3.1. Vulcanization Results of Unfilled and Filled CR/BR/nZn Blends
The vulcanization process is the chemical, permanent connection of the elastomer macromolecules by the cross-bonds leading to the network as a consequence of chemical reactions and physical processes. The type and amount of curing agents used determine the functional properties of the cured product [
43]. The presence of specific functional groups with unique chemical activity is necessary for the vulcanization of the elastomers. The chemical structure of the rubber macromolecules determines the ability of the respective cross-linking agent to react with the rubber at a controlled rate. In these studies, an unconventional curing agent, nano-zinc, was applied. So far, nano-sized zinc has not been used as a curing substance, but these results show that it is possible. Since the vast majority of rubber materials are filled products, aerosil (Aer), chalcedonite (Chal), or sillitin (Sil) in the amount of 30 phr were used as fillers in the CR/BR/nZn blends (80/20/2.5 by wt.). Aerosil was selected as a filler with high activity and a very high surface area, and chalcedonite and sillitin were used as biofillers. Their use can lead to the production of biocomposites, which have important ecological aspects. The cure characteristics of the unfilled and filled blends in the presence of nano-zinc were investigated, and the results are shown in
Table 2.
The cross-linking kinetics of the CR/BR/nZn compounds was tested by the vulcametric method, which demonstrated that the heating of these blends led to an increase in the “marching” torque (with moderate speed). The research shows that nano-sized zinc can be used as an effective curing agent; that cross-linked blends were characterized by a short scorch time (t
02 = 1.98 min); and that, after the filling of the compounds, this parameter clearly increased (from 2.42 min for aerosil to 3.29 min for chalcedonite, and up to 5.38 min for sillitin). All tested blends, both unfilled and filled, were characterized by very similar vulcanization times of approx. 28 min, which shows that the fillers used herein do not have a significant effect on the vulcanization time. However, their presence distinctly changed the minimal and maximum vulcametric torque. The T
min value of the unfilled CR/BR/nZn composite was 0.56 dN·m. The use of chalcedonite or sillitin as a filler led to an increase in this parameter to values of 0.58 dN·m and 0.83 dN·m, respectively. The highest minimal torque (T
min = 4.09 dN·m) was observed for the aerosil-filled blend. The markedly higher viscosity in the case of this blend is most likely related to the fact that aerosil is a nanofiller with high activity and a very developed specific surface area. A similar relationship can be observed for the increase in torque increment after 30 min of heating (ΔT
30). The highest value of this parameter (7.95 dN·m) was also observed for the CR/BR/nZn/Aer composite (
Table 2). The probable cause of this phenomenon was the presence of a large amount of polar silanol groups on the aerosil surface, which can interact with the polar polychloroprene present in the tested blends. The chemical reaction between the allylic chlorine atoms of CR and the silanol groups of aerosil led to additional bonds in the elastomer phase [
44,
45,
46]. Therefore, the aerosil-filled CR/BR/nZn blends were shown to possess insignificantly shorter vulcanization times compared to the blends filled with chalcedonite or sillitin.
The results obtained from the vulcametric measurements were confirmed by the swelling degree in toluene. The swelling data show that the unfilled CR/BR/nZn vulcanizate had a higher equilibrium swelling degree (Q
v = 9.70 mL/mL), which verifies the small degree of cross-linking in this case (α
c = 0.10). The presence of filler in the blends led to a decrease in the equilibrium swelling value. The Q
v value for the CR/BR/nZn/Aer vulcanizate was 6.21 mL/mL, which was a consequence of the highest degree of cross-linking (α
c = 0.16). The difference in the Q
v values for the tested vulcanizates resulted from their unequal degrees of cross-linking, which has previously been confirmed by the results obtained from vulcametric studies. The highest degree of cross-linking for the vulcanizate filled with aerosil was also confirmed in the Mooney–Rivlin study. The first elasticity constant (2C
1), which was proportional to the network density, was 3.22 kG/cm
2 for this sample. For vulcanizates containing chalcedonite or sillitin, the values of 2C
1 were 2.28 kG/cm
2 and 1.87 kG/cm
2, respectively. The smallest value of 2C
1 was found for the unfilled sample. The second elasticity constant (2C
2)—as a measure of deviations from the ideal network—was in the range of 0.84–1.56 kG/cm
2 for all vulcanizates (
Table 2).
The results regarding the degree of cross-linking, determined from the vulcametric curves, the equilibrium swelling, and the Mooney–Rivlin equation, correlate well, and indicating that CR/BR blends can be effectively cured with nZn. For comparison, the degree of cross-linking of blends containing 80 phr of CR and 20 phr of BR vulcanized in the presence of nano-zinc oxide (nZnO) was lower (ΔT = 3.52 d∙Nm), and the curing time was longer (t
90 = 40.12 min) [
26]. Moreover, the use of aerosil, chalcedonite, or sillitin as fillers of the CR/BR/nZn compositions led to a greater degree of their cross-linking, with aerosil having the greatest positive effect. Chalcedonite and sillitin should be classified as passive fillers, so it is most likely that interactions with polychloroprene or polybutadiene are limited in their cases. Weak interactions are not conducive to increasing the degree of cross-linking.
3.2. Morphological Surface of Unfilled and Filled CR/BR/nZn Vulcanizates
The most important problem hindering the proper preparation of elastomeric blends is thermodynamic immiscibility of rubbers, which results in heterogeneous morphology of such compositions and, consequently, unsatisfactory properties of the final products. Therefore, it is extremely important to improve the compatibility of components, as well as the course of the vulcanization processes of elastomers [
47]. The search for new methods of controlled interelastomer reactions through the appropriate selection of a cross-linking agent capable of a selective reaction with functional groups present in elastomer macromolecules is the most important factor for the effective production of an elastomeric blend. In this research, the use of nano-zinc for the vulcanization of polychloroprene and polybutadiene blends made it possible to connect the chains of both elastomers due to the formation of interelastomer cross-bonds, which determined the final properties of the vulcanizates and affected their surface morphology. The SEM analysis allowed us to evaluate the dispersion of nano-zinc and the fillers used in the CR/BR matrix. SEM images were produced for the samples, which were prepared in two ways: the surfaces of unfilled and filled vulcanizates (
Figure 1) and their cross-sections (
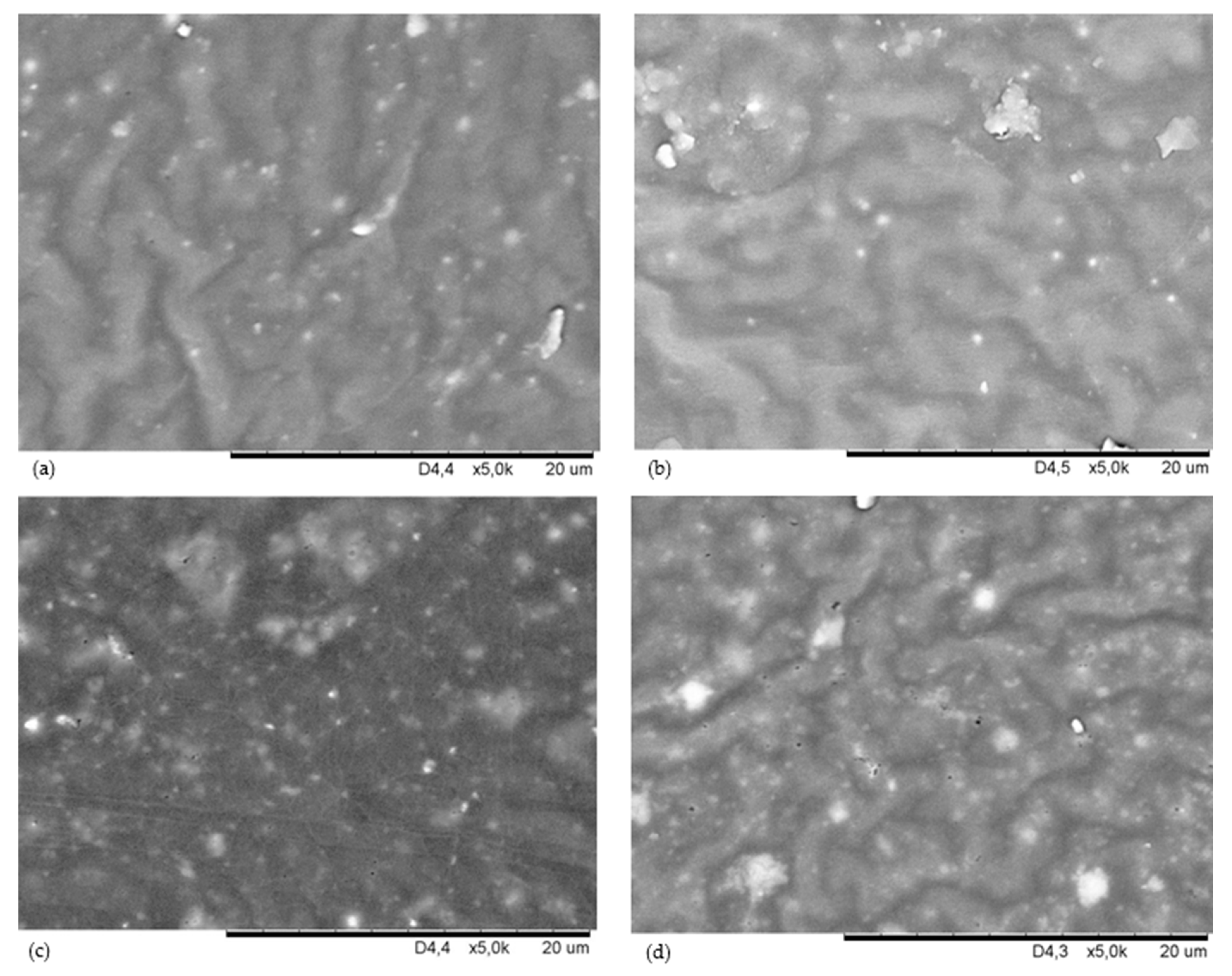
Figure 2). This was to verify the distribution of individual ingredients in the tested composites in three spatial dimensions. The surface morphologies of the tested vulcanizates at 5 k magnification are presented in
Figure 1. The SEM image of the nano-zinc cured CR/BR composite confirmed the proper dispersion of nano-zinc in the rubber phase with its few concentrations (
Figure 1a). The SEM image of the CR/BR/nZn vulcanizates filled with aerosil indicates the presence of aggregates of this substance, mostly at the top of the image (
Figure 1b). The presence of aerosil deepened the surface roughness with numerous grooves. A similar morphology can be seen in the sillitin-filled vulcanizate, but here, aggregates of this filler were visible throughout the elastomeric mass (
Figure 1d). The SEM image of the CR/BR/nZn/Chal vulcanizate showed the lack of a clear boundary between the phases of the elastomers used with marked aggregates of chalcedonite. (
Figure 1c). Both chalcedonite and sillitin have similar specific surface areas (10 m
2 for chalcedonite and 12 m
2/g for sillitin); however, the SEM images were completely different for compounds containing these fillers, which may indicate different interactions between elastomers (mainly polychloroprene) and these fillers. The dispersion of fillers is determined mainly by the forces of interactions between aggregates and agglomerates, which result from their surface energy. Other factors affecting the dispersion of the filler used are its morphological properties. The compatibility of components of elastomeric blends has a significant impact on the mechanical properties of the final materials.
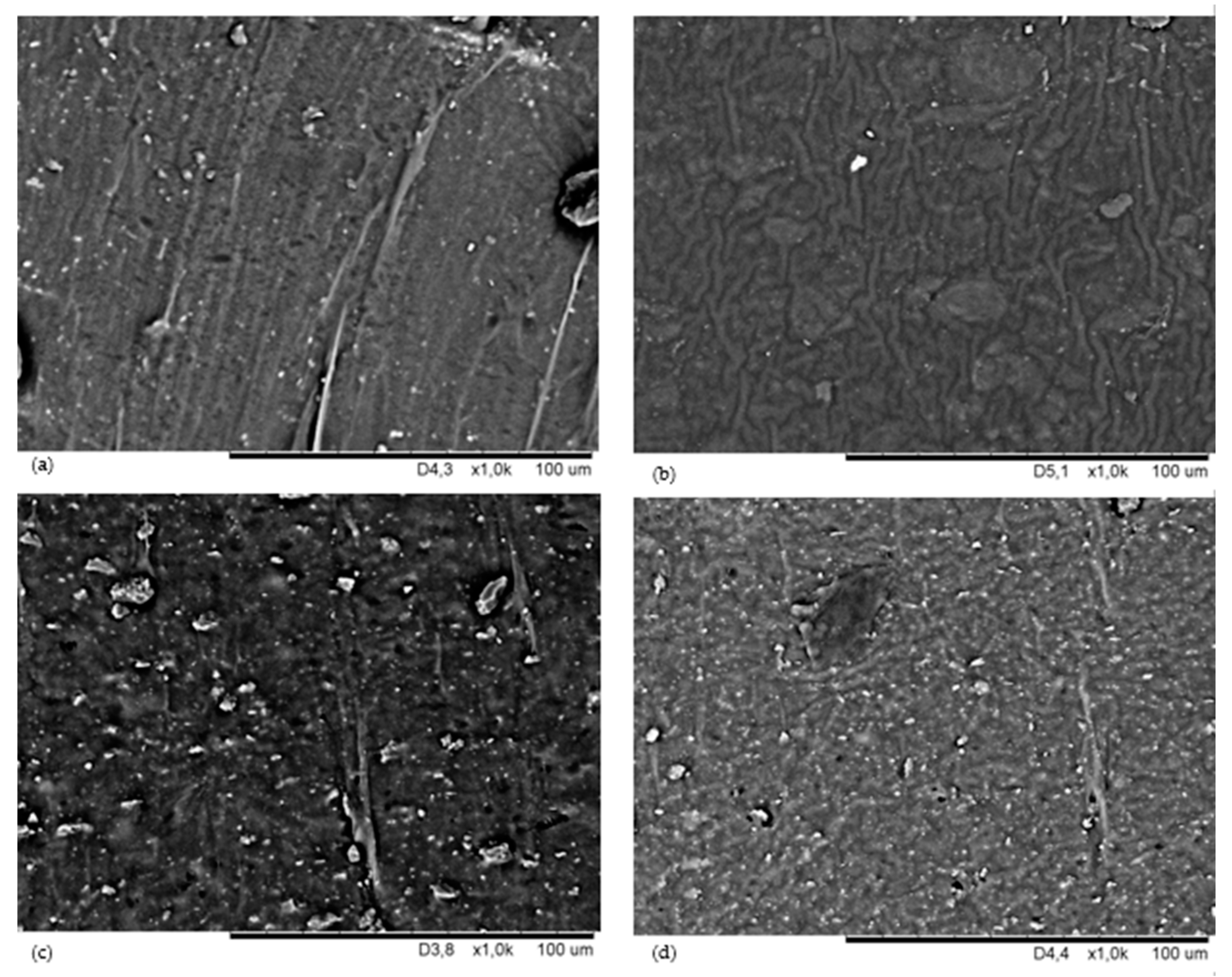
In
Figure 2, the cross-sectional morphologies of the CR/BR blends cross-linked with nano-zinc are presented. The SEM analysis of the cross-section of unfilled sample indicated significant unevenness of the tested samples, especially in the case of the CR/BR/nZn vulcanizate filled with aerosil (
Figure 2a,b).
Figure 2c,d indicated the presence of chalcedonite and sillitin aggregates (respectively), with larger chalcedonite clusters.
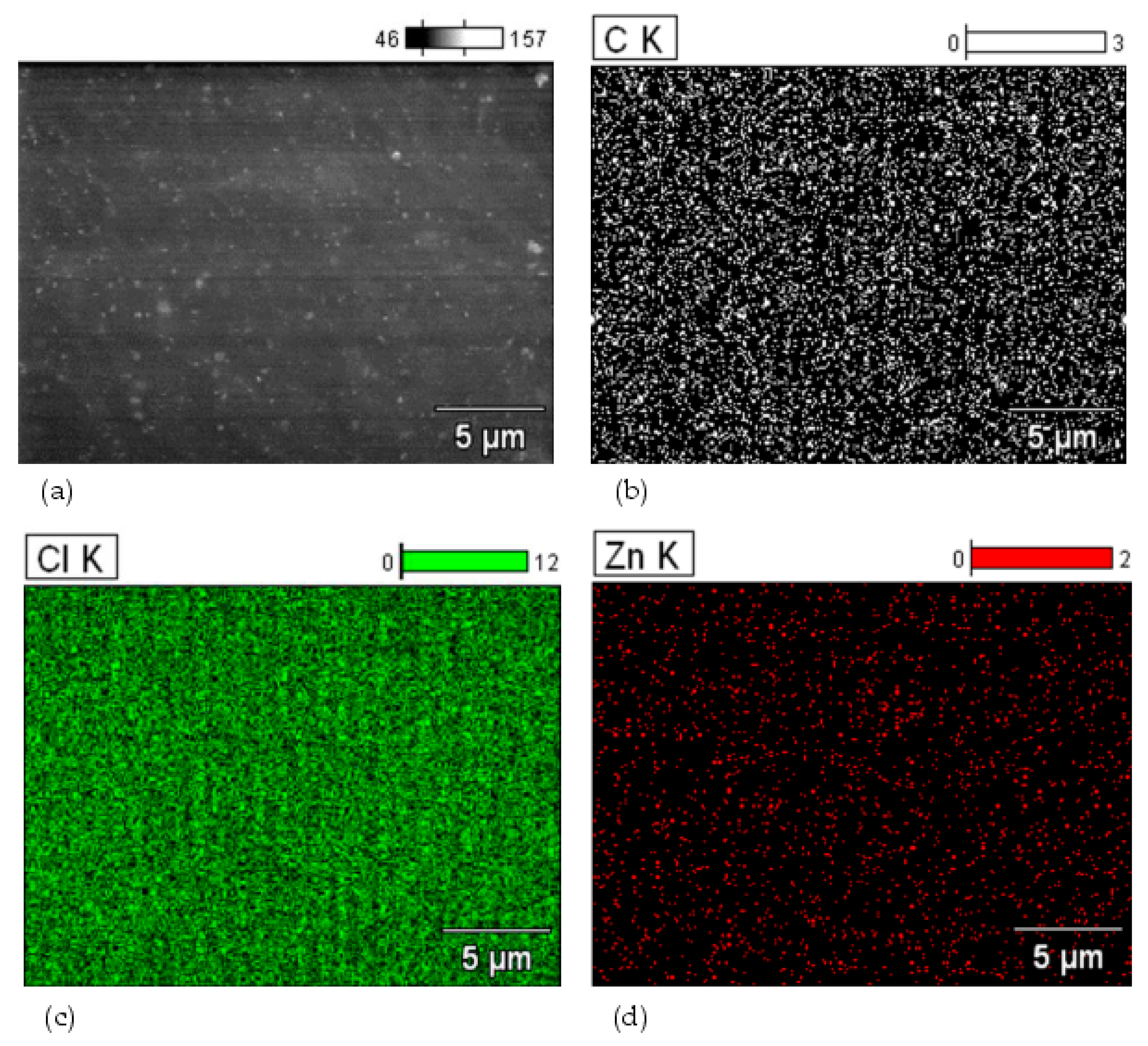
For the unfilled vulcanizate, an additional study using the SEM-EDS method was carried out.
Figure 3 shows the distribution of elements in selected micro-areas. The analysis which we performed confirmed the proper dispersion of the indicated elements, including carbon atoms (
Figure 3b), chlorine atoms (
Figure 3c), and zinc atoms (
Figure 3d). Slightly brighter areas, visible in
Figure 3d, indicated the presence of small aggregates of nano-sized zinc in the tested CR/BR composites, which was also confirmed by the SEM image produced for this material (
Figure 3a).
3.3. Dynamic and Mechanical Properties of Unfilled and Filled CR/BR/nZn Vulcanizates
The relationship between the vulcanization characteristics, morphology, and properties typical for cured elastomers as engineering and constructional materials is one of the most important tasks in rubber research. It has been found that the mechanical, dynamic, and thermal properties of vulcanizates are dependent on the amount and distribution of cross-links influenced by the type and concentration of the curing system, cross-links structure, and vulcanization temperature [
48]. The curing of elastomers results in distinct growth of tensile strength, tear strength, and hardness. These mentioned ultimate properties occur at different network densities and depend on the type of cross-links [
43,
49]. Such changes in tensile strength can be associated with changes in the orientation degree of macromolecules during the stretching of vulcanizates. The cross-links created in the initial stage of the vulcanization result in an increase in the strength due to a reduction in plastic transfers of macromolecules and an increase in their orientation in the direction of deforming forces. It should be noted that the changes in the strength during the vulcanization also depend on the type of elastomer that is used. It is worth noting that the structure of an elastomeric product has a great influence on tensile strength, thermal transition, and long-term dynamic fatigue behavior [
50]. Similar dependence has been observed in the case of filled vulcanizates. The presence of a filler in the elastomeric compound is very important due to interactions between the filler and the rubber. In these studies, the effect of nano-zinc and selected fillers is evaluated based on tensile properties, hardness, tear resistance, hysteresis losses, Mullins effect, storage and loss modules, and Payne effect. The test results are presented in
Table 3.
The produced CR/BR materials cured in the presence of nano-zinc and filled with aerosil, chalcedonite, or sillitin were determined by a wide range of various properties. Unfilled vulcanizate was characterized by tensile strength of 4.99 MPa and a stress value at 100% strain of 0.52 MPa. It is worth emphasizing that the use of nano-sized zinc as a cross-linking agent for CR/BR blends led to vulcanizates with better mechanical properties compared to those of the CR/BR blends (80/20 by wt.) cured in a standard way (i.e., zinc and magnesium oxides), for which TS
b = 4.5 MPa [
51]. However, it is worth noting that the tensile strength of the CR/BR blends (80/20 by wt.) cross-linked with micro-sized zinc was higher and amounted to 8.56 MPa [
32].
The tested CR/BR/nZn composition filled with chalcedonite had insignificantly weaker properties (TS
b = 4.77 MPa, S
e100 = 0.76 MPa). The presence of sillitin slightly improved the tensile strength to 5.08 MPa. The highest TS
b value (7.01 MPa) was obtained when aerosil was used. At the same time, the use of aerosil significantly reduced the elongation at break to 390%, while the E
b value for unfilled vulcanizate exceeded 1200%; for samples filled with chalcedonite and sillitin, this parameter was 804% and 890%, respectively. Such a clear deterioration of the E
b parameter observed for the sample with aerosil indicated lower elasticity, which was also confirmed by the stiffness (S
e100 = 3.26 MPa) and hardness (52
oSh A). For the other compositions, the hardness did not exceed 30
oSh A (
Table 3). Such a high hardness of the samples containing silica is caused by the highest degree of cross-linking and parallel morphology creating interpenetrating phases (
Figure 1b). The obtained results show that the specific surface area of the filler and the particle size are the factors of decisive importance for improving the mechanical properties of cured rubber products. In this paper, the most active filler was found to be aerosil, which is a nano-sized substance with a large specific surface area. An additional factor increasing the mechanical properties of vulcanizates is the force of interactions between the filler and rubbers. For aerosil with numerous hydroxyl and silanol groups on the surface, these interactions are much stronger than in the case of the two other fillers which were utilized.
All observed mechanical properties can be explained based on the degree of cross-linking (
Table 2). An increase in the degree of cross-linking caused by a decrease in the chain mobility under the applied load or stress to which the vulcanizate is subjected led to better mechanical properties. This observation was also in agreement with the tear resistance (T
s) results of the CR/BR/nZn products. The tear strength is dependent on the network density; thus, for the unfilled sample, the T
s value was only 2.91 N/mm. The highest tear resistance (10.45 N/mm) was observed in the case of the CR/Br/nZ/Aer vulcanizate. A surprisingly large T
s value (above 8 MPa) was determined for the sillitin-filled product. Again, the weakest and least resistant to tearing (T
s = 5.84 N/mm) was the vulcanizate containing chalcedonite. The reason for the poor mechanical properties of the compositions filled with chalcedonite was probably its limited dispersion in the CR/BR matrix and the large size of its particles, which was confirmed by the SEM image (
Figure 1c).
Hysteresis is a measure of the amount of mechanical energy that is converted to thermal energy when the sample is deformed. The greater the amount of mechanical energy lost to thermal energy, the more the sample deforms, and it does not reach its original shape even after removal of the external stresses. On the other hand, the calculated Mullins effect is associated with a reduction in stresses during the subsequent identical deformations of filled vulcanizates. This phenomenon occurs when the elastomer–filler interactions are formed or the agglomerate structures of the filler are destroyed. For the CR/BR composite cured with nano-zinc, the lowest hysteresis loss (∆W
1 = 57.47 N·mm), as a difference of the work between load and unload of the sample during the first cycle, was observed (
Table 3). Slightly higher hysteresis losses (62.90 and 74.90 N·mm) were achieved for the samples containing chalcedonite or sillitin. It is certain that the highest ∆W
1 (449.39 N·mm) value was obtained for the aerosil-filled CR/BR/nZn compounds. Probably, such high hysteresis losses and significant Mullins effect (E
M = 79.51%) investigated for the CR/BR/nZn/Aer vulcanizate were caused by the presence of significant interactions of this filler with the CR/BR matrix. The lowest Mullins effect (31.69%) was found for the sample containing chalcedonite, which is consistent with the previously reported poor properties of compositions with this filler.
The storage modulus (G’) of the rubber products is a measure of their stiffness.
Table 3 and
Figure 4a present the storage moduli of the unfilled and filled CR/BR/nZn vulcanizates. The addition of aerosil to the tested composites resulted in a clearly significant increase in the storage modulus. All filled vulcanizates had higher G’ values (in case of aerosil used: G’ = 776,209 Pa) compared to the unfilled samples (G’ = 168,377 Pa). Compared to samples containing chalcedonite or sillitin, the G’ parameter of the CR/BR/nZn/Aer compound increased by 170%, and 35%, respectively. The differences between the behavior of the fillers in the elastomer matrix during dynamic measurements can be explained by their different surface properties. The stress–strain relationship in dynamic measurements is related to the type and strength of the filler–elastomer and filler–filler interactions. The filler–rubber interactions are related to the compatibility of the filler with the rubber and are the result of rubber occlusion. This causes the formation of “bonded rubber”, which is trapped inside the aggregates of the filler. Then, the rubber becomes an element of the filler network and increases its effective volume. The filler–filler interactions are the result of the mutual attraction of the filler particles to each other. These interactions testify to the filler’s ability to create its own network (extra-network) in the elastomer matrix and play the most important role in the reinforcement mechanism, especially at a high degree of filling. These forces depend on chemical and physical interactions between filler particle surfaces, network morphology, and filler volume. In the case of aerosil, interactions with elastomers are much stronger than for other fillers. In addition, silica particles show a stronger tendency to interact and a greater tendency to agglomerate, which results from the high value of the specific interaction parameter. This observation was also confirmed by the SEM analysis (
Figure 1b and
Figure 2b) and hysteresis results (
Table 3). A significant G’ value was also observed in the case of vulcanizates containing sillitin, which should also be combined with the cluster formation of this filler in the elastomer matrix visible in the SEM image (
Figure 1d and
Figure 2d).
Changes in the loss modulus (G”) versus the oscillation strain are shown in
Figure 4b. The loss modulus, and, thus, the amount of energy dissipated during the dynamic deformation of the sample, depends on two processes: destruction and reconstruction of the filler structure. The more of the filler structure is destroyed and rebuilt during one deformation cycle, the greater the loss modulus becomes. The more active the filler, the greater the
G”
max modulus, which is a function of the filler’s interface between phases. Therefore, increasing the distance between the filler agglomerates and/or aggregates or the binding of the filler particles to the rubber reduces the
G”
max value.
The Payne effect (ΔG’) is associated with a noticeable decrease in the storage modulus and a peak of the loss modulus, along with an increase in the strain amplitude, in dynamic tests of elastomeric composites, as well as with the destruction of the filler network in the elastomer matrix, which is a key factor reinforcing the produced rubber material. The Payne effect depends on the destruction of the secondary structure of the filler during dynamic measurements of filled vulcanizates. The distribution of the filler particles in the elastomer matrix is also an important factor. Composites, in which the particles are well dispersed, are characterized by a weak Payne effect and a small effect of temperature on the storage modulus (G’), in contrast to the samples containing large clusters of particles in the form of aggregates and agglomerates. As expected, the Payne effect was the smallest (150,425 Pa) for the vulcanizate without any filler, while the use of aerosil led to a ΔG’ of 775,709 Pa. These results confirm that the greatest interactions arise between the CR/BR matrix and aerosil, resulting in good mechanical properties and a high degree of cross-linking (
Table 3). In the case of the sample with chalcedonite, it is likely that there were limited interactions of this filler with elastomers, translating into worse dynamic properties.
Dynamic mechanical analysis (DMA) was used to measure the viscoelastic properties of the tested composites as a function of temperature. This method allowed us to evaluate the effects of the utilized fillers on the glass transition temperature of the CR/BR blends cross-linked with nano-zinc and their viscoelastic properties. The DMA spectra are shown in
Figure 5, and the results are presented in
Table 3. On the DMA spectra, only the glass transitions of the tested vulcanizates were observed; they were recorded as the maximum peaks of the mechanical loss coefficient (tan δ). The glass transition temperature (T
g) is the temperature at which the maximum of tan δ occurred on the DMA curve. The T
g value determined for the CR/BR composites cross-linked with nano-zinc was −42.25 °C. Very similar T
g values were observed for vulcanizates filled with chalcedonite (T
g = −42.25 °C) or sillitin (T
g = −41.65 °C). The CR/BR/nZn/Aer vulcanizate showed the lowest glass transition temperature (T
g = −44.25 °C). The sample containing chalcedonite was characterized by the highest value of tan δ (1.25). This results from the greater flexibility of this vulcanizate. The presence of aerosil in the tested compositions significantly reduced the height of the tan δ peak (0.84). This result indicates that the aerosil-filled vulcanizate achieved the highest stiffness, which is consistent with the previously described results, e.g., stress at 100% strain, elongation at break, and hardness (
Table 3).
3.4. Determination of Thermal Properties of Unfilled and Filled CR/BR/nZn Vulcanizates
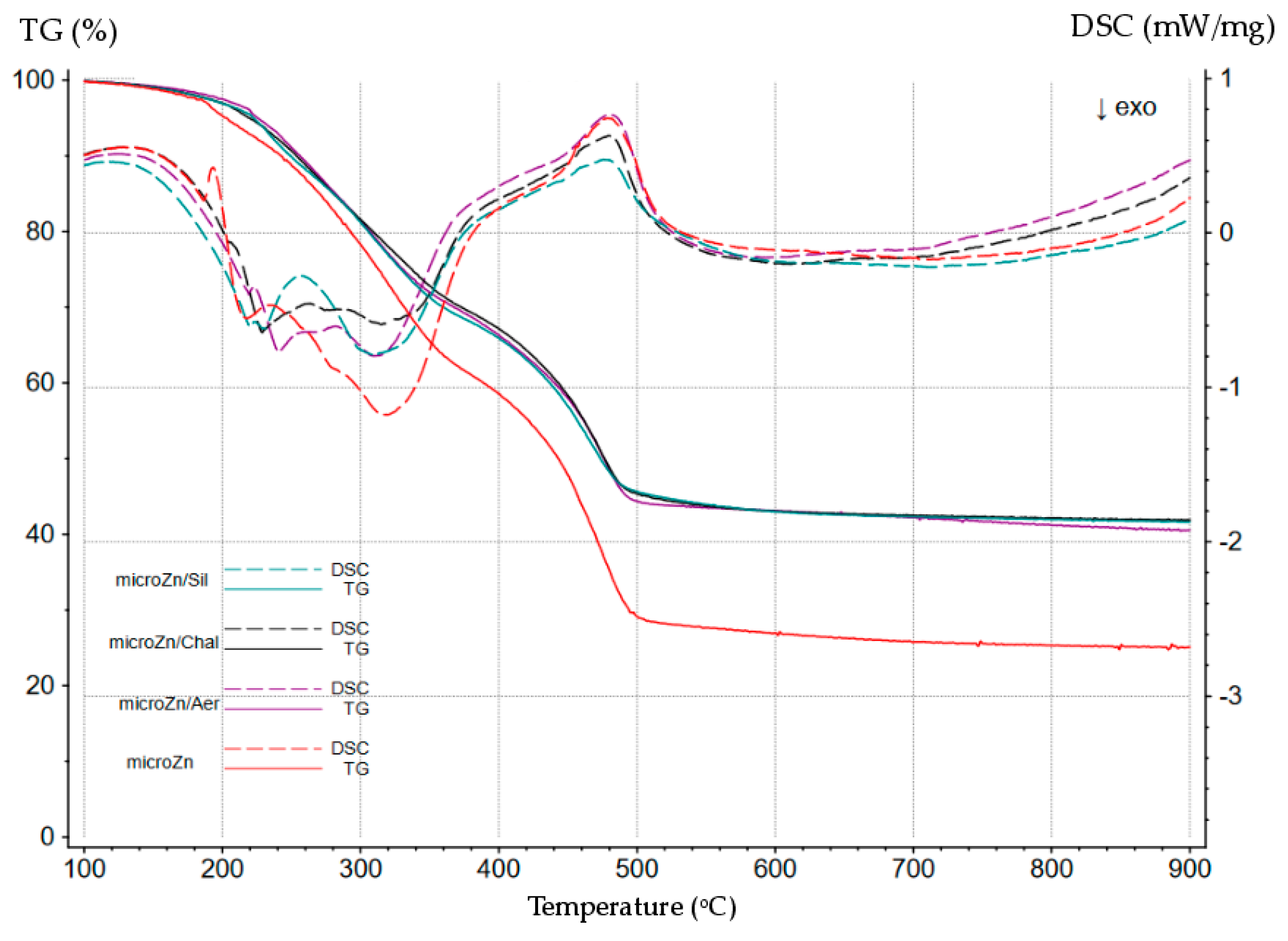
The thermal properties of the CR/BR/nZn products were studied by means of simultaneous thermal analysis (STA), which generally refers to the simultaneous application of thermogravimetry (TG) and differential scanning calorimetry (DSC) to one and the same sample in a single instrument. The CR/BR/nZn vulcanizates were subjected to pyrolysis, i.e., degradation occurring at high temperatures in an oxygen-free atmosphere. The mass changes (TG) and thermal effects (DSC) occurring during the heating from 50 °C to 1000 °C are shown in
Figure 6.
The TG curve shows that pyrolysis and decomposition of the tested materials began at a temperature of approx. 160 °C. Several stages of this decomposition were visible. It is interesting that unfilled CR/BR/nZn vulcanizate decomposed later, i.e., it was the most thermally stable and began to rapidly lose weight only at 250 °C. The presence of fillers, regardless of their structure, caused vulcanizates to decompose more quickly. This is most likely due to the presence of water chemically bound to the tested fillers. Water molecules detach at elevated temperatures, so the mass of the sample decreases, and additionally, the released water initiates chemical degradation processes.
In the first period of pyrolysis of the unfilled and filled CR/BR/nZn composites (200–260 °C), exothermic effects were observed on the DSC curves, which were indicated by the downward peaks that shifted relative to each other. Their analysis confirmed that the unfilled sample was more thermally stable than the vulcanizates filled with chalcedonite or sillitine. A different DSC curve was observed for the sample filled with aerosil. Surprisingly, in this range, there were no visible endothermic effects, which should be recorded on the TG curve during the decomposition of the sample.
The results of the STA analysis were so astonishing that it was decided that we would perform such tests for the CR/BR compositions cross-linked with micro-sized zinc (Zn) as well (their properties have been described in an earlier publication [
32]). The course of TG and DSC for the CR/BR/Zn vulcanizates (80/20/2.5 by wt.) is shown in
Figure 7. It is clearly visible that the TG and DSC curves for the compositions cross-linked with micro-sized zinc (CR/BR/Zn) were different than for the blends cured with nano-sized zinc (CR/BR/nZn). First of all, the TG curves were more reproducible for the CR/BR/Zn vulcanizates. The DSC curves of the CR/BR/Zn samples were also dominated by exothermic effects (in the temperature range of 200–400 °C), but some of these became minor endothermic effects (430–500 °C). The most surprising fact was that the exothermic effects occured in two areas (the first in the temperature range of 200–400 °C, the second in the temperature range of 500–800 °C). However, regardless of the size of the zinc particles used to cross-link the CR/BR blends, it was found that the fillers (chalcedonite, sillitin, and aerosil) slowed down the reactivity of both nano-zinc and micro-zinc.
In addition, unfilled compositions cross-linked with nano-sized zinc or micro-sized zinc were compared in order to better understand the phenomena occurring during the pyrolysis of the CR/BR/nZn and CR/BR/Zn vulcanizates (
Figure 8). Significant differences in the courses of the TG and DSC curves are visible. In
Figure 8, numerical values are added to better demonstrate these differences. The first area was similar. The determined enthalpy for the first exothermic effect was ΔH = −591.9 J/g (for the CR/BR/nZn sample) and ΔH = −510.9 J/g (for the CR/BR/Zn sample). For the vulcanizate containing micro-sized zinc, the dynamics of heat release decreased, but it was a similar process, indicating that a similar reagent participated in these reactions. However, it should be emphasized that the process with nano-sized zinc was faster than that with micro-sized zinc. These observations clearly indicated a chemical reaction involving nano-zinc or micro-zinc. It is obvious that at low temperatures (approx. 250 °C)—in the case of the CR/BR compositions cross-linked with nano-zinc—there are many smaller particles that are in contact with the potential reactant (most likely chlorine atoms), which determines the high rate of such a reaction. On the other hand, micro-zinc must react inward, so the process is slower. Hence, the difference in the DSC curves in the range of 200–380 °C were visible. In the further temperature range, the endothermic effect was shown (greater for the CR/BR/Zn vulcanizates), because the largest loss of mass associated with the degradation of the studied composites was observed (TG curves).
At the first mass loss (250–320 °C), the endothermic effect should be visible, but it was most likely hidden because the exothermic effect superimposes it. Therefore, the DSC curve shows rather a thermal balance, since the various chemical processes coincide with each other. The absence of an exothermic effect shown in the temperature range of 350–500 °C does not mean that this effect did not occur there, because the reaction of zinc with chlorine was still taking place. In this area, the exothermic effect was covered by a greater endothermic effect, because the largest losses of the sample were visible here. In addition, the TG curve shows that the tested samples were completely decomposed (residue of approx. 20–30% by weight) at a temperature of approx. 500 °C. On the other hand, the DSC curve shows an exothermic effect in this area, indicating a chemical reaction taking place in the sample remaining after the disintegration. Moreover, the exothermic effects of the CR/BR/nZn and CR/BR/Zn samples differed significantly. For the sample with micro-sized zinc, the exothermic effect was more extended in time and required a higher temperature (up to 700 °C), and the exothermic effect for the composition containing nano-sized zinc was faster and occurred at a lower temperature (approx. 520 °C).
3.5. Flammability and Toxicity of Unfilled and Filled CR/BR/nZn Vulcanizates
The combustion of elastomeric materials often leads to the generation of liquid products of their thermal decomposition, increasing contact with oxygen, and an additional source of heat. A characteristic feature of the tested elastomers (especially polychloroprene) is their susceptibility to thermo-cross-linking, which can limit the formation of liquid products during their combustion. The vulcanization of the CR/BR compositions in the presence of nano-sized zinc made the oxygen index (OI) comparable with the parameters determined in such compounds in our previous works [
23,
24,
25,
26,
28,
29,
30,
31,
32], and only slightly higher than the OI value for similar blends cured with micro-sized zinc [
32]. The obtained results indicated that the use of nano-zinc as a cross-linking substance for the CR/BR composites led to the formation of flame-retardant products. Such a high OI value in the investigated samples was due to interelastomer reactions occurring during the unconventional vulcanization of the CR/BR blends in the presence of nano-sized zinc. In addition, as expected, the use of fillers additionally increased the oxygen index to a value exceeding 37.5% (
Table 4).
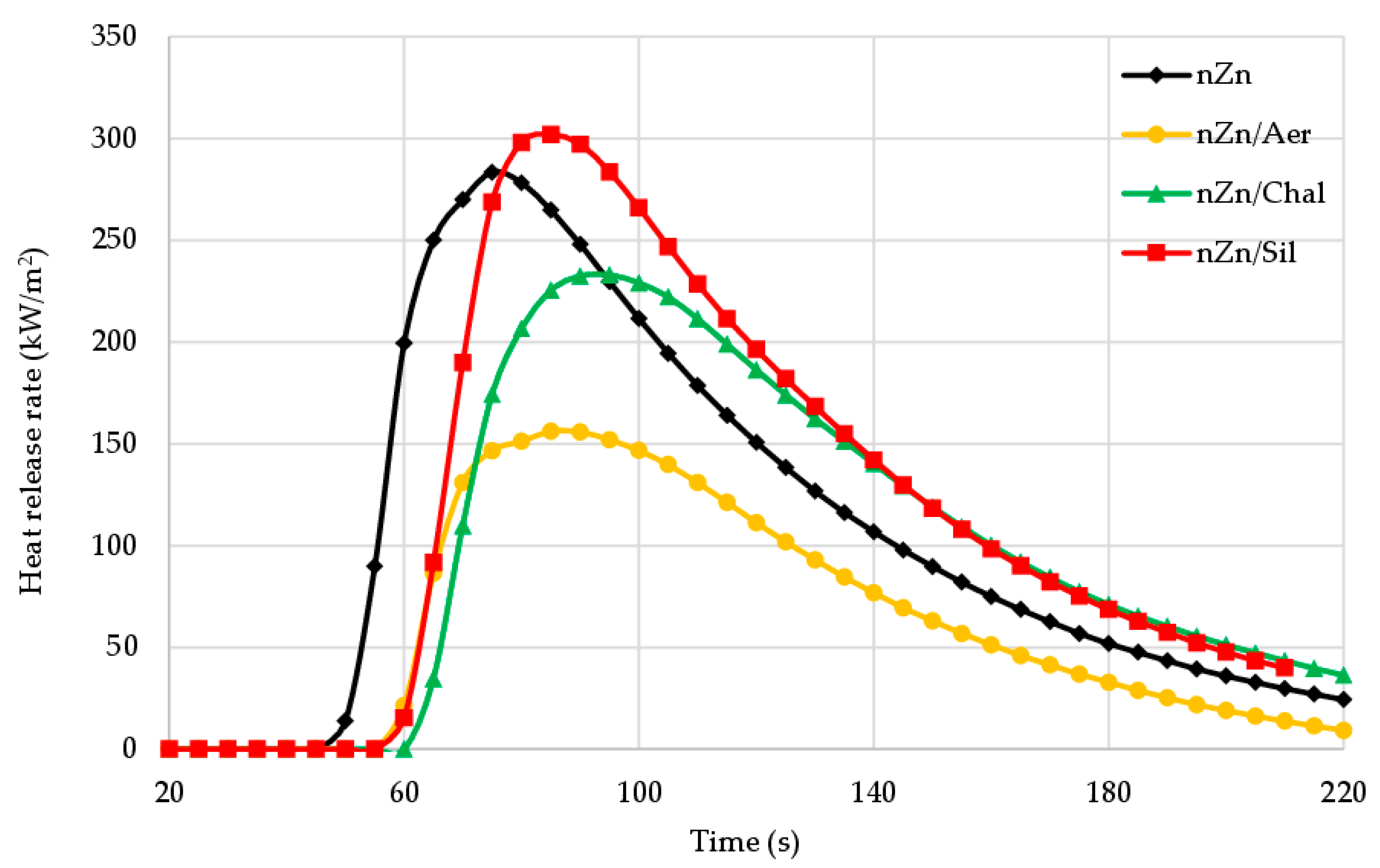
Cone calorimetry studies were conducted to perform a more detailed assessment of the flammability of the manufactured products. The HRR
max parameter (i.e., heat release rate) defines the maximum rate of heat released during the combustion of rubber products. Based on this parameter, it can be concluded that the vulcanization of the CR/BR compositions in the presence of nano-zinc led to materials characterized by low fire hazard. The course of changes in the HRR parameter is shown in
Figure 9. The maximum heat release rate of the unfilled vulcanizates was only 283 kW/m
2. For the aerosil-filled CR/BR/nZn, the HRR
max value decreased to 156 kW/m
2. The presence of chalcedonite or sillitin in the vulcanizates led to HRR
max values equal to 233 kW/m
2 or 302 kW/m
2, respectively (
Table 4). As shown in
Figure 9, from the heat release rate curves, it is indicated that the HRR value increased rapidly for the sample without a filler or for the sample containing sillitin. It is worth highlighting that the heat release rate during the combustion of all tested materials was visibly lower compared to other elastomeric goods. For comparison, standard vulcanized ethylene–propylene–diene rubber (EPDM), both unfilled and filled with basalt fibers, is characterized by HRR values equal to 1819 kW/m
2 and 648 kW/m
2, respectively [
1].
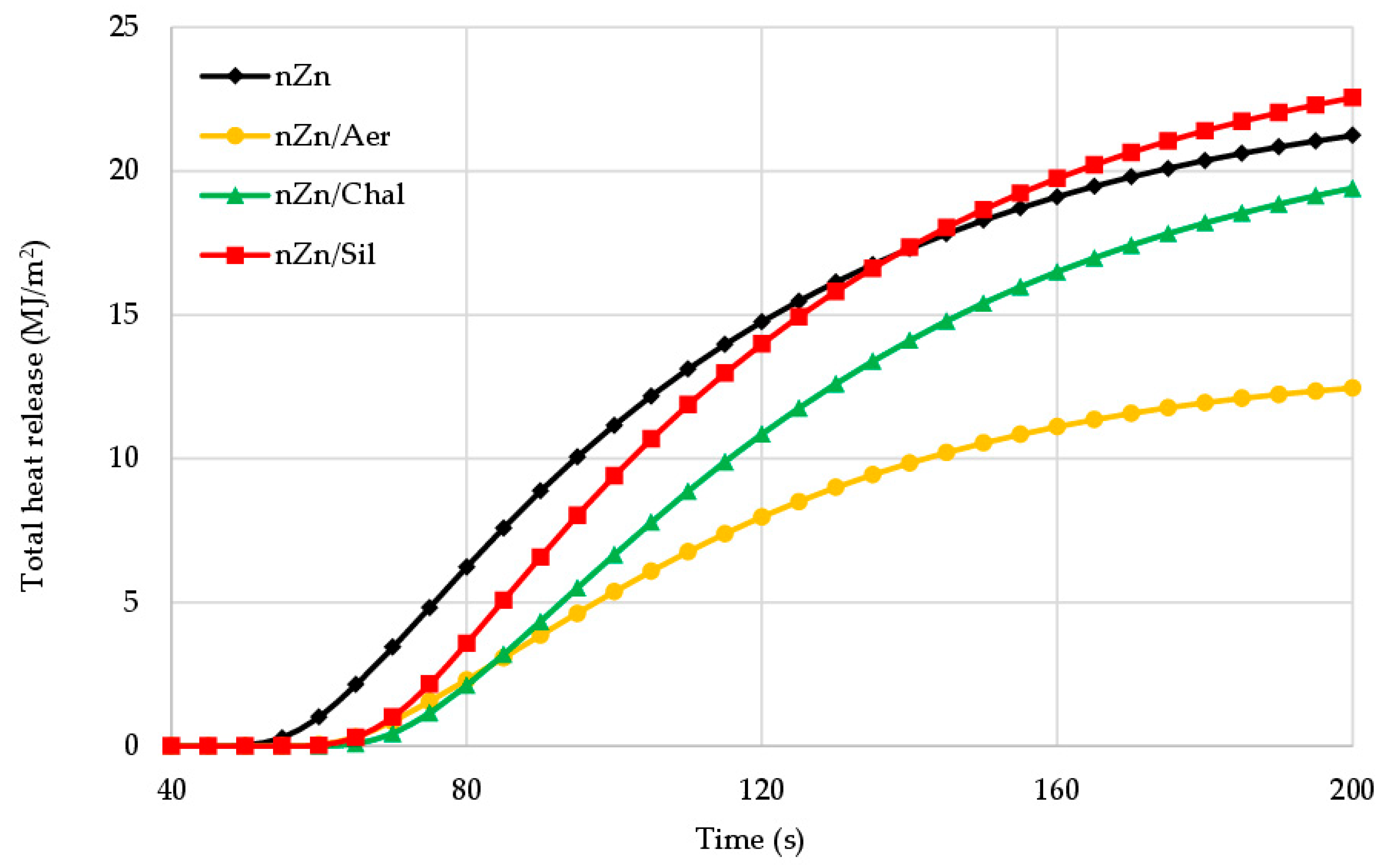
The THR parameter, i.e., total heat release, is another important factor to be analyzed when the flammability of materials is discussed. The THR value for the CR/BR composite cured with nano-was was only 19.8 MJ/m
2 (
Table 4). The presence of tested fillers in the CR/BR/nZn vulcanizates clearly reduced the total heat release to 10.5 MJ/m
2, 16.0 MJ/m
2, and 18.0 MJ/m
2, respectively, for aerosil, chalcedonite and sillitin.
Figure 10 confirms that the aerosil-filled compound exhibited a much lower total heat release than other vulcanizates. For comparison, the THR values for butadiene–acrylonitrile rubber, styrene–butadiene rubber, and butadiene rubber are equal to 98.71 MJ/m
2, 87.88 MJ/m
2, and 84.5 MJ/m
2, respectively [
9].
The average mass loss rate (AMLR), which proves the dynamics of material combustion, reached the highest value (55.38 g/m
2·s) in the case of the CR/BR/nZn vulcanizate, but the presence of aerosil, chalcedonite, or sillitin resulted in a reduction of AMLR to 25.94 g/m
2·s, 32.88 g/m
2·s, or 33.54 g/m
2·s, respectively. The mass loss rate (MLR) versus the incineration time of the unfilled and filled tested samples is shown in
Figure 11. It is clearly visible that the mass loss rate was much smaller for the filled samples, which indicates the positive effect of all the fillers used. In addition, the mass loss rate depended on the fillers’ presence in the rubbers and their types (
Table 4).
At a sufficiently high temperature, intensive cracking of chemical bonds in the macromolecules of burnt vulcanizates takes place. Most of the bonds are broken, leading to the destruction of the polymer. The destruction mechanism depends on the chemical structure of the macromolecules, the rate of heating, and the thermal effects of the reaction. The value of the dissociation energy of chemical bonds has a significant impact on the thermal stability of the polymer and its resistance to fire. In the CR/BR/nZn vulcanizates, there are chemical bonds with higher dissociation energy than, for example, in composites cross-linked with organic peroxide or sulfur, which translates into their significant resistance to fire. The results obtained from cone calorimetry determine the fire hazard related to the fire propagation rate (1/t
flashover) [
52]. This is described as the inverse time to reach the flashover effect (Formula (8)). The cross-linking of the CR/BR blends with nano-zinc provided the products with a low fire hazard (1/t
flashover = 7.27 kW/m
2·s). The fire propagation rate for composites containing sillitin was slightly lower (t
flashover = 6.43 kW/m
2·s), but in the case of vulcanizates filled with aerosil or chalcedonite, this parameter was lower by 53% or 40%, respectively (
Table 4). It is worth noting that the 1/t
flashover values of all CR/BR/nZn vulcanizates were slightly higher as this index was determined for the zinc-cured CR/BR blends, whose corresponding values amounted to 4.67 kW/m
2·s [
32]. However, the tested nano-zinc-cured CR/BR blends posed a significantly lower fire hazard than butadiene rubber or butadiene–acrylonitrile rubber (1/t
flashover equal to 56.37 and 31.68 kW/m
2·s, respectively) [
9]. Thus, the obtained results confirmed that all of the nano-zinc-cured CR/BR products were non-flammable and posed a low fire hazard.
The FIGRA parameter shows the ratio of the maximum heat release rate to the time to maximum heat release rate. The FIGRA index was similar (approx. 3.67 kW/m2·s) for the sample without a filler and for the sample containing sillitin, whereas the CR/BR/nZn vulcanizates filled with chalcedonite and aerosil were characterized by a FIGRA of 2.45 kW/m2·s or 1.84 kW/m2·s. The maximum average heat release rate (MARHE) of the sample filled with aerosil was only 70.3 kW/m2, whereas this index for the CR/BR blends cured with nZn was 124.1 kW/m2·s (the same value was observed in the case of sillitin). The analysis of the obtained results confirmed that the cross-linking of the polychloroprene and polybutadiene compositions with nano-zinc led to the production of materials with low fire risk. In addition, the use of aerosil had the greatest impact on further reducing the fire hazard. Most likely, during combustion, aerosil creates a thermally stable boundary layer on the vulcanizate surface, which significantly hinders the flow of mass and energy between the rubber product and the flame.
The toxicity of gaseous substances generated as a result of the decomposition and combustion of the CR/BR/nZn products was also an object of this research (
Table 5). The emissions of carbon dioxide (CO
2), carbon monoxide (CO), nitrogen (IV) oxide (NO
2), sulfur (IV) oxide (SO
2), hydrogen chloride (HCl), and hydrogen cyanide (HCN) were calculated. The toxicometric index (W
LC50SM, Formula (11)) is a basic parameter, because it includes the concentrations of all six gases emitted at temperatures of 450 °C, 550 °C, and 750 °C [
9]. It follows that the highest emission values were registered for carbon oxides, especially for CO
2, regardless of the decomposition temperature and the sample type. The carbon dioxide emission for the filled samples was slightly lower (approx. 1.23 g/g for 450 °C, approx. 1.79 g/g for 550 °C, and approx. 2.35 g/g for 750 °C) than for the unfilled compound (1.70 g/g for 450 °C, 2.36 g/g for 550 °C, and 2.91 g/g for 750 °C), but the filler type did not significantly affect the amount of gas emissions. The value of the toxicimetric index was influenced by the emission of SO
2 (0.01 g/g for all samples) and HCl (the highest emission for an unfilled sample: 0.17 g/g for 450 °C, 0.19 g/g for 550 °C, and 0.19 g/g for 750 °C). A potential source of HCl is chlorine bound to the macromolecules of the polychloroprene. Our observations were also confirmed by the volumes of gaseous products (
Figure 12), which were higher for the CR/BR/nZn product and lowest for the vulcanizate filled with chalcedonite. Unfortunately, the WLC
50SM parameter indicates that the gaseous destructs formed during the decomposition processes of tested composites belong to the category of very toxic materials (
Table 6) [
32]. The smaller the WLC
50SM parameter, the greater the toxicity of the material. From this point of view, the incorporation of the tested fillers into CR/BR/nZn compositions is beneficial for the environment.



 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}