wesołek, D.; Vazquez, B.; Prodi, F.; Belosi, F. Air Filtration and Antimicrobial Capabilities of Electrospun PLA/PHB Containing Ionic Liquid. Sep. Purif. Technol. 2015, 154, 154–160. [Google Scholar] [CrossRef]
- Liu, Z.; Yu, D.; Ge, Y.; Wang, L.; Zhang, J.; Li, H.; Liu, F.; Zhai, Z. Understanding the Factors Involved in Determining the Bioburdens of Surgical Masks. Ann. Transl. Med. 2019, 7, 23. [Google Scholar] [CrossRef]
- Chhikara, P. Nonwoven Wipes and Its Patent Filing Trends, Fiber2Fashion. Available online: Technicaltextile.net/ (accessed on 1 March 2023).
- Zhong, W. Textiles for Medical Filters. Handb. Med. Text. 2011, 419–433. [Google Scholar] [CrossRef]
- Chen, J.Y. 10-Nonwoven textiles in automotive interiors. Appl. Nonwovens Tech. Text. 2010, 184–201. [Google Scholar] [CrossRef]
- Ruckdashel, R.R.; Venkataraman, D.; Park, J.H. Smart Textiles: A Toolkit to Fashion the Future. J. Appl. Phys. 2021, 129, 130903. [Google Scholar] [CrossRef]
- Ruckdashel, R.R.; Khadse, N.; Park, J.H. Smart E-Textiles: Overview of Components and Outlook. Sensors 2022, 22, 6055. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, S.; Joshi, R.; Chughtai, A.A.; Macintyre, C.R. Graphene Modified Multifunctional Personal Protective Clothing. Adv. Mater. Interfaces 2019, 6, 1900622. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Li, H.; Xu, F.; Tao, X. Materials in advanced design of personal protective equipment: A review. Mater. Today Adv. 2021, 12, 100–171. [Google Scholar] [CrossRef]
- Feng, Y.; Wang, N.; He, T.; He, R.; Chen, M.; Yang, L.; Zhang, S.; Zhu, S.; Zhao, Q.; Ma, J.; et al. Ag/Zn Galvanic Couple Cotton Nonwovens with Breath-Activated Electroactivity: A Possible Antibacterial Layer for Personal Protective Face Masks. ACS Appl. Mater. Interfaces 2021, 13, 59196–59205. [Google Scholar] [CrossRef]
- Guan, Q.-F.; Zimeng, H.; Yang, H.; Kunpeng, Y.; Zhangchi, L.; Yin, C.; Zhao, Y.; Wang, J.; Yan, B.; Ma, T.; et al. Biomimetic Design and Mass Production of Sustainable Multiscale Cellulose Fibers-Based Hierarchical Filter Materials for Protective Clothing. Adv. Mater. Technol. 2021, 6, 2100193. [Google Scholar] [CrossRef]
- Hu, Q.; Shen, X.; Qian, X.; Huang, G.; Yuan, M. The personal protective equipment (PPE) based on individual combat: A systematic review and trend analysis. Def. Technol. 2022. [Google Scholar] [CrossRef]
- Karim, N.; Afroj, S.; Lloyd, K.; Oaten, L.C.; Andreeva, D.V.; Carr, C.; Farmery, A.D.; Kim, I.-D.; Novoselov, K.S. Sustainable Personal Protective Clothing for Healthcare Applications: A Review. ACS Nano 2020, 14, 12313–12340. [Google Scholar] [CrossRef] [PubMed]
- Dolez, P.; Chung, H.-J.; Cho, C. End-of-Life Sensors for Fabrics. PCT International Patent Application PCT/CA2022/000006, 3 March 2022. [Google Scholar]
- Dolez, P. Smart barrier membranes for protective clothing. In Smart Textiles for Protection; Chapman, R., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2012; pp. 148–189. [Google Scholar]
- COVID-19—What We Know so Far about Personal Protective Equipment Reuse SYNOPSIS COVID-19—What We Know so Far About. Reuse of Personal Protective Equipment. 2020. Available online: https://www.publichealthontario.ca/-/media/documents/ncov/covid-wwksf/what-we-know-reuse-of-personal-protective-equipment.pdf?la=en/ (accessed on 1 March 2023).
- Guo, Z.; Warlin, N.; Mankar, S.V.; Sidqi, M.; Andersson, M.; Zhang, B.; Nilsson, E. Development of Circularly Recyclable Low Melting Temperature Bicomponent Fibers toward a Sustainable Nonwoven Application. ACS Sustain. Chem. Eng. 2021, 9, 16778–16785. [Google Scholar] [CrossRef]
- Dolez, P.I. When Protective Clothing and PPE Become Sustainable. In Proceedings of the International e-Conference on Sustainable Growth in Textiles (SGT-2021), Kanpur, India, 19–21 August 2021. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Fiber Dimensions | Advantages | Disadvantages | Applications |
|---|---|---|---|---|
| Spunbonded | Microfibers | Randomly oriented fibers offer good mechanical strength; mass production; good thermal properties; permeability; high tear strength; abrasive resistance | Lesser filtration efficiency due to larger fibers although reducing fiber diameters can achieve improved protection properties and can be used for other applications; poor barrier property | Medical and healthcare; construction; agricultural packaging; protective materials; filtration—due to low filtration efficiency (can achieve only 88.27%) it can be used as outer/inner mask layers |
| Meltblown | Micro/nanofibers | Does not require solvents leading to no pollution; high barrier property; mass production; wide range of polymers | Filtration can only be met using electrostatic electret; wear resistance and mechanical properties are lower but better than electrospun/centrifugal spun fabrics; larger diameter; higher temperature air is required | Filtration—air, liquid, oil/water separation; medical protection—PPE, masks |
| Electrospinning | Nanofibers | High barrier property; simple device; ultrafine fiber diameters; wide range of polymers and polymer composites | Safety issue—high voltage, poor mechanical strength compared with spunbond, and meltblown; low productivity; better spinning stability needed for large industrial scale production | Biomedicine; filtration materials; protective clothing |
| Centrifugal spinning | Nanofibers | Both conductive and non-conductive polymers; high barrier property; safer to use compared with electrospinning; when polymers are melt centrifugal spun, can be solvent free causing no pollution. | Poor mechanical strength compared with meltblown and spunbond; complex machinery for lab-scale; need to optimize spinning concentration to attain desired fiber sizes with good properties; less homogeneous fibers compared with electrospinning; higher speed and performances need advanced motor and bearings; melt centrifugal spun has fibers in microns | Biomedical and tissue engineering-based applications such as wound dressings, etc.; filtration; sensors |
| Solution blow spinning | Nanofibers | High barrier property; high voltage is not needed; wide range of polymers; ultrafine fiber diameters; non-toxic solvents used for spinning; thermal degradation of polymers can be avoided | Poor mechanical strength compared with spunbond and meltblown; unintentional fiber entanglement | High temperature thermal insulation; air filtration; water treatment; electronic devices; biomedical applications |
| Flash spinning | Micro/nanofibers | Good barrier property; excellent tear and puncture resistance; water resistance and mechanical strength; good permeability; can use insoluble polymers to prepare fibers | Unintentional fiber entanglement | Air filtration; medical protective materials |
| Applications | Products | Method Used | Layers |
|---|---|---|---|
| Filtration | Masks | Spunbond, meltblown, electrospun | Outer: spunbond Middle: meltblown or electrospun Inner: spunbond |
| Respirators | Meltblown, electrospun | Outer: meltblown Middle (filter): meltblown or electrospun Inner: meltblown Support layer: modacrylic | |
| Medical | Surgical gowns | SMS, wet-laid, spunbond | Outer: spunbond repellent fabric, Middle layers: meltblown for fluid control and bacterial layer Inner: spunbond |
| Wound dressings | Spunlace, needle-punched, hydroentanglement | Outer: protective backing antibacterial layer Middle: spunlace nonwoven, sandwiched between super absorbent and absorption Polyurethane foam, Inner: wound contact silicone layer with adhesive | |
| Underpads | Spunbond, SMS | Outer: spunbond backing layer Middle: SMS Inner: spunbond | |
| Medical gauze | Spunlace, ultrasonic bonded | Outer: spunlace Middle: spunlace Inner: ultrasonic bonded with a textile mesh | |
| Wadding | Needle-punched, meltblown | Composite layers of needle-punched encapsulated in meltblown | |
| Medical clothing | SMS, spunbond, hydroentanglement, wet-laid | Outer: SMS Middle: meltblown Inner: SMS | |
| Protection | Firefighter’s garments | Hydroentanglement | Outer: a shell fabric Middle: moisture barrier, thermal barrier Inner: shell fabric |
| Military garments | Hydroentanglement, needle-punched | Outer shell, inner shell, middle-moisture barrier, thermal barrier layers |
| Field | Applications |
|---|---|
| General PPE | Graphene-modified personal protective clothing [115] |
| Mask/ Respirators | An earbud incorporated into masks for better quality calls. Self-disinfecting face masks with two conductive fabrics sandwiched by a dielectric layer [116]. |
| Breath-activated antibacterial face mask using Ag/cotton/Zn nonwoven to generate a microelectronic field. Excellent electroactive antibacterial activity against E. coli and S. aureus [117]. | |
| Medical | Cellulose fiber-based hierarchical filter materials for protective clothing [118] |
| Reusable and bio-based medical protective fibers [49] | |
| Antiviral/antimicrobial medical protective fibers [49] | |
| Visual detecting medical protective fibers [49] | |
| Protection | Intelligent thermostatic garments, i.e., suits for thermoregulation, microclimate regulation systems, water storage, waterproof, breathable, thermoregulation, release control carrier for functional molecules, camouflage uniforms—stealth and protection by material color change to blend with external surroundings [119] |
| “Warrior Web” using Bionic technology, intelligent combat clothing, to protect health and safety of soldiers [119] | |
| Nuclear, biological, chemical (NBC) protective clothing [119] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venkataraman, D.; Shabani, E.; Park, J.H. Advancement of Nonwoven Fabrics in Personal Protective Equipment. Materials 2023, 16, 3964. https://doi.org/10.3390/ma16113964
Venkataraman D, Shabani E, Park JH. Advancement of Nonwoven Fabrics in Personal Protective Equipment. Materials. 2023; 16(11):3964. https://doi.org/10.3390/ma16113964
Chicago/Turabian StyleVenkataraman, Dhanya, Elnaz Shabani, and Jay H. Park. 2023. "Advancement of Nonwoven Fabrics in Personal Protective Equipment" Materials 16, no. 11: 3964. https://doi.org/10.3390/ma16113964
APA StyleVenkataraman, D., Shabani, E., & Park, J. H. (2023). Advancement of Nonwoven Fabrics in Personal Protective Equipment. Materials, 16(11), 3964. https://doi.org/10.3390/ma16113964