
Effect of Synchronized Laser Shock Peening on Decreasing Defects and Improving Microstructures of Ti-6Al-4V Laser Joint


 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
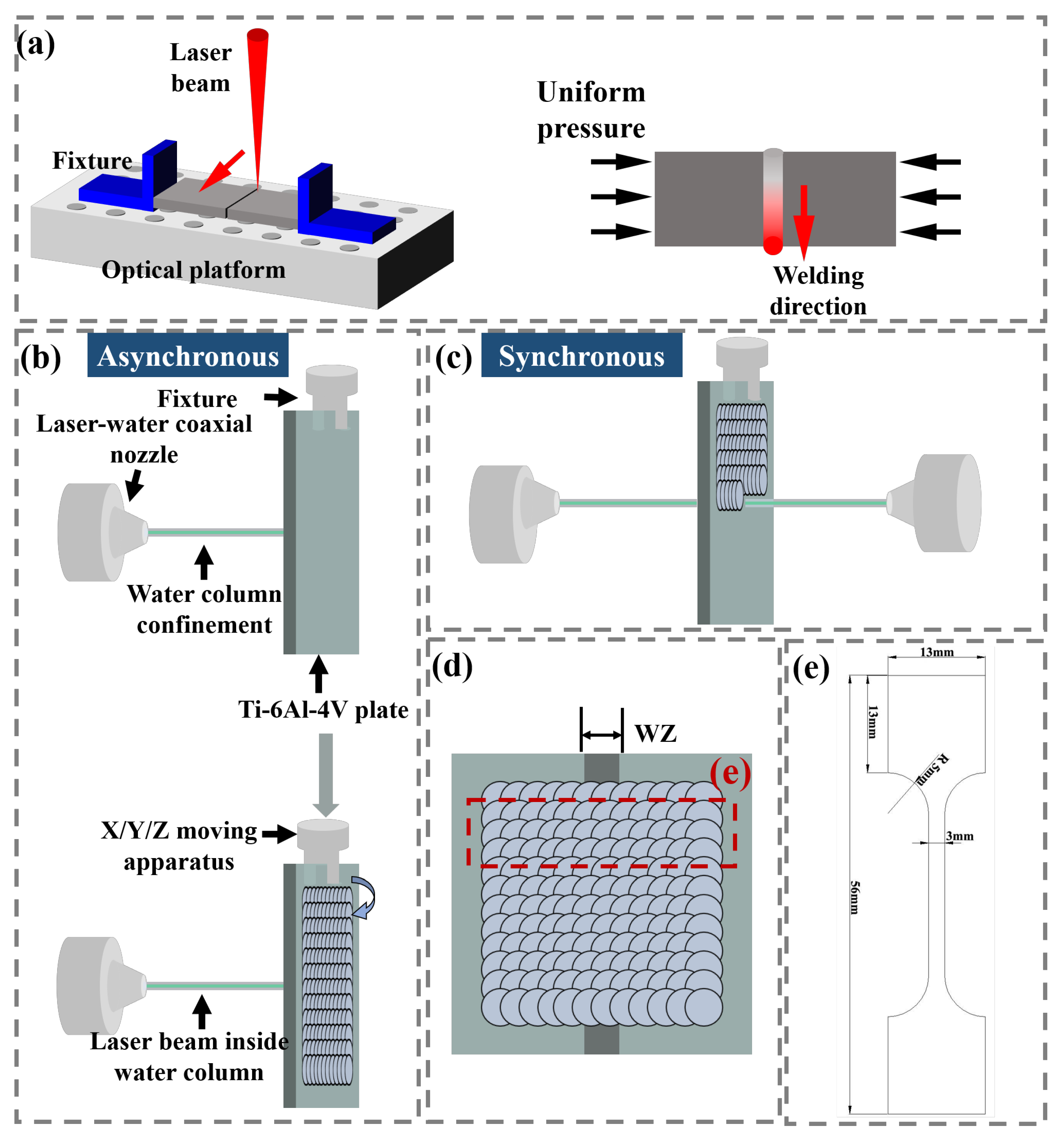
2.2. Laser Welding Process and Laser Shock Peening Process
2.3. Microstructural Characterization
2.4. Mechanical Tests and Characterization
3. Results and Discussion
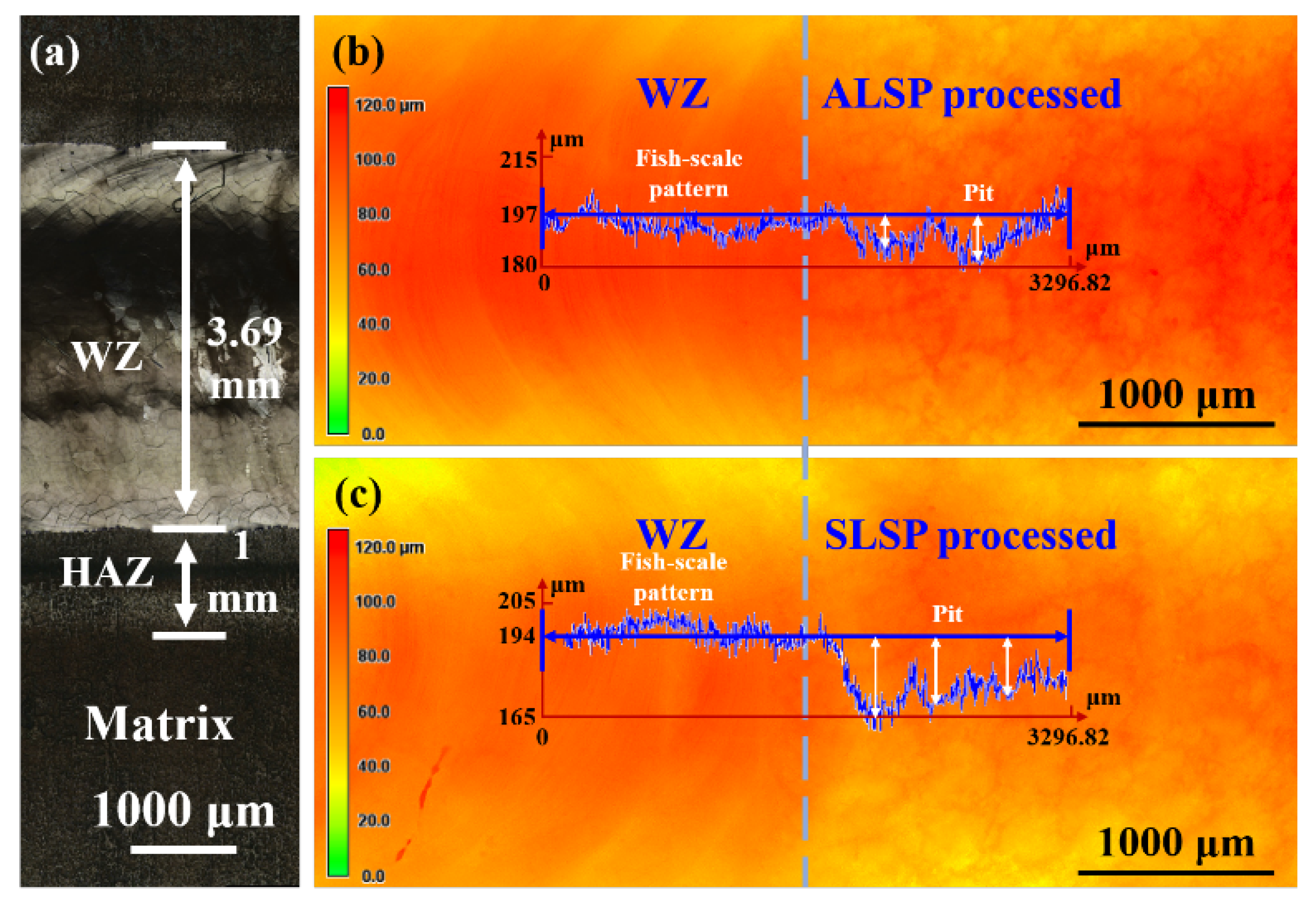
3.1. Surface Topography Evolution Induced by LSP Processing
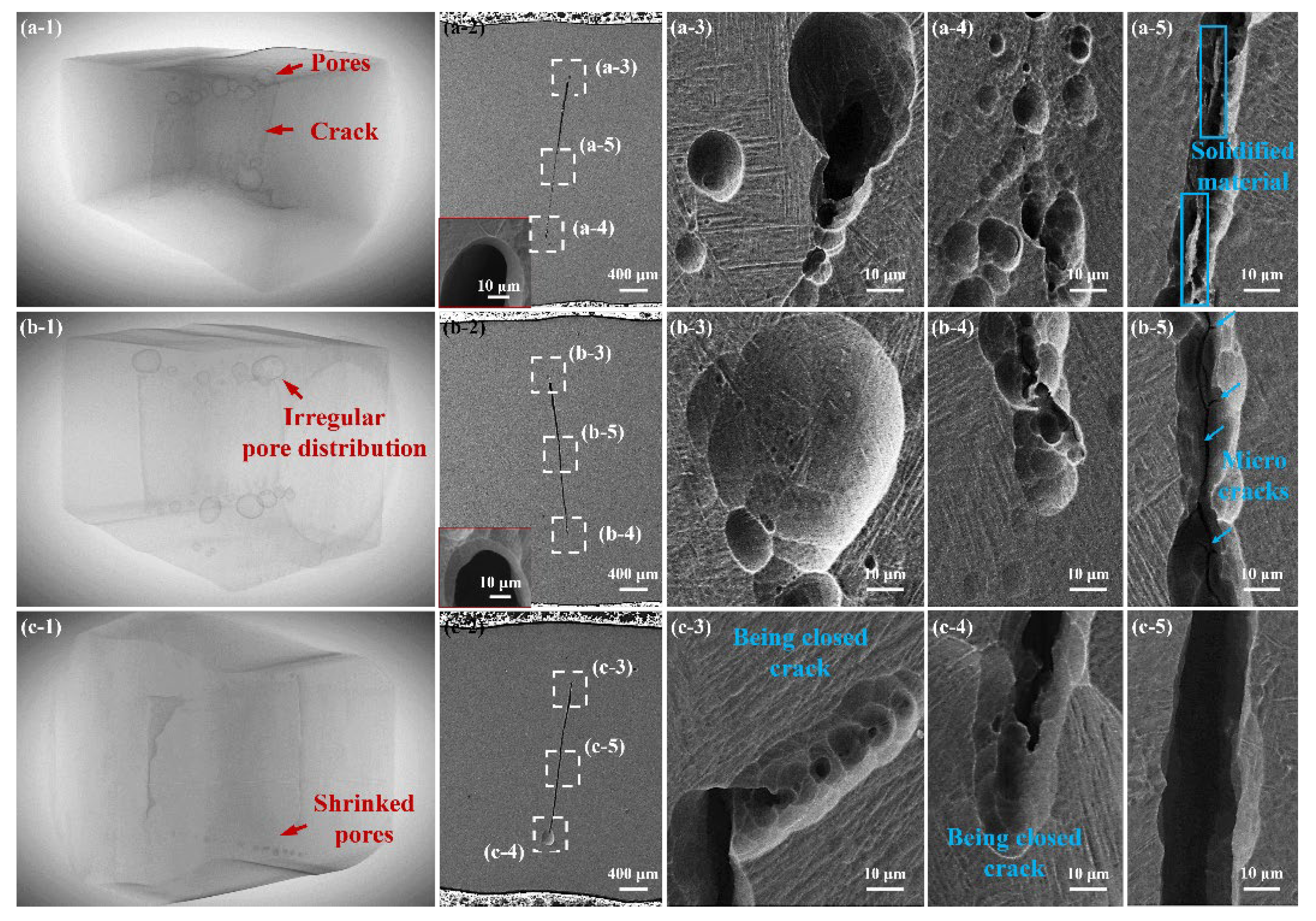
3.2. Welding Defect Evolution Induced by LSP Processing
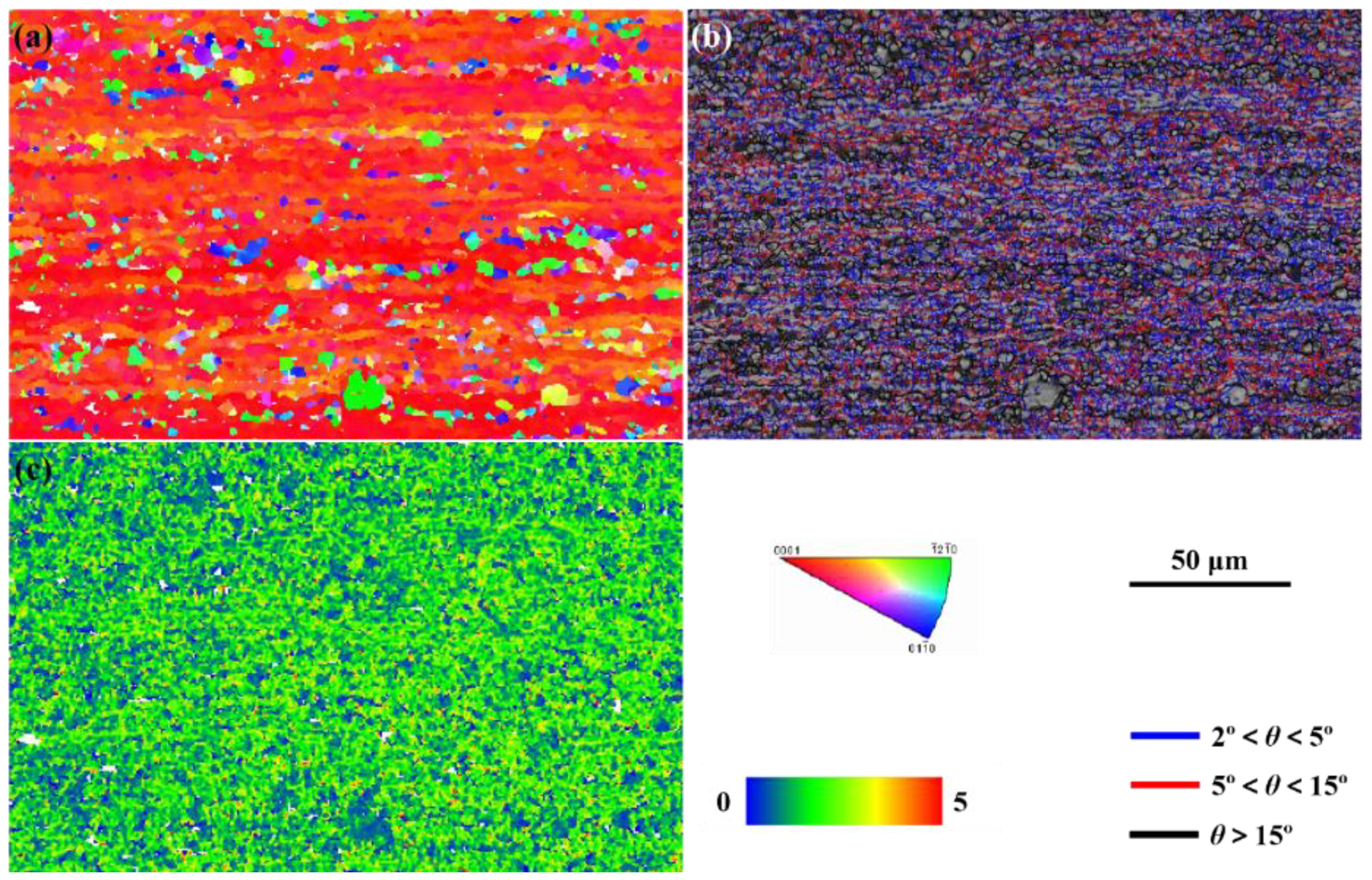
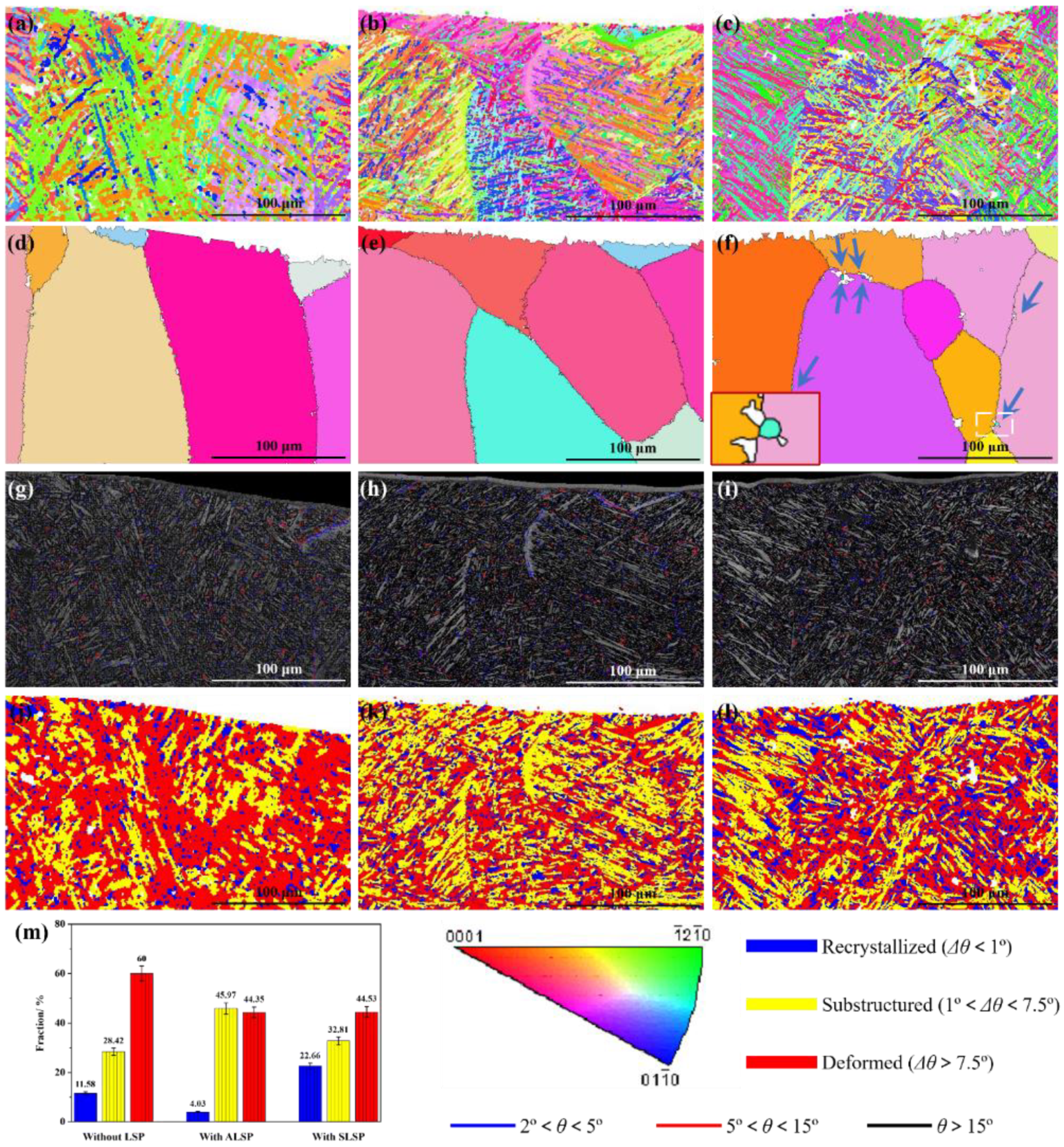
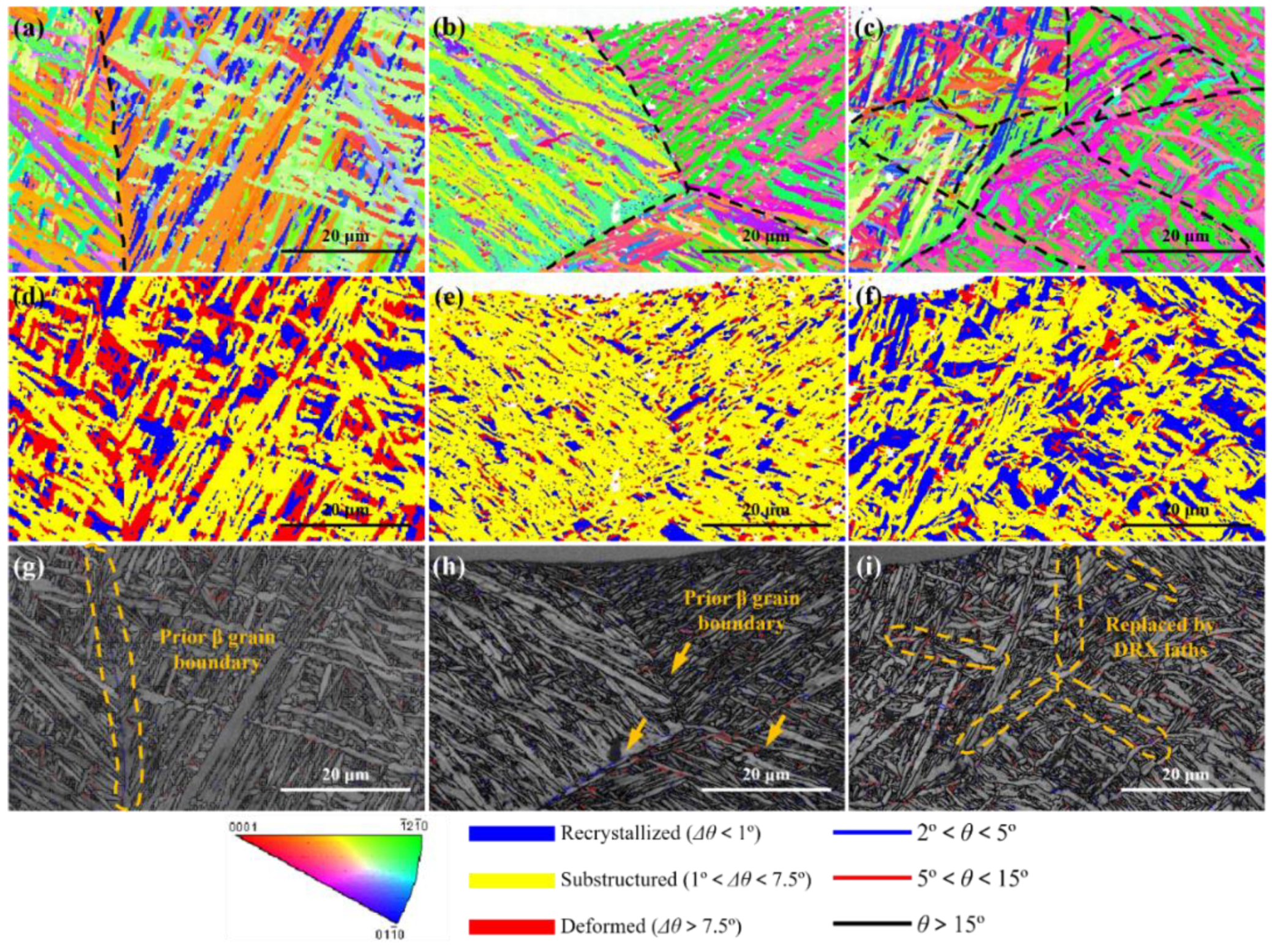
3.3. Microstructure Evolution Induced by LSP Processing
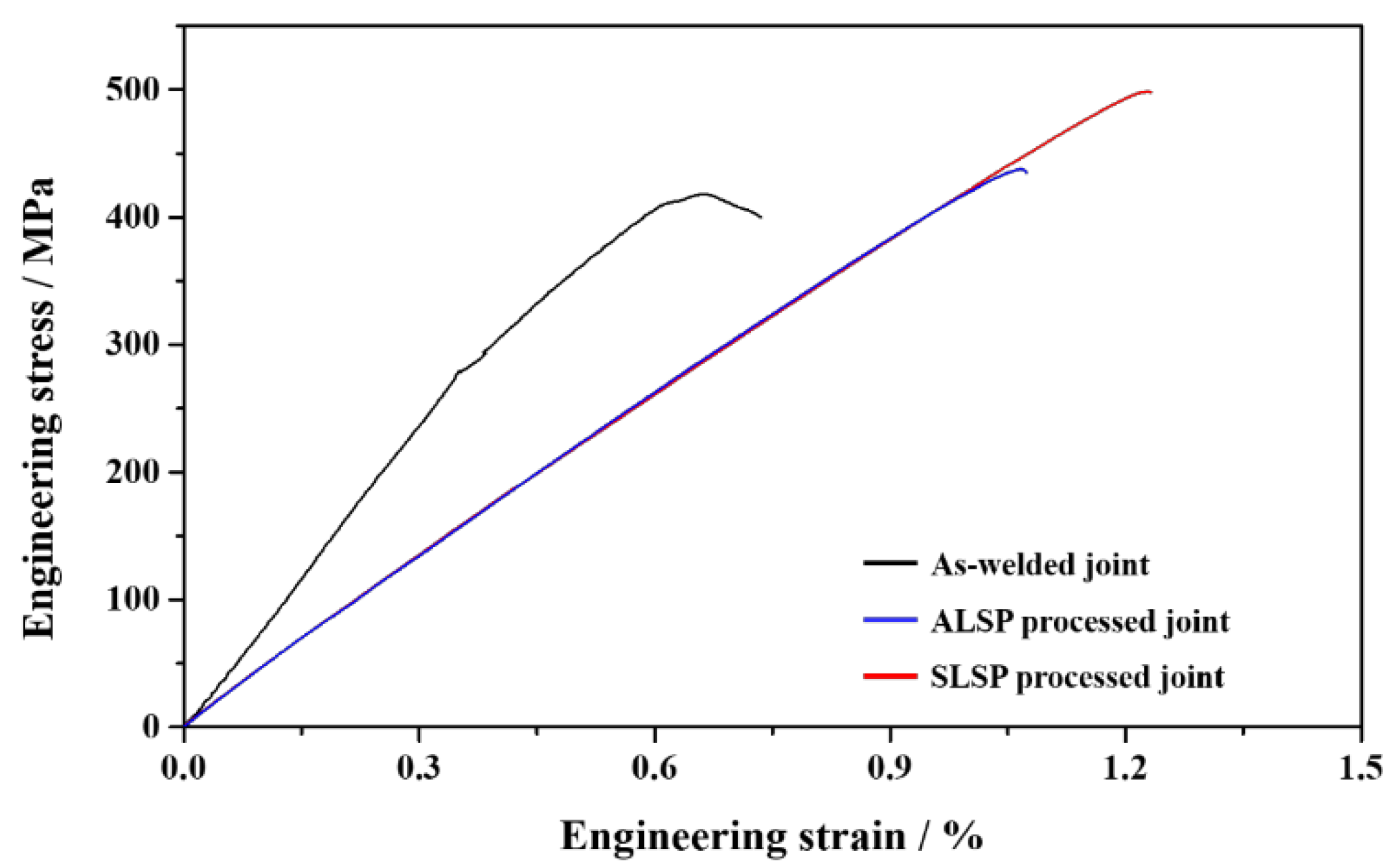
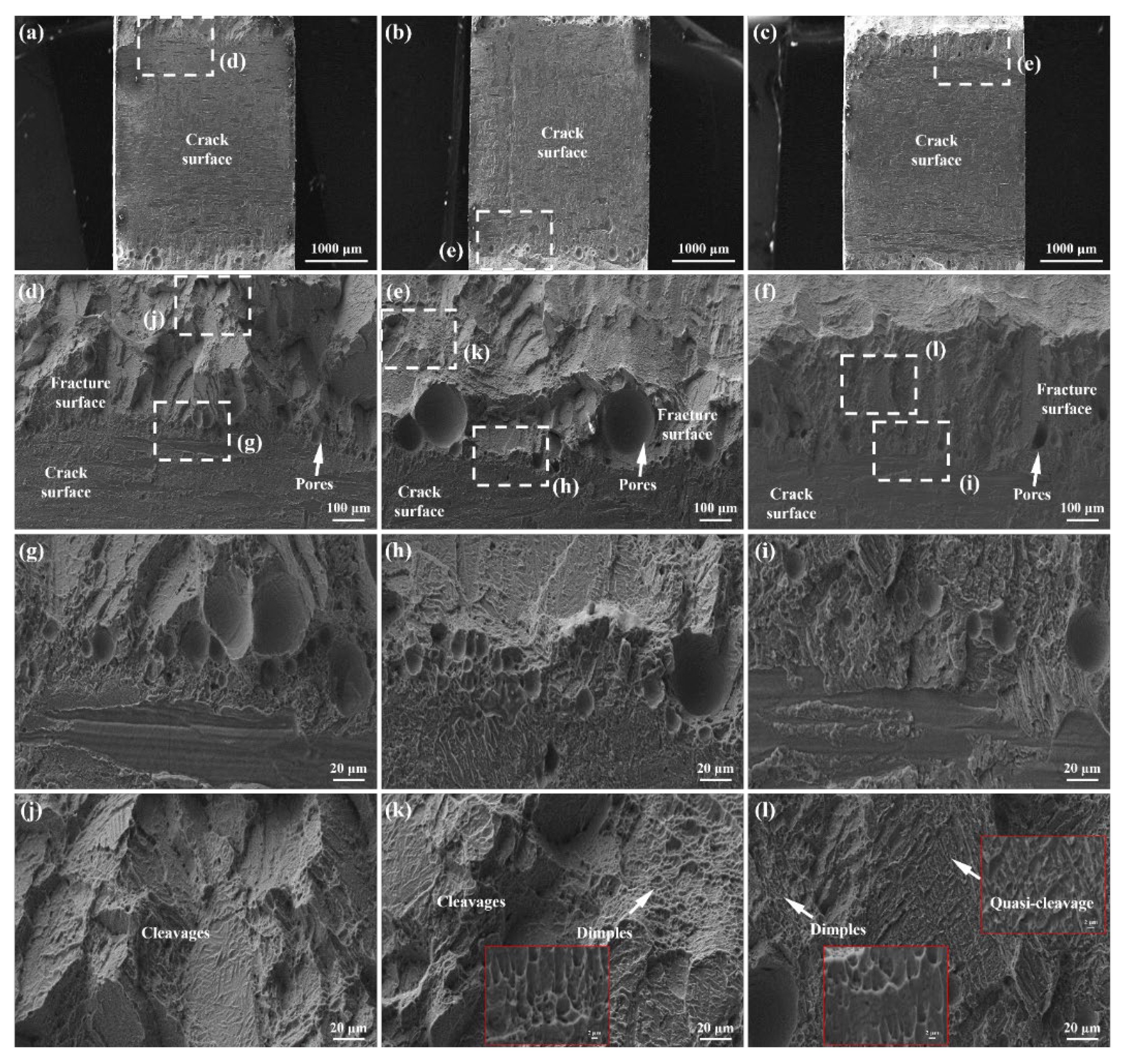
3.4. Mechanical Properties and Fracture Analyses
3.5. Influence of LSP Processing on Decreasing Welding Defects
4. Conclusions
- (1)
- Surface topographies of ALSP and SLSP processing show that SLSP can cause surface plastic deformation on Ti-6Al-4V joints with a pitting depth of more than 25 microns while that of ALSP is about 15 microns.
- (2)
- A long hot crack can be found from the central area of an as-welded joint through micro-CT with a length of about 2.24 mm, accompanied by many pores of different sizes on double sides. With the influence of ALSP processing, part of the pores is eliminated while others are enlarged, and the one-side crack tip presents closure morphology. However, some microcracks exist on the side-wall of the hot crack. After SLSP processing, great shrinkage of pores can be achieved and more obvious closure tendency can be observed from both sides of crack tips.
- (3)
- Greater effects of grain refinement and thermal stress release could be achieved by SLSP processing than ALSP processing, which can be ascribed to dynamic recrystallization.
- (4)
- For the as-welded joint, the UTS and EL values are 418 MPa and 0.73%, respectively. The values of UTS and EL in the ALSP-processed joint are increased to 437 MPa and 1.07%, which are 4.55% and 46.48% higher than the as-welded joint, respectively. The values of UTS and EL after SLSP processing are 498 MPa and 1.23%, which are 19.14% and 68.49% higher than the as-welded joint, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, H.; Wu, L.; Wei, H.; Cai, J.; Luo, K.; Xu, X.; Lu, J. Microstructural evolution and tensile property enhancement of remanufactured Ti6Al4V using hybrid manufacturing of laser directed energy deposition with laser shock peening. Addit. Manuf. 2022, 55, 102877. [Google Scholar] [CrossRef]
- Shi, X.; Feng, X.; Teng, J.; Zhang, K.; Zhou, L. Effect of laser shock peening on microstructure and fatigue properties of thin-wall welded Ti-6A1-4V alloy. Vacuum 2021, 184, 109986. [Google Scholar] [CrossRef]
- Wang, Q.; Shankar, R.M.; Liu, Z.; Cheng, Y. Crystallographic texture evolutions of Ti-6Al-4V chip foils in relation to strain path and high strain rate arising from large strain extrusion machining process. J. Mater. Process. Tech. 2022, 305, 117588. [Google Scholar] [CrossRef]
- Chao, Y.; Liu, Y.; Xu, Z.; Xie, W.; Zhang, L.; Ouyang, W.; Wu, H.; Pan, Z.; Jiao, J.; Li, S.; et al. Improving superficial microstructure and properties of the laser-processed ultrathin kerf in Ti-6Al-4V alloy by water-jet guiding. J. Mater. Sci. Technol. 2023, 156, 32–53. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Jia, S.; Jiao, J.; Zhang, M.; Zhang, W. Cracks Repairing by Using Laser Additive and Subtractive Hybrid Manufacturing Technology. J. Manuf. Sci. Eng. 2020, 142, 031006. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Jiao, J.; Liu, Y.; Gao, X.; Luo, W.; Zhang, W.; Liu, Y. Investigation on repairing 30CrMnSiNi2A steel with laser additive and subtractive hybrid remanufacturing technology. Opt. Laser. Eng. 2023, 160, 107254. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H. Repair welding process of friction stir welding groove defect. T. Nonfree. Metal. Soc. 2009, 19, 563–567. [Google Scholar] [CrossRef]
- Seo, J.W.; Kwon, S.J.; Lee, C.W.; Lee, D.H. Fatigue strength and residual stress evaluation of repair welding of bogie frame for railway vehicles. Eng. Fall. Anal. 2021, 119, 104980. [Google Scholar] [CrossRef]
- Yu, B.; Chen, Z.; Wang, P.; Song, X. A comparative study on the mechanical behavior of S355J2 steel repair-welded joints. J. Constr. Steel. Res. 2023, 205, 107878. [Google Scholar] [CrossRef]
- Jiao, J.; Xu, Z.; Wang, Q.; Sheng, L.; Zhang, W. CFRTP and stainless steel laser joining: Thermal defects analysis and joining parameters optimization. Opt. Laser. Technol. 2018, 103, 170–176. [Google Scholar] [CrossRef]
- Chen, X.; Inao, D.; Tanaka, S.; Mori, A.; Li, X.; Hokamoto, K. Explosive welding of Al alloys and high strength duplex stainless steel by controlling energetic conditions. J. Manuf. Process. 2020, 58, 1318–1333. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, Y.; Fan, D.; Zhao, J.; Huang, J.; Yu, X.; Liu, S. Microstructure and performances of dissimilar joints between 12Cr2Mo1R steel and 06Cr18Ni11Ti austenitic stainless steel joined by AA-TIG welding. J. Manuf. Process. 2020, 60, 96–106. [Google Scholar] [CrossRef]
- Kimura, M.; Ohara, K.; Kusaka, M.; Kaizu, K.; Hayashid, K. Effects of tensile strength on friction welding condition and weld faying surface properties of friction welded joints between pure copper and austenitic stainless steel. J. Adv. Join. Process. 2020, 2, 100028. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Explosive welding of aluminium to stainless steel using carbon steel and niobium interlayers. J. Mater. Process. Tech. 2020, 283, 116707. [Google Scholar] [CrossRef]
- Prasad, R.; Waghmare, D.T.; Kumar, K.; Masanta, M. Effect of overlapping condition on large area NiTi layer deposited on Ti-6Al-4V alloy by TIG cladding technique. Surf. Coat. Tech. 2020, 385, 125417. [Google Scholar] [CrossRef]
- Ouyang, W.; Jiao, J.; Xu, Z.; Xia, H.; Ye, Y.; Zou, Q.; Tian, R.; Sheng, L. Experimental study on CFRP drilling with the picosecond laser “double rotation” cutting technique. Opt. Laser. Technol. 2021, 142, 107238. [Google Scholar] [CrossRef]
- Kanerva, M.; Besharat, Z.; Pärnänen, T.; Jokinen, J.; Honkanen, M.; Sarlin, E.; Göthelid, M.; Schlenzka, D. Miniature CoCr laser welds under cyclic shear: Fatigue evolution and crack growth. J. Mech. Behav. Biomed. 2019, 99, 93–103. [Google Scholar] [CrossRef]
- Chen, J.; Wei, Y.; Zhan, X.; Gao, Q.; Zhang, D.; Gao, X. Influence of magnetic field orientation on molten pool dynamics during magnet-assisted laser butt welding of thick aluminum alloy plates. Opt. Laser. Technol. 2018, 104, 148–158. [Google Scholar] [CrossRef]
- Sun, Y.; Cui, H.; Tang, X.; Lu, F. Characterization and formation mechanism of periodic solidification defects in deep-penetration laser welding of NiCrMoV steel with heavy section. Int. Adv. Manuf. Tech. 2019, 100, 2857–2866. [Google Scholar] [CrossRef]
- Tsai, C.J.; Wang, L. Improved mechanical properties of Ti–6Al–4V alloy by electron beam welding process plus annealing treatments and its microstructural evolution. Mater. Design. 2014, 60, 587–598. [Google Scholar] [CrossRef]
- Ouyang, W.; Xu, Z.; Chao, Y.; Liu, Y.; Luo, W.; Jiao, J.; Sheng, L.; Zhang, W. Effect of electrostatic field on microstructure and mechanical properties of the 316L stainless steel modified layer fabricated by laser cladding, Materials Characterization. Mater. Charact. 2022, 191, 112113. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, L.; Yao, J.; Xia, H.; Li, J.; Liu, R. Effects of electromagnetic compound field on the escape behavior of pores in molten pool during laser cladding. Surf. Coat. Technol. 2020, 383, 125198. [Google Scholar] [CrossRef]
- Hekmatjou, H.; Moosavy, H.N. Hot cracking in pulsed Nd:YAG laser welding of AA5456. Opt. Laser. Technol. 2018, 103, 22–32. [Google Scholar] [CrossRef]
- Fritzsche, A.; Hilgenberg, K.; Teichmann, F.; Pries, H.; Dilger, K.; Rethmeier, M. Improved degassing in laser beam welding of aluminum die casting by an electromagnetic field. J. Mater. Process. Tech. 2018, 253, 51–56. [Google Scholar] [CrossRef]
- Chen, J.; Wei, Y.; Zhan, X.; Gu, C.; Zhao, X. Thermoelectric currents and thermoelectric-magnetic effects in full-penetration laser beam welding of aluminum alloy with magnetic field support. Int. J. Heat Mass Transf. 2018, 127, 332–344. [Google Scholar] [CrossRef]
- Chen, J.; Wei, Y.; Zhan, X.; Li, Y.; Ou, W.; Zhang, T. Melt flow and thermal transfer during magnetically supported laser beam welding of thick aluminum alloy plates. J. Mater. Process. Tech. 2018, 254, 325–337. [Google Scholar] [CrossRef]
- Bachmann, M.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. About the influence of a steady magnetic field on weld pool dynamics in partial penetration high power laser beam welding of thick aluminium parts. Int. J. Heat Mass Transf. 2013, 60, 309–321. [Google Scholar] [CrossRef]
- Wang, H.; Yuan, X.; Wu, K.; Xu, C.; Jiao, Y.; Ge, W.; Luo, J. Effect of high energy shot-peening on the microstructure and mechanical properties of Al5052/Ti6Al4V lap joints. J. Mater. Process. Tech. 2018, 255, 76–85. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Vollert, F.; Gibmeier, J.; Schulze, V. Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit. Manuf. 2018, 20, 77–89. [Google Scholar] [CrossRef]
- Wu, B.; Huang, J.; Yang, G.; Ren, Y.; Zhou, S.; An, D. Effects of ultrasonic shot peening on fatigue behavior of TA15 titanium alloy fabricated by laser melting deposition. Surf. Coat. Technol. 2022, 446, 128769. [Google Scholar] [CrossRef]
- Du Plessis, A.; Glaser, D.; Moller, H.; Mathe, N.; Tshabalala, L.; Mfusi, B.; Mostert, R. Pore Closure Effect of Laser Shock Peening of Additively Manufactured AlSi10Mg. 3D. Print. Addit. Manuf. 2019, 6, 245–252. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Unal, O.; Bandini, M.; Guagliano, M. On the effects of laser shock peening on fatigue behavior of V-notched AlSi10Mg manufactured by laser powder bed fusion. Int. J. Fatigue. 2022, 163, 107035. [Google Scholar] [CrossRef]
- Zhou, J.; Zhou, X.; Li, H.; Hu, J.; Han, X.; Liu, S. In-situ laser shock peening for improved surface quality and mechanical properties of laser-directed energy-deposited AlSi10Mg alloy. Addit. Manuf. 2022, 60, 103177. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Improving the strength and ductility of laser directed energy deposited CrMnFeCoNi high-entropy alloy by laser shock peening. Addit. Manuf. 2020, 35, 101417. [Google Scholar] [CrossRef]
- Aybe, M.; Frija, M.; Fathallah, R. Influence of multiple laser impacts on thin leading edges of turbine blade. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 130–143. [Google Scholar] [CrossRef]
- Hu, Y.; Yang, R.; Wang, D.; Yao, Z. Geometry distortion and residual stress of alternate double-sided laser peening of thin section component. J. Mater. Process. Tech. 2018, 251, 197–204. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Jing, H.; Han, Y.; Zhao, L. Fumiyoshi Minami, Effects of annealing on the structure and mechanical properties of FeCoCrNi high-entropy alloy fabricated via selective laser melting. Addit. Manuf. 2020, 32, 101058. [Google Scholar] [CrossRef]
- Sliva, E.P.; Buzolin, R.H.; Alfaro, U.; Requena, G.; Pinto, H.C. Microstructure and mechanical behavior of similar butt-joints of ZK60 and ZK60–1.5RE magnesium alloys produced by linear friction stir welding. J. Magnes. Alloy. 2021, 9, 1782–1796. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, Q.; Du, Z.; Chen, S.; Tan, J.; Yang, Z.; Ma, Z. Critical role of subgrain orientation on the stability of mechanical properties of selective laser melting manufactured alloys. Mater. Sci. Eng. A. 2022, 832, 142505. [Google Scholar] [CrossRef]
- Chanudhuri, A.; Raghupathy, Y.; Srinivasan, D.; Suwas, S.; Srivastava, C. Microstructural evolution of cold-sprayed Inconel 625 superalloy coatings on low alloy steel substrate. Acta. Mater. 2017, 129, 11–25. [Google Scholar] [CrossRef]
- Kang, S.; Jin, H.; Jang, J.; Choi, Y.; Oh, K.; Foley, D.; Zhang, X. A Quantitative Evaluation of Microstructure by Electron Back-Scattered Diffraction Pattern Quality Variations. Microsc. Microanal. 2013, 19 (Suppl. S5), 83–88. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pertuz, A.; González, O.; Martínez, E.; Villegas, D.; Díaz, J. Strain-Based Fatigue Experimental Study on Ti–6Al–4V Alloy Manufactured by Electron Beam Melting. J. Manuf. Mater. Process. 2023, 7, 25. [Google Scholar] [CrossRef]
- Biswas, N.; Ding, J.L.; Balla, V.K.; Field, D.P.; Bandyopadhyay, A. Deformation and fracture behavior of laser processed dense and porous Ti6Al4V alloy under static and dynamic loading. Mater. Sci. Eng. A 2012, 549, 213–221. [Google Scholar] [CrossRef]
- Jiao, Z.; Song, C.; Lin, T.; He, P. Molecular dynamics simulation of the effect of surface roughness and pore on linear friction welding between Ni and Al. Comp. Mater. Sci. 2011, 50, 3385–3389. [Google Scholar] [CrossRef]
- Fu, W.; Huang, Y.; Sun, J.; Ngan, A.H.W. Strengthening CrFeCoNiMn0.75Cu0.25 high entropy alloy via laser shock peening. Int. J. Plasticity 2022, 154, 103296. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | UTS (MPa) | TEL (%) |
|---|---|---|
| As-welded joint | 426 ± 8 | 0.87 ± 0.15 |
| ALSP-processed joint | 437 ± 2 | 1.12 ± 0.05 |
| SLSP-processed joint | 479 ± 19 | 1.19 ± 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Ouyang, W.; Wu, D.; Sheng, L.; Guo, C.; Ma, L.; Chen, Z.; Zhu, Z.; Du, Y.; Cui, P.; et al. Effect of Synchronized Laser Shock Peening on Decreasing Defects and Improving Microstructures of Ti-6Al-4V Laser Joint. Materials 2023, 16, 4570. https://doi.org/10.3390/ma16134570
Zhang L, Ouyang W, Wu D, Sheng L, Guo C, Ma L, Chen Z, Zhu Z, Du Y, Cui P, et al. Effect of Synchronized Laser Shock Peening on Decreasing Defects and Improving Microstructures of Ti-6Al-4V Laser Joint. Materials. 2023; 16(13):4570. https://doi.org/10.3390/ma16134570
Chicago/Turabian StyleZhang, Li, Wentai Ouyang, Di Wu, Liyuan Sheng, Chunhai Guo, Licheng Ma, Zhihao Chen, Zhenkai Zhu, Yongxiao Du, Peijuan Cui, and et al. 2023. "Effect of Synchronized Laser Shock Peening on Decreasing Defects and Improving Microstructures of Ti-6Al-4V Laser Joint" Materials 16, no. 13: 4570. https://doi.org/10.3390/ma16134570
APA StyleZhang, L., Ouyang, W., Wu, D., Sheng, L., Guo, C., Ma, L., Chen, Z., Zhu, Z., Du, Y., Cui, P., Hou, Z., & Zhang, W. (2023). Effect of Synchronized Laser Shock Peening on Decreasing Defects and Improving Microstructures of Ti-6Al-4V Laser Joint. Materials, 16(13), 4570. https://doi.org/10.3390/ma16134570