
Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods



Abstract
:1. Introduction
2. Materials and Methods
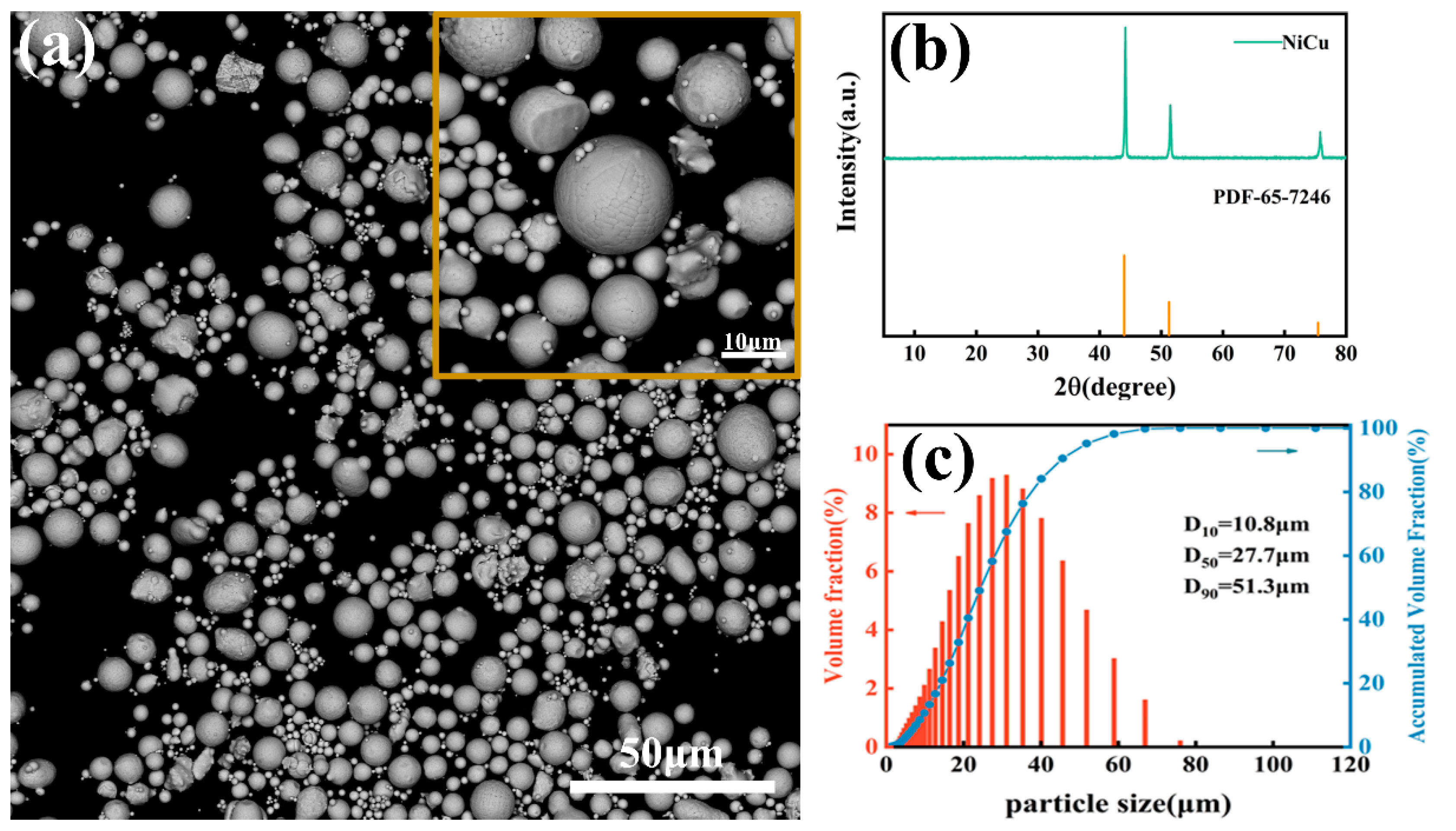
2.1. Feedstock Powder and Substrate
2.2. Preparation of Gradient Coating
2.3. Performance Test
2.4. Characterization
3. Results and Discussion
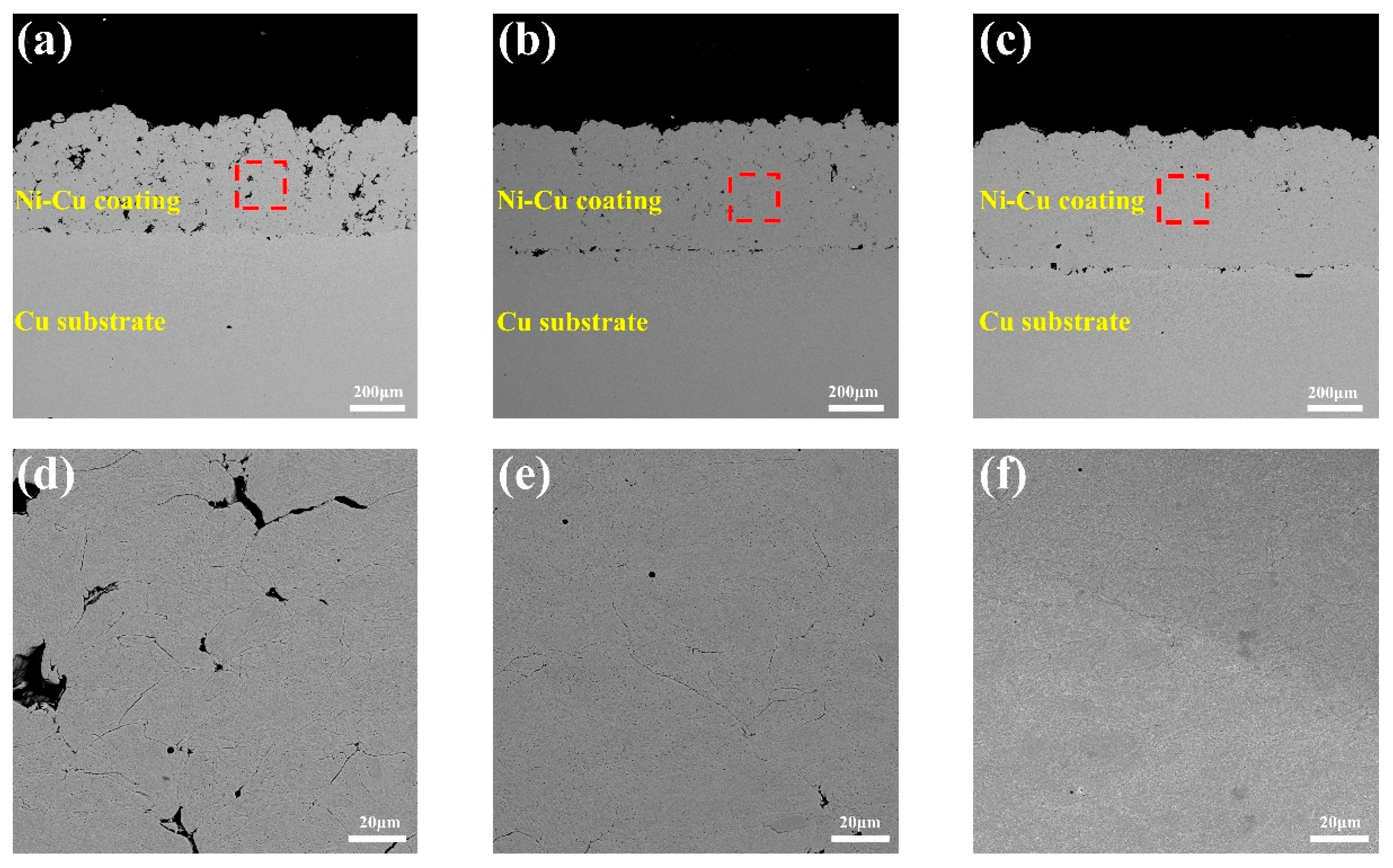
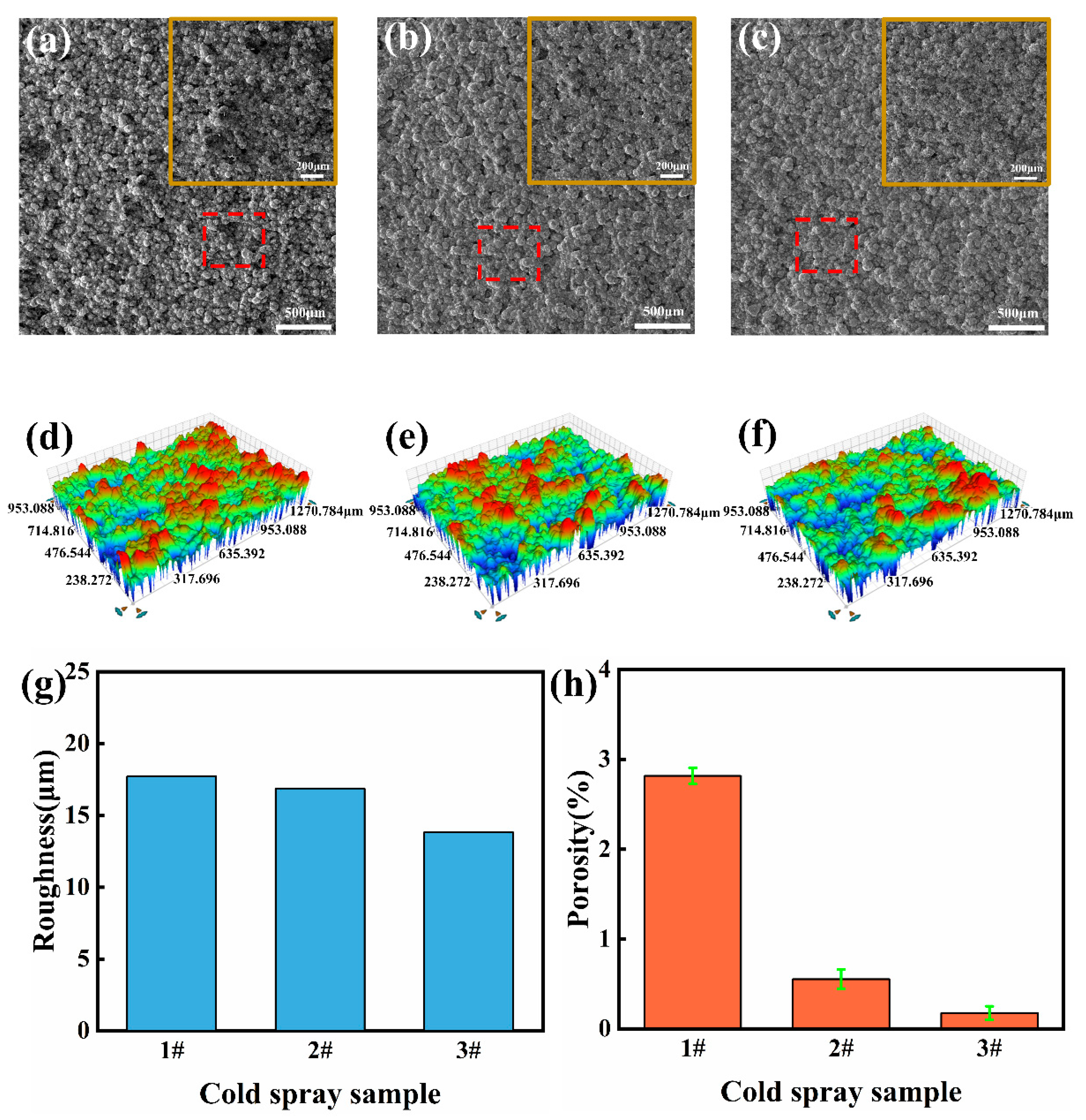
3.1. Microstructure of Cold-Sprayed Pre-Set Coating
3.2. Microstructure of Gradient Coating
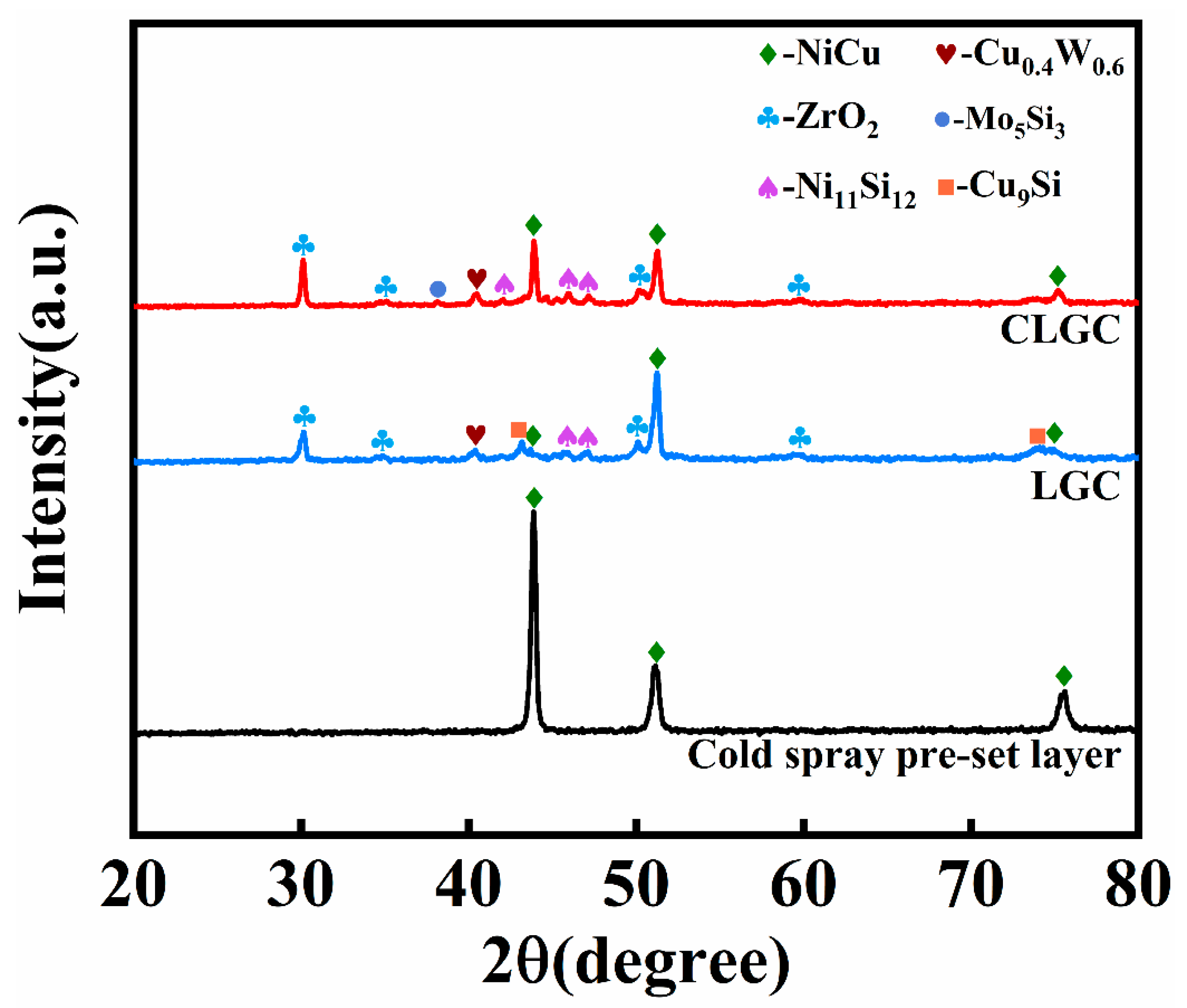
3.3. XRD Patterns
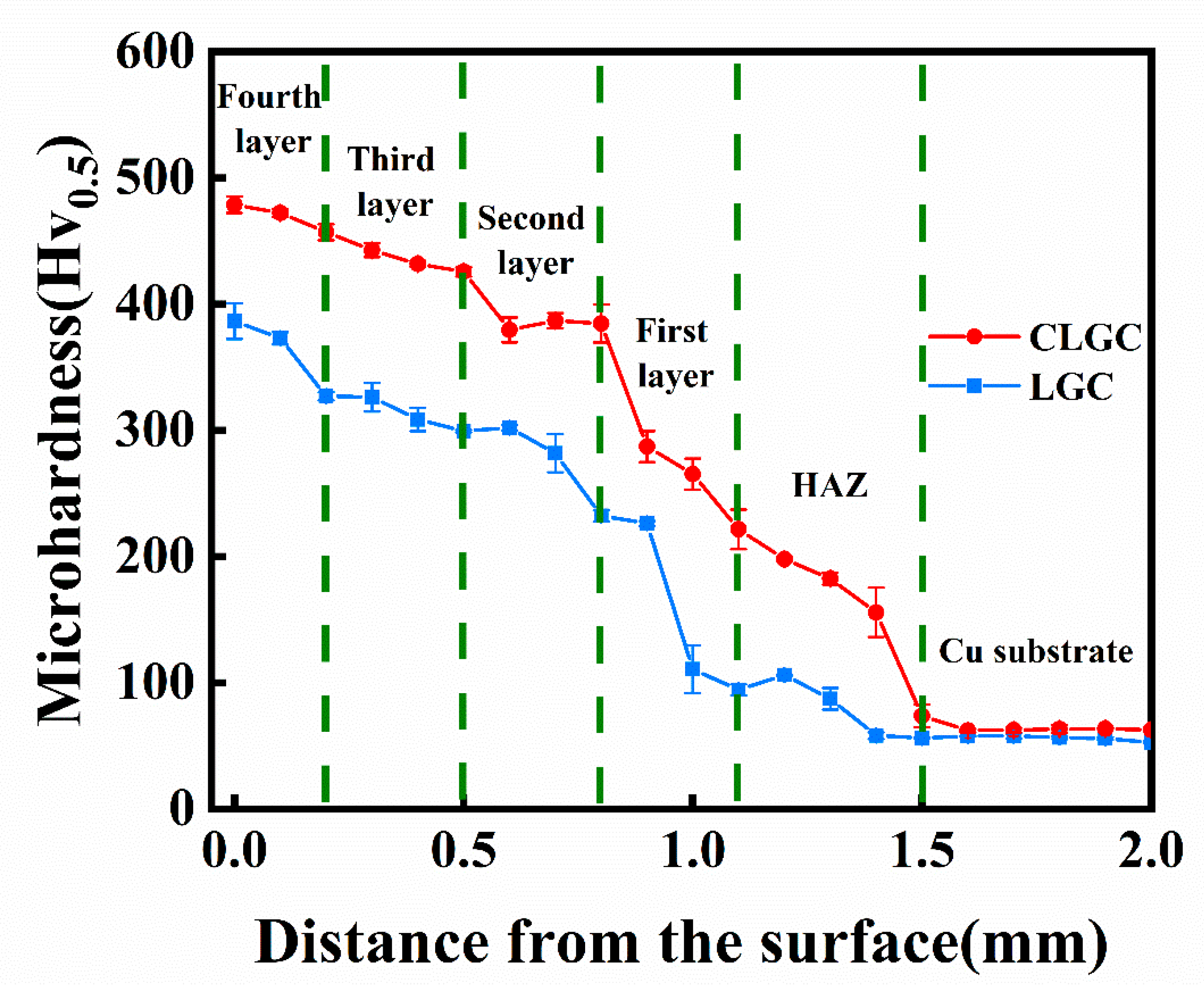
3.4. Hardness Distribution
3.5. Friction and Wear Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dehm, G.; Medres, B.; Shepeleva, L.; Scheu, C.; Bamberger, M. Microstructure and tribological properties of Ni-based claddings on Cu substrates. Wear 1999, 225–229, 18–26. [Google Scholar] [CrossRef]
- Li, M.Y.; Chao, M.J.; Liang, E.; Li, D. Laser synthesised TaC for improving copper tribological property. Surf. Eng. 2013, 29, 616–620. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh strength and high electrical conductivity in copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qin, Y.Q.; Tian, Y.; Peng, Y.Q.; Luo, L.M.; Zan, X.; Xu, Q.; Wu, Y.C. Research status and development trend of preparation technology of ceramic particle dispersion strengthened copper-matrix composites. J. Alloys Compd. 2020, 848, 156475. [Google Scholar] [CrossRef]
- Yang, H.; Ma, Z.; Lei, C.; Meng, L.; Fang, Y.; Liu, J.; Wang, H. High strength and high conductivity Cu alloys: A review. Sci. China Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Yu, Z.; Li, L.; Zhang, D.; Shi, G.; Yang, G.; Xu, Z.; Zhang, Z. Study of Cracking Mechanism and Wear Resistance in Laser Cladding Coating of Ni-based Alloy. Chin. J. Mech. Eng. 2021, 34, 92. [Google Scholar] [CrossRef]
- Lin, Y.; Ping, X.; Kuang, J.; Deng, Y. Improving the microstructure and mechanical properties of laser cladded Ni-based alloy coatings by changing their composition: A review. Rev. Adv. Mater. Sci. 2020, 59, 340–351. [Google Scholar] [CrossRef]
- Hu, G.; Yang, Y.; Qi, K.; Lu, X.; Li, J. Investigation of the Microstructure and Properties of NiCrBSi Coating Obtained by Laser Cladding with Different Process Parameters. Trans. Indian Inst. Met. 2020, 73, 2623–2634. [Google Scholar] [CrossRef]
- Peilei, Z.; Xiaopeng, L.; Yunlong, L.; Hua, Y.; Zhishui, Y.; Chonggui, L.; Qinghua, L. Microstructure and wear behavior of Cu–Mo–Si coatings by laser cladding. Appl. Surf. Sci. 2014, 311, 709–714. [Google Scholar] [CrossRef]
- Yue, T.M.; Xie, H.; Lin, X.; Yang, H.O.; Meng, G.H. Solidification behaviour in laser cladding of AlCoCrCuFeNi high-entropy alloy on magnesium substrates. J. Alloys Compd. 2014, 587, 588–593. [Google Scholar] [CrossRef]
- Yan, H.; Wang, A.; Xu, K.; Wang, W.; Huang, Z. Microstructure and interfacial evaluation of Co-based alloy coating on copper by pulsed Nd:YAG multilayer laser cladding. J. Alloys Compd. 2010, 505, 645–653. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Wang, L.; Zhou, J. Effects of NiCr intermediate layer on microstructure and tribological property of laser cladding Cr3C2 reinforced Ni60A-Ag composite coating on copper Alloy. Opt. Laser Technol. 2021, 142, 106963. [Google Scholar] [CrossRef]
- Ng, K.W.; Man, H.C.; Cheng, F.T.; Yue, T.M. Laser cladding of copper with molybdenum for wear resistance enhancement in electrical contacts. Appl. Surf. Sci. 2007, 253, 6236–6241. [Google Scholar] [CrossRef]
- Zhang, Y.-Z.; Tu, Y.; Xi, M.-Z.; Shi, L.-K. Characterization on laser clad nickel based alloy coating on pure copper. Surf. Coat. Technol. 2008, 202, 5924–5928. [Google Scholar] [CrossRef]
- Zhang, P.; Li, M.; Yu, Z. Microstructures Evolution and Micromechanics Features of Ni-Cr-Si Coatings Deposited on Copper by Laser Cladding. Materials 2018, 11, 875. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, F.; Liu, C.; Chen, S.; Tao, X.; Xu, Z.; Wang, M. Pulsed Nd:YAG laser post-treatment Ni-based crack-free coating on copper substrate and its wear properties. Surf. Coat. Technol. 2007, 201, 6332–6339. [Google Scholar] [CrossRef]
- Liu, F.; Liu, C.; Chen, S.; Tao, X.; Zhang, Y. Laser cladding Ni–Co duplex coating on copper substrate. Opt. Lasers Eng. 2010, 48, 792–799. [Google Scholar] [CrossRef]
- Liu, F.; Liu, C.; Tao, X.; Chen, S. Laser cladding of Ni-based alloy on copper substrate. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2006, 13, 329–332. [Google Scholar] [CrossRef]
- Chen, S.; Yin, G.; Wang, R.; Liang, J.; Liu, C. Laser deposited Ni-based gradient coating with high wear-resistance on the surface of copper. In Proceedings of the 6th International Conference on Mechatronics, Materials, Biotechnology and Environment, Yinchuan, China, 13–14 August 2016; pp. 249–254. [Google Scholar]
- Liao, J.; Zhang, L.B.; Peng, C.; Jia, Y.D.; Wang, G.; Wang, H.; An, X.G. Fabrication of Ni-Cu-W Graded Coatings by Plasma Spray Deposition and Laser Remelting. Materials 2022, 15, 2911. [Google Scholar] [CrossRef]
- Rusinov, P.; Blednova, Z. Structural behavior and mechanical properties of high-entropy coatings synthesized by HVOF. Surf. Innov. 2021, 9, 127–138. [Google Scholar] [CrossRef]
- Erdogan, A.; Doleker, K.M. Comparative study on dry sliding wear and oxidation performance of HVOF and laser re-melted Al0.2CrFeNi(Co,Cu) alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 2428–2441. [Google Scholar] [CrossRef]
- Roata, I.C.; Croitoru, C.; Pascu, A.; Stanciu, E.M. Photocatalytic performance of copper-based coatings deposited by thermal spraying. J. Mater. Sci. -Mater. Electron. 2018, 29, 11345–11357. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface modification of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses. J. Magnes. Alloys 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Karthikeyan, J. The advantages and disadvantages of the cold spray coating process. In The Cold Spray Materials Deposition Process; Woodhead Publishing: Sawston, UK, 2007; pp. 62–71. [Google Scholar]
- Daroonparvar, M.; Kasar, A.K.; Khan, M.U.F.; Menezes, P.L.; Kay, C.M.; Misra, M.; Gupta, R.K. Improvement of Wear, Pitting Corrosion Resistance and Repassivation Ability of Mg-Based Alloys Using High Pressure Cold Sprayed (HPCS) Commercially Pure-Titanium Coatings. Coatings 2021, 11, 57. [Google Scholar] [CrossRef]
- Cao, K.; Yu, M.; Liang, C.M.; Chen, H. Study on thermal conductivity of cold sprayed Cu coating. Surf. Eng. 2020, 36, 1058–1066. [Google Scholar] [CrossRef]
- Wang, Y.; Liang, Z.; Zhang, J.; Ning, Z.; Jin, H. Microstructure and Antiwear Property of Laser Cladding Ni-Co Duplex Coating on Copper. Materials 2016, 9, 634. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, P.X.; Sun, Y.F.; Qiao, Y.Z.; Du, X.S. Study of laser cladding Fe-Co duplex coating on copper substrate. Mater. Res. Express 2020, 7, 016573. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, T.; Liu, Y.; Gao, Y.; Di, C. Wear and heat shock resistance of Ni-WC coating on mould copper plate fabricated by laser. J. Mater. Res. Technol. 2020, 9, 8283–8288. [Google Scholar] [CrossRef]
- Fu, S.L.; Li, C.X.; Wei, Y.K.; Luo, X.T.; Yang, G.J.; Li, C.J.; Li, J.L. Novel Method of Aluminum to Copper Bonding by Cold Spray. J. Therm. Spray Technol. 2018, 27, 624–640. [Google Scholar] [CrossRef]
- Mo, G.; Cheng, W.; Cai, Q.; Wang, W.; Zhang, K.; Xing, X.; Chen, Z.; Wu, Z. Structural change of Ni–Cu alloy nanowires with temperature studied by in situ X-ray absorption fine structure technique. Mater. Chem. Phys. 2010, 121, 390–394. [Google Scholar] [CrossRef]
- Zhao, X.; Zhong, Q.; Zhai, P.; Fan, P.; Wu, R.; Fang, J.; Xiao, Y.; Jiang, Y.; Liu, S.; Li, W. Microstructure and Wear Resistance of Laser-Clad Ni–Cu–Mo–W–Si Coatings on a Cu–Cr–Zr Alloy. Materials 2022, 16, 284. [Google Scholar] [CrossRef]
- Tan, A.W.Y.; Lek, J.Y.; Sun, W.; Bhowmik, A.; Marinescu, I.; Buenconsejo, P.J.; Dong, Z.L.; Liu, E.J. Microstructure, mechanical and tribological properties of cold sprayed Ti6Al4V-CoCr composite coatings. Compos. Part B-Eng. 2020, 202, 108280. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Marinescu, I.; Toh, W.Q.; Liu, E. Adhesion, tribological and corrosion properties of cold-sprayed CoCrMo and Ti6Al4V coatings on 6061-T651 Al Alloy. Surf. Coat. Technol. 2017, 326, 291–298. [Google Scholar] [CrossRef]
- Huang, R.; Fukanuma, H. Study of the Influence of Particle Velocity on Adhesive Strength of Cold Spray Deposits. J. Therm. Spray Technol. 2011, 21, 541–549. [Google Scholar] [CrossRef]
- Meng, X.M.; Zhang, J.B.; Liang, Y.L.; Han, W.; Zhao, J. Effect of Gas Temperature on the Particle Deposition Characteristics and Coating Microstructure by Cold Spray. Mater. Sci. Forum 2011, 675–677, 1295–1298. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Wang, G.; Wang, F.; Xu, Y.; Yang, X. ‘Cold spray +’ as a new hybrid additive manufacturing technology: A literature review. Sci. Technol. Weld. Join. 2019, 24, 420–445. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Raoelison, R.N.; Xie, Y.; Sapanathan, T.; Planche, M.P.; Kromer, R.; Costil, S.; Langlade, C. Cold gas dynamic spray technology: A comprehensive review of processing conditions for various technological developments till to date. Addit. Manuf. 2018, 19, 134–159. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.; Xu, C. Cladding Crack in Laser Cladding: A Review. Laser Optoelectron. Prog. 2021, 58, 0700006. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, X.; Liu, W.; Jiang, Z.; Zhao, P.; Liu, D. Formation Mechanism and Sensitivity of Cracks in Laser-Cladded Ni-Based-Alloy Coatings. Laser Optoelectron. Prog. 2019, 56, 111401. [Google Scholar] [CrossRef]
- Wang, Y.S.; Zhu, F.D.; Liu, N.W. In Preparation and Properties Study of Laser Cladding of Ni-based Alloy on Copper, Proceedings of the 14th Conference of China University Society on Manufacturing Automation, Jiaozuo, China, 11–14 August 2010; Trans Tech Publications Ltd.: Jiaozuo, China, 2011; pp. 216–219. [Google Scholar]
- Awasthi, R.; Kumar, S.; Chandra, K.; Vishwanadh, B.; Kishore, R.; Viswanadham, C.S.; Srivastava, D.; Dey, G.K. Effect of Specific Energy Input on Microstructure and Mechanical Properties of Nickel-Base Intermetallic Alloy Deposited by Laser Cladding. Metall. Mater. Trans. A 2012, 43, 4688–4702. [Google Scholar] [CrossRef]
- Li, D.; Zhang, C.; Wang, R.; Zhang, J.; Hu, R.; Zhang, Y.; Li, G.; Lu, X. Microstructure and properties evolution of Co06/Ni60A duplex coating on copper by plasma cladding. Surf. Coat. Technol. 2022, 429, 127978. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, P.; Yu, Z.; Li, C.; Li, R. Development and characterization of laser surface cladding (Ti,W)C reinforced Ni–30Cu alloy composite coating on copper. Opt. Laser Technol. 2012, 44, 1351–1358. [Google Scholar] [CrossRef]
- Chen, S.; Liang, J.; Liu, C.; Sun, K.; Mazumder, J. Preparation of a novel Ni/Co-based alloy gradient coating on surface of the crystallizer copper alloy by laser. Appl. Surf. Sci. 2011, 258, 1443–1450. [Google Scholar] [CrossRef]
- Zhou, J.; Kong, D. Friction–wear performances and oxidation behaviors of Ti3AlC2 reinforced Co–based alloy coatings by laser cladding. Surf. Coat. Technol. 2021, 408, 126816. [Google Scholar] [CrossRef]
- de Sousa, J.M.S.; Ratusznei, F.; Pereira, M.; Castro, R.D.M.; Curi, E.I.M. Abrasion resistance of Ni-Cr-B-Si coating deposited by laser cladding process. Tribol. Int. 2020, 143, 106002. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cu | Mo | W | Si | As | Fe | Sn | S | YSZ | Others | |
| Fourth layer | 40.00 | 30.00 | 7.32 | 14.04 | 8.64 | 1 | |||||
| Third layer | 50.00 | 30.00 | 4.88 | 9.36 | 5.76 | ||||||
| Second layer | 60.00 | 30.00 | 2.44 | 4.68 | 2.88 | ||||||
| First layer | 70.00 | 30.00 | |||||||||
| substrate | 99.9 | 0.002 | 0.008 | 0.008 | 0.005 | <0.1 | |||||
| Samples | Gas Pressure (Mpa) | Gas Temperature (°C) | Spray Distance (mm) | Accelerating Gas | Spray Angle (°) |
|---|---|---|---|---|---|
| #1 | 3 | 800 | 40 | N2 | 90 |
| #2 | 4 | 700 | 20 | N2 | 90 |
| #3 | 5 | 800 | 20 | N2 | 90 |
| Coating | Laser Power (w) | Laser Beam Diameter (mm) | Scanning Speed (m/min) | Powder Feeding Rate (g/min) |
|---|---|---|---|---|
| First layer | 5000 | 5 | 1.8 | |
| Second layer | 4500 | 5 | 1.8 | 18 |
| Third layer | 5000 | 5 | 3.6 | 18 |
| Fourth layer | 5000 | 5 | 3.6 | 18 |
| Point | Ni | Cu | Mo | W | Si |
|---|---|---|---|---|---|
| A | 32.08 | 42.37 | 8.16 | 17.39 | 0.00 |
| B | 18.17 | 81.04 | 0.00 | 0.29 | 0.50 |
| C | 18.08 | 81.82 | 0.00 | 0.00 | 0.10 |
| D | 18.53 | 48.50 | 0.38 | 0.07 | 32.52 |
| E | 0.60 | 0.88 | 0.00 | 98.46 | 0.06 |
| F | 23.49 | 73.89 | 0.18 | 0.64 | 1.79 |
| G | 15.40 | 12.72 | 31.67 | 38.96 | 1.26 |
| H | 52.58 | 36.50 | 0.77 | 0.44 | 9.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Sun, Y.; Zhai, P.; Fan, P.; Zhang, Y.; Li, M.; Fang, J.; Wu, R.; Cai, Z. Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods. Materials 2023, 16, 1627. https://doi.org/10.3390/ma16041627
Liu S, Sun Y, Zhai P, Fan P, Zhang Y, Li M, Fang J, Wu R, Cai Z. Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods. Materials. 2023; 16(4):1627. https://doi.org/10.3390/ma16041627
Chicago/Turabian StyleLiu, Sainan, Yangyang Sun, Pengyuan Zhai, Pengyu Fan, Yongtong Zhang, Muyang Li, Jianxiao Fang, Ruilin Wu, and Zhenyang Cai. 2023. "Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods" Materials 16, no. 4: 1627. https://doi.org/10.3390/ma16041627
APA StyleLiu, S., Sun, Y., Zhai, P., Fan, P., Zhang, Y., Li, M., Fang, J., Wu, R., & Cai, Z. (2023). Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods. Materials, 16(4), 1627. https://doi.org/10.3390/ma16041627