
Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment

 , , , ,
, , , ,  and
and 
Abstract
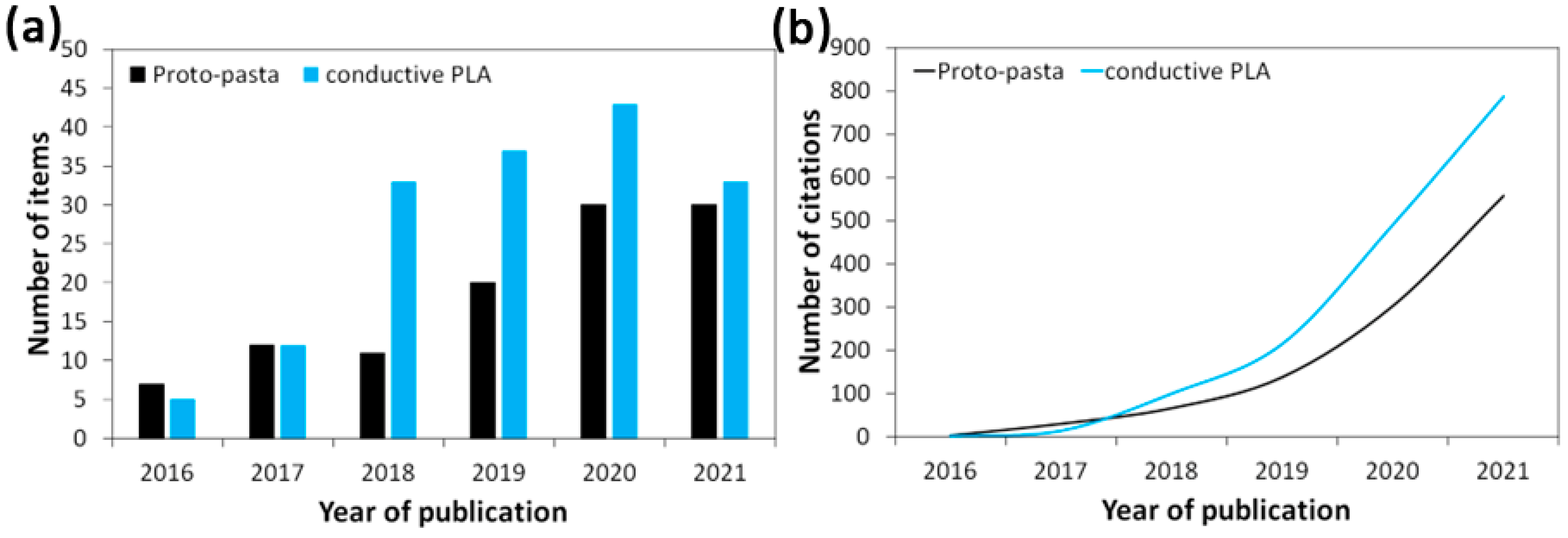
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
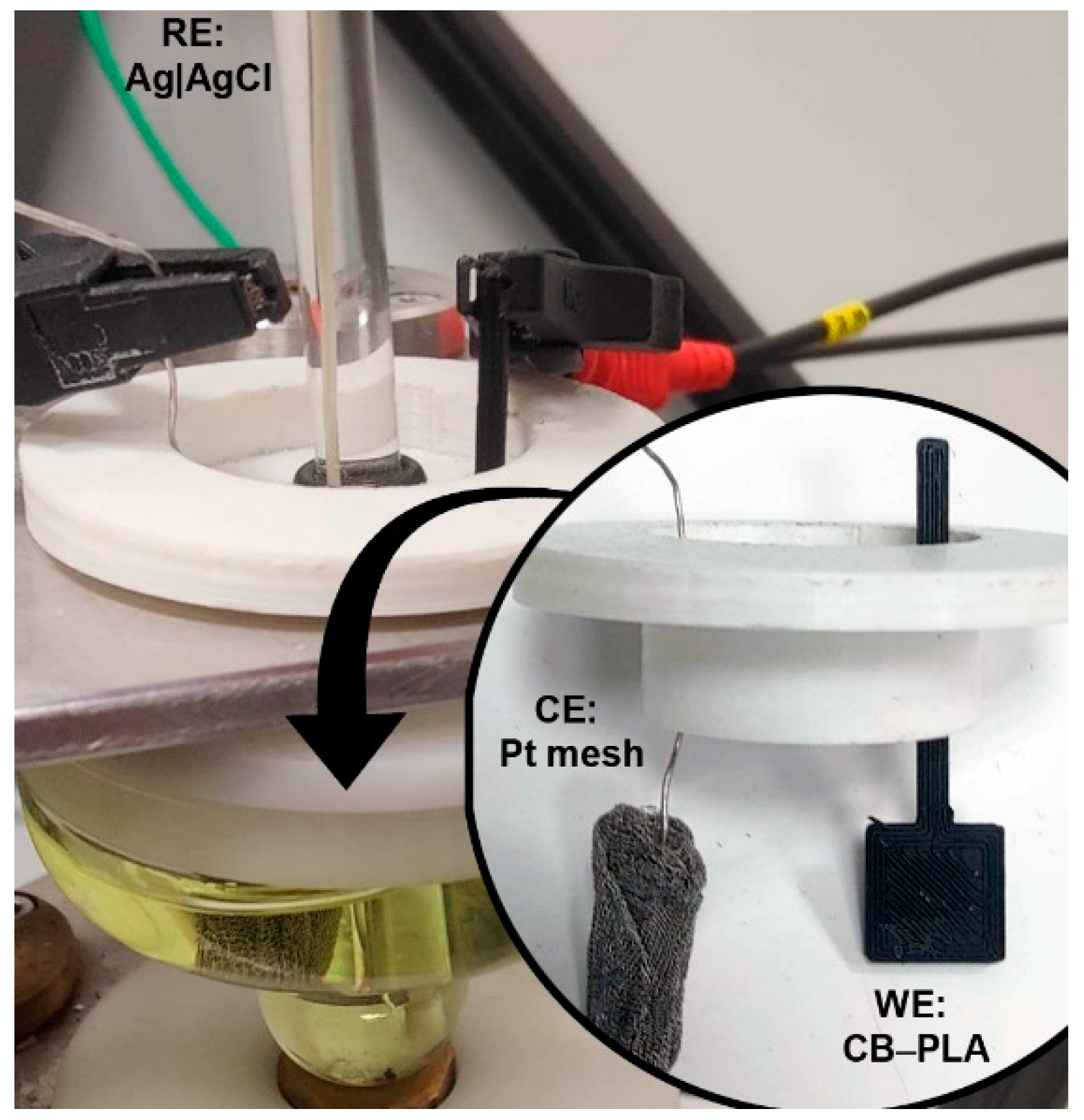
2.3. Methodology
3. Results and Discussion
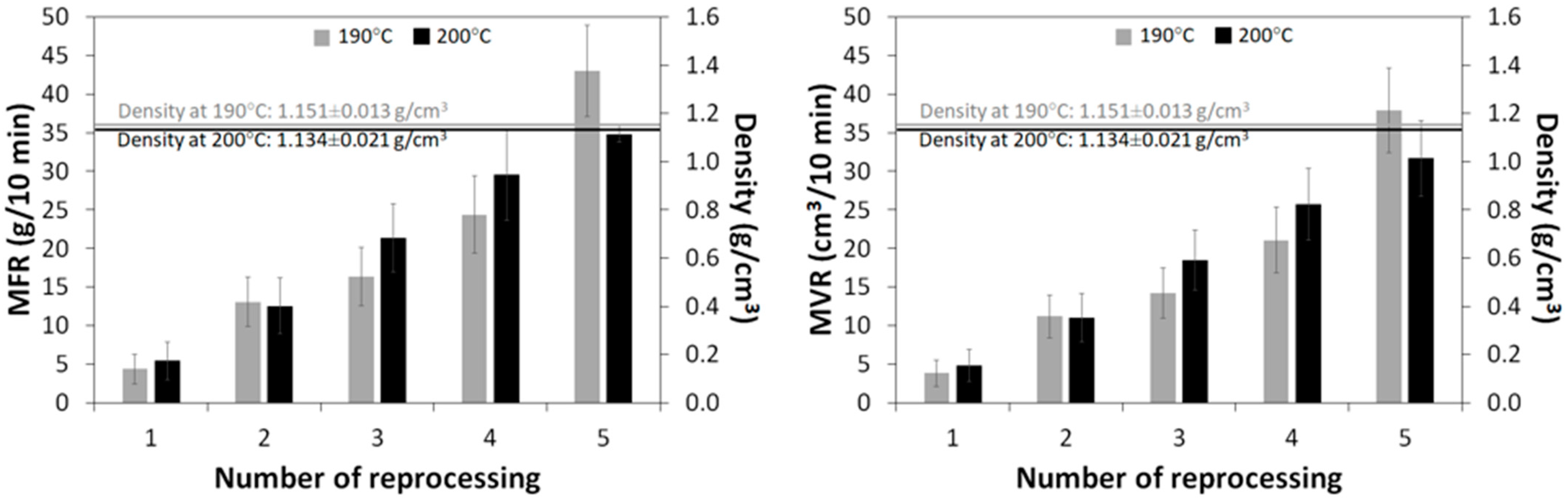
3.1. Melting Rate of Reprocessed PLA-Based Filament
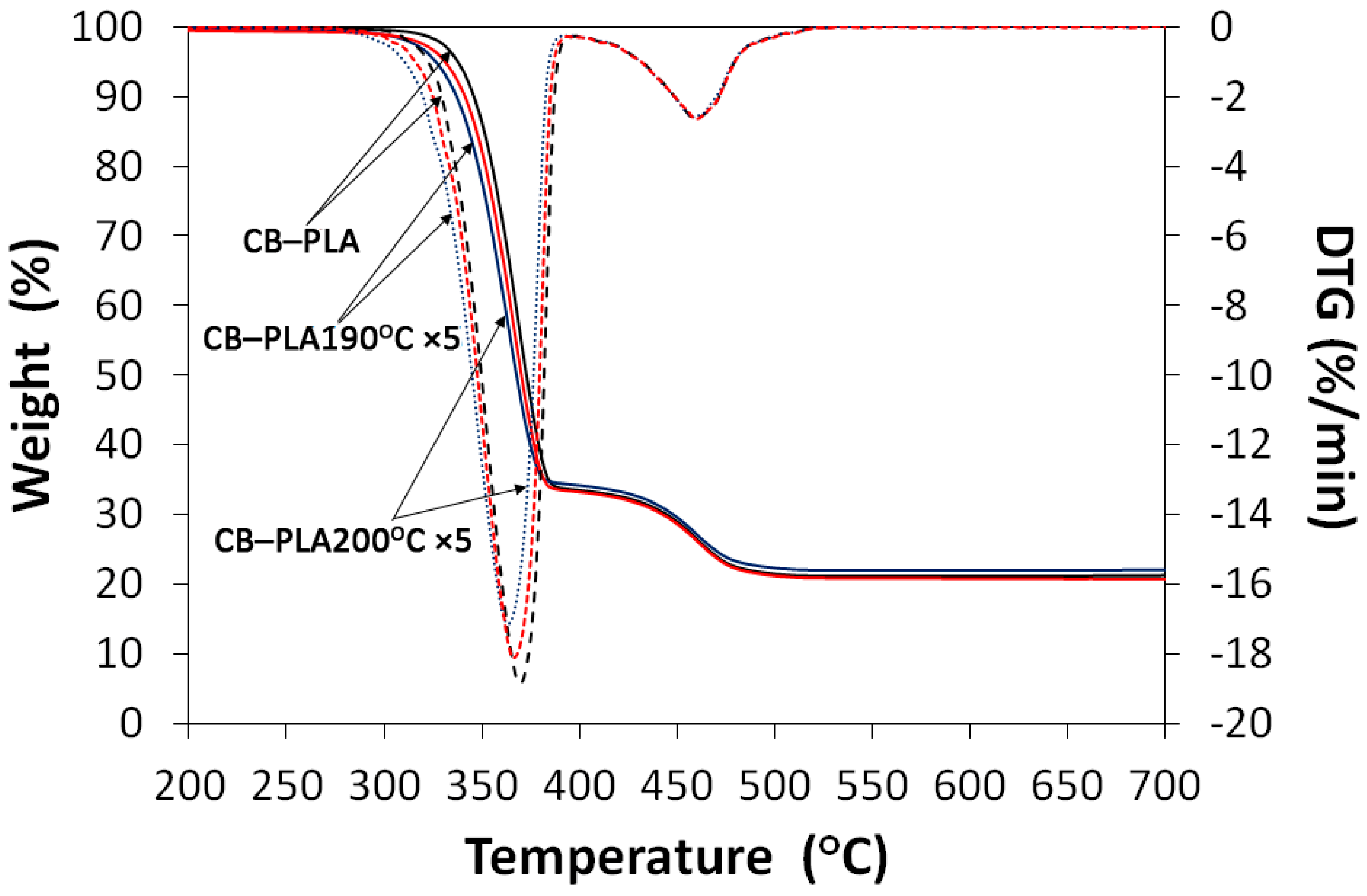
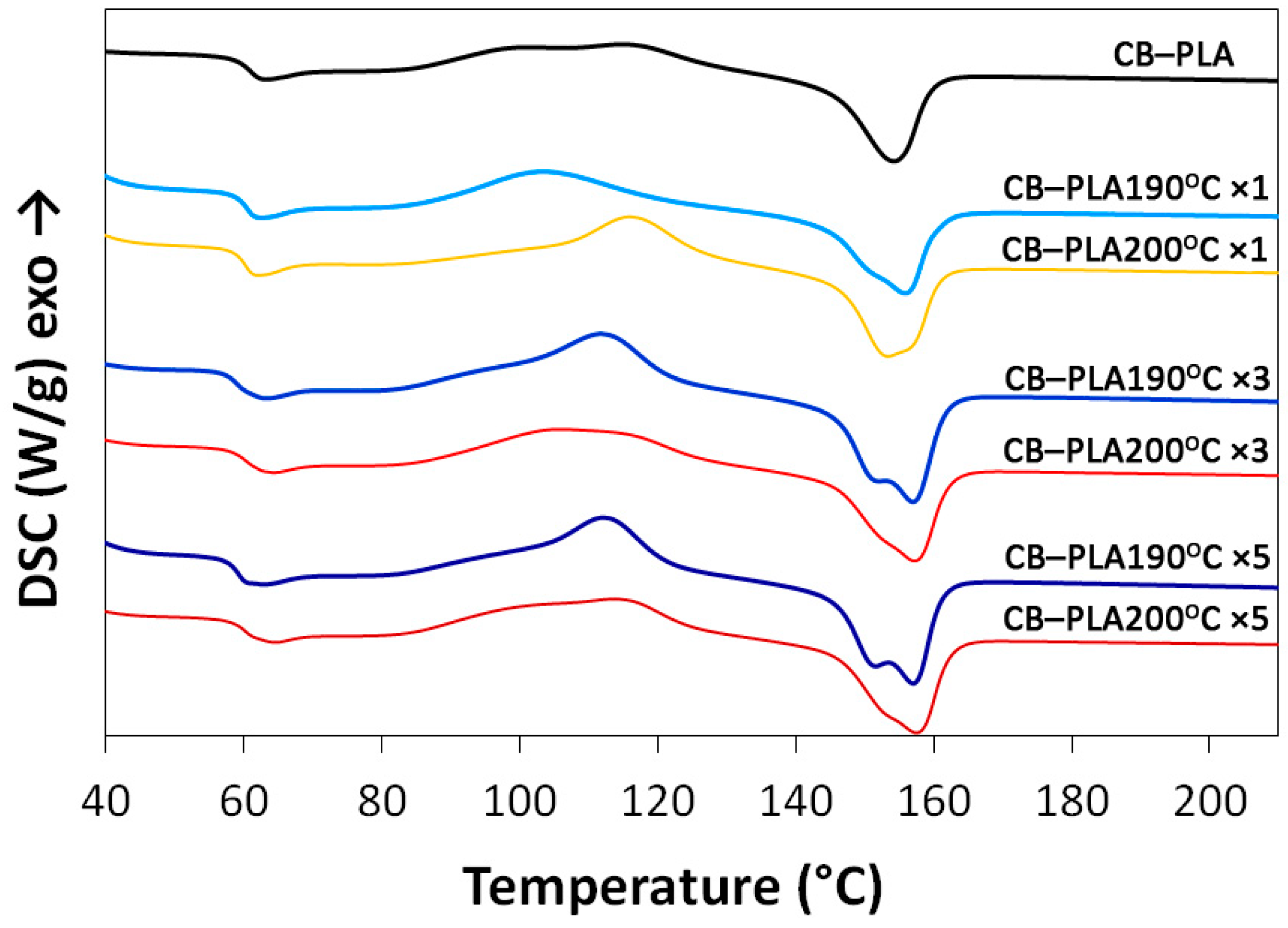
3.2. Thermal Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Composition | Tg (°C) | Tm (°C) | Heating Rate (°C/min) | Sample Weight (mg) | References |
|---|---|---|---|---|---|
| CB–PLA * | 58.7–60.2 | 153.4–157.9 | 10 | ~6 | This work |
| 58.9 ± 0.8 | 146.1 ± 0.5 | 3 | ~10 | [41] | |
| 63.3 | 152 | - | - | [42] | |
| 61.9 | 166.2 | 10 | 3 | [43] | |
| PLA + 5–15% CB | 55–59 | 174–178 | 10 | - | [44] |
| PLA + 4–20% CB | 61.7–63.4 | 166.7–170.6 | 10 | 8–10 | [45] |
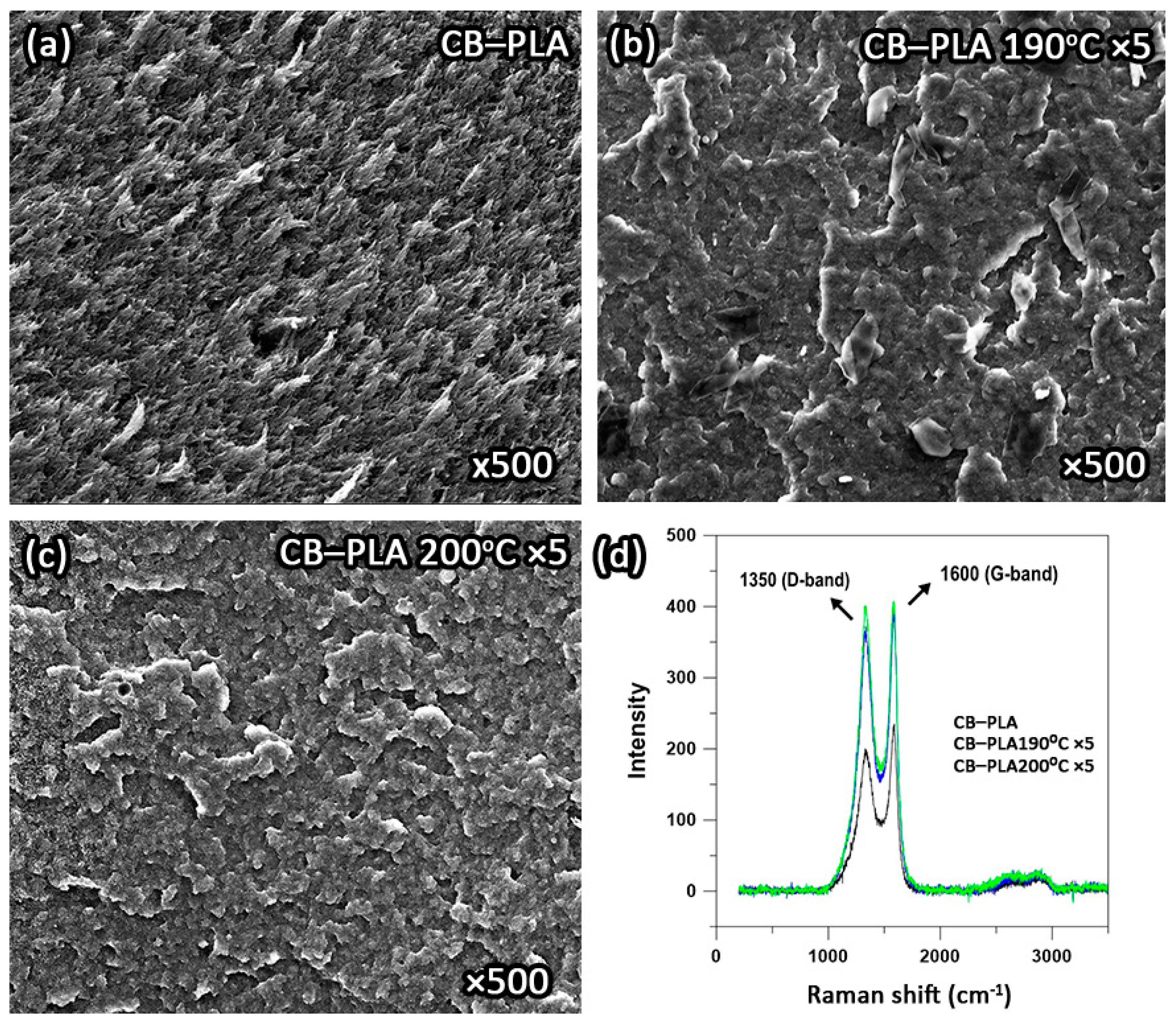
3.3. Surface Characterization
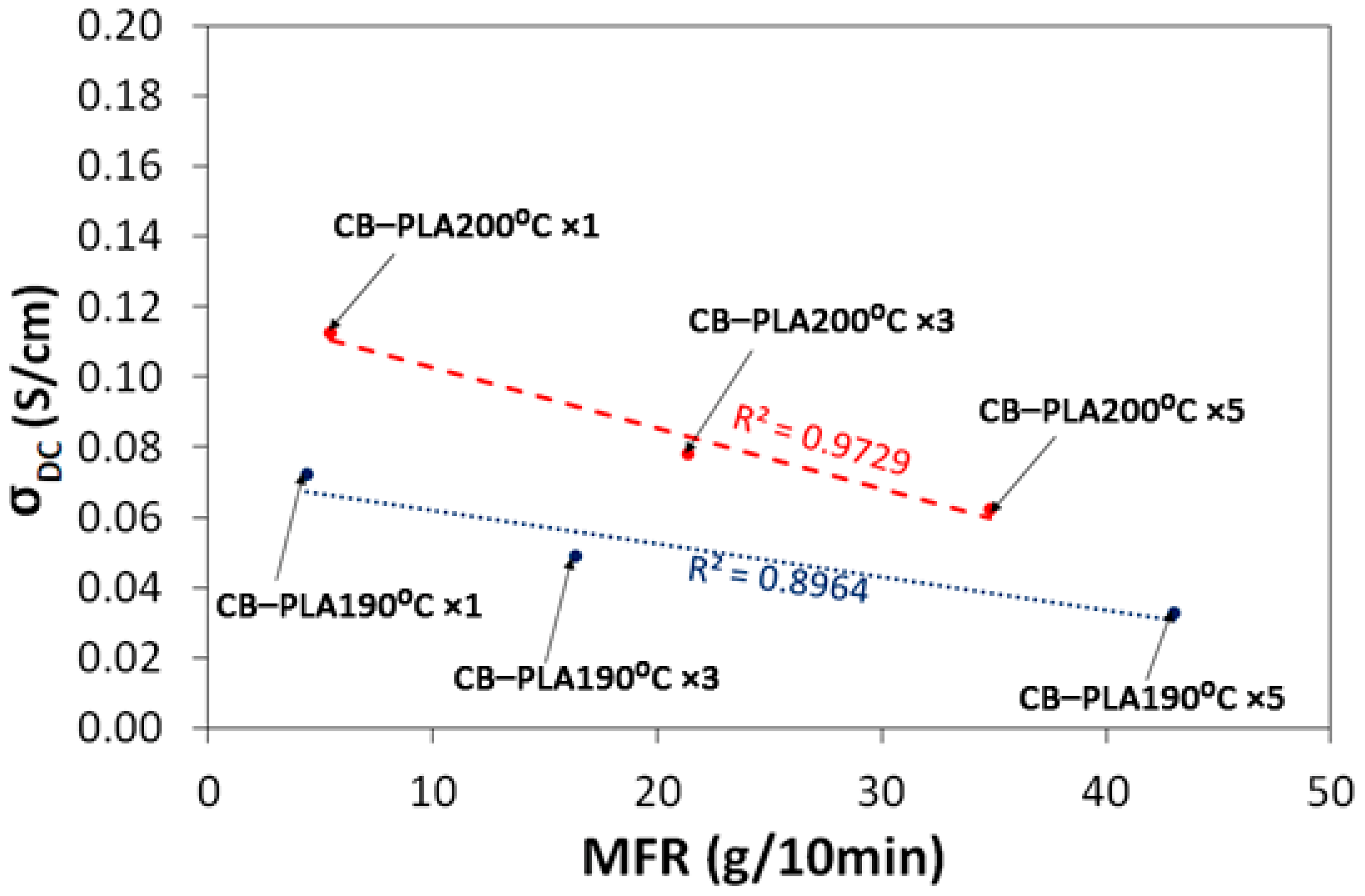
3.4. Electric Conductivity Behavior
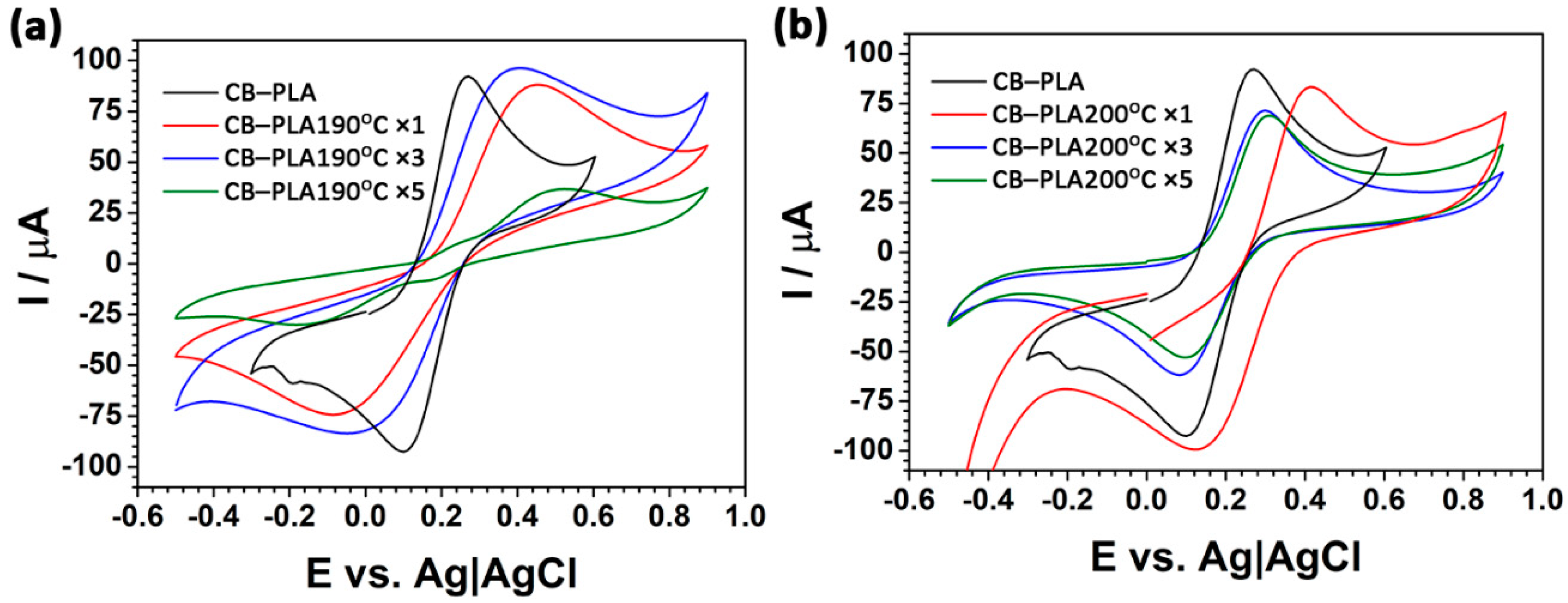
3.5. Electrochemical Activity of the Reprocessed CB–PLA Filament
4. Conclusions
- -
- Multiple reprocessing cycles of commercial conductive CB–PLA resulted in the degradation of the polymer matrix, regardless of the processing temperature (when studied at 190 and 200 °C);
- -
- Decomposition temperatures are significantly affected by the reprocessing number, where T−2% is 15.7 °C (190 °C) and 11.6 °C (200 °C) lower compared to the reference sample, respectively;
- -
- A lower processing temperature increases the residence time of CB–PLA in the extruder’s barrel (by 24.5% for the first cycle), which may cause, under specific conditions, a higher degradation even at lower temperatures;
- -
- The further the degradation progresses, the more reduced the electrical conductivity of the CB–PLA composite is, down to 0.06 S/cm (1.7 times decrease) and 0.03 S/cm (3.7 times decrease) when ×5 reprocessed at 190 and 200 °C, respectively. This phenomenon is related to the combined effects of CB dispersibility and PLA chain cleavage;
- -
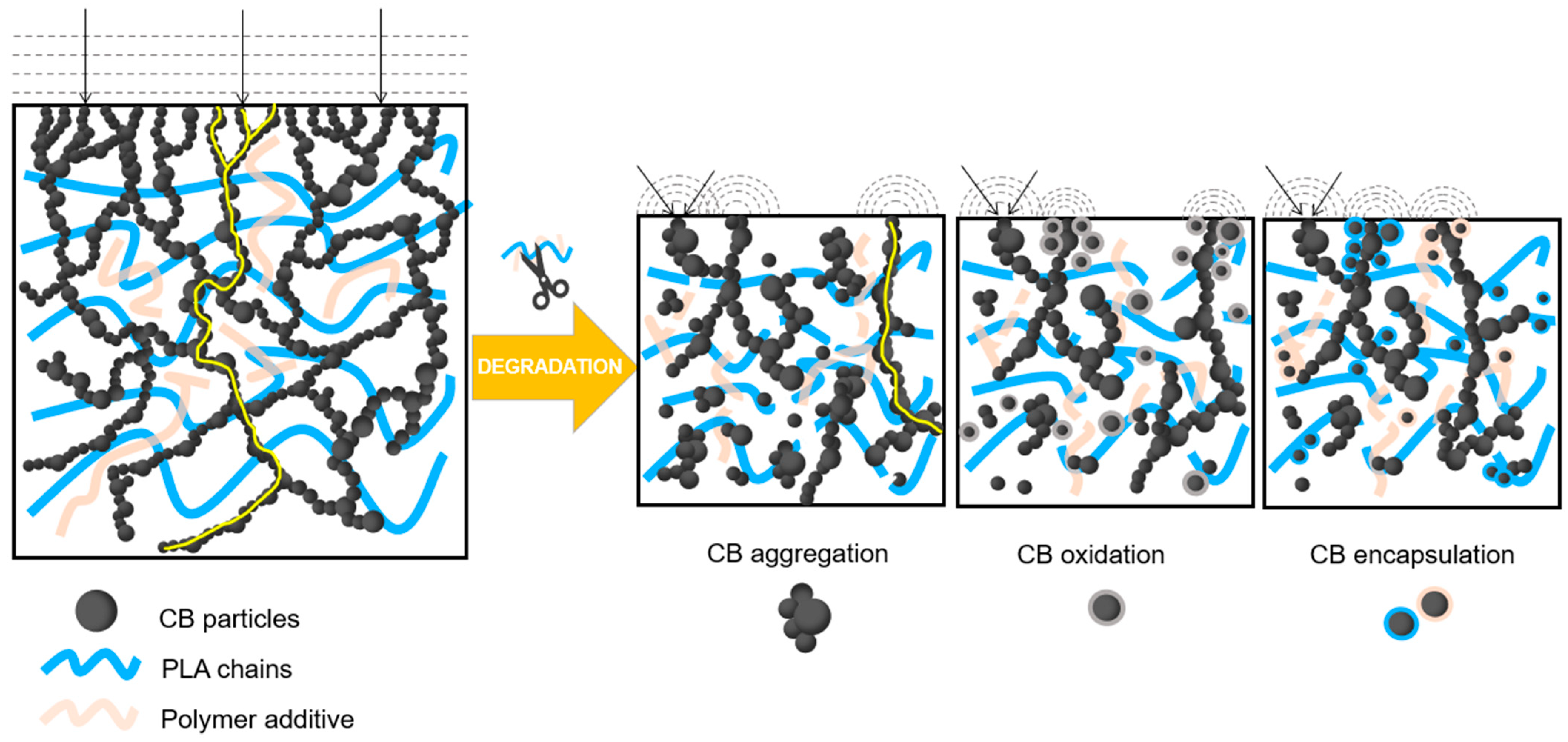
- At the same time, the electrochemical properties, manifested by the reversibility of the redox process and the electrochemical surface area, are also affected due to the competitive filler oxidation and CB aggregate formation, leading to partially blocked electrode effects. The [Fe(CN)6]3−/4− redox currents drop by 60% at 190 °C, and 25% at 200 °C, while ΔEp increases from 165 to ~210 mV at 200 °C, and above 700 mV at 190 °C;
- -
- The plastometer can be successfully applied in the preparation of 3D-printable filaments, which might be very useful in the studies on novel and expensive fillers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ASTM F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2012.
- Gjokaj, V.; Crump, C.; Wright, B.; Chahal, P. Direct Printing of Antennas on Large 3D Printed Plastic Structures. In Proceedings of the 2020 IEEE 70th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 3–30 June 2020; IEEE: Orlando, FL, USA; pp. 666–670. [Google Scholar]
- Joshi, S.C.; Sheikh, A.A. 3D Printing in Aerospace and Its Long-Term Sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Sacco, E.; Moon, S.K. Additive Manufacturing for Space: Status and Promises. Int. J. Adv. Manuf. Technol. 2019, 105, 4123–4146. [Google Scholar] [CrossRef]
- Walker, J.S.; Arnold, J.; Shrestha, C.; Smith, D. Antibacterial Silver Submicron Wire-Polylactic Acid Composites for Fused Filament Fabrication. RPJ 2020, 26, 32–38. [Google Scholar] [CrossRef]
- Wang, C.; Huang, W.; Zhou, Y.; He, L.; He, Z.; Chen, Z.; He, X.; Tian, S.; Liao, J.; Lu, B.; et al. 3D Printing of Bone Tissue Engineering Scaffolds. Bioact. Mater. 2020, 5, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Gu, Q.; Hao, J.; Lu, Y.; Wang, L.; Wallace, G.G.; Zhou, Q. Three-Dimensional Bio-Printing. Sci. China Life Sci. 2015, 58, 411–419. [Google Scholar] [CrossRef] [PubMed]
- Lazarus, N.; Bedair, S.S. Creating 3D Printed Sensor Systems with Conductive Composites. Smart Mater. Struct. 2021, 30, 015020. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.H.; Tan, Z.D.; Tan, S.T.M.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.G.; Chan, Y.Z.; Hui, H.K.; Goh, K.E.J. Electrically Conductive Filament for 3D-Printed Circuits and Sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Flowers, P.F.; Reyes, C.; Ye, S.; Kim, M.J.; Wiley, B.J. 3D Printing Electronic Components and Circuits with Conductive Thermoplastic Filament. Addit. Manuf. 2017, 18, 156–163. [Google Scholar] [CrossRef]
- Allen, N.S.; Pena, J.M.; Edge, M.; Liauw, C.M. Behaviour of Carbon Black Pigments as Excited State Quenchers in LDPE. Polym. Degrad. Stab. 2000, 67, 563–566. [Google Scholar] [CrossRef]
- Mosnáčková, K.; Danko, M.; Šišková, A.; Falco, L.M.; Janigová, I.; Chmela, Š.; Vanovčanová, Z.; Omaníková, L.; Chodák, I.; Mosnáček, J. Complex Study of the Physical Properties of a Poly(Lactic Acid)/Poly(3-Hydroxybutyrate) Blend and Its Carbon Black Composite during Various Outdoor and Laboratory Ageing Conditions. RSC Adv. 2017, 7, 47132–47142. [Google Scholar] [CrossRef] [Green Version]
- Azura, A.R.; Leow, S.L. Effect of Carbon Black Loading on Mechanical, Conductivity and Ageing Properties of Natural Rubber Composites. Mater. Today Proc. 2019, 17, 1056–1063. [Google Scholar] [CrossRef]
- Liu, M.; Horrocks, A.R. Effect of Carbon Black on UV Stability of LLDPE Films under Artificial Weathering Conditions. Polym. Degrad. Stab. 2002, 75, 485–499. [Google Scholar] [CrossRef]
- D’Urso, L.; Acocella, M.; Guerra, G.; Iozzino, V.; De Santis, F.; Pantani, R. PLA Melt Stabilization by High-Surface-Area Graphite and Carbon Black. Polymers 2018, 10, 139. [Google Scholar] [CrossRef] [PubMed]
- Batista Deroco, P.; Campanhã Vicentini, F.; Fatibello-Filho, O. An Electrochemical Sensor for the Simultaneous Determination of Paracetamol and Codeine Using a Glassy Carbon Electrode Modified with Nickel Oxide Nanoparticles and Carbon Black. Electroanalysis 2015, 27, 2214–2220. [Google Scholar] [CrossRef]
- Glowacki, M.J.; Cieslik, M.; Sawczak, M.; Koterwa, A.; Kaczmarzyk, I.; Jendrzejewski, R.; Szynkiewicz, L.; Ossowski, T.; Bogdanowicz, R.; Niedzialkowski, P.; et al. Helium-Assisted, Solvent-Free Electro-Activation of 3D Printed Conductive Carbon-Polylactide Electrodes by Pulsed Laser Ablation. Appl. Surf. Sci. 2021, 556, 149788. [Google Scholar] [CrossRef]
- Hamzah, H.H.; Shafiee, S.A.; Abdalla, A.; Patel, B.A. 3D Printable Conductive Materials for the Fabrication of Electrochemical Sensors: A Mini Review. Electrochem. Commun. 2018, 96, 27–31. [Google Scholar] [CrossRef]
- Rocha, D.P.; Squissato, A.L.; da Silva, S.M.; Richter, E.M.; Munoz, R.A.A. Improved Electrochemical Detection of Metals in Biological Samples Using 3D-Printed Electrode: Chemical/Electrochemical Treatment Exposes Carbon-Black Conductive Sites. Electrochim. Acta 2020, 335, 135688. [Google Scholar] [CrossRef]
- Cardoso, R.M.; Castro, S.V.F.; Silva, M.N.T.; Lima, A.P.; Santana, M.H.P.; Nossol, E.; Silva, R.A.B.; Richter, E.M.; Paixão, T.R.L.C.; Muñoz, R.A.A. 3D-Printed Flexible Device Combining Sampling and Detection of Explosives. Sens. Actuators B Chem. 2019, 292, 308–313. [Google Scholar] [CrossRef]
- Woern, A.; Byard, D.; Oakley, R.; Fiedler, M.; Snabes, S.; Pearce, J. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-Looped Recycling of Polylactic Acid Used in 3D Printing: An Experimental Investigation and Life Cycle Assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Filament as a Second Life of Waste Plastics—A Review. Environ. Sci Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Lanzotti, A.; Martorelli, M.; Maietta, S.; Gerbino, S.; Penta, F.; Gloria, A. A Comparison between Mechanical Properties of Specimens 3D Printed with Virgin and Recycled PLA. Procedia CIRP 2019, 79, 143–146. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Hong, J.-H.; Yu, T.; Park, S.-J.; Kim, Y.-H. Repetitive Recycling of 3D Printing PLA Filament as Renewable Resources on Mechanical and Thermal Loads. Int. J. Mod. Phys. B 2020, 34, 2040147. [Google Scholar] [CrossRef]
- Gil Muñoz, V.; Muneta, L.M.; Carrasco-Gallego, R.; de Juanes Marquez, J.; Hidalgo-Carvajal, D. Evaluation of the Circularity of Recycled PLA Filaments for 3D Printers. Appl. Sci. 2020, 10, 8967. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Petrova-Doycheva, I.; Menseidov, D.; Ivanov, E.; Paddubskaya, A.; Kuzhir, P. Exploring Thermal Annealing and Graphene-Carbon Nanotube Additives to Enhance Crystallinity, Thermal, Electrical and Tensile Properties of Aged Poly(Lactic) Acid-Based Filament for 3D Printing. Compos. Sci. Technol. 2019, 181, 107712. [Google Scholar] [CrossRef]
- Kalinke, C.; de Oliveira, P.R.; Neumsteir, N.V.; Henriques, B.F.; de Oliveira Aparecido, G.; Loureiro, H.C.; Janegitz, B.C.; Bonacin, J.A. Influence of Filament Aging and Conductive Additive in 3D Printed Sensors. Anal. Chim. Acta 2022, 1191, 339228. [Google Scholar] [CrossRef]
- Crespo-Miguel, J.; Garcia-Gonzalez, D.; Robles-Muñoz, G.; Hossain, M.; Martinez-Tarifa, J.M.; Arias, Á. Thermo-Electro-Mechanical Aging and Degradation of Conductive 3d Printed Polymers. SSRN J. 2022. [Google Scholar] [CrossRef]
- Koterwa, A.; Kaczmarzyk, I.; Mania, S.; Cieślik, M.; Tylingo, R.; Ossowski, T.; Bogdanowicz, R.; Niedziałkowski, P.; Ryl, J. The Role of the Electrolysis and Enzymatic Hydrolysis in the Enhancement of the Electrochemical Properties of 3D-Printed Carbon Black/Poly(Lactic Acid) Structures. Appl. Surf. Sci. 2022, 574, 151587. [Google Scholar] [CrossRef]
- Seifali Abbas-Abadi, M.; Nekoomanesh Haghighi, M.; Yeganeh, H.; Bozorgi, B. The Effect of Melt Flow Index, Melt Flow Rate, and Particle Size on the Thermal Degradation of Commercial High Density Polyethylene Powder. J. Anal. Calorim. 2013, 114, 1333–1339. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, R.; Chohan, J.S.; Singh, S.; Pruncu, C.I.; Scutaru, M.L.; Muntean, R. Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites. Materials 2021, 14, 3504. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Andrzejewski, J.; Skórczewska, K. Application of Waste Bulk Moulded Composite (BMC) as a Filler for Isotactic Polypropylene Composites. J. Adv. Res. 2016, 7, 373–380. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the Melt Flow Index Be Used to Predict the Success of Fused Deposition Modelling of Commercial Poly(Lactic Acid) Filaments into 3D Printed Materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Carrasco, F.; Santana Pérez, O.; Maspoch, M. Kinetics of the Thermal Degradation of Poly(Lactic Acid) and Polyamide Bioblends. Polymers 2021, 13, 3996. [Google Scholar] [CrossRef] [PubMed]
- Stefano, J.S.; e Silva, L.R.G.; Janegitz, B.C. New Carbon Black-Based Conductive Filaments for the Additive Manufacture of Improved Electrochemical Sensors by Fused Deposition Modeling. Microchim. Acta 2022, 189, 414. [Google Scholar] [CrossRef]
- Katseli, V.; Thomaidis, N.; Economou, A.; Kokkinos, C. Miniature 3D-Printed Integrated Electrochemical Cell for Trace Voltammetric Hg(II) Determination. Sens. Actuators B Chem. 2020, 308, 127715. [Google Scholar] [CrossRef]
- Omastová, M.; Podhradská, S.; Prokeš, J.; Janigová, I.; Stejskal, J. Thermal Ageing of Conducting Polymeric Composites. Polym. Degrad. Stab. 2003, 82, 251–256. [Google Scholar] [CrossRef]
- Voet, A. Temperature Effect of Electrical Resistivity of Carbon Black Filled Polymers. Rubber Chem. Technol. 1981, 54, 42–50. [Google Scholar] [CrossRef]
- Sirjani, E.; Cragg, P.J.; Dymond, M.K. Glass Transition Temperatures, Melting Temperatures, Water Contact Angles and Dimensional Precision of Simple Fused Deposition Model 3D Prints and 3D Printed Channels Constructed from a Range of Commercially Available Filaments. Chem. Data Collect. 2019, 22, 100244. [Google Scholar] [CrossRef]
- Lavagnini, I.; Antiochia, R.; Magno, F. An Extended Method for the Practical Evaluation of the Standard Rate Constant from Cyclic Voltammetric Data. Electroanalysis 2004, 16, 505–506. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S. Characterization of Electrical Heating of Graphene/PLA Honeycomb Structure Composite Manufactured by CFDM 3D Printer. Fash Text 2020, 7, 8. [Google Scholar] [CrossRef]
- da Silva, T.F.; Menezes, F.; Montagna, L.S.; Lemes, A.P.; Passador, F.R. Preparation and Characterization of Antistatic Packaging for Electronic Components Based on Poly(Lactic Acid)/Carbon Black Composites. J. Appl. Polym. Sci. 2019, 136, 47273. [Google Scholar] [CrossRef]
- Guo, J.; Tsou, C.-H.; Yu, Y.; Wu, C.-S.; Zhang, X.; Chen, Z.; Yang, T.; Ge, F.; Liu, P.; Guzman, M.R.D. Conductivity and Mechanical Properties of Carbon Black-Reinforced Poly(Lactic Acid) (PLA/CB) Composites. Iran. Polym. J. 2021, 30, 1251–1262. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Basko, D.M. Raman Spectroscopy as a Versatile Tool for Studying the Properties of Graphene. Nat. Nanotechnol. 2013, 8, 235–246. [Google Scholar] [CrossRef] [PubMed]
- Ferrari, A.C.; Meyer, J.C.; Scardaci, V.; Casiraghi, C.; Lazzeri, M.; Mauri, F.; Piscanec, S.; Jiang, D.; Novoselov, K.S.; Roth, S.; et al. Raman Spectrum of Graphene and Graphene Layers. Phys. Rev. Lett. 2006, 97, 187401. [Google Scholar] [CrossRef]
- Graf, D.; Molitor, F.; Ensslin, K.; Stampfer, C.; Jungen, A.; Hierold, C.; Wirtz, L. Raman Imaging of Graphene. Solid State Commun. 2007, 143, 44–46. [Google Scholar] [CrossRef]
- Davies, T.J.; Banks, C.E.; Compton, R.G. Voltammetry at Spatially Heterogeneous Electrodes. J. Solid State Electrochem. 2005, 9, 797–808. [Google Scholar] [CrossRef]
- Bard, A.J.; Faulkner, L.R. Electrochemical Methods: Fundamentals and Applications, 2nd ed.; Wiley: New York, NY, USA, 2001; ISBN 978-0-471-04372-0. [Google Scholar]
- Ryl, J.; Burczyk, L.; Zielinski, A.; Ficek, M.; Franczak, A.; Bogdanowicz, R.; Darowicki, K. Heterogeneous Oxidation of Highly Boron-Doped Diamond Electrodes and Its Influence on the Surface Distribution of Electrochemical Activity. Electrochim. Acta 2019, 297, 1018–1027. [Google Scholar] [CrossRef]
- Chen, P.; Fryling, M.A.; McCreery, R.L. Electron Transfer Kinetics at Modified Carbon Electrode Surfaces: The Role of Specific Surface Sites. Anal. Chem. 1995, 67, 3115–3122. [Google Scholar] [CrossRef]
- Gao, Q.; Liu, J.; Liu, X. Electrical Conductivity and Rheological Properties of Carbon Black Based Conductive Polymer Composites Prior to and after Annealing. Polym. Polym. Compos. 2021, 29, S288–S295. [Google Scholar] [CrossRef]









| Sample Code | T−2% (°C) | T−5% (°C) | T−10% (°C) | T−50% (°C) | Tmax1 (°C) | Tmax2 (°C) | Char Residue at 800 °C (%) |
|---|---|---|---|---|---|---|---|
| CB–PLA | 327.2 | 337.5 | 345.8 | 372.7 | 366.2 | 458.7 | 21.6 |
| CB–PLA190 °C ×1 | 321.9 | 334.7 | 343.9 | 371.5 | 367.0 | 459.1 | 22.4 |
| CB–PLA190 °C ×3 | 316.0 | 329.9 | 340.0 | 369.4 | 365.3 | 457.4 | 21.0 |
| CB–PLA190 °C ×5 | 311.5 | 326.2 | 336.9 | 367.6 | 363.2 | 458.0 | 22.3 |
| CB–PLA200 °C ×1 | 324.9 | 336.9 | 345.4 | 371.9 | 367.4 | 460.2 | 21.7 |
| CB–PLA200 °C ×3 | 320.1 | 333.2 | 342.7 | 370.2 | 365.8 | 460.7 | 22.7 |
| CB–PLA200 °C ×5 | 315.3 | 330.9 | 341.2 | 370.2 | 366.2 | 459.2 | 20.6 |
| Sample Code | Tg (°C) | Tm (°C) | ΔHcc (J/g) | ΔHm (J/g) |
|---|---|---|---|---|
| CB–PLA | 60.2 | 154.2 | 2.1 | 26.2 |
| CB–PLA190 °C ×1 | 59.8 | 157.9 | 19.0 | 20.4 |
| CB–PLA190 °C ×3 | 58.8 | 157.0 | 26.5 | 27.0 |
| CB–PLA190 °C ×5 | 58.7 | 157.0 | 25.1 | 26.1 |
| CB–PLA200 °C ×1 | 59.1 | 153.4 | 20.9 | 21.3 |
| CB–PLA200 °C ×3 | 59.4 | 157.2 | 21.1 | 21.5 |
| CB–PLA200 °C ×5 | 59.9 | 157.5 | 22.9 | 23.6 |
| Sample Code | ID/IG Parameter |
|---|---|
| CB–PLA | 0.85 |
| CB–PLA190 °C ×5 | 0.94 |
| CB–PLA200 °C ×5 | 0.98 |
| Sample Code | ΔEp/mV | Ia,p/µA | k0obs/cm/s |
|---|---|---|---|
| PP | 165 | 92 | 2.25·10−3 |
| PP190 °C ×1 | 526 | 88 | - |
| PP190 °C ×3 | 418 | 96 | - |
| PP190 °C ×5 | 702 | 37 | - |
| PP200 °C ×1 | 270 | 83 | - |
| PP200 °C ×3 | 212 | 72 | 8.99·10−4 |
| PP200 °C ×5 | 206 | 69 | 2.25·10−3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cieślik, M.; Rodak, A.; Susik, A.; Wójcik, N.; Szociński, M.; Ryl, J.; Formela, K. Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment. Materials 2023, 16, 1307. https://doi.org/10.3390/ma16031307
Cieślik M, Rodak A, Susik A, Wójcik N, Szociński M, Ryl J, Formela K. Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment. Materials. 2023; 16(3):1307. https://doi.org/10.3390/ma16031307
Chicago/Turabian StyleCieślik, Mateusz, Agata Rodak, Agnieszka Susik, Natalia Wójcik, Michał Szociński, Jacek Ryl, and Krzysztof Formela. 2023. "Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment" Materials 16, no. 3: 1307. https://doi.org/10.3390/ma16031307
APA StyleCieślik, M., Rodak, A., Susik, A., Wójcik, N., Szociński, M., Ryl, J., & Formela, K. (2023). Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment. Materials, 16(3), 1307. https://doi.org/10.3390/ma16031307