
The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process




Abstract
:1. Introduction
2. Experimental Procedure
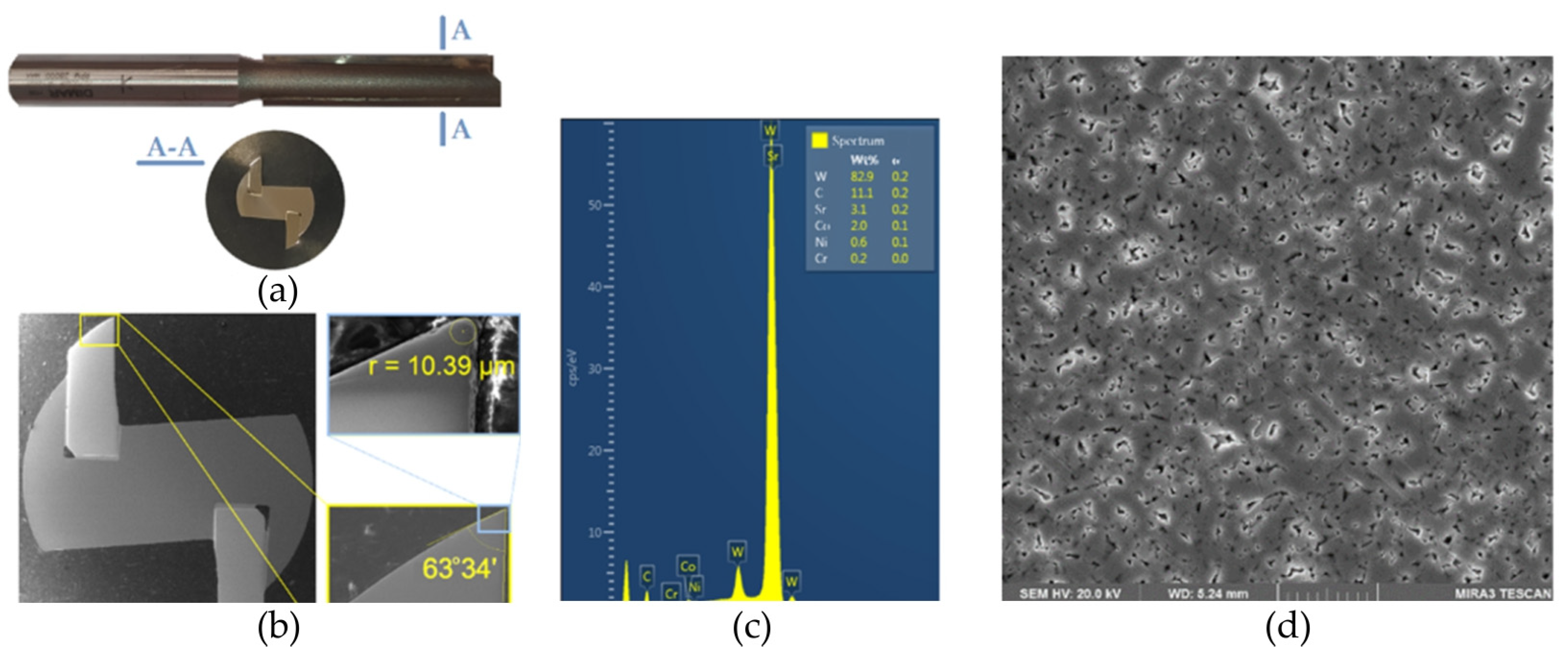
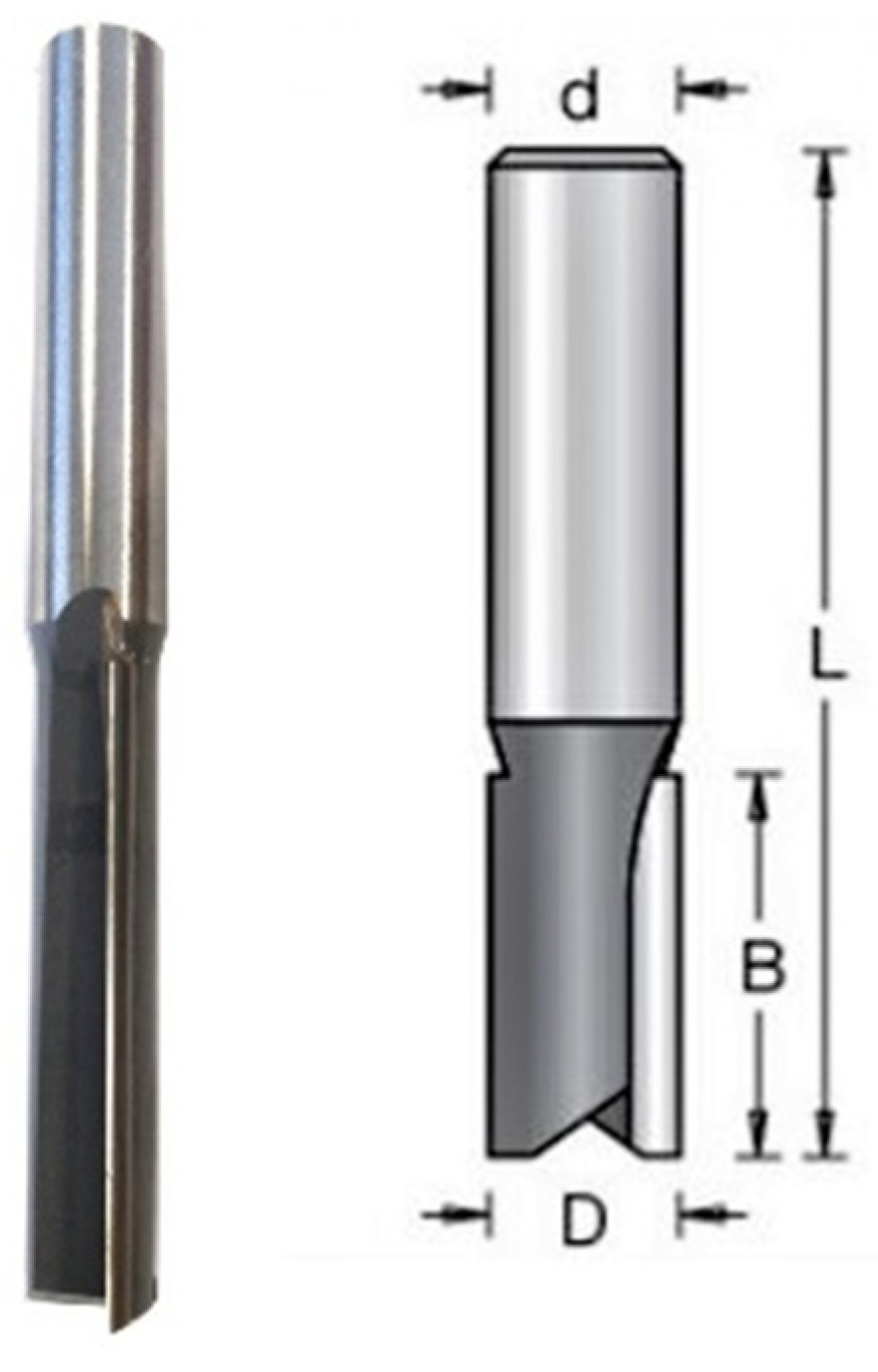
2.1. The Workpiece and the Cutting Tool
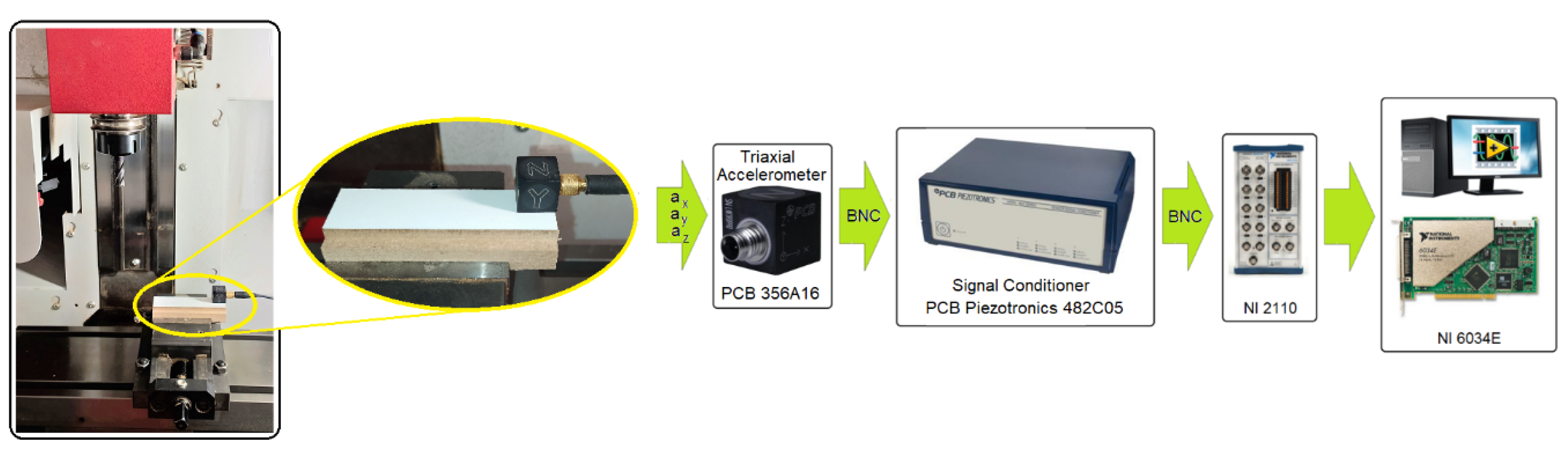
2.2. Equipment and Machining Conditions
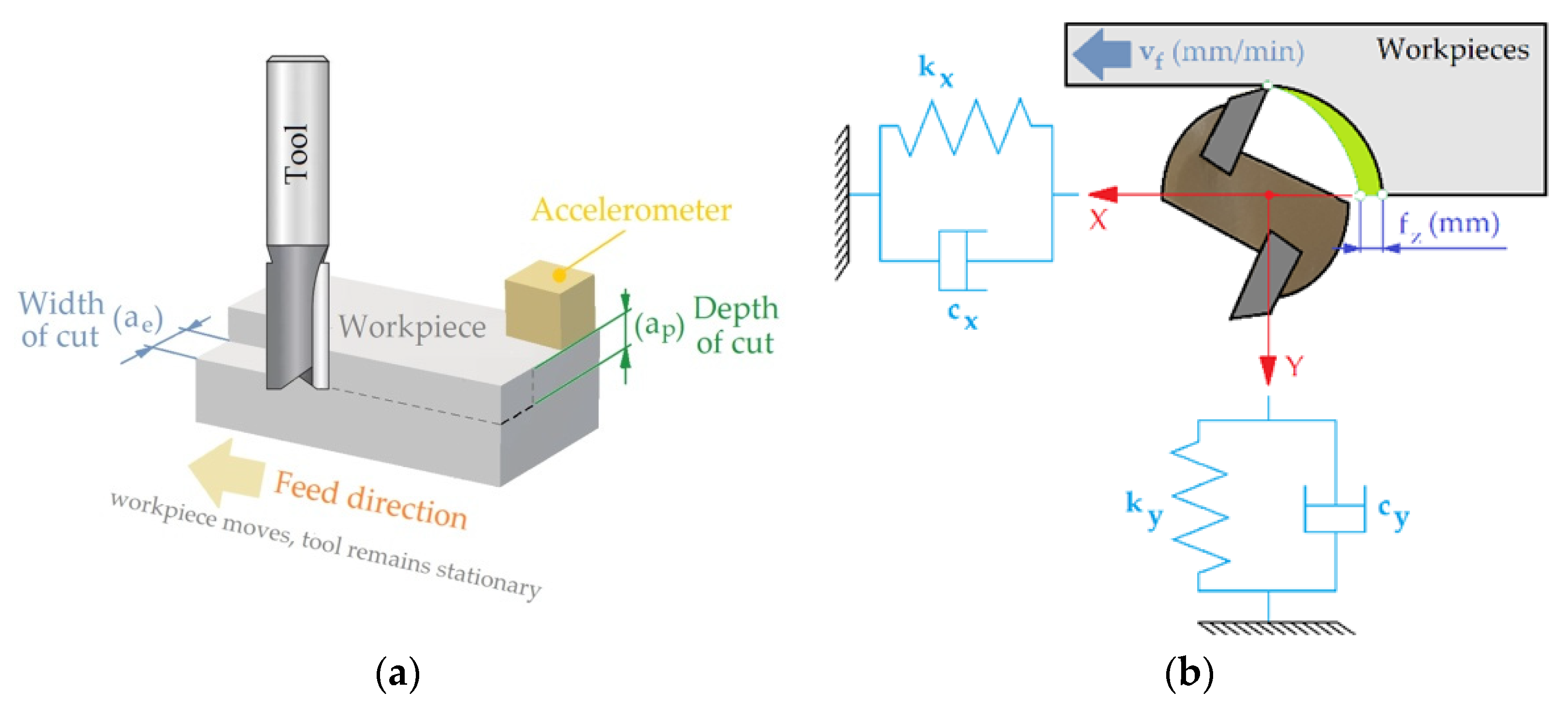
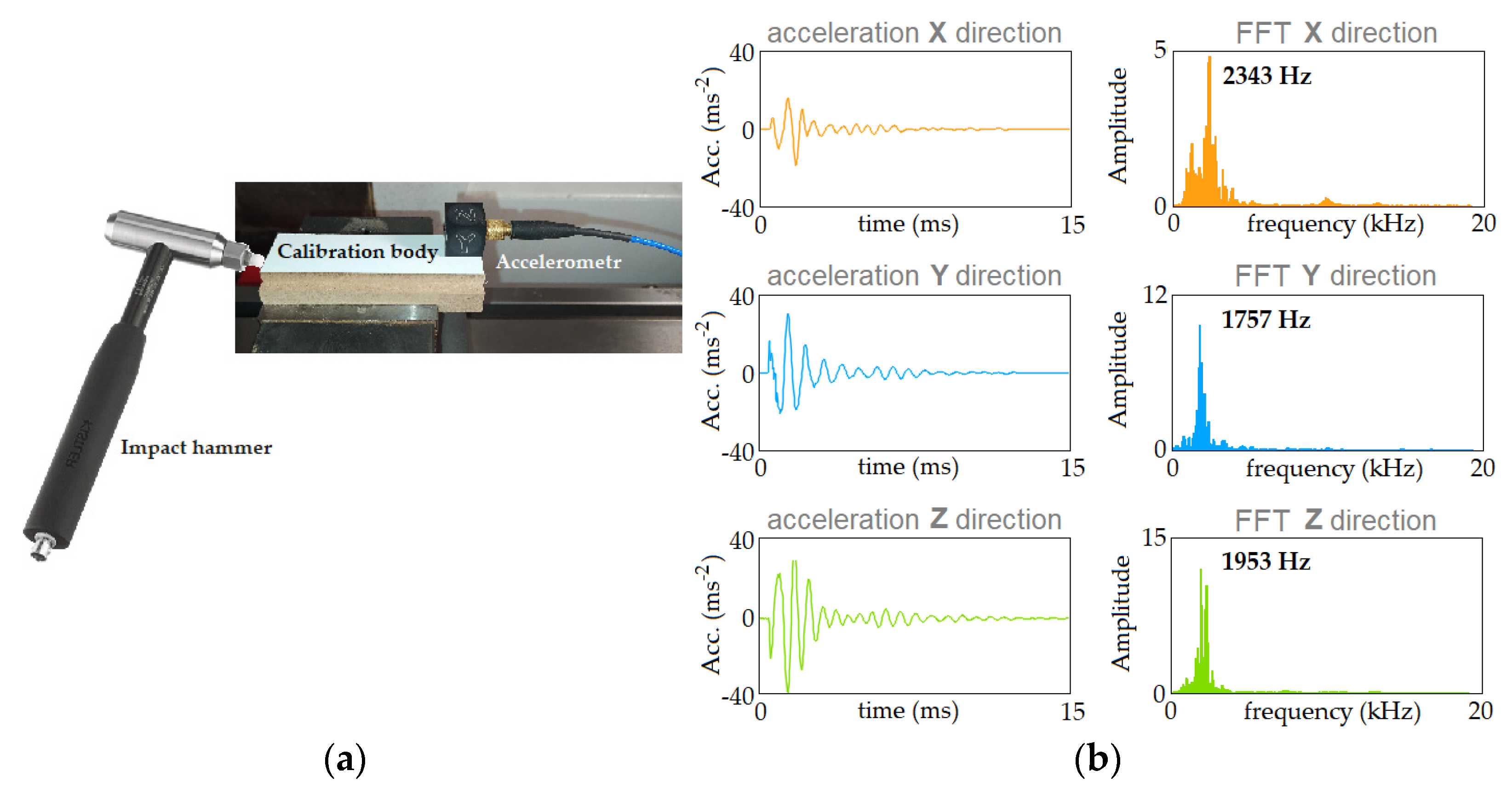
2.3. System Dynamic Characteristics
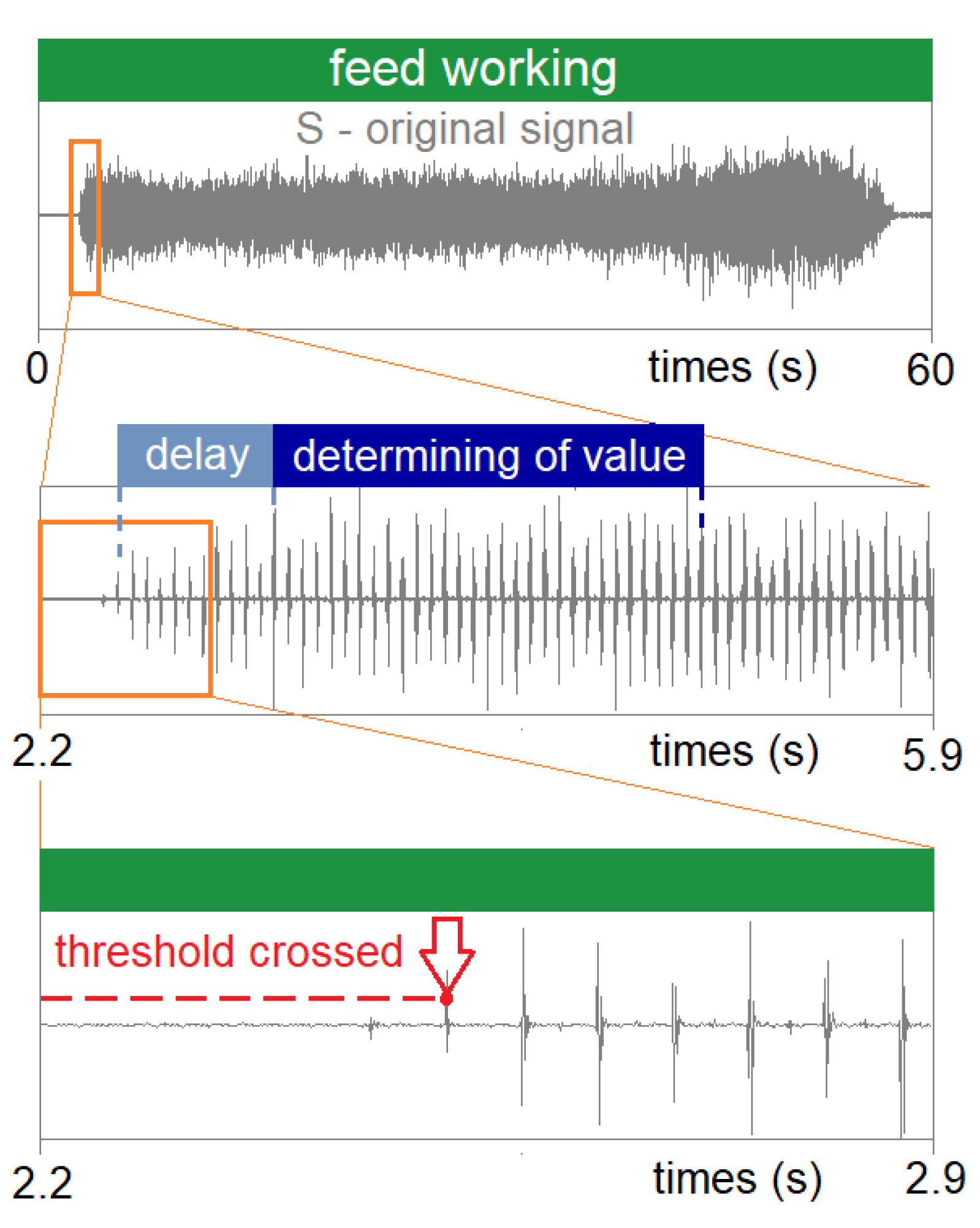
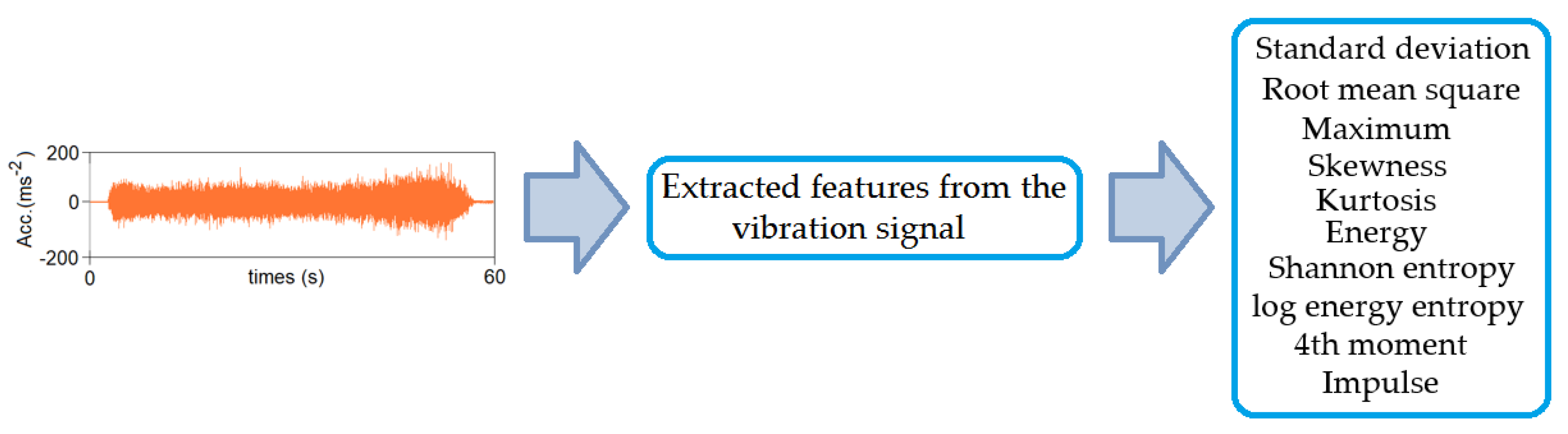
2.4. Data Collection and Analysis
3. Results and Discussion
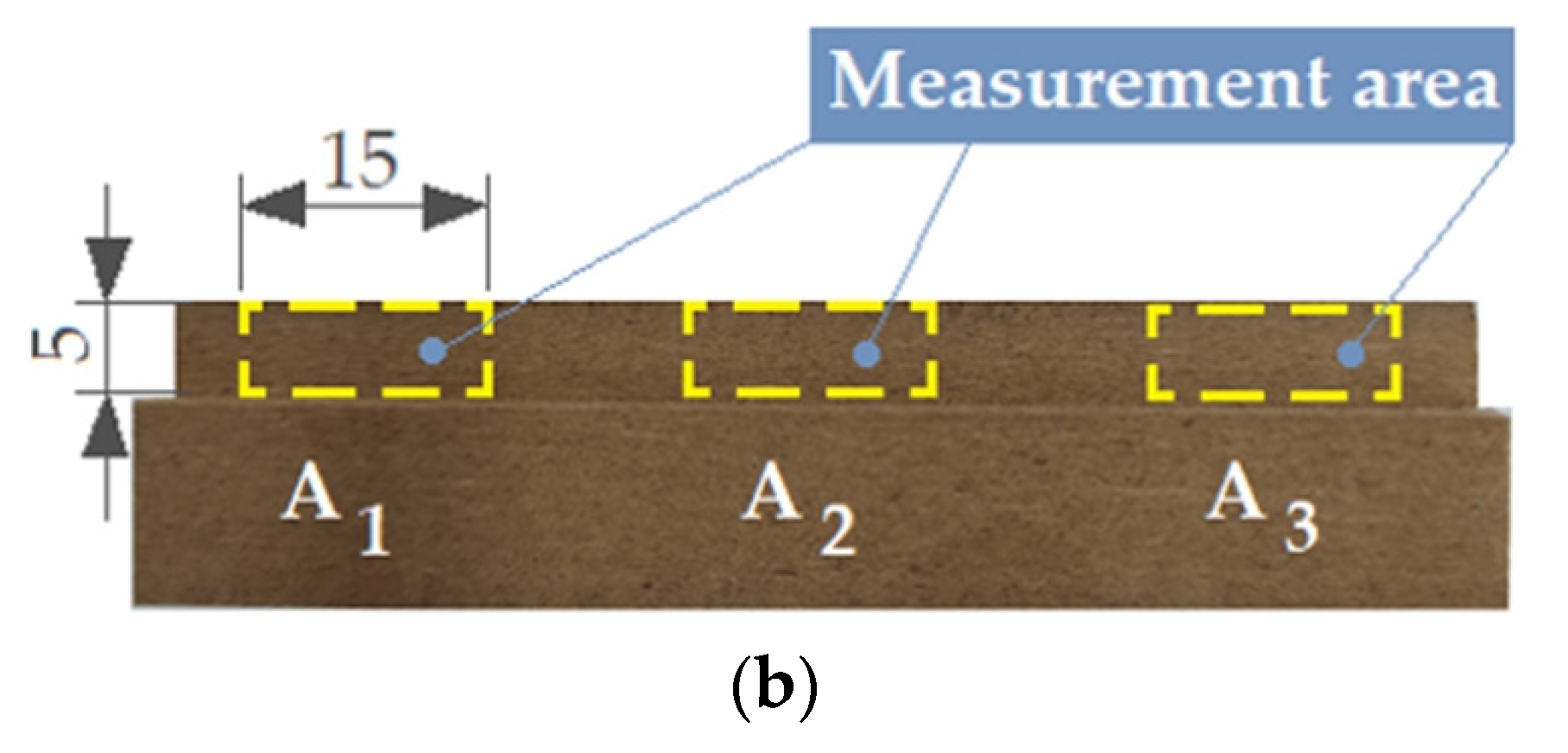
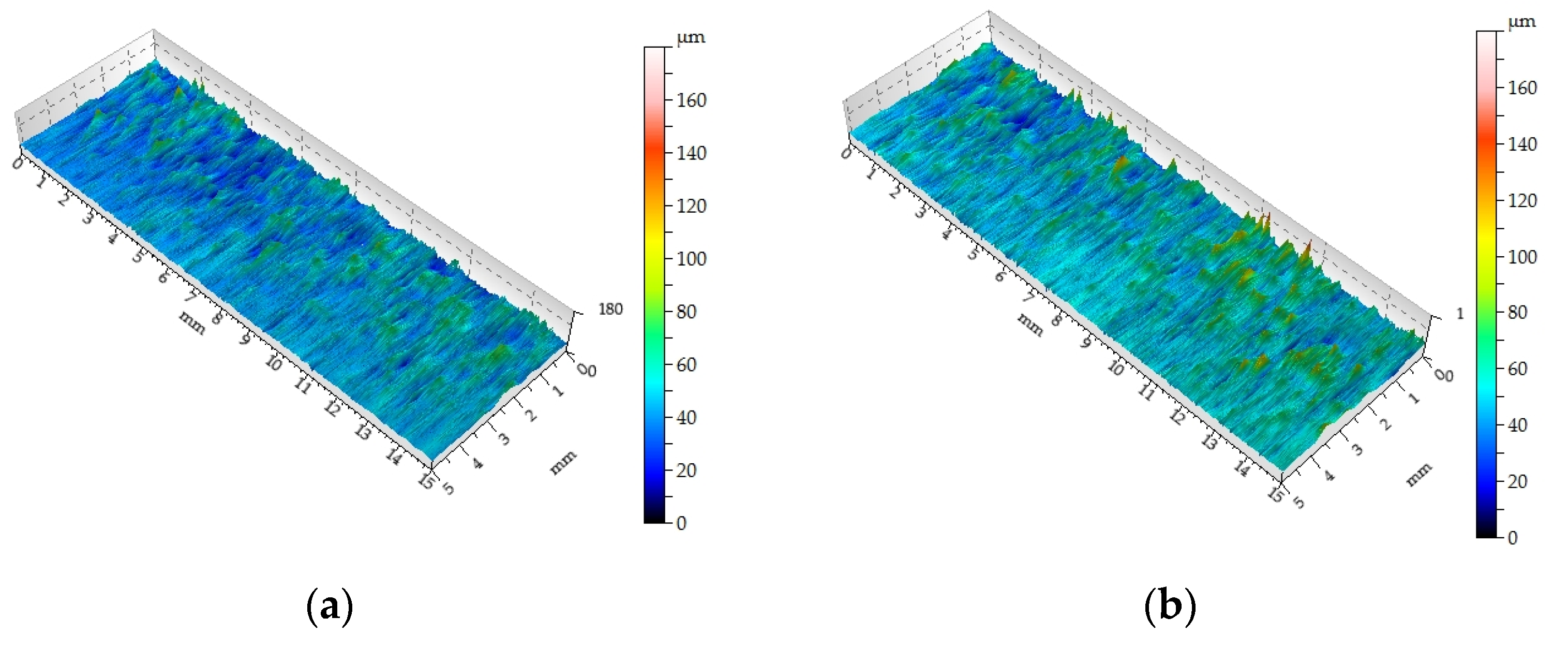
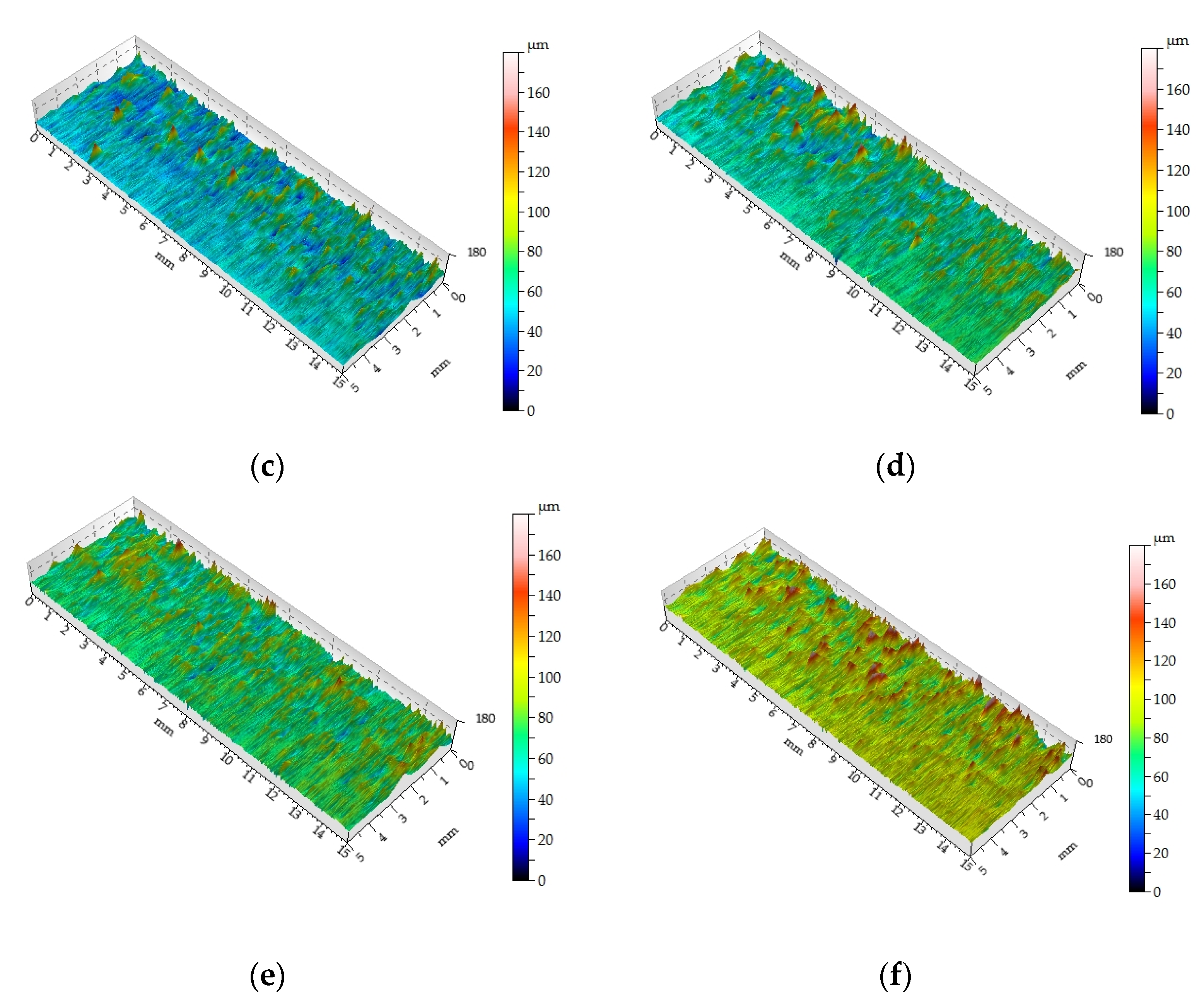
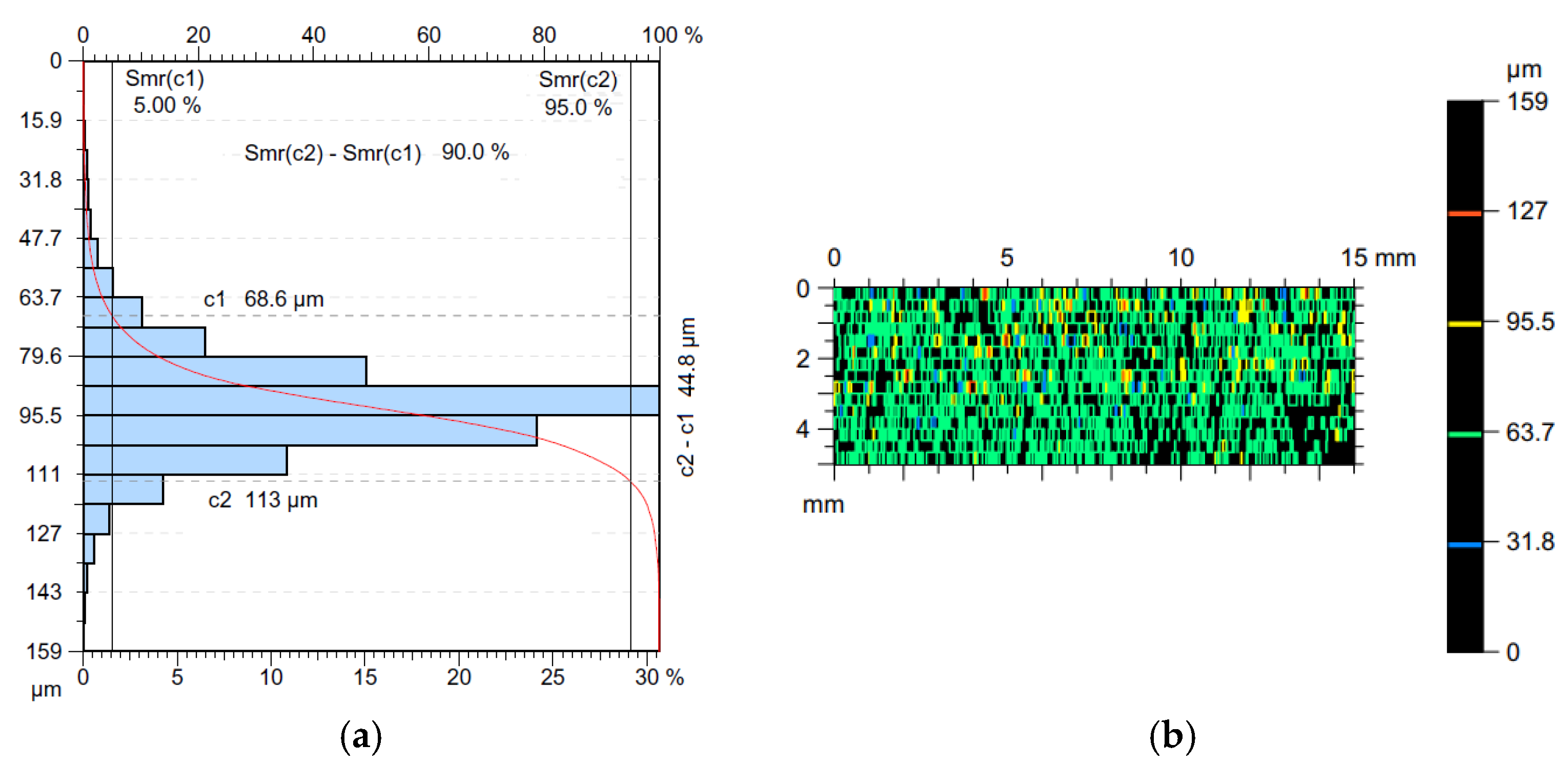
3.1. Surface Topography
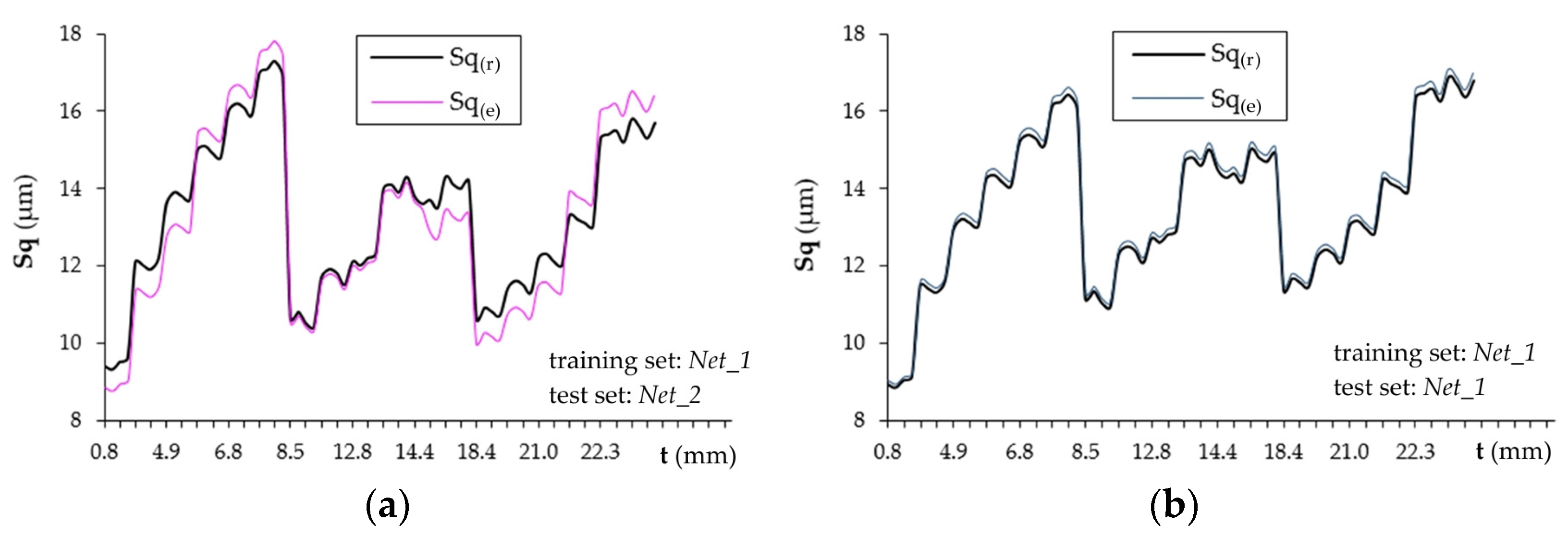
3.2. Application of the Neural Network to Evaluate the Surface Roughness
3.3. Subtractive Clustering-Based TSK Fuzzy Modelling
- Select ra, rb, εu and εd.
- Determine the values of the potential function P(i) for all points of the set (i = 1, …, N).
- Choose the point xu with the highest potential Pu = P* and assume that it is the first center of the c1 cluster.
- Take k = 2.
- Loop through the following steps:
- (a)
- Choose the point xu with the highest Pu potential.
- (b)
- If Pu > εuP* then xu becomes the center of the k-th cluster. If εuP* > Pu > εdP* then xu becomes the center of the k-th cluster ck if it meets additional conditions (depending on the algorithm implementation method).
- (c)
- Take k = k + 1.
- (d)
- If Pu > εdP* exit the loop—there are no more cluster centers.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Szwajka, K.; Trzepieciński, T. On the Machinability of Medium Density Fiberboard by Drilling. BioResources 2018, 13, 8263–8278. [Google Scholar] [CrossRef]
- Szwajka, K.; Zielińska-Szwajka, J.; Trzepiecinski, T. Experimental Study on Drilling MDF with Tools Coated with TiAlN and ZrN. Materials 2019, 12, 386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sedlecký, M. Surface Roughness of Medium-Density Fiberboard (MDF) and Edge-Glued Panel (EGP) After Edge Milling. BioResources 2017, 12, 8119–8133. [Google Scholar] [CrossRef]
- Penman, D.; Olsson, O.J.; Bowman, C.C. Automatic inspection of reconstituted wood panels for surface defects. Proc. Soc. Photo Opt. Instrum. Eng. 1993, 1823, 284–293. [Google Scholar] [CrossRef]
- Lin, R.J.T.; van Houts, J.; Bhattacharyya, D. Machinability investigation of medium-density fibreboard. Holzforschung 2006, 60, 71–77. [Google Scholar] [CrossRef]
- Aguilera, A. Cutting energy and surface roughness in medium density fibreboard rip sawing. Eur. J. Wood Wood Prod. 2011, 69, 11–18. [Google Scholar] [CrossRef]
- Deus, P.R.; Alves, M.C.S.; Vieira, F.H.A. The quality of MDF workpieces machined in CNC milling machine in cutting speeds, federate, and depth of cut. Meccanica 2015, 50, 2899–2906. [Google Scholar] [CrossRef] [Green Version]
- Gaitonde, V.N.; Karnik, S.R.; Davim, J.P. Prediction and optimization of surface roughness in milling of medium density fibreboard (MDF) based on Taguchi orthogonal array experiments. Holzforschung 2008, 62, 209–214. [Google Scholar] [CrossRef]
- Davim, J.P.; Clemente, V.C.; Silva, S. Surface roughness aspects in milling MDF (medium density fibreboard). Int. J. Adv. Manuf. Technol. 2009, 40, 49–55. [Google Scholar] [CrossRef]
- Bal, B.C.; Mengeloğlu, F.; Akçakaya, E.; Gündeş, Z. Effects of Cutter Parameters on Surface Roughness of Fiberboard and Energy Consumption of CNC Machine. Orman Fakültesi Derg. 2022, 22, 264–272. [Google Scholar] [CrossRef]
- Sedlecký, M.; Kvietková, M.; Kminiak, R. Medium-density fiberboard (MDF) and edge-glued panels (EGP) after edge milling—Surface roughness after machining with different parameters. BioResources 2018, 13, 2005–2021. [Google Scholar] [CrossRef]
- Ayyildiz, M. Modeling for prediction of surface roughness in milling medium density fiberboard with a parallel robot. Sens. Rev. 2019, 39, 716–723. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2023, 18, 464–471. [Google Scholar] [CrossRef]
- Dimla, E.D.S. Sensor signals for tool-wear monitoring in metal cutting operations—A review of methods. Int. J. Mach. Tools Manuf. 2000, 40, 1073–1098. [Google Scholar] [CrossRef]
- Jemielniak, K. Commercial tool condition monitoring systems. Int. J. Adv. Manuf. Technol. 1999, 15, 711–721. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Karinkanta, P.; Ämmälä, A.; Illikainen, M.; Niinimäki, J. Fine grinding of wood—Overview from wood breakage to applications. Biomass Bioenergy 2018, 113, 31–44. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Krajewska-Śpiewak, J.; Maruda, R.W.; Królczyk, G.M.; Nieslony, P.; Wieczorowski, M.; Gawlik, J. Study on ploughing phenomena in tool flank face—Workpiece interface including tool wear effect during ball-end milling. Tribol. Int. 2023, 181, 108313. [Google Scholar] [CrossRef]
- Jarosz, K.; Löschner, P.; Nieslony, P.; Królczyk, G. Optimization of CNC face milling process of AL-6061-T6 aluminum alloy. J. Mach. Eng. 2017, 17, 69–77. [Google Scholar]
- Chuchala, D.; Dobrzynski, M.; Pimenov, D.Y.; Orlowski, K.A.; Królczyk, G.; Giasin, K. Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials 2021, 14, 3036. [Google Scholar] [CrossRef] [PubMed]
- Pimenov, D.Y.; Gupta, M.K.; da Silva, L.R.R.; Kiran, M.; Khanna, N.; Królczyk, G.M. Application of measurement systems in tool condition monitoring of Milling: A review of measurement science approach. Measurement 2022, 199, 111503. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Królczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Sugeno, M.; Tanaka, K. Successive identification of a fuzzy model and its applications to prediction of a complex system. Fuzzy Sets Syst. 1991, 42, 315–334. [Google Scholar] [CrossRef]
- Yager, R.R.; Filev, D.P. Approximate clustering via the mountain method. IEEE Trans. Syst. Man Cybern. 1994, 24, 1279–1284. [Google Scholar] [CrossRef]
- Chen, J.; Savage, M. A Fuzzy-Net-Based Multilevel In-Process Surface Roughness Recognition System in Milling Operations. Int. J. Adv. Manuf. Technol. 2001, 17, 670–676. [Google Scholar] [CrossRef]
- Demir, A.; Cakiroglu, E.O.; Aydin, I. Determination of CNC processing parameters for the best wood surface quality via artificial neural network. Wood Mater. Sci. Eng. 2022, 17, 685–692. [Google Scholar] [CrossRef]
- Takagi, T.; Sugeno, M. Fuzzy identification of systems and its application to modeling and control. IEEE Trans. Syst. Man Cybern. 1985, 15, 116–132. [Google Scholar] [CrossRef]
- Sugeno, M.; Kang, G.T. Structure identification of fuzzy model. Fuzzy Sets Syst. 1988, 28, 15–33. [Google Scholar] [CrossRef]
- Aydin, I.; Demirkir, C. Activation of spruce wood surfaces by plasma treatment after long terms of natural surface inactivation. Plasma Chem. Plasma Process. 2010, 30, 697–706. [Google Scholar] [CrossRef]
- Koc, K.H.; Erdinler, E.S.; Hazir, E.; Öztürk, E. Effect of CNC application parameters on wooden surface quality. Measurement 2017, 107, 12–18. [Google Scholar] [CrossRef]
- İşleyen, Ü.K.; Karamanoğlu, M. The influence of machining parameters on surface roughness of MDF in milling operation. BioResources 2019, 14, 3266–3277. [Google Scholar] [CrossRef]
- Esteban, L.G.; Garcia Fernandez, F.; de Palacios, P.; Conde, M. Artificial neural networks in variable process control: Application in particleboard manufacture. For. Syst. 2009, 18, 92–100. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Avramidis, S. Prediction of timber kiln drying rates by neural networks. Dry. Technol. 2006, 24, 1541–1545. [Google Scholar] [CrossRef]
- Mansfield, S.D.; Iliadis, L.; Avramidis, S. Neural network prediction of bending strength and stiffness in western hemlock (Tsuga heterophylla Raf.). Holzforschung 2007, 61, 707–716. [Google Scholar] [CrossRef]
- Cook, D.F.; Whittaker, A.D. Neural-network process modeling of a continuous manufacturing operation. Eng. Appl. Artif. Intell. 1993, 6, 559–564. [Google Scholar] [CrossRef]
- Drake, P.R.; Packianather, M.S. A decision tree of neural network for classifying images of wood veneer. Int. J. Adv. Manuf. Technol. 1998, 14, 280–285. [Google Scholar] [CrossRef]
- Avramidis, S.; Iliadis, L. Predicting wood thermal conductivity using artificial neural networks. Wood Fiber Sci. 2005, 37, 682–690. [Google Scholar]
- Zhang, J.; Cao, J.; Sun, L. A novel fusion technique based functional link artificial neural network for LMC measuring. In Proceedings of the Second IEEE Conference on Industrial Electronics and Applications, Harbin, China, 23–25 May 2007; pp. 471–475. [Google Scholar] [CrossRef]
- Samarasinghe, S.; Kulasiri, D.; Jamieson, T. Neural networks for predicting fracture toughness of individual wood samples. Silva Fenn. 2007, 41, 105–122. [Google Scholar] [CrossRef] [Green Version]
- Jemielniak, K.; Kwiatkowski, L.; Wrzosek, P. Diagnosis of tool wear based on cutting forces and acoustic emission measures as inputs to neural network. J. Intell. Manuf. 1998, 9, 447–455. [Google Scholar] [CrossRef]
- Balazinski, M.; Jemielniak, K. Tool conditions monitoring using fuzzy decision support system. In Proceedings of the VCIRP, AC’98 Miedzeszyn, Wroclaw, Poland, 18–20 June 1998; pp. 115–122. [Google Scholar]
- Li, X.L.; Li, H.X.; Guan, X.P.; Du, R. Fuzzy estimation of feed-cutting force from current measurement-a case study on intelligent tool wear condition monitoring. IEEE Trans. Syst. Man Cybern. Part C Appl. Rev. 2004, 34, 506–512. [Google Scholar] [CrossRef]
- Achiche, S.; Balazinski, M.; Baron, L.; Jemielniak, K. Tool wear monitoring using genetically-generated fuzzy knowledge bases. Eng. Appl. Artif. Intell. 2002, 15, 303–314. [Google Scholar] [CrossRef]
- Zadeh, L.A. Fuzzy sets. Inf. Control 1965, 8, 338–353. [Google Scholar] [CrossRef] [Green Version]
- Nasir, V.; Nourian, S.; Avramidis, S.; Cool, J. Stress wave evaluation by accelerometer and acoustic emission sensor for thermally modified wood classification using three types of neural networks. Eur. J. Wood Wood Prod. 2019, 77, 45–55. [Google Scholar] [CrossRef]
- Gurau, L.; Ayrilmis, N.; Benthien, J.T.; Chlmeyer, M.; Kuzman, M.K.; Racasan, S. Effect of species and grinding disc distance on the surface roughness parameters of medium density fiberboard. Eur. J. Wood Wood Prod. 2017, 75, 335–346. [Google Scholar] [CrossRef]
- Bal, B.C.; Gündeş, Z. Surface roughness of medium-density fiberboard processed with CNC machine. Measurement 2020, 153, 107421. [Google Scholar] [CrossRef]
- Podulka, P.; Macek, W.; Branco, R.; Nejad, R.M. Reduction in Errors in Roughness Evaluation with an Accurate Definition of the S-L Surface. Materials 2023, 16, 1865. [Google Scholar] [CrossRef] [PubMed]
- Salcedo, M.C.; Coral, I.B.; Ochoa, G.V. Characterization of surface topography with Abbott Firestone curve. Contemp. Eng. Sci. 2018, 11, 3397–3407. [Google Scholar] [CrossRef]
- Pinkowski, G.; Szymański, W.; Gilewicz, A.; Warcholiński, B. Surface roughness aspects in machine cutting of medium density fibreboards (MDF) with modified cutters on a CNC woodworking machine. For. Wood Technol. 2011, 75, 202–209. [Google Scholar]
- Lu, C. Study on prediction of surface quality in machining process. J. Mater. Process. Technol. 2008, 205, 439–450. [Google Scholar] [CrossRef]
- Mojarrad, F.N.; Veiga, M.H.; Hesthaven, J.S.; Öffner, P. A new variable shape parameter strategy for RBF approximation using neural networks. Comput. Math. Appl. 2023, 143, 151–168. [Google Scholar] [CrossRef]
- Schwenker, F.; Kestler, H.A.; Palm, G. Three learning phases for radial-basis-function networks. Neural Netw. 2001, 14, 439–458. [Google Scholar] [CrossRef] [PubMed]
- Schwenker, F.; Kestler, H.A.; Palm, G. Unsupervised and Supervised Learning in Radial-Basis-Function Networks. In Self-Organizing Neural Networks. Studies in Fuzziness and Soft Computing; Seiffert, U., Jain, L.C., Eds.; Physica: Heidelberg, Germany, 2002; Volume 78. [Google Scholar] [CrossRef]
- Xie, T.; Yu, H.; Wilamowski, B. Comparison between traditional neural networks and radial basis function networks. In Proceedings of the 2011 IEEE International Symposium on Industrial Electronics, Gdansk, Poland, 27–30 June 2011; pp. 1194–1199. [Google Scholar] [CrossRef]
- Wu, K.L.; Yu, J.; Yang, M.S. A novel fuzzy clustering algorithm based on a fuzzy scatter matrix with optimality tests. Pattern Recognit. Lett. 2005, 26, 639–652. [Google Scholar] [CrossRef]
- Chiu, S.L. Fuzzy model identification based on cluster estimation. J. Intell. Fuzzy Syst. 1994, 2, 267–278. [Google Scholar] [CrossRef]
- Sharma, R.; Vashisgt, V.; Singh, U. Fuzzy modelling based energy aware clustering in wireless sensor networks using modified invasive weed optimization. J. King Saud Univ. Comput. Inf. Sci. 2022, 34, 1884–1894. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/m3) | Moisture Content (%) | Bending Strength (MPa) | Elasticity Modulus (Mpa) | Thermal Conductivity (W/m·K) | Thermal Expansion (µm/m·K) |
|---|---|---|---|---|---|
| 742 | 7.2 | 38 | 2530 | 0.3 | 12 |
| D (mm) | B (mm) | L (mm) | d (mm) | α (×) | γ (°) |
|---|---|---|---|---|---|
| 12 | 51 | 108 | 12 | 20 | 7 |
| Cutting Speed vc (m/min) | Feed per Tooth fz (mm) | Feed Rate vf (mm/min) | Tool Rotational Speed vc (rpm) | Depth of Cut (mm) | Width of Cut (mm) |
|---|---|---|---|---|---|
| 38 | 0.30 | 100 | 1000 | 6 | 5 |
| 0.25 | 200 | ||||
| 0.20 | 300 | ||||
| 0.15 | 400 | ||||
| 0.10 | 500 | ||||
| 0.05 | 600 | ||||
| 76 | 0.30 | 200 | 2000 | 6 | 5 |
| 0.25 | 400 | ||||
| 0.20 | 600 | ||||
| 0.15 | 800 | ||||
| 0.10 | 1000 | ||||
| 0.05 | 1200 | ||||
| 114 | 0.30 | 300 | 3000 | 6 | 5 |
| 0.25 | 600 | ||||
| 0.20 | 900 | ||||
| 0.15 | 1200 | ||||
| 0.10 | 1500 | ||||
| 0.05 | 1800 |
| Signal Feature | RMSE (μm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.377 | 0.347 | 0.242 | 0.287 | 0.248 | 0.334 | 0.223 | 0.231 | 0.289 | 0.209 | |
| Maximum | x | |||||||||
| Standard deviation | x | x | x | |||||||
| Root mean square | x | x | x | x | x | x | x | x | x | |
| Skewness | x | x | x | x | x | x | x | x | x | x |
| Kurtosis | x | x | x | x | x | x | x | |||
| Energy | x | x | x | x | x | |||||
| Shannon entropy | x | x | x | x | x | x | x | x | x | x |
| Log energy entropy | x | x | x | x | x | x | ||||
| 4th moment | x | x | x | x | ||||||
| Impulse | x | x | ||||||||
| Cutting speed | x | x | x | x | x | x | x | x | x | x |
| Feed rate | x | x | x | x | x | x | x | x | x | x |
| Artificial Intelligence Methods | Training Set: Net_1 | Test Set: Net_2 |
|---|---|---|
| RMSE (μm) | RMSE (μm) | |
| RBF neural network | 0.273 | 0.379 |
| TSK | 0.066 | 0.198 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szwajka, K.; Zielińska-Szwajka, J.; Trzepieciński, T. The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process. Materials 2023, 16, 5292. https://doi.org/10.3390/ma16155292
Szwajka K, Zielińska-Szwajka J, Trzepieciński T. The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process. Materials. 2023; 16(15):5292. https://doi.org/10.3390/ma16155292
Chicago/Turabian StyleSzwajka, Krzysztof, Joanna Zielińska-Szwajka, and Tomasz Trzepieciński. 2023. "The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process" Materials 16, no. 15: 5292. https://doi.org/10.3390/ma16155292
APA StyleSzwajka, K., Zielińska-Szwajka, J., & Trzepieciński, T. (2023). The Use of a Radial Basis Function Neural Network and Fuzzy Modelling in the Assessment of Surface Roughness in the MDF Milling Process. Materials, 16(15), 5292. https://doi.org/10.3390/ma16155292